Заваряване на въглеродни и нисколегирани конструктивни стомани. Изберете електрод
Създаването на метални конструкции е една от основните индустрии, в които се използват електроди. Това е основният разходен материал за свързване на отделните им части. Електродите Е-42 се използват главно за такива цели. Те са много подходящи за създаване на малки структури, които не трябва да издържат на голяма тежест. На пазара тази марка е много често срещана, тъй като е предназначена за заваряване на продукти с ниско съдържание на въглерод, които преобладават в техническата област. Когато използвате тази марка за заваряване високо въглеродна стомана може да се отбележи забележима загуба на качество, в резултат на което ще се появят пукнатини, поглътители и други дефекти, които могат да направят продукта неподходящ за употреба. Но ако използвате всичко по предназначение, процентът на образуване на кристализационни пукнатини, както и порите, ще бъде минимален. Той използва обикновеното покритие, така че голямото ниво на защита за дъгата не си струва чакането.

Заваръчни електроди от марка Е-42
Електродите от тип Е-42 се препоръчват за използване в условия на монтаж, тъй като те нямат голяма чувствителност към повърхностната чистота, както се изисква при заваряване на алуминий и други метали, трудни за заваряване. Ако е необходимо, може да се използва за заваряване на дебели и тънки метални листове. Тази марка се справя добре с висока дълбочина на заваряване и може да осигури качествена връзка дори в основата на шева. Естествено, когато се работи с дебелини от 4 мм части, е необходимо предварително да се режат краищата и да се извършат други подготвителни процедури.

Електроди за заваряване e-42
Всяка полярност на заваръчния трансформатор е подходяща за работа. Дъгата се запалва еднакво добре, както за първи път, така и за следващия, след прекъсването на дъгата. По-специално това се отнася до подготвени електроди, които са изсушени и калцинирани. По време на заваряването се образува гъст слой от шевове, състоящ се от малки и равномерни люспи. Металът на електрода се държи доста вискозен и не се разпространява, което допринася за създаването на надеждни херметични шевове. При правилния избор на режим няма да има температурни изкривявания.

Предимствата на тези продукти обаче включват тяхното разпространение и наличност на пазара, тъй като цената не е толкова висока, колкото тази на други марки. Шлаката се образува в равномерен слой и няма никакви проблеми с отстраняването му, дори и с малка дебелина на метала, където тапицерията може да повреди самия шев. Недостатъците включват тесен обхват на приложение, слаба якост и липса на висока пластичност, което е много лошо тънки метали, Тук е необходимо да се използва допълнителен поток за компенсиране на ненадеждността на покритието и повишаване на параметрите на заваряване. По този начин, за всяко отклонение от нормата, можете да получите много лошо качество шев.
сфера на приложение
Електродите на Е-42 много често могат да бъдат намерени както в частната сфера, така и в индустрията за работа с малка отговорност. По принцип с тяхна помощ се създават стоманени метални конструкции. Може да се използва и в сервизите за ремонт на части, тъй като много неща са направени от нисковъглеродни метали. Те могат да варят тънки тръби на тръбопровода и водоснабдяването, ако работят при относително ниско налягане.
Технически спецификации
Технически спецификации Електродите Е-42 зависят от състава на материала. Химичните елементи са изброени тук като процент.
В тази марка, електродите с диаметър 4 mm e-42 ще имат с други видове не само идентичен химичен състав, но и същите механични свойства. Това помага лесно да вземете материала, в зависимост от това какъв точно трябва да е лицето на готовия материал.
Размери и гама
Тънките модели се използват за заваряване на тънки стоманени листове. По-дебели, като електроди с диаметър 6 mm e-42 се използват за най-сериозните случаи, когато не се режат ръбовете и трябва да се достигне максималната дълбочина на готвене.
Характеристики на повърхността
Напластяването на всеки от тях се извършва в свой собствен режим, който е оптимално подходящ за такава дебелина. Той взема предвид не само времето на разширяване, но и ситуацията, в която се извършва работата, тъй като в трудни ситуации разтопеният метал просто ще потече, а не се задържа. За да се избегне това, силата на тока трябва да бъде намалена.
Обозначение и декодиране
Маркировката от този тип показва характеристиката на якост, която за основната област на приложение е един от основните фактори. Този пример показва, че:
- Е - електрод за електро електродъгово заваряване;
- Характеристика на якост 42 - 420 MPa.
производители
- Vistek;
- Пейтън;
- PlazmaTek;
- MaxWeld;
- Електрод на Френзе;
- Гранит.
Електродите на Е42 са предназначени за получаване на връзки чрез метод на ръчно електродъгово заваряване. Тази технология и днес остава най-често срещаната, особено за домашни занаятчии. Това се дължи на факта, че придобиването на оборудване за полуавтоматично заваряване води до значителни финансови разходи и какъв е смисълът от тях, ако се използва само от време на време.
Както е известно, ръчното електродъгово заваряване се извършва с помощта на електроди, които са метални пръти, към които се нанася специално покритие. Характеристиките на такива продукти и техният обхват на приложение зависят от състава на метала на тяхната сърцевина и от вида на покритието.
