Червен волфрамов електрод. Заваряване на волфрамов електрод. Основни режими и нюанси на приложение
K ATEGORY:
Заваряване на метали
TIG заваряване
Заваряването на волфрамов електрод е много важен тип електродъгово заваряванешироко се използва при производството на нови технологични продукти от специални стомани, алуминий, магнезий и различни леки сплави, огнеупорни метали и активни метали с висок афинитет към кислород, метали с малка дебелина (по-малко от 1 mm) и др. Волфрам, най-огнеупорен метал, В момента се произвежда в големи количества за широки промишлени приложения.
Лесно се заварява във всички положения, с изключение на низходящата вертикална. Не бива да бъде ударен или ударен. Намерете всички налични пукнатини. За тази цел е препоръчително да се използва пенетрант. За да предотвратите разпространението на пукнатини, пробийте отвор 10 mm един от друг. всяка от своите цели. Диаметърът трябва да бъде такъв, че да има непрекъсната повърхност с фаска, която трябва да бъде направена впоследствие. Косите пукнатини във всичките им удължения, оставяйки разстояние от 2 мм. между краищата на дъното на скосяването.
Не използвайте електроди или фенерчета. Внимателно отстранете всички мазни, мазни, оцветяващи, мокри и замърсяващи остатъци като цяло, за предпочитане с помощта на горелка с огнеустойчивост, след това почистете зоната. Препоръчва се за употреба с функции със съдържание на сяра над 20%. Изберете минималния живот. Използвайте минималния работен ток на електрода. Веднага след като се окажат няколко кабела, намалете силата на тока, ако е възможно. Избягвайте местата на натрупване на топлина, нанасяйки къси и стремена.
Волфрамът се използва в големи количества като легираща добавка във висококачествени стомани, като основа на много твърди сплави, за производство на нишки от електрически лампи с нажежаема жичка и др. Волфрамови пръчки с диаметър 1-6 mm се произвеждат за електродъгово заваряване.
Волфрамът се произвежда чрез методи на прахова металургия; ORE получава волфрамов оксид, той се редуцира в пещи в поток от водород; полученият фин прах се пресова, след това чрез удължено коване във водородна атмосфера се превръща в твърд метал чрез заваряване на праховите частици в едно цяло. Нагрятият волфрам енергично се комбинира с кислород и бързо изгаря. Следователно, волфрамов електрод не може да се използва за заваряване във въздух; приложим е само в защитни газове, които не съдържат кислород и непрекъснато се вдуват в дъгата - това са инертни газове като аргон или хелий, или водород, понякога смеси от тези газове. дъга постоянен ток в аргон с директна полярност (минус на волфрамов електрод) се запалва лесно, изгаря спокойно и стабилно; напрежението на дъгата е по-ниско, отколкото във въздуха; в същото време електродът се загрява малко. Обичайното напрежение на дъгата (10–15 in) се повишава до 25–30 само при високи токове.
Утаеният метал е бял и има отлична обработваемост. Използвайте техниката на къси и променливи стъпки максимум. Металът на заварка има нисък коефициент на топлинно разширение и в резултат на това - ниска компресия. Той има по-високи твърдост от чистия никел заварен метал и затова е за предпочитане за лепене на чугун, сферографитен чугун с черно-бяло ядро, аустенитен чугун или за свързване на тези материали към стоманени, медни и никелови компоненти. ,
При директна полярност електродът се загрява малко и високите плътности на тока са приемливи. Най-малкият заваръчен ток при нормална полярност може да бъде намален до 1, докато дъгата е все още доста стабилна. При нормални условия на заваряване с директна полярност, консумацията на волфрам е незначителна и е средно само няколко грама на час работа.
Лесна стартираща дъга, стабилна дъга, заварена металообработваща машина. Благодарение на специалното покритие на този електрод е възможно да се заварява сив чугун без пукнатини или порьозност. По сложни ръбове той служи като основа за високото му проникване. Специалното покритие предотвратява прегряването на електрода. Процедура: изрязване. - След като дъгата започне, натиснете и дръпнете, като че ли режете трион, опитвайки се да поддържате ъгъл от 45 ° или между електрода и частта. Да косим. - След като се включи дъгата, поставете електрода успоредно на жлеба, както с плесен върху дървото.
