Каква е текущата алуминиева заварка с аргонова дъга? Заваряване на алуминий DC.
Възможно е да се осигури висококачествено свързване на части от алуминий само при заваряване на TIG. Един обикновен електрод може да заварява алуминиевата сплав за издръжливост, но ще изисква по-дълга обработка.Алуминиева заварка с аргон ви позволява да работите с материал с различна дебелина, създавайки чисти шевове с добри плътни свойства. Това е особено търсено при ремонт на автомобили, лодки или различни резервоари. Но как да готвя този специфичен материал за първи път? Как да настроите оборудването при заваряване на алуминий? Един бърз урок от статията и видео урок ще ви помогнат да овладеете този сложен въпрос.
Какво да се вземе предвид, когато аргон заваряване алуминий?
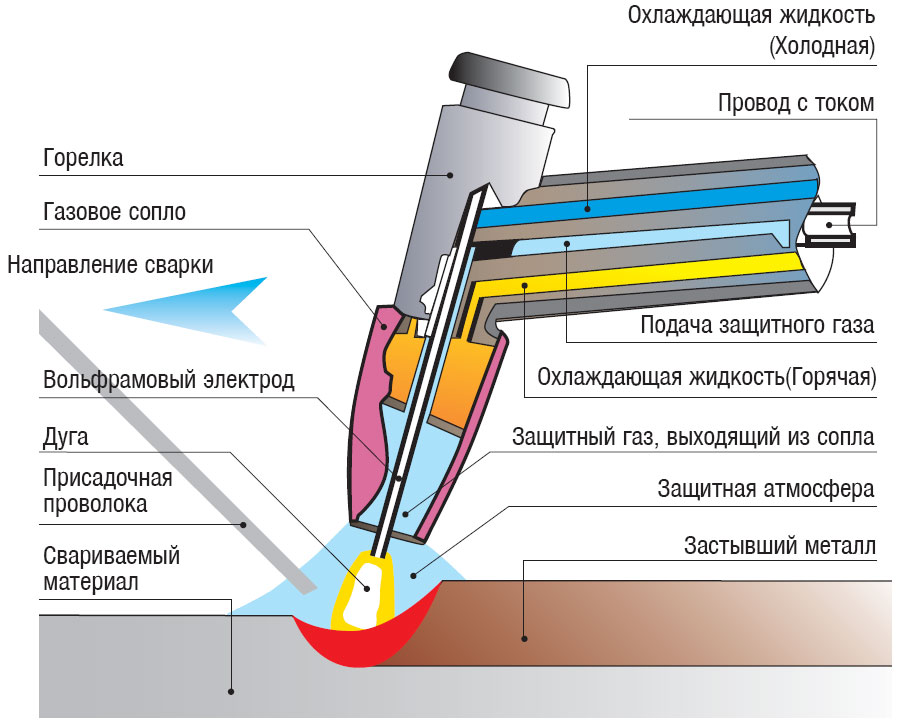
Аргонното заваряване е доста универсално, което позволява комбиниране на различни дебелини на материалите по този метод и работа със сплави, които се считат за трудни за заваряване. Основата е електрическата дъга, която гори между тях волфрамов електрод и продукт. Външният му вид се осигурява чрез пряк или променлив ток, подаван към горелката и масата, прикрепена към заварените части. Инертният газ действа като защита на заваръчната вана. Но алуминият и неговите сплави имат редица специфични характеристики, които се изискват да се знаят и вземат предвид при заваряване.
Една от трудностите е оксидният филм, образуван върху повърхността на материала. Тя се появява, когато металът взаимодейства с кислорода. Филмът се топи при температура 2000 градуса. Но самият алуминий започва да придобива течна форма още след 500 градуса. Ето защо, избора на твърде много ток и топене на оксида, е невъзможно да се шев. След като са установени малки параметри на апарата, не е възможно да се започне процесът на създаване на заваръчна вана. Ето защо, аргонова дъгова заварка на алуминий включва предварително почистване на металната повърхност от оксид. Това се постига със специална четка или разтворител, след което е необходимо незабавно да започнете процеса на заваряване.