Характеристики на електродите на тази марка
Електродите от марката Е42 отговарят на изискванията на два държавни стандарта (9466 и 9467), които бяха одобрени през 1975 година. E42 ви позволява да свържете със своите помощни части от въглеродни и нисколегирани стомани, за да получите заварки, характеризиращи се с висока ударна якост и пластичност.
Такива продукти се използват главно, когато металът на заваръчния шев, който трябва да бъде оформен, трябва да има показател за якост на опън (временно), който не надвишава 50 kg / mm2. Ако заваръчният метал трябва да има голяма стойност на този параметър, след това изберете друг вид електроди, например за домакинска работа, често използвани продукти от марката ANO 6 (работен диаметър от 3 до 6 мм), които са покрити с рутилово покритие.
Характеристики на електрода
Електродите от марката Е42 се различават по следните характеристики на тяхното използване.
- Заварката, която се получава с тяхната употреба, има достатъчно висока якост и еластичност, което я прави устойчива дори на значително напрежение при счупване.
- Шлаковата кора, образувана след втвърдяването на заварката, лесно се отстранява.
- Получената заварка се характеризира с еднаквост, няма пори и кухини, ако технологията на заваряване стриктно прилага.
- Дори и тези, които нямат голям опит, могат да направят достатъчно качествени връзки с електродите Е42.
- Когато се използват такива продукти, дъгата се запалва много лесно.
- Дъгата, запалена с помощта на електроди Е42 с различни диаметри, се характеризира с висока стабилност.
- Икономична консумация на електродния материал.
- Покритията, които се прилагат към продукти от този тип, са много разнообразни.
- С такива продукти можете да работите, дори ако повърхността на частите е мокра и покрита със слой от ръжда.
- Независимо от специфичната марка на използваните електроди, те се различават по оптимално съотношение цена / производителност.
- Когато се използват тези продукти, скоростта на отлагане е 10g / Ah.
- Електродите от марката Е42, чийто диаметър може да бъде 4–6 mm, се произвеждат в дължини до 45 cm.
- За да се получи заварка от 1 kg, електродите E42 ще изискват 1,6 kg.
- Използвайки E42 продукти с различни диаметри (в диапазона от 4 до 6 мм), не може да се тревожите за колебанията в дължината на дъгата, те често могат да възникнат поради пренапрежения в напрежението в електрическата мрежа.

/ класификация на електрод, опаковка на електрод
Изборът на заваръчни електроди зависи от това какъв материал ще използвате за заваряване.
Основните характеристики на заваръчните електроди за заваряване на въглерод и нисколегирани структурни стомани са механичните свойства на заваръчния метал и завареното съединение: временна якост на опън, удължение, ударна якост, ъгъл на огъване.
Заваръчните електроди по вид покритие се разделят на: рутил, кисел, основен и целулозен.
Заварени електроди с рутилово покритие
Основата на покритието на рутиловите електроди е естественият рутилов концентрат (TiO2), повече от 50%. Заварен метал с рутилово покритие съответства на спокойна или полу-тиха стомана. Съпротивлението на заваръчния метал срещу образуването на пукнатини в рутиловите електроди е по-високо, отколкото при кисело покритие. Според механичните свойства на заваръчния метал и заварената връзка, повечето марки рутилови електроди принадлежат към типа на електродите Е42 и Е46.
Рутиловите електроди имат редица предимства в сравнение с други видове, а именно, газовите емисии по време на заваряването са по-малко вредни за заварчика, осигуряват стабилно и мощно запалване на дъга при заваряване с променлив ток, ниски загуби на пръски от метал, лесно отделяне на шлаката и отлична формация на шва ,
Електродите Mr-3 (e-46) ГОСТ 9467-75, ГОСТ 9466-75, TU 1272-29900187211-2001, TU 36.23.25-007-90 работят с променлив или постоянен ток обратна полярност, Те се използват за заваряване на въглеродни и нисколегирани стомани във всички позиции, с изключение на вертикалните отгоре надолу. Металът на заварка работи в условия на ниски температури (до -20 С). Допуска се заваряване на дъга на окислена, влажна, неподготвена повърхност. Препоръчва се за заваръчни продукти от въглеродна стомана (до 4), тръбопроводи за пара и гореща вода от категории 3 и 4, тръбопроводи в рамките на котела и турбина с работно налягане не повече от 39 kgf / cm2 и температура не повече от 350 ° C, тръби от отоплителни повърхности котли с работно налягане до 50 kgf / cm2, газопроводи и тръбопроводи, с изключение на тръбопроводи за регулиране на турбини, нефтени тръбопроводи и линии за мазут.
Електроди с покритие
В основата на този вид покриващи електроди са железни оксиди, манган и силиций. Металът на заварка, направен с електроди с покритие с киселинност, има повишена склонност към горещи пукнатини.