Поради разликата в свойствата и размерите на волфрамовия прът и заваръчния продукт, дъгата има изразена асиметрия; неговият външен вид и свойства се променят драматично, когато обратна полярност (плюс върху волфрамов електрод). Напрежението на дъгата се увеличава, стабилността му намалява, нагряването значително се увеличава и консумацията на волфрамов електрод се увеличава, дълбочината на проникване на основния метал намалява. Дъгата има специален, много важен технологично почистващ ефект, който е, че оксидите и примесите се отстраняват от повърхността на основния метал в зоната на заваряване. Това дава възможност за заваряване на алуминий, магнезий и техните сплави без използването на флюси, което е голямо техническо предимство за производството на въздухоплавателни средства и други индустрии, където се използва заваряване на леки метали. Същността на почистващото действие на дъгата очевидно се крие във факта, че с обратна полярност волфрамовият електрод се бомбардира с електрони, а основният - с тежки положителни аргонови йони. Йонното бомбардиране води до механично действие, подобно на пясъкоструйната обработка, унищожава и разбива филма от оксиди и почиства металната повърхност. Този процес често се нарича катодно разпрашване. Трудността от поддържане на дъгата на обратната полярност и силното нагряване на волфрамовия електрод понякога правят препоръчително да се използва променлив ток за захранване на дъгата при заваряване на алуминиеви и магнезиеви сплави.
Дълбочината на канала зависи от ъгъла, определен за електрода. Рязане, скосяване, назъбване и нарязване на всякакви метали, както на черни, така и на цветни метали. За ремонт на заварени секции, за отстраняване на стари или дефектни отлагания, в процепа в пукнатините в двигателите или в тежката техника, без да е необходимо да се разглобяват. Тази тенденция се дължи на образуването на карбиди в кордата и съседните зони. - При използване на хром неръждаема стомана като принос: Загряване: За да се намали склонността към напукване.
Запалването на заваръчната дъга минава през три фази
Последващо нагряване: да се постигне пластичност в кръстовището и съседните зони. Често използването на електрод от аустенитна неръждаема стомана или никелова сплав е най-удобното решение за такива съединения. Шнурите напред и назад допринасят за напукване. - рязкото охлаждане на съединението допринася за устойчивостта на междукристалната корозия. Този растеж на зърната има отрицателен ефект върху механичните свойства на връзката и е пряко свързан с приноса на топлина по време на заваряването. - При заваряване, поддържайте тока възможно най-нисък, за да минимизирате топлинния поток.
Поради асиметрията на електродите дъгата има силен коригиращ ефект. Електрическата проводимост на дъгата е по-висока в полупериода, когато на волфрамовия електрод има минус и значително по-малко, когато е върху плюс електрода (фиг. 1). При захранване на дъгата с променлив ток, предимствата на пряка и обратна полярност са комбинирани до известна степен, нагряването на волфрамовия електрод не е твърде голямо и се консумира бавно, а основният метал се разтопява добре; В същото време, почистващото действие на дъгата е напълно достатъчно за заваряване на алуминиеви и магнезиеви сплави без флюси.
Той също има добра устойчивост на окислителни агенти. Отлична заваряемост и външен вид на кабела. Хромирани неръждаеми стомани, с изключение на корозивни среди серни съединения. Наличието на молибден увеличава устойчивостта му към киселинна корозия. Наличието на ултра-ниски нива на въглерод дава висока устойчивост на междукристална корозия. Високото му съдържание на хром-никел позволява да се получат отлагания с висока устойчивост на топлина, триене, удар, корозия и окисление във всякакъв вид легирана стомана.
Ниският ток, необходим за неговото приложение, намалява разфасовките и разтяганията до минимум, като по този начин се избягват разрушителни ефекти като изкривяване, деформация, вълнообразност. Тръби, топлообменници, резервоари за съхранение. Производство и ремонт на оборудване за минни, нефтени и железопътни линии. Съюз на нисколегирани и умерено легирани стомани. Хромирани неръждаеми стомани, с изключение на среда, съдържаща серни съединения. Нейната идеално балансирана формула позволява да се получат гладки отлагания, без пори.
За метали, които не са много окислени, като въглеродни и легирани стомани, включително неръждаеми, твърди сплави, мед и. \\ T медни сплави, никелови и никелови сплави, титан, молибден и др., е целесъобразно да се използва пряка електрическа дъга с пряка полярност.
Конвенционалните блокове за постоянен ток и изправителите за електродъгово заваряване са подходящи за захранване на дъгата. В някои случаи са желателни допълнителни осцилатори, които улесняват запалването и постоянното запалване на дъгата. За алуминий, магнезий и техните сплави и някои други интензивно окислени сплави е препоръчително да се използва променлив ток от специални трансформатори с повишени заваръчно напрежение и задължителното използване на осцилатори. Волфрамови електроди обикновено се използва с диаметър 1-4 mm.