Допълнително усложнение е хигроскопичността на материала. При висока влажност на околната среда алуминият абсорбира вода от въздуха. Когато продуктът започне да се нагрява от електрическа дъга, завареният материал излъчва влага на повърхността. Това може да повлияе на качеството на образуването на заварката, на плътността на контакта с продукта и на малкия шум на заварчика в контакт с влажните зони. Въпреки че е възможно да се кипи с аргон незабавно, се препоръчва леко загряване на материала. газова горелка при температура 150 градуса. Това ще изпари излишната влага и ще подобри процеса на заваряване.
Заваряването с аргонова алуминий също изисква добра защита на разтопения метал от външния въздух. За да направите това, трябва да настроите правилния газов поток. Недостатъчното снабдяване с последното ще доведе до разпенване на метала и изгаряне на волфрам. Прекомерното продухване с аргон предотвратява образуването на шев и прави процеса по-скъп.
Друга трудност за начинаещите заварчици е образуването на фуния в края на шева. Ако дъгата е рязко отрязана, се появява кратер. Дългото задържане на факела на едно място води до ненужно нагряване и разширяване на заваръчния басейн. Затова аргоно-дъговото заваряване на алуминиеви сплави изисква допълнителни настройки за режима на затихване на дъгата, което намалява ампеража постепенно. Като се имат предвид тези характеристики на материала, е възможно да се настроят правилно параметрите на напрежението и да се направят висококачествени заварки със собствените си ръце.
Заваръчна технология за начинаещи
Процесът на заваряване с аргонов алуминий не се извършва постоянен токи променлива. Така можете да постигнете по-добри резултати. По-добре е да започнете първия си бод на тренировъчната повърхност:
- Необходимо е плочите да се поставят в удобно положение. Ръбовете се изпълняват при същите параметри като другите видове метали.
- Препоръчително е материалът да се затопли до 150 градуса, за да се отстрани влагата.
- Четката премахва горния огнеупорен слой. Алтернативно, можете да използвате разтворител.
- Горелката се довежда до продукта, така че между електрода и повърхността има 3 mm. Бутонът е натиснат и дъгата се запалва. Течливостта на алуминия зависи от примесите в състава.
- Ако се случи малък басейн от стопен метал (заваръчна вана), в зоната за заваряване може да се подава добавка.
- Горелката трябва да работи гладко от дясно на ляво. В случай на широк шев ще са необходими колебателни движения. При променлив ток ще се чуе характерен пропукващ звук.
- В края на шева бутонът се натиска и дъгата постепенно избледнява. Горелката се държи над зоната на заваряване, докато газът се спре напълно.
Настройка на устройството и режимите
TIG алуминиево заваряване възможно е само когато устройствата поддържат работата не само с постоянен ток, но и с променлив ток. Въпреки честотата на колебанията на напрежението, най-добрият шев се получава с последната опция за настройка. Полярността може да бъде както пряка, така и обратна. Параметрите на напрежението могат да бъдат зададени въз основа на дебелината на материала:
Важно е токовото захранване да се постави в стъпаловиден тип, с плавно запалване, възходяща стойност в процеса на провеждане на шев и постепенно затихване в края на горенето. Това ще предотврати образуването на кратер в края на връзката.
Консумацията на аргон по време на заваряването се извършва на най-близкия до газовия маркуч манометър. Руски модели трябва да се монтира в диапазона от 6 до 11 литра. Това е грешката на измервателното устройство, което се довежда до оптимална стойност само с практични средства. Ако манометърът е внесен (немски, чешки), можете веднага да поставите 8 литра.
В настройките на устройството е важно да се настрои последващото време за продухване на газ, след спиране на дъгата. Продължителността на подаването на аргон се настройва на стойност от пет секунди, което дава достатъчно време на банята да замръзне и охлажда електрода.
Избор на пълнежен материал
Тъй като алуминий се топи сравнително бързо, а след това бране на грешен диаметър на пълнител тел, не може да има време да го хранят в зоната на заваряване и образуват шев. Следователно дебелината на спойката трябва да бъде същата като дебелината на заварените плочи. Също така трябва да бъдете внимателни при избора на химическия състав на пълнежния материал. Например, продуктът, изработен от дюралин, няма да може да се приготвя с пръчка за ядливи алуминий. Таблицата с номерата на тел за пълнене и нейната цел могат да помогнат:
Избор на електрод
Технологията на заваряване на алуминий с аргон изисква правилен избор на волфрамов електрод, чийто диаметър трябва да бъде възможно най-близо до дебелината на заварените части. Заточването се извършва по класически начин, но без остър връх, както при заваряването от неръждаема стомана. По време на първите секунди на изгаряне, електродът ще приеме формата на капка в края и така ще трябва да направите шев. За избягване на прегряване на волфрама се изисква отклонение от дюзата от 3-5 мм. При заваряване, малък разпръскване на алуминий ще залепне за електрода, което ще изисква повторно заточване.