Тази група включва също електроди с илменитово покритие, заемащи междинно положение между електродите с киселинно покритие и рутилови електроди. Съставът на покритието на тези електроди като основен компонент включва илменитовия концентрат (естествено съединение от титанов диоксид и желязо - FeTiO2) MR-3M TU 1272-303-00187211-2002.
Електроди с основно покритие
В основата на този вид покрития са карбонатите и флуоридите. Металът, нанесен чрез електроди с основно покритие, по химичен състав съответства на стоманата е тиха. Поради ниското съдържание на газ неметални включвания и вредни примеси, заваръчният метал се отличава с висока пластичност и ударна якост при нормални и ниски температури, както и с висока устойчивост на горещо напукване. Относно механичните свойства на заваръчния метал и. \\ T заварени съединения с основно покритие принадлежат към електродите от тип Е42А, Е46А, Е50А, Е55 и Е60.
Въпреки това, технологичните характеристики на електродите с основно покритие са по-ниски от другите видове електроди. Те са много чувствителни към образуването на пори в присъствието на мащаб, ръжда и масло по краищата на заварените части, както и когато покритието е омокрено и дъгата е удължена. Заваряването обикновено се извършва постоянен ток обратна полярност. Преди заваряване електродите трябва непременно да се калцинират при високи температури (250-4200С).
Електроди UONI - 13/45 ГОСТ 9466-75 (Е-42А), ТУ 1272-175-00187211-97
Електродите на UONI - 13/55 ГОСТ 9466-75 (Е-50А), ТУ 1272-174-00187211-97 електроди работят при постоянен ток на обратна полярност / = (+) /. За всички позиции на заваряване, с изключение на вертикалните отгоре надолу.
Електродите UONI се използват при заваряване на особено важни конструкции, изработени от въглеродни и нисколегирани стомани, когато са метални заварки повишени изисквания за пластичност и издръжливост. Препоръчва се: за заваряване на конструкции, работещи при ниски температури, за конструкции, подложени на динамични натоварвания, съдове под налягане, метални конструкции за корабостроене. Също така за заваряване на дебели метални дефекти и заваряване. Заваряването с тези електроди трябва да се извършва с помощта на метод за поддържане на къса дъга. Заваръчните ръбове трябва да са без мащаб, ръжда и масло.
Целулозни електроди
Покритието от този тип съдържа голямо количество (до 50%) от органични компоненти, обикновено целулоза. Металът, нанесен от такива електроди в химичен състав, съответства на полу-тиха и спокойна стомана. В същото време тя съдържа увеличено количество водород. За механичните свойства на заваръчните и заварените съединения данни електроди съответстват на типове E42, E46, E50. Целулозните електроди се характеризират с възможност за заваряване на вертикални шевове, от горе до долу.
ОЗС-12 ГОСТ 9466-75, ГОСТ 9467-75 (Е-46) електроди работят с променлив или постоянен ток на пряка полярност / ~; = (-) /. За всички позиции на заваряване.
Електродите OZS-12 се използват при заваряване на въглеродни и нисколегирани структури.
| Вид на покритието | Описание на приложението | предназначение |
| кисел | Заваряване във всички пространствени положения, с изключение на вертикалния отгоре-надолу, директния и променлив ток. Не се препоръчва за стомани с високо съдържание на сяра и въглерод. Недостатък: възможни пукнатини по шевовете, силно пръскане. | А |
| рутил | Заваряване във всички пространствени положения, с изключение на вертикален-отгоре-надолу, директен и променлив ток. | P |
| основен | Заваряване чрез постоянен ток на обратна полярност във всички пространствени положения, с изключение на вертикалния отгоре надолу, на дебел метал. | B |
| целулоза | Заваряване във всички пространствени положения с директен и променлив ток. Подходящ за монтаж. Не допускайте прегряване. Голяма загуба на пръски. | C |
| Смесен тип | Заваряване на конструкции и тръбопроводи във всички положения на шва, с изключение на тавана, с ниска консумация на 1 кг разтопен метал. | ARZH |
Според дебелината на покритието, в зависимост от съотношението на диаметрите D / d (където: D е диаметърът на покритието, d е диаметърът на електродния прът), електродите са подразделени:
| Препоръчва се полярност DC. | волтаж празен AC нишка, V | предназначение | |
| Макс. | Пред. за tkl. | ||
| контакт | 0 | ||
| който и да е | 1 | ||
| Права линия | 50 | +5 | 2 |
| контакт | 3 | ||
| който и да е | 4 | ||
| Права линия | 70 | +10 | 5 |
| контакт | 6 | ||
| който и да е | 7 | ||
| Права линия | 8 | ||
| контакт | 9 | ||
| тип | уговорена среща | предназначение |
| 9 вида: E38, E42, E42A, E46, E46A, E50, E50A, E55, E60 | Заваряване на въглеродни и нисколегирани конструктивни стомани с временна якост на опън до 600 MPa. | в |
| 5 вида: E70, E85, E100, E125, E150 | Заваряване на легирани структурни стомани с временна устойчивост на разрушаване над 600 MPa. | L |
| 9 вида: E09M, E09MH и др. | Заваръчни легирани термоустойчиви стомани. | T |
| 49 вида: 12Х13, Е06Х13М, Е10Х17Т и др. | Заваряване на високолегирани стомани със специални свойства. | Най- |
| 44 вида: E10G2, E11GZ, E16G2HMi и др. | Повърхностни слоеве със специални свойства. | Н |
Класификация на електродите според работните условия на заваръчния метал
Групата за напластяване се състои от електроди, предназначени за ръчно дъгово напластяване на повърхностни слоеве със специални свойства (с изключение на електроди за напластяване на пластове от цветни метали).