Високото качество на феритни аустенитни утаени метали прави неговата употреба незаменима за всички видове стомана, които изискват максимална якост на опън, корозия, топлина, износване, удар и напукване. Инструментални стомани, неръждаеми стомани, легирани стомани. Идеален за свързване на различни стомани. За заваряване и запълване на оси, матрици, инструменти. Пружини, листови ресори, вериги. Резервоари под налягане, работни колела, шнек. Отлично покритие за части, подложени на абразия, удар и корозия.
Идеален като преходен слой в детайлите, които трябва да бъдат защитени от противоизносни сплави. Заваряване чрез залепване на стомана, чугун, мед. При заваряване на мед с мед, той не изисква използването на флюс. Медната двойка с бронз, месинг и други разнородни връзки трябва да се използва с флюс. Винаги извършвайте добро почистване на заварената част. Дъгата се поддържа в защитна газова атмосфера, която предотвратява проникването на атмосферен въздух в заваръчната вана, предотвратявайки замърсяването на кислород, азот и други газове, което я прави пореста и слаба.
Държачът на електрода или горелката са от съществено значение за заваряване (фиг. 2). Горелката служи за задържане на електрода заваръчен токи понякога охлаждаща вода. Размерите на горелките и конструкцията се определят основно от силата на заваръчния ток. При директна полярност и ток не повече от 200 и горелката не се нуждае от водно охлаждане. Токове с повече от 500-600а обикновено не се прилагат поради нарастващото пръскане на метал и издухването на метал от заваръчната вана с дъга.
Използваните защитни газове са активни или инертни. Използването му е ограничено до меки и нисколегирани стомани. Смесени газове осигуряват най-доброто и гладко заваряване. Смес от 80% аргон и 20% въглероден анхидрид, например, често се използва при заваряване меки и нисколегирани стомани, Това съотношение съчетава най-добрите характеристики на инертни и активни газове. По-високата цена на защитния газ, която е сравнително малка, е напълно компенсирана от факта, че заварките са по-добри и по-бързи, заваряването има по-чист и по-добър външен вид.
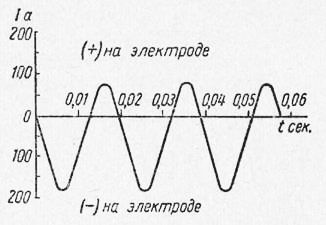
Фиг. 1. Асиметрия на AC дъгата в аргон
Особено полезно и продуктивно заваряване с волфрамов електрод без запълващ метал, когато шевът се образува чрез сливане на ръбовете на основния метал или материала за пълнене, предварително се вкарва в шевния канал. Заваряването с волфрамов електрод е удобно за автоматизация. Ако се изисква пълнежен метал, автоматите и полуавтоматите се снабдяват с механизъм за подаване на тел за пълнене. Запълващата тел по размер и скорост на подаване е подобна на топилния електрод.
Късо съединение обикновено се използва за материали с дебелина по-малка от 0 mm. и за заваряване на корени и в тесни положения. Използване в общи конструкции, автомобили, автомобилни рамки, мостове, докове, кули и др. за материали с дебелина по-малка от 0 mm се използва късо съединение. и за заваряване на корени и в тесни положения. Той е силно устойчив на корозия и поради изключително ниското си съдържание на въглерод, образуването на хромов карбид в заваръчния метал е минимално. Има добра устойчивост на окислители, пластичност и висока устойчивост на удар дори при много ниски температури.
Заваряването с волфрамов електрод е приложимо за много широк диапазон от дебелини на металите (0.1-60 mm), а заваряването на дебел метал се извършва в няколко слоя с ток от 1-600 a.