Ученето на алуминия не е лесно. Но знаейки горните принципи и гледайки видеоклипа с уроци от експерти, можете уверено да опитате ръката си на практика.
- Стъпка по стъпка инструкции за заваряване
Да се научиш да готвиш алуминий е доста трудно. Често дори такива майстори не извършват такава работа. Проблемът е, че алуминият е много капризен материал и работата с него изисква използването на висококачествен инвертор.
Разбира се, можете да го направите с почти всички машина за автоматично заваряванено наистина високо качество заварки позволяват да се получават само устройства, които имат специална функция на заваряване на този метал. Ако външността също има значение, тогава е по-добре да се свари алуминий с агрегат със специална опция за импулсно заваряване. Алуминият обикновено се вари в аргон. Модерните инвертори ви позволяват да правите всичко ефективно и възможно най-бързо.
Какви изисквания трябва да се спазват при заваряване на алуминий с аргон?
При кипене на алуминий обикновено се използва чист аргон. Можете да използвате смес от този газ с хелий. Втората опция е по-подходяща за работа с дебели листа. Алуминият се сварява с помощта на специален алуминиева тел с плътно напречно сечение.
Важно е да се обърне особено внимание на конструкцията на горелката. Първо, той трябва да бъде монтиран на прав маркуч, без каквото и да е усукване или прегъване. Второ, дължината на този маркуч трябва да бъде не повече от 3 м. Проблемът е, че алуминият се сварява с аргон с много мека жица. Вместо обичайния канал, по-добре е да се инсталира тефлон в горелката, предназначен специално за работа с алуминий.
В случай, че няма достатъчно 3 м маркуч за вас, увеличете мащаба заваръчен инвертор към обработвания материал. Ако това не е възможно, то ще бъде възможно само с агрегат с отделен захранващ механизъм. Накрайниците трябва да имат по-голям диаметър, отколкото за стомана. Това се дължи на факта, че при нагряване алуминият се разширява повече.
Трябва да изберете правилните електроди. Най-добри резултати са показани чрез заваряване на алуминий с аргон с използване на такива електроди:
- ОК 96.20, ОК 96.10.
- ОЗАНА-1, ОЗАНА-2.
- Продукти, които не се консумират на база волфрам.
Първата марка електроди започна да се използва широко преди малко повече от 10 години. Такива електроди се използват главно за работа с технически алуминий. Те могат да се използват и за заваряване на сплави и леярни. Те ви позволяват да поддържате постоянна дъга. Свойствата на готовия шев са възможно най-близки до свойствата на изходния материал и шлаката се отстранява без допълнително усилие.
На електродите от 2-ри тип има алкално-солено покритие. Използват се при работа с различни алуминиеви сплави. В повечето случаи е необходимо да се извърши подгряване средно до 200-300 ° С.
Алуминият се загрява с аргон, като се използват волфрамови електроди. Те ви позволяват да поддържате дъга на стабилно ниво. Такива електроди могат да имат диаметър 2-6 mm. За всеки случай трябва да изберете подходящия диаметър на електродите в отделен ред. Тя зависи преди всичко от дебелината на преработения продукт. Най-добре са показани волфрамови електроди с различни добавки.

Когато алуминият се сварява с аргон, се използват доста скъпи електроди, така че изборът им трябва да се подхожда с умение и трябва да се вземат предвид особеностите на предстоящата работа.
За кипене на алуминий с аргон се нуждаете от следното:
- Заваръчна машина и подходящи електроди.
- Алуминиева тел.
- Газово заваряване и нагревателно устройство.
Обратно към съдържанието
Основни характеристики на заваряване на алуминий
Основната трудност при заваряване на алуминий е оксиден филм, образуван върху металната повърхност по време на обработката. Точката на топене на този филм достига 2050 градуса, а алуминият се топи директно при много по-ниски температури.