Направете и доставете в съответствие с изискванията на ГОСТ 9466-75 и ГОСТ 10051-75.
В някои случаи заваръчните електроди се използват и за напластяване, например за заваряване на високо легирани корозионноустойчиви, топлоустойчиви и топлоустойчиви стомани.
Според ГОСТ 10051-75, електродите за напластяване на повърхностните слоеве са класифицирани по химичен състав при нормална температура на 44 вида (например E-16G2HM, E-110X14V13F2, E-13X16N8M5S5G46 електродите).
В зависимост от приетата допингова система и работните условия за настилка, те могат да бъдат разделени на следните 6 групи:
1-ва група.
Електроди, осигуряващи нисковъглеродни нисколегирани метали с висока устойчивост при условия на триене и ударни натоварвания (за тази група някои марки електроди от 3-та група принадлежат към тази група).
2-ра група.
Електроди, осигуряващи средно въглероден нисколегиран метал с висока устойчивост при условия на триене и ударни натоварвания при нормални и повишени температури (до 600-6500С).
3-та група.
Електродите осигуряват въглероден, легиран (или високолегиран) заварен метал с висока устойчивост при абразивно износване и ударни натоварвания.
4-та група.
Електроди, осигуряващи високолегиран въглероден заваръчен метал с висока устойчивост при високо налягане и високи температури (до 650-8500С).
Пета група.
Електроди, осигуряващи високолегиран аустенитен заваръчен метал с висока устойчивост в условията на корозионно-ерозионно износване и триене по време на повишени температури (до 570-6000С).
6-та група.
Електроди, осигуряващи дисперсно-подсилен високолегиран заварен метал с висока устойчивост при тежки температурни и деформационни условия (до 950-11000С).
Трябва да се отбележи, че производството на настилки изисква използването на специална технология, която, в зависимост от химичния състав, може да включва задължително извършване на такива операции като предварително и съпътстващо отопление, топлинна обработка, за да се получат определените експлоатационни свойства на повърхността, която се депонира.
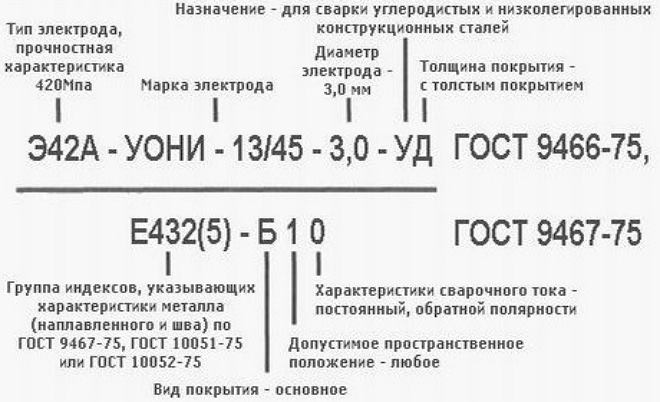
Пример за символа на заваръчните електроди:
E46-ANO-21-3,0-UD ГОСТ 9467-60когато:
E46 - тип електрод (E - електрод за електродъгово заваряване); 46 - минималната гарантирана якост на опън на заваръчния метал в kgf / mm 2;
ANO-21 - марка електрод;
3.0 е диаметърът на електродната пръчка в mm;
Y - назначаването на електрод за заваряване на въглеродни и нисковъглеродни стомани;
D - заваръчен електрод с дебело покритие;
ГОСТ 9467-60 е номер по ГОСТ, според който заваръчният електрод е стандартизиран.
Опаковка за електроди
Всяка част от електродите се поставя във водонепромокаема двуслойна хартия, последвана от подреждане в метални кутии или големи дървени кутии с тегло не повече от 1100 кг, или в кутия с картон, след което всяка кутия се обвива с електроди в полиетиленово термосвиваемо фолио, в зависимост от изискванията на потребителя Кутиите са подредени в гофрирани картонени кутии, които са опаковани на дървени палети с размери 800x1200mm. използване на метални ленти или метални палети, или големи дървени кутии с тегло не повече от 1100 кг.
Ние продаваме електроди и превозваме всички видове транспорт от 100 кг във всички региони на Русия.
Има много заваръчна технология, всяка от които съответства на определена група стомани и сплави. За прилагането на всяка технология и използването на определено оборудване: заваръчни машиниКонсумативи. Много е важно за изпълнението на висококачествени заваръчни работи да изберат най-подходящия не само режим, но и самите електроди.