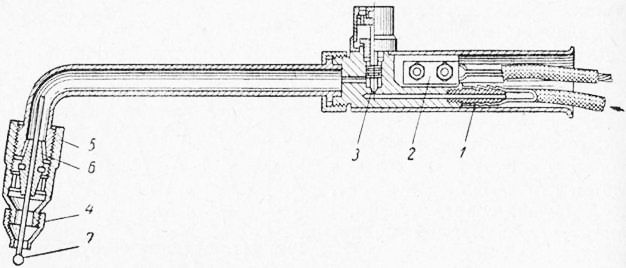
Фиг. 2. Държач за електрод (горелка) за аргоно-дъгова заварка: 1 - нипел за подаване на газ; 2 - токово захранване; 3 - настройка газов вентил; 4 - дюза за газ; 5 - мундщук; 6 - захват за електрода; 7 - волфрамов електрод
Нейните приложения са основно представени в: - оборудване за преработка и съхранение на храни и химикали. Съставът на този проводник е специален, защото дори и със значително разреждане, завареният метал обикновено е дуплекс: аустенитно-феритна структура. Този тип конструкция има висока якост на опън, висока пластичност и устойчивост на удар. Често се използва за заваряване на неръждаема стомана с въглеродни стомани. Основата за заваряване на защитни покрития.
Международна цветова маркировка на волфрамови заваръчни пръти
Той има 5% силиций и протича гладко. За заваряване на ламиниран алуминий и неговите сплави. Типични приложения: Механизмът на каросерията създава оборудване за разпределение на маслото. Тази жица се използва във всички видове структурен алуминий, където последващата топлинна обработка не е възможна като метод за получаване на заварки с по-висока якост. Устойчивостта на алуминиеви материали върху магнезий не оказва значително въздействие върху топлината заваряване дъгакакто и високоякостни алуминиеви сплави с топлинна обработка.
Разход на аргон 0.5-1.5 m3 / h. Скоростта на заваряване е по-малка, отколкото при топящия се електрод, но в много случаи е доста задоволителна.
Повърхността на заваръчните шевове е гладка, метална; Нагряваният обем на основния метал и неговата деформация са минимални. Почти съставът на пълнителя и заваръчния метал е същият; съдържанието на дори най-лесно окислените елементи остава непроменено. Загуба на метален пълнеж за отпадъци и пръскане обикновено не надвишава 2-3% .При заваряване на нисковъглеродна стомана, особено слабо дезоксидирана, е необходимо да се използва сплавна тел, като Sv-UGS, за потискане на кипенето на разтопения метал и премахване на порите в заварката.
Примери за приложение: Основи на дизеловия двигател - шаси за камиони - конструкции на резервоарите. През годините този процес се подобри и днес той е много добре установен процес. Дъгата се образува между електрод, който не се консумира, от волфрамови или волфрамови сплави и основния материал. Завареният басейн и електродът са защитени с газ, който обикновено е аргон. Използват се също хелий или смеси от тези газове. За генериране на дъга се използва пряк или променлив ток, най-разпространеният от които е постоянен ток с електрод, свързан с отрицателния полюс на източника, тъй като по този начин топлинното освобождаване в електрода е по-ниско и следователно неговият полезен живот се удължава.
Заваряването в аргон с волфрамов електрод се използва главно за метали с малка дебелина до 5-6 мм. Метали с голяма дебелина могат също да бъдат заварени, но с увеличаване на дебелината, производителността на заваряване бързо намалява и други методи често стават по-удобни и икономически ефективни, преди всичко заваряване с консумиращ електрод в инертни газове.
Електрод може също така да бъде свързан с положителен, за да се използва ефектът на разрушаване на оксидния слой при използване на по-голям диаметър на електрода. Този метод се използва главно за запояване тънки метали Дебелина 3-4 мм, където се изисква високо качество на чистота и чистота на повърхността. Използването му при заваряване на леки метали напълно надхвърля хидроксиацетиленовото заваряване. Неговото свръх ниско съдържание на въглерод намалява образуването на хромни въглища, като по този начин намалява междукристалната корозия. Допълнителни предимства са добрата пластичност и устойчивост на удар и абразия.
Методът на заваряване в аргон с волфрамов електрод е приложим във всички пространствени положения, дава високо качество на заваръчния метал. Значително предимство е видимостта на мястото на заваряване. Заваряването с волфрамов електрод може да се извършва не само в чист аргон, но и в смес от аргон с различни газове (до 5% кислород или до 20% водород); за някои метали заваряването в чист водород дава много добри резултати, особено за метали с малка дебелина.
Важно: най-добрите условия за всяко приложение трябва да се определят чрез изпитвания по време на заваряване. Приложение: Специално заваряване на заваръчни шевове с неизвестен анализ е трудно за заваряване: - манганова стомана, инструментална стомана, топлинно обработена стомана и др. - Често се използва за заваряване на неръждаема стомана или. \\ T въглеродна стомана, - Основата за заваряване на защитни покрития. Важно е да държите носа къс. за заваряване: приблизително на разстояние, равно на диаметъра на волфрамовия електрод, който използвате.