В съответствие с технологията, първо трябва да пробиете този филм и след това директно да разтопите метала. Най-добрият начин за изпълнение на тази задача е пулсиращото заваряване. Алуминият има добра топлопроводимост и ниска точка на топене. Поради това, в процеса на заваряване частта може да светне. За да избегнете това, трябва предварително да затоплите заготовката малко. Това допълнително ще увеличи дълбочината на проникване на алуминиевата част.
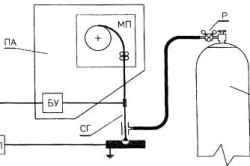
Схематична диаграма на позицията за полуавтоматично заваряване с електрод: SG - заваръчна горелка, P - балонен редуктор, B - цилиндър със сгъстен газ, MP - заваръчна тел за подаване, BU - блок за управление на полуавтомата, PI - източник на енергия.
За да улесните разрушаването на оксидния филм, трябва предварително да обработите детайла с метална четка. Такава обработка не отнема много време, но частта ще бъде по-добра и по-бързо разтопена. Препоръчва се почистване непосредствено преди започване на заваряването.
В процеса на заваряване на алуминий се уверете, че дъгата има постоянна дължина. Това правило е приложимо не само за алуминия, но и за всички други метали. Ако дъгата е по-дълга от необходимото, заготовката няма да се стопи. Ако е по-къс, металът ще се запали. Определя се подходяща дължина на дъгата, като се има предвид химичният състав на материала, тъй като в различни сплави, топлопроводимостта също се различава. Средно, в случая на алуминий се използва дъга 1,2-1,5 cm.
Друга трудност, с която ще се сблъскате по време на процеса на топене на алуминий, е приготвянето на кратер в края на шева. Проблемът произтича от факта, че алуминият се охлажда достатъчно бързо. За решаването на този проблем позволява специален полуавтоматичен. Първо, той дава повишен ток, който ви позволява да пробиете оксидния филм. Впоследствие токът намалява, което прави възможно свалянето на споменатия по-горе кратер без никакви проблеми.
Обратно към съдържанието
Какви методи на заваряване съществуват

За алуминиево кипене са разработени много различни начини, включващи използването на различни материали, оборудване и защитна среда.
Най-широко използвани са следните методи:
- Заваряване с инертен газ с волфрамов електрод.
- Заваряване с помощта на полуавтоматично с автоматично подаване на тел.
- Заваряване с консумиращи електроди без защитни газове.
Важно условие за тази работа е разрушаването на оксидния филм, образуван върху повърхността на алуминия. За неговото унищожаване е подходящ променлив или директен обратен ток. Алуминият не може да се готви в постоянен ток, защото при такива условия оксиден филм няма да се поддаде на разпръскване на катоди и няма да се срути.
Обратно към съдържанието
Какви устройства са подходящи за заваряване на алуминий

За заваряване на алуминий с аргон, можете да използвате множество заваръчни машини. Всички те са разделени на няколко групи, а именно:
- Универсални устройства.
- Специални модели.
- Специализирано оборудване.
Универсалните модели се произвеждат последователно, те са най-търсени сред купувачите и се използват най-често. Подобно заваряване се прилага в производствени условия на специално оборудвани платформи.
За заваряване на алуминий в аргон, можете да използвате различни специални добавки. Те правят работата по-лесна и по-качествена.
Единици, които позволяват на алуминия да се вари с аргон, като се използват невъзпламеними волфрамови електроди, имат следното оборудване:
- AC / DC източник.
- Горелка или набор от устройства, специално предназначени за този вид работа.
- Устройство, което може да осигури армиране на началната дъга или такова, което позволява стабилизиране на променлива дъга.
- Оборудване, което ви позволява да контролирате цикъла на заваряване.
- Устройство, предназначено да компенсира и контролира DC.
В момента има редица нови методи за заваряване на алуминий с аргон, предназначени специално за разширяване на обхвата на дебелината на материалите, които могат да бъдат сварени, за да се подобри производителността заваръчни връзкивключително подобрения в проникването.
В процеса на работа дъгата се движи по стъпки или с определена скорост. Тези движения могат да бъдат синхронизирани с импулсите на заваръчния ток. Поради това проникването ще бъде най-ефективно във всички области. Намаляването на тока елиминира риска от прегряване на метала и поради това почти напълно се отървава от деформациите.