Например, заваряването на въглеродни и нисколегирани конструктивни стомани се извършва с електроди, предназначени за заваряване на въглеродни стомани, съдържащи до 0,25% въглеродни и нисколегирани стомани с временна якост на опън до 590 МРа.
Характеристиката на всички електроди се извършва съгласно съвкупността от необходимите механични свойства на заваръчния метал (свързването на частите след заваряване): временна якост на опън, удължение, ударна якост, ъгъл на огъване. Тези индикатори са в основата на класификацията на електродите по ГОСТ 9467-75. Използвайки електроди с маркировки Е38, Е42, Е46 и Е50, те заваряват стомани с временна устойчивост до 490 МРа; Е42А, Е46А и Е50А се използват за заваряване на едни и същи стомани, когато на заваръчния метал се налагат повишени изисквания за относително удължение и якост; E55 и E60 - заваръчни електроди за стомани с временна якост на опън над 490 MPa и до 590 MPa. В същото време двете фигури зад буквата "Е" (електрод) съответстват на минималната временна устойчивост на счупване на заваръчния метал или на завареното съединение в kgf / mm 2. Същият стандарт регулира съдържанието на сяра и фосфор в заваръчния метал.
В електродите за заваръчни работи по въглеродни и нисколегирани стомани, показатели за възможността за заваряване във всички пространствени положения, от вида заваръчен ток, изпълнението на процеса, тенденцията към образуване на пори, а понякога - съдържанието на водород в заваръчния метал и тенденцията на заварени съединения до образуването на пукнатини.
Всички тези свойства до голяма степен се определят от вида на електродното покритие, което е кисело, рутилово, алкално, целулозно, смесено.
Основата на електродите с киселинно покритие са оксиди на желязо, манган и силиций. Шевът, традиционно изпълнен с електроди Е38 и Е42, се характеризира с повишена склонност към горещи пукнатини. В същото време такива електроди не допринасят за образуването на пори при заваряване на метал, покрит с мащаб или ръжда, и когато дъгата е удължена. За заваряване на подходящи директни и променливи токове.
Електродите на базата на рутил се основават на рутилов концентрат (естествен титанов диоксид). Тук заваръчният метал съответства на спокойна или полу-спокойна стомана. Устойчивостта на образуване на пукнатини в заваръчния метал е по-висока от тази на електродите с киселинно покритие. Механичните свойства на тези електроди са маркирани E42и E46.
Рутиловите електроди са в състояние да осигурят стабилно и мощно изгаряне. заваряване дъга при работа с променлив ток, те гарантират значително намаляване на загубата на метал, дължащо се на пръскане, отлично заваряване. Шлаковата кора лесно се отделя от заварените повърхности, когато се използват рутилови електроди. Те са малко чувствителни към образуването на пори при промяна на дължината на дъгата, когато се заваряват мокри и ръждясали метали и върху окислената повърхност.
Тази група включва електроди с илменитово покритие. Основният компонент е илменитовият концентрат (съединение от титанов диоксид и желязо, добито в естествени находища).
Основата на електродите с основно покритие (Е42А, Е46А, Е50А, Е55 и Е60 са карбонати и флуоридни съединения. Заваръчният метал, направен от тези електроди, има висока пластичност и здравина при нормални и ниски температури. Има повишена устойчивост на горещи пукнатини.
Електродите с основно покритие са много чувствителни към образуването на пори в присъствието на мащаб, ръжда и масло по краищата на частите, които трябва да бъдат заварени при намокряне на покритието и удължаване на дъгата. Заваряването се извършва с постоянен ток с обратна полярност. Технологията за заваряване изисква задължително калциниране на електродите при температура от 250-420 ° C преди започване на заваряването.
Електродите с покритие от целулоза съдържат голямо количество (до 50%) от органични компоненти (целулоза). От гледна точка на химичния състав, металът на заварката ще съответства на полу-спокойна или тиха стомана и ще съдържа увеличено количество водород. Когато се използват електроди Е42, Е46 и Е50, е възможно да се образува еднообразен обратен борд на шева с едностранно заваряване на теглото, но заваряване на вертикални шевове по начин отгоре-надолу.
Всички изброени електроди трябва да отговарят на изискванията на ГОСТ 9466-75 и ГОСТ 9467-75 и изискванията на спецификациите за електродите.