Характеристики на волфрамови електроди и тяхното заваряване
Поддържането на къса дъга гарантира това защитен газ напълно заобикаля заварката. Основното метал се загрява внимателно, като се има предвид, че алуминият може да се стопи при не много високи температури. Когато потокът достигне външния вид на стъкловидното тяло, използвайте ядрото с принос. Важно е да държите носа къс. Приблизително на разстояние, равно на диаметъра на волфрамовия електрод, който използвате. Влагата е най-лошият електрод за облицовка на врага. Ако покритието показва признаци на влага и не причинява увреждане на физическата му цялост, възстановете го в съответствие с препоръките в таблицата. - Ако покритието се намокри или повреди физическата й цялост, изхвърлете го.
При заваряване с неплавящ се електрод се използва главно топлината, която се освобождава върху повърхността на основния метал. Топлината, освободена в катодната точка на волфрамовия електрод, се изразходва предимно за безполезно загряване на този електрод и радиация; Общата термична ефективност на заваръчна дъга с неопитен електрод е значително по-ниска, отколкото при топим електрод и е средно 50-60% (при 80-85%).
За заваряване могат да се използват електроди с различни качества. Всичко зависи от това какво заваръчна машина ще се използва електрод. Популярни волфрамови електроди, които не се консумират, те са с високо качество. При избора е необходимо да се обърне внимание на какъв тип маркировка на волфрамовите електроди се прилага от производителя.
Изборът на волфрамови електроди е необходимо да се вземат предвид: вида на електрода, диаметъра, геометрията на върха на електрода и качеството на заточване и твърдост.
Характеристики на използваните електроди
Електродите от волфрам са приложими за заваряване с аргон в околната среда инертен газ, Те могат да се използват като професионални заварчиции начинаещи. Тези електроди са безопасни и се отличават с най-високо качество.
Съгласно международните стандарти, всички електроди на основата на волфрам са специално обозначени за посочване на вида и състава. Първата буква в списъка е „W“, т.е. волфрам. Вторият се отнася до оксидния елемент, който се използва като добавка. Сред легиращите оксиди се използват:
- цериев оксид, означен с буквата "С";
- циркониев оксид, обозначен на етикета с буквата "Z";
- лантанов оксид - буквата "L";
- ториев оксид - "Т";
- чист волфрам, който не съдържа никакви добавки за легиране, се отбелязва върху маркировката с буквата "P".
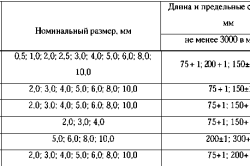
След втората буква е число, което показва процента на веществото, добавено по време на допинга. Числото 20 показва, че съставът включва 2% от добавката. Тирето е второто число - това е дължината, която се изразява в милиметри. Най-често използваната дължина е 175 мм, но има и стойности от 50, 75 и 150 мм. Диаметърът на волфрамовите електроди може да бъде различен от 1, 1.6, 2, 2.4, 3, 3.2, 4, 4.8, 5.6, 6.4 mm.
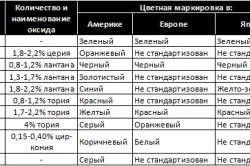
Маркировката съдържа цялата необходима информация за потребителя. Например, има маркировка WL 15-175. Това означава, че е електрод с добавки от лантан, чието съдържание е 1,5%, а дължината му е 175 mm. Буквено-цифровото обозначение е далеч от всичко, необходимо е да се обърне внимание на цвета на маркировката, Днес се произвеждат материали за заваряване с цветна маркировка:
- чист волфрам - WP зелен;
- в състава има цериев оксид с 2% - сив WC 20;
- лантановият оксид присъства в 1.5% - WL 15 златен цвят;
- лантановият оксид присъства при 2% - WL 20 синьо;
- 0,8% присъстващ циркониев оксид - WL 8 бял;
- ториевият оксид присъства в 1% - жълт WL 10;
- ториевият оксид присъства при 2% - WL 20 е червен;
- ториевият оксид присъства при 3% - WL 30 пурпурен;
- ториевият оксид присъства в 4% - оранжев цвят WL 40.
![]()
Използването на електрод с маркировка WT30, 40 не се препоръчва, тъй като елементът торий е радиоактивен, неговото високо съдържание може да бъде опасно.
Характеристики:
WP зеленият етикет е предназначен за аргонова дъгова заварка с променлив ток. Възможно е използването на такива метали за работа като алуминий и магнезий, никел.