Волфрамовите електроди позволяват да се получат висококачествени заварки и да се извърши работа при доста висока скорост. За да извършите работата, се нуждаете само от специално оборудване и допълнителни единици, не са необходими труднодостъпни и скъпи единици.
Най-често се извършва заваряване с аргон с помощта на инверторно устройство. Такива устройства са широко използвани както в ежедневието, така и в производството. Използването на инверторна заваръчна машина е най-добрият вариант. Дори и без специален опит в заваряването, можете да разберете технологията без много усилия. И това знание определено ще ви бъде полезно. Първо, ще можете да изпълнявате личните си задачи, и второ, ако желаете, ще предоставяте услуги на трети страни.
10 ноември 2015 г.
Алуминиева заварка в аргон
Комбинацията от метали чрез електродъгово заваряване е толкова широко разпространена, че на много хора изглежда, че този метод е подходящ за всички материали без изключение. Но това е далеч от случая. Има метали, които изискват специално третиране и за тяхното заваряване са необходими специални технологии. Например, алуминий или тънка неръждаема стомана могат да се приготвят само в атмосфера от аргон.
Дори от училищния курс по химия се знае, че аргонът е инертен газ и не влиза в реакция с метали или други вещества. Как работи заваряването с аргонов алуминий? Апаратът за заваряване на алуминий използва точно инертните свойства на този газ. Аргонната заварка се извършва в аргон, който идва от керамичната дюза и принуждава въздуха да излиза от зоната на запалване на дъгата. Стопеният метал не окислява и не реагира с други компоненти на въздуха, така че съединението ще бъде изключително дълготрайно.
Заваряване с аргон се използва както за малки части, така и за свързване на масивни конструкции. Особеност на този вид електрическо заваряване е възможността да се създаде шев в няколко слоя, които образуват монолитна фуга, без най-малката следа от шлака и мащаб. Но за всеки тип съединение трябва да вземете специална горелка.
Как действа горелката аргонова апаратура за заваряване
Факел - един от основните възли на аргоновия заваръчен апарат. Състои се от:
- дюза за газ;
- волфрамов електрод (нетопим);
- охладителна система;
- корпус с цанга.
Към него е свързана газовата дюза от керамика газова бутилка през скоростната кутия. Волфрамовият електрод се използва за създаване на електрическа дъга, но не се топи, за заваряване се използва заваръчна пръчка - специална жица, която се подава отделно към дъгата. Материалът на пръта се избира за всеки метал поотделно.
За да се удължи живота на електрода, той трябва да се охлади до определена температура, под критичната. В повечето устройства за ръчно заваряване, както любителски, така и професионални, той се охлажда с въздух. Но при мощни промишлени инсталации, течното охлаждане на електрода се осигурява с вода, непрекъснато циркулираща в областта на електрода.

Можете да сварите алуминий, използвайки или конвенционален заваръчен апарат, или инвертор, снабден с горелка с аргон за продухване и със специален набор от настройки, или специална аргонова горелка. Особеност на заваряването на алуминия е, че се произвежда от променлив ток.
Аргонова технология за заваряване на алуминий
Алуминият, с всичките си уникални свойства и висока производителност, е много труден за заваряване. Това се дължи на неговата химична природа - оксиден филм от Al 2 O 3 с незначителна дебелина се образува на повърхността на метала, но е много огнеупорен. То се топи при температура 2044 ° C, а самият алуминий - при 660 ° C. Освен това, оксидът се появява незабавно върху капки разтопен метал и предотвратява образуването на монолитна заварка.
В допълнение, алуминият има много висока топлопроводимост - няколко пъти по-висока от стомана. Това изисква постоянен приток на топлина, в резултат на което се увеличава заваръчен ток до 1,5 пъти в сравнение със стоманата.
Технологията AC TIG, използвана за заваряване на алуминий, осигурява първоначалното разрушаване на оксидния филм и създаването на пречки за по-нататъшното му образуване. Това става чрез електрически ток - заваряване на алуминий с постоянен ток обратна полярност или променлив ток. При обратна полярност възниква катодно разпрашване на оксидния филм, унищожавайки го напълно.

Издухването на зоната на топене на метала с аргон предотвратява проникването на кислород и водород, разрушително въздействайки заварен шев, гуляй инертен газ трябва да се прави по време на продължителността на електрическата дъга и да не се спира след неговото изчезване за още няколко секунди.