Електроди за заваряване на въглеродни и нисколегирани конструктивни стомани
| Марка на електрода | Тип по ГОСТ 9467-75 | Диаметър, мм | Заваръчна позиция | Вид на заваръчния ток |
| 1 | 2 | 3 | 4 | 5 |
|
променлива, постоянна |
||||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
променлива, постоянна |
||||
|
променлива, постоянна |
||||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Всичко освен вертикално отгоре надолу |
постоянен |
||
|
променлива, постоянна |
||||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
променлива, постоянна |
|||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
UONI-13 / 55K |
Всичко освен вертикално отгоре надолу |
постоянен |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Всичко освен вертикално отгоре надолу |
постоянен |
||
|
UONI-13 / 55T |
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
||
|
UONI-13 / 55G |
Всичко освен вертикално отгоре надолу |
постоянен |
||
|
променлива, постоянна |
||||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Всичко освен вертикално отгоре надолу |
постоянен |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
Всичко освен вертикално отгоре надолу |
постоянен |
Електроди от специализираната посока за заваряване на въглеродни и нисколегирани конструктивни стомани
| Марка на електрода | Тип по ГОСТ 9467-75 | Диаметър, мм | Заваръчна позиция | Вид на заваръчния ток | сфера на приложение |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
променлив |
Заваръчно-електрод |
||||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
Горещо поцинковано заваряване |
|||
|
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
Заваряване поцинкована стомана |
|||
|
Всичко освен вертикално отгоре надолу |
постоянен |
Заваряване на устойчиви на корозия корозионноустойчиви стомани тип 10HNDP |
|||
|
2,5; 3,0; 4,0; 5,0 |
Всичко освен вертикално отгоре надолу |
постоянен |
Заваряване на стомани за осигуряване на студоустойчивост на заваръчния метал до температура минус 40 0 С |
||
|
OZS / VNIIST-27 |
Всичко освен вертикално отгоре надолу |
постоянен |
|||
|
Всичко освен вертикално отгоре надолу |
постоянен |
Заваряване на стомани за осигуряване на студоустойчивост на заваръчния метал до температура минус 60 0 С |
|||
|
Всичко освен вертикално отгоре надолу |
постоянен |
Заваряване на стомани за осигуряване на студоустойчивост на заваръчния метал до температура минус 70 0 С |
|||
|
UONI-13 / 55U |
Всичко освен вертикално отгоре надолу |
променлива, постоянна |
Заваряване на армировъчни пръти от стоманобетонни конструкции и релси |
||
|
постоянен |
Заваряване на тръбни съединения |
||||
|
Всичко освен вертикално отгоре надолу |
постоянен |
Заваряване на тръбни съединения |
|||
|
Всичко освен вертикално отгоре надолу |
постоянен |
Заваряване на тръбни съединения |
ГОСТ 9467-75
Група B05
ИНТЕРСТАТ СТАНДАРТ
МЕТАЛНИ ЕЛЕКТРОДИ ЗА ПОКРИВАНЕ ЗА РЪЧНА СТРУКТУРНА И ТОПЛИННА СТОМАНА
Метални покрити стомани, устойчиви на топлина. Видове
MKS 25.160.20
OKP 12 7200
Дата на въвеждане 1977-01-01
С Решение на Държавния комитет по стандартите на Министерския съвет на СССР от 27 март 1975 г. N 780, беше въведена датата на въвеждане 01.01.77
Срокът на годност се премахва съгласно протокол N 3-93 на Междудържавния съвет за стандартизация, метрология и сертификация (ICS 5-6-93)
EDITION (февруари 2005 г.) с изменение № 1, одобрено през август 1988 г. (IUS 12-88).
ПРЕРАЗГЛЕЖДАНЕ (към май 2008 г.)
ВЗАМЕН ГОСТ 9467-60
1. Настоящият стандарт се прилага за електроди с метално покритие за ръчно електродъгово заваряване на въглеродни, нисколегирани и легирани конструкционни и легирани термоустойчиви стомани.
2. Електродите трябва да са от следните видове: \\ t
E38, E42, E46 и E50 - за заваряване на въглеродни и нисколегирани конструкционни стомани с якост на опън до 50 kgf / mm;
E42A, E46A и E50A - за заваряване на въглеродни и нисколегирани структурни стомани с временна якост на опън до 50 kgf / mm, когато металът на заваръчните шевове налага повишени изисквания за пластичност и якост;
E55 и E60 - за заваряване на въглеродни и нисколегирани конструктивни стомани с временна якост на опън над 50 до 60 kgf / mm;
E70, E85, E100, E125, E150 - за заваряване на легирани структурни стомани с повишена и висока якост с временна якост на опън над 60 kgf / mm;
Е-09М, Э-09МХ, Е-09Х1М, Е-05Х2М, Е-09Х2М1, Е-09Х1МФ, Е-10Х1М1НФБ, Е-10Х3М1БФ, Е-10Х5МФ - за заваряване на легирани термоустойчиви стомани.
3. Химичният състав на метала, нанесен с електроди за заваряване на конструктивни стомани, трябва да отговаря на изискванията на техническите условия или на паспортите за специфични електроди. Съдържанието на сяра и фосфор в заваръчния метал не трябва да надвишава посоченото в таблица.1.
4. Механичните свойства на заваръчния метал, заваръчния метал и заварената връзка, направени от електроди за заваряване на конструкционни стомани, трябва да отговарят на стандартите, дадени в таблица 1.