Характеристики:
- запалването е ниско;
- експлоатационният живот не е твърде дълъг;
- той има отлична сигурност.
Wc-20 със сиви маркировки се използва за заваряване с постоянен ток с директна полярност на метали като мед, молибден, неръждаема стомана, титан и т.н.
Характеристиките са следните:
- запалването се счита за добро;
- експлоатационният живот е дълъг;
- тяхната сигурност е отлична.
WL е подходящ за заваряване с директен или променлив ток с пряка полярност. Подходящ за части с малка дебелина, за легирана стомана.
Характеристики:
- запалимостта е задоволителна;
- дълъг експлоатационен живот;
- сигурността е голяма.
Има и други видове, но е необходимо внимателно да се избират материали, тъй като от нея зависи качеството и безопасността на работата.
Как да изберем волфрамов електрод?
![]()
WP волфрамови електроди се използват за заваряване на променлив ток (АС) на алуминиеви сплави с добра стабилност на дъгата.
В процеса на заваряване, който се провежда в среда на инертен газ, се използват волфрамови електроди. Това осигурява най-високо качество на работа, шева е чист и издръжлив. При избора на нетопим термоустойчив продукт на базата на волфрам, е необходимо да се обърне внимание на следните критерии:
- тип волфрамов електрод, неговия състав, наличието на легиращи добавки, параметри;
- диаметър, който ви позволява да регулирате дебелината на работния шев;
- качество на заточване, плътност на материала;
- характерна геометрия на върха.
Когато купувате, можете да разчитате на етикета, който производителят поставя върху материалите.
Той съдържа данни за това кои добавки са включени в състава, какъв е обхватът на приложение, при какви условия може да се използва.
Ефектът от допинга върху качеството на електрода
При избора трябва да се обърне внимание на кои добавки за допинг са били използвани. Това е важно, тъй като използването на материали, тяхното качество и индивидуални характеристики зависят от това. Всички легиращи добавки позволяват да се получат електроди със следните параметри:

Поради своите свойства волфрамовите електроди от марката WZr 08 намаляват риска от попадане на волфрам в заваръчния шев.
- WP е специален тип, който не включва никакви добавки, изработени от чист волфрам. Използват се предимно за заваряване с променлив ток. Стабилността на дъгата е добра, качеството на шва е отлично. Волфрамови електроди не могат да се използват, когато се използва постоянен ток. За такива материали маркировките ще бъдат зелени, обозначени с WP символи.
- Е3 показва, че се използват добавки от оксиди на редкоземни елементи, например смес от оксиди. Електродите не са вредни, което ги отличава от торирани, не са радиоактивни, абсолютно не са опасни за околната среда. Обхватът на тези материали е обширен. Те могат да се използват за всякакви процеси и мощности с променлив или постоянен ток, за високолегирани стомани, за различни сплави от алуминий, както и за мед, титан, добре познат магнезий. Волфрамовите електроди се характеризират с отлични запалителни качества, те са оптималното решение за автоматизирани процеси. Тяхното настоящо натоварване е по-голямо, но експлоатационният живот на такива материали е много по-висок от този на обикновените. Маркирането на материали от този тип е обозначено с WLa 10/15/20.
- Лантанови волфрамови електроди, които могат да се използват за заваръчни работи при постоянен ток или променлив ток. Този тип може да се използва за така наречената микроплазмена заварка. Това стана възможно благодарение на присъствието в състава на La 2 O 3, което увеличава способността за по-добро възпламеняване. Дъгата се получава като резултат от качеството. Техният експлоатационен живот е по-нисък от предишния. Наличието на такава легираща добавка не ги прави по-силни или по-трайни - само разширява зоната на употреба. Маркировката съдържа няколко цвята: черен за WLa 10, злато за WLa 15.
WCe 20 или WZr 08?
WCe 20 е добре познатите волфрамови електроди, които включват легиращи добавки като цериев оксид (CEO 2). Товароносимостта се увеличава няколко пъти, качеството им е по-високо от това на горните групи, но E3 и WL са все още по-стабилни. Областта на използване е доста широка, тя включва заваръчни работи с легирани, нелегирани сплави. Ток може да бъде нисък и среден, възможно е заваряване с променлив ток.
WZr 08 са волфрамови електроди, които включват цирконий. Използва се, когато трябва да се осигури допълнителна защита заварен шев от получаване на волфрам в него. Те не са подходящи за постоянен ток, въпреки че в някои случаи се използват. Маркировката е бяла.
Благодарим Ви за отзивите.