Алуминиева технология
Инверторен или специален в ръководството за употреба има редица инструкции за производството на настройки за работа с алуминий. Те могат да се различават от различните модели, така че трябва да ги опознаете, преди да започнете работа, без да разчитате на опит. Особено, ако използвате ново устройство на непознат модел или свои собствени умения електрическо заваряване не е твърде голям.
Първоначалният етап е почистването на частите, които трябва да се съединят и обезмасляването им. Почистете повърхността от замърсяване, масло, скала и след това обезмаслете с ацетон, бял спирт или разтворител. За отстраняване на оксидния филм повърхностите в зоната на заваряване се почистват със стоманена четка или шкурка.

За начинаещи заварчици е необходимо да се напомни, че алуминият е изработен от волфрамови електроди с диаметър от 1,6 до 5 мм и специални пръчки за пълнене с дебелина от 1,6 до 4 мм.
универсален инструкции стъпка по стъпка за работа с алуминий не може да осигури за всички случаи, следователно, на първо място, трябва да следвате тези препоръки:
- ъгълът на наклона на електрода към равнината на метала да се поддържа в обхвата от 70 - 800;
- поддържат дължината на дъгата 1,5 - 2,5 mm;
- движението на горелката е направено след пръта за пълнене;
- възвратно-постъпателните къси движения на горелката и пръта се извършват само по протежение на шева, във всеки случай не под ъгъл или перпендикулярно на фугата;
- алуминиевият лист се монтира върху медна или стоманена повърхност за по-добро отвеждане на топлината;
- подаването на аргон започва 4 - 6 секунди преди включването на дъгата и продължава до 7 секунди след неговото изчезване;
- скоростта на заваряване се определя от величината на заваръчния ток.
За висококачествено заваряване на алуминий в аргон най-добре е да се използва специален заваръчна машинанапример, Jasic TIG-180 P (W211) PRO, HYL TIG-200P, заваряване Dragon PRO TIG250 ACDC. Цената им е малко по-висока от апаратурата без система за издухване на инертен газ, но е напълно оправдана. В крайна сметка, те могат да се използват за нормално електродъгово заваряване, И в аргонова атмосфера, не само алуминий, но почти всички метали, е перфектно заварен. Овладейте заваряването на аргон под всяка новачка.
Заваряване на алуминий в аргон.
Поетапни инструкции за конфигуриране на машината на примера на INTER TIG 200 AC / DC PULSE
Заваряване с аргон алуминий в Москва се оценява от 15 до 300 рубли (сантиметър). Разликата в цената зависи от сложността, обема, времето на поръчката.
Изчисляване на разходите за производство на алуминиеви конструкции, заваряване с аргон алуминий, компанията "Starstel" във всеки случай произвежда индивидуално. Крайната цена се състои от цената на материала, заваряването на алуминий с аргон, металообработването.
TIG аргон заваряване
TIG аргоново заваряване е един от най-популярните заваръчни методи, използвани за производството на отговорни заварени конструкции от алуминий. Основните различия от другите видове заваряване са наличието на неопитен волфрамов електрод, защитен газ аргон, керамична дюза в края на аргонова дъга.
Основното предимство на аргоновото заваряване с волфрамов електрод е, че шлакови включвания липсват в заваръчния шев, работата на заваряването с аргон започва от 5 ампера. В импулсен режим тънките листове се готвят добре. Заваръчната дъга, също толкова добре, изгаря по целия диапазон от токове. Аргон заваряване TIG е модерен, технологичен начин за свързване на цветни метали.


Днес не е възможно да се намерят индустрии, в които не се използват части от алуминиеви сплави. Алуминиеви конструкции са най-широко приложение в различни области на нашия живот. Те са популярни сред дизайнерите и дизайнерите. Той се използва активно в хранителната и химическата промишленост.
Заваряването с аргонов алуминий е незаменимо в корабостроенето, корабостроенето. Алуминият се използва в производството на резервоари, резервоари, резервоари. Дълготрайна, лека алуминиева сплав е обещаващ структурен метал в производството на транспорт, строителна индустрия и други технологични области.
Използват се алуминиеви сплави заварени стоманени конструкции различни цели. Основното предимство на алуминиевите сплави е ниска плътност, добри корозионни качества, висок коефициент на специфична якост. Алуминиевите сплави имат много висока топлопроводимост, така че топлината от заваряването бързо се прибира в частите. Затова е необходимо увеличаване на подаването на топлина, като се препоръчва да се загреят масивни алуминиеви части. Алуминият се топи при температура 660 градуса. При нагряване, силата му е значително намалена.