Таблица 1
Тип електрод | Механични свойства при нормална температура | ||||||
заваръчен метал или заварен метал | заварена връзка от електроди с диаметър по-малък от 3 mm | ||||||
Временно съпротивление на разкъсване, kgf / mm | Относително удължение,% | Устойчивост на удар | Временно съпротивление на разкъсване, kgf / mm | Ъгъл на огъване, градушка. | |||
Не по-малко | |||||||
Забележки:
1. За електроди от типове Е38, Е42, Е46, Е50, Е42А, Е46А, Е50А, Е55 и Е60 стойностите на механичните свойства, дадени в таблицата, се задават за заваръчния метал, заваръчния метал и завареното съединение в състояние след заваряване (без топлинна обработка). Механичните свойства на заваръчния метал, заваръчния метал и заварената връзка след топлинна обработка на електродите от изброените типове трябва да отговарят на изискванията на стандартите или спецификациите за специфични електроди.
2. За електроди от типове Е70, Е85, Е100, Е125 и Е150, стойностите на механичните свойства, дадени в таблицата, са установени за заваръчния метал и заваръчния метал след топлинна обработка съгласно режимите, регулирани от стандарти или спецификации за специфични електродни електроди. Механичните свойства на заваръчния метал и нанесен метал в състояние след заваряване на електродите от изброените типове трябва да отговарят на изискванията на стандартите или спецификациите за специфични електроди.
3. Показателите за механичните свойства на заварените съединения, направени от електроди от типове Е70, Е85, Е100, Е125, Е150 с диаметър по-малък от 3 mm, трябва да отговарят на изискванията на стандартите или спецификациите за електродите на определени марки.
5. Химичният състав на метала, нанесен с електроди за заваряване на легирани термоустойчиви стомани, както и механичните свойства на заваръчния метал или заваръчния метал трябва да отговарят на стандартите, дадени в таблица 2.
Таблица 2
Тип електрод | Химичният състав на заваръчния метал,% | Механични свойства на заваръчния метал или заваръчния метал при нормална температура |
||||||||||||
манган | молибден | Временно спасяване | относителен | шок |
||||||||||
Не повече | ||||||||||||||
E-09H1MF | ||||||||||||||
E-10H1M1NFB | ||||||||||||||
E-10H3M1BF | ||||||||||||||
E-10H5MF | ||||||||||||||
Забележки:
1. Стойностите на механичните свойства, дадени в таблицата, са установени за заваръчния метал и нанесен метал след топлинна обработка съгласно режимите, регулирани от стандарти или спецификации на електродите от специфични степени.
2. Показателите за механичните свойства на заварените съединения, направени от електроди с диаметър по-малък от 3 mm, трябва да отговарят на изискванията на стандартите или спецификациите за електродите на определени марки.
(Модифицирано издание, Rev. N 1).
6. Изискванията за химическия състав на заваръчния метал и механичните свойства на заваръчния метал, заваръчния метал и заварените съединения, дадени в таблици 1 и 2, трябва да се проверяват при изпитване на електроди в съответствие с изискванията на ГОСТ 9466-75.
7. Символът на електродите за електродъгово заваряване на стоманени и топлоустойчиви стомани - съгласно ГОСТ 9466-75.
В същото време във втория ред символ Електроди група от показатели, показващи характеристиките на заваръчния метал и заваръчния метал трябва да бъдат записани в съответствие с изискванията, дадени в PP-10.
8. При еталонното обозначаване на електроди за заваряване на въглеродни и нисколегирани конструктивни стомани с якост на опън до 60 kgf / mm, се определя група от показатели, показващи характеристиките на заваръчния метал и заваръчния метал, съгласно таблица 3.
Таблица 3
Индексна група | Минималните стойности на механичните свойства на заваръчния метал и заваръчния метал при нормална температура | Минималната температура, при която издръжливостта на заваръчния метал и на заваръчния метал (при изпитване на образци от тип IX по ГОСТ 6996-66) е най-малко 3,5 kgcm / cm, ° C |
||
временна съпротива при разкъсване | относително удължаване,% | |||
За всяка стойност | За всяка стойност |
|||
Не е регулиран |
||||
Не е регулиран |
||||
Не е регулиран |
||||
Забележка. В групата от индекси първите два индекса показват минималната стойност на индикатора, а третият индекс едновременно характеризира минималните стойности на индикаторите и. Ако индикаторите и съгласно таблица 3 съответстват на различни индекси, третият индекс се определя от минималната стойност на индикатора, а четвъртият допълнителен индекс, характеризиращ индикатора, се въвежда в групата от индекси (виж пример за създаване на група от индекси за UONII 13/45 електроди).
9. При еталонното обозначаване на електроди за заваряване на легирани конструкционни стомани с временна якост на опън над 60 kgf / mm, групата от показатели, обозначаващи характеристиките на заваръчния метал и метала на заваръчния шев, показва средното съдържание на основните химични елементи в заваръчния метал, както и минималната температура, при която якостта заварен метал и заваръчен метал при изпитване на образци от тип IX по ГОСТ 6996-66 е не по-малко от 3,5 kg · m / cm и трябва да включва:
а) първия индекс на двуцифрено число, съответстващо на средното съдържание на въглерод в заваръчния метал в стотни от процента;
б) следващите индекси, всеки от които се състои от буквено означение на съответния основен химически елемент и числото зад него, показващо средното съдържание на този елемент в заваръчния метал в проценти (с грешка до 1%);
в) последният индекс, характеризиращ минималната температура, при която ударната якост на метала на заварката и на заваръчния метал при изпитване на проби от тип IX по ГОСТ 6996-66 е най-малко 3,5 kgf · m / cm съгласно таблица 4.