Много често, за да се създаде структура, ние се нуждаем от заваряване с аргон-алуминий, което е много различно от другите начини за свързване на метал. Разликите идват от специфичните особености на този метал. На неговата повърхност винаги има оксиден филм, който адсорбира водна пара, която се държи от филм с температура 660 градуса (температура на топене).
Фирма Артстел разполага с необходимото оборудване за аргонова заварка на алуминий и производството на метални конструкции от алуминиеви сплави:
Съвременна заваръчна техника
Металообработващо оборудване
Специалисти по заваряване
аргон алуминий
Необходими консумативи
Подготовка за заваряване с аргонов алуминий.
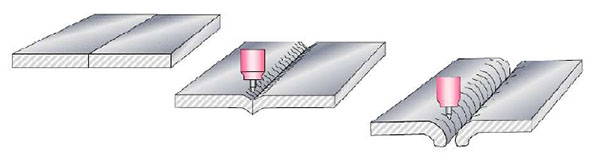
Подготвяйки продуктите, първо се оформят ръбовете на детайла. Органичните разтворители (ацетон, разтворител pc1, pc2, бял спирт) отстраняват органични примеси. Ако се изстрелва оксиден филм, той се отстранява. Можете да го премахнете с помощта на метална телена четка, остъргване, мелница с капак диск.
при заваряване с аргон TIG заваръчната дъга е разположена между волфрамовия електрод и детайла. Няма прехвърляне на разтопения алуминий през дъгата (има прехвърляне на капка в полуавтоматичното устройство), което значително улеснява стабилното горене. заваряване дъга, Изхвърлянето се елиминира, загубите се намаляват, качествените характеристики се подобряват поради липсата на метални взаимодействия с газа на дъгата.
Преди променлив ток TIG е възможно да се отстрани оксидният филм с йонно зареждане. Електроните за тази роля не са подходящи поради малката си маса, не притежават необходимата кинетична енергия.
предимства:
Изработването на сложни продукти и метални конструкции, заваряване с аргонов алуминий се извършва във всички пространствени положения.
Отлична защита на заваръчната вана от кислород и други газове при аргоновото заваряване.
Аргонното заваряване е универсално - заваряваме алуминиеви сплави с различна дебелина от 1.5 мм и повече.
Минимално деформира структурата.
При заваряване с аргон не се използват флюсове, след което се появява корозия и нееднаквен шев.
Заварчикът винаги контролира образуването на заварката.
Естетична заварка.
Има няколко метода на заваряване, които зависят не само от използваното оборудване, но и от режимите, които потребителят излага. Ако разгледаме използването на електрическо заваряване, тогава може да има няколко опции, които зависят от вида на тока. Заваряването на алуминий с постоянен ток е само една от тези разновидности. Той не се използва толкова често като променлив ток, но все още има редица характеристики, които се определят от полярността. Майсторите предпочитат променливо електричество, тъй като съчетава предимствата на двете полярности.
Когато алуминият се заварява с постоянен ток, трябва да изберете кой е по-важен за процеса на заваряване. В края на краищата, свойствата на заваряването на алуминия са далеч от най-добрите, затова е необходимо да се изберат подходящи условия, които биха могли да задоволят технологичните изисквания и да осигурят равномерен и тесен заваръчен шев от алуминий. Основният проблем на това образуване е оксидният филм, с който високата температура на заваряване не може да се справи, тъй като се топи при 2200 градуса по Целзий, а алуминият при 680. Обратната полярност на постоянния ток помага за разрушаването му благодарение на катода и предварителната обработка.
предимства
- При използване на постоянен ток на пряка полярност се получава стабилна дъга, която спомага за формирането на висококачествен и равномерен шев;
- Ако за заваряване на алуминий с обратна полярност се използва постоянен ток, тогава се осигурява катодно разпрашване, което разрушава оксидния филм.
недостатъци
- Трябва да избираме между стабилна дъга или разрушаване на оксиди;
- Без разрушаване на оксидния филм е невъзможно да се постигне висококачествено заваряване, тъй като покрива разтопения метал, което го предпазва от нормално свързване;
- Трудно е да се изберат параметрите на оборудването за заваряване на специфична дебелина на метала в този режим на работа.