10. В символа на електродите за заваряване на легирани легирани стомани, групата от показатели, показващи характеристиките на заваръчния метал и заваръчния метал, трябва да включват два индекса.
Първият индекс, подобен на последния индекс съгласно претенция 9с, показва минималната температура, при която якостта на заваръчния метал и заваръчния метал при изпитване на проби тип IX съгласно ГОСТ 6996-66 е най-малко 3,5 kgf · m / cm (Таблица 4) ,
Таблица 4
Минималната температура, при която издръжливостта | |
Не е регулиран | |
Забележки:
1. В допълнение към въглерода, основните химически елементи трябва да включват само сплавни елементи, които определят нивото на механичните свойства на заваръчния метал. Същевременно основните силициеви елементи се считат за силиций и манган, ако средното им съдържание в заваръчния метал надвишава 0,8%.
2. Редът на надписите на химичните елементи се определя от намаляването на средното съдържание на съответните елементи в заваръчния метал.
3. При средно съдържание на основния химичен елемент в заваръчния метал по-малко от 0,8% не се посочва числото зад буквено означението на химичния елемент.
4. Химичните елементи, съдържащи се в заваръчния метал, са обозначени със следните букви: B - ниобий, C - волфрам, G - манган, D - мед, M - молибден, H - никел, C - силиций, T - титан, F - ванадий, Х - хром, Ю - алуминий.
5. В индексната група пред последния индекс поставете тире (-).
Вторият индекс показва максималната работна температура, при която се регулират показателите за дълготрайната якост на заваръчния метал и на заваръчния метал (Таблица 5).
Таблица 5
Максимална работна температура, при която се регулира дългосрочната издръжливост на заваръчния метал и заваръчния метал, ° С | |
Нерегулиран или под 450 | |
Над 600 |
11. Всички данни, необходими за съставяне на групи от индекси съгласно параграфи.8.10 *, трябва да бъдат взети от стандартите и спецификациите за електродите на определени марки.
_______________
* Текстът на документа съответства на оригинала. - Обърнете внимание на производителя на базата данни.
В групата от референтни индекси на електроди за заваряване на въглеродни и нисколегирани конструктивни стомани с временна якост на опън до 60 kgf / mm (Клауза 8), данните за заваръчния метал и заваръчния метал в състоянието след заваряването трябва да бъдат докладвани (без топлинна обработка).
В групата от референтни индекси на електроди за заваряване на легирани конструктивни стомани с временна якост на опън над 60 kgf / mm, както и за заваряване на легирани термоустойчиви стомани (PP и 10), данните за метала на заварка и заваръчния метал след термичната обработка трябва да бъдат дадени съгласно регулирани от стандарти или спецификации на електродите на определени марки.
Ако няма данни в стандартите или техническите спецификации, необходими за индексиране на съответните показатели за механичните свойства на заваръчния метал и заваръчния метал, тези индикатори се считат за ad hoc.
Примери за формиране на групи от индекси, показващи характеристиките на заваръчния метал и заваръчния метал, за идентификация на електродите.
Пример за изготвяне на индексни групи за електроди от марката UONII-13/45 (тип E42A), осигуряващи следните механични свойства на заваръчния метал и заваръчния метал в състояние след заваряване при нормална температура:
временна якост на опън - не по-малко от 42 kgf / mm (41);
относително удължаване - не по-малко от 22% (2);
заваръчният метал, направен от електроди и заварен метал в състояние след заваряване при изпитване на образци от тип IX по ГОСТ 6996-66, има ударна якост най-малко 3,5 kg · m / cm при температура минус 40 ° С (5):
Същото важи и за електродите от клас ЦЛ-18 (тип Е85), осигуряващи нанесен метал със средно съдържание на въглерод 0,18%, 1% хром, 1% манган; Металът на заварка, произведен чрез електроди и заварен метал след топлинна обработка при изпитване на проби от тип IX по ГОСТ 6996-66, има ударна якост не по-малка от 3,5 kgf · m / cm при температура минус 10 ° С (2):
Същият за електродите от клас ЦЛ-20 (тип Е-09Х1МФ), осигуряващ нанесен метал и заварен метал след топлинна обработка при изпитване на проби от тип ІХ по ГОСТ 6996-66 с ударна якост не по-малка от 3,5 кгс · м / см при температура 0 ° C (2), индикаторите за дълготрайна якост на заваръчния метал и заваръчния метал се регулират до температура 580 ° C (7):
(Модифицирано издание, Rev. N 1).
Електронен текст на документа
изготвен от АД "Кодекс" и проверен от:
официална публикация
М .: Standardinform, 2008