Нюанси в заваряването с постоянен ток
Преди да се готви алуминиеви електрически заваряване изисква на първо място да се разберат параметрите на оборудването. Експертите не препоръчват използването на постоянен ток на пряка полярност, тъй като неговите недостатъци надвишават предимствата и се оказва много проблематично. С обратната полярност е възможно да се преодолее един от основните проблеми на заваряемостта на алуминия, но това не е единственият проблем, с който трябва да се справи.
Други нюанси на този процес включват висока флуидност на метала в стопеното състояние, което никакъв ток не може да помогне, а само умението на заварчика. Трябва също да вземете под внимание повишената чувствителност към напрежение, която включва нагряване на метала и старателно изсушаване на електродите преди употреба. Тук е необходимо да се вземе под внимание ниската дълбочина на заваряване на метала, така че при работа с дебели заготовки може да се изисква допълнителна обработка на ръбовете. По отношение на предварителната подготовка има и няколко нюанса, които се отнасят до почистването на повърхността с разтворители и прости механични методи, които би трябвало да повишат качеството на връзката.

Алуминиева заварка с аргон
Материали и инструменти
- Заваръчна машина, без която електрозаваряването на алуминий с електрод би било невъзможно. Избира се в зависимост от метода, тъй като все още е възможно да се използва газ;
- Запълващ материал, който може да бъде и един заваръчна тел;
- Цилиндър за инертен газ, ако алуминият се използва за заваряване на аргон с постоянен ток.
- Надеждни маркучи за свързване на цилиндъра с горелката;
- Горелка, предназначена специално за аргоно-дъгова заварка;
- Редуктор за промяна на налягането на газа, подадено от цилиндъра;
- Манометър за наблюдение на нивото на налягане, с което да работят.
Избор на материали и оборудване
Електрическото заваряване на алуминий по постоянен ток на обратната полярност може да се извърши по стандартен метод, като се използват конвенционални електрически заварки и електроди, както и аргоново-дъгови апарати. Първият вариант е по-прост и по-евтин, а вторият е един от най-надеждните, но цената на процеса и неговата сложност стават по-високи. Следователно за обикновена връзка се използва електрическо заваряване, докато при работа с критични структури и части трябва да се използва само TIG опцията. Във всеки случай, при избора на устройство, трябва да се обърне внимание на широчината на неговия обхват, както и на гладкостта на настройките.
С избора на консумативи, всичко е по-просто, тъй като електрическото заваряване изисква специални електроди, които са предназначени за чист метал или за неговата специфична сплав, а за аргоно-дъговия метод се изисква заваръчна тел, чийто състав ще съвпадне възможно най-близо със състава на метала или неговата сплав.
Стъпка по стъпка
Заваряване на алуминий с постоянен ток в аргон предлага следните серии действия:
- Препарат от метал, който включва обработка на ръбовете, механично почистване и обработка с разтворител, който може да бъде ацетон или друга подобна течност;
- След това трябва да се постави на повърхността на заваръчния флюс, което ще подобри връзката;
- След това можете да започнете настройката на техниката, в съответствие с посочения режим;
- След това се извършва самото заваряване, по време на което трябва да се направи шев по цялата повърхност на ръбовете;
- Оставете фугата да се охлади и проверете нейното качество с някой от наличните методи.
Процесът се осъществява главно в по-ниско положение, тъй като металът се разпространява силно в хоризонталата или тавана. "
Таблица на режимите на заваряване на алуминий с постоянен ток
|
Тип на детайла |
Дебелина на заварената част, mm |
Електрод, mm |
Заваръчна тел, mm |
Ток, А |
Разход на газ, l / min |
|
При обработени ръбове |
1 |
45…50 |
4-5 |
||
|
Едностранно заваряване без ръба |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Двустранно челно заваряване без обработка на ръбовете |
3-4 |
3-4 |
120…180 |
7-8 |
Техника за безопасност
Електрическото заваряване на алуминий у дома и на работа изисква спазване на правилата за безопасност. На първо място това се отнася до използването на защитно облекло и средства като. Правилата за електрическа безопасност трябва да се спазват както на работното място, така и у дома. Газовите бутилки трябва да са на поне 5 метра от източника на пожар.




