Electrozi pentru sudura manuala cu arc. O lume de electrozi de varietate pentru sudura cu arc. Simbol al electrodelor acoperite.
Electrozi manuali arc de sudură constă din tije din sârmă de sudură, pe care se aplică un strat de acoperire protectoare. Acoperirea prin electrozi constă dintr-un amestec de componente care intensifică ionizarea și protejează zona de sudare de expunerea la aer. Electrozii acoperiți sunt utilizați pentru ambele și pentru.
Sarma de sudare pentru tije de electrozi
Clasificarea electrozilor prin poziția spațială în timpul sudării
Există 4 grupe de electrozi, în funcție de aranjamentul spațial admis al pieselor sudate:
Despre topire
Va fi topit baia de topire? După crearea unei băi de topire, acoperirea în timpul topirii provoacă un nor de fum sau gaz. Aceste gaze vor juca un rol important, vital! Eliberarea a 21% oxigen și 78% azot, care este prezent în mod natural în aerul pe care îl respirăm. Aceste două gaze în aer pot cauza defecte de sudură, oxidare și nitrurare.
Acoperirea topită devine o zgură ușoară care plutește pe metalul lichid și solid sau în baia topită, care devine o minge. Datorită compoziției și prezenței sale, ea acționează ca un filtru. Ca filtru, facilitează gazele nocive din metalul precipitat, pentru al elibera fără să provoace bule.
1 - este permisă sudarea în orice poziție;
2 - sudarea în orice poziție, cu excepția executării sudurilor verticale de sus în jos;
3 - sudarea în poziția inferioară, precum și execuția cusăturilor orizontale și verticală de jos în sus;
4 - sudarea în poziția inferioară și în jos "în barcă".
Pe lângă metodele de clasificare de mai sus, GOST 9466 prevede clasificarea electrozilor în funcție de polaritatea curentului de sudură, tensiunea fără sarcină, tipul de sursă de alimentare. arc de sudare. Pe baza acestor indicatori, electrozii sunt împărțiți în zece grupe și sunt desemnați prin numere de la 0 la 9.
Imaginați-vă un pahar de apă scânteietoare rapidă și cuburile de gheață care se vor asemăna cu Gruyere, ducând la puncte de rupere în cazul cusătură de sudură. De asemenea, zgura va împiedica întărirea metalului prin stingere. În cazul unor suduri, se poate de asemenea spune că pentru a umple anumite defecte ale părții care trebuie asamblată, este necesar să se adauge elemente speciale pentru a crește proprietățile mecanice și, astfel, pentru a evita bolile sau defectele de sudare.
Sudarea cu electrod acoperit, fum, gaz de protecție. sudura sudare electrozii - cel mai utilizat procedeu de sudare atât la mașini, cât și la mașini constructii metaliceEste potrivit pentru sudarea aproape tuturor aliajelor feroase și neferoase, cu excepția aliajelor de aluminiu.
Tipuri de electrozi acoperiti pentru sudarea manuala cu arc a otelurilor structurale
Conform GOST9467, electrozi de sudură oțeluri structurale Acestea sunt clasificate în funcție de proprietățile mecanice ale îmbinărilor sudate obținute prin sudare cu unul sau altul și sunt împărțite în tipurile prezentate în tabel:
|
Tipul de electrozi Acesta este un proces foarte versatil în care se creează un arc electric între un electrod "portabil", acoperit în mod corespunzător și un element de lipire. Îndepărtarea metalului topit din electrod este transferată prin arc în baia topită, în timp ce gazele produse de acoperire o protejează de atmosferă. Topirea topită deasupra băii de topire o protejează din atmosferă în timpul solidificării. Procesul de sudare cu un electrod este potrivit pentru sudare în toate pozițiile și, datorită simplității echipamentului, este utilizat în multe situații, chiar și în situ sau în spații închise. Cu toate acestea, în ciuda avantajelor operaționale indiscutabile, trebuie să demonstrăm o productivitate scăzută, de fapt, electrodul are o lungime redusă și, prin urmare, trebuie înlocuit adesea. |
Proprietățile mecanice ale metalului de sudură |
numire |
||
|
Rezistență temporară, MPa |
Sudarea oțelurilor cu rezistență temporară 500-600MPa |
|||
|
Sudarea oțelurilor carbon și oțelului slab aliat din oțeluri structurale de înaltă rezistență și rezistență ridicată cu o rezistență temporară de peste 600 MPa electrod mașină de sudură constă dintr-un generator și două etriere: una pentru masă și cealaltă pentru suportul de electrod. Trebuie să aibă puterea necesară pentru pornirea arcului și menținerea acestuia în timpul fazei de sudură. Electrodul acoperit constă din două părți sau un miez metalic, care acționează ca un material de inlay și un strat de protecție. În timpul sudării, miezul electrodului este topit și în formă de picături este transferat în baia de topire; În același timp, învelișul urmează de asemenea miezul în baia topită pentru a forma vârful electrodului și această configurație protejează capătul electrodului în care materialul este topit și creează, de asemenea, o suprapresiune locală a gazului care poate provoca ruperea și transferul picăturii. |
||||
Pentru electrozi E70, E85, E100, E125, E150, proprietățile mecanice sunt indicate după tratamentul termic, conform pașaportului electrodului.
Fiecare tip de electrozi prezentat în tabel poate corespunde mai multor mărci de electrozi. De exemplu, marca de electrozi ANO-3, ANO-4, MP-3, OZS-4, OZS-6 sunt de același tip - E46.
Fiecare marcă de electrod corespunde unei anumite compoziții a stratului de protecție, o anumită marcă. cablu de sudurătija este făcută, precum și proprietățile de sudură și proprietățile tehnologice.
Principalele caracteristici ale electrozilor
O parte din materialul de admisie este evaporată prin crearea de gaze care creează o zonă de protecție a arcului, reducând riscul de oxidare a băii. În această "zonă protejată", transferul de metal topit în picături are loc: în acest caz, acoperirea care se topește simultan cu metalul împachetează picăturile de metal topit, creând "o protecție suplimentară împotriva oxidării".
După aceea, gunoi trebuie îndepărtat. Proprietățile de acoperire. Protecție împotriva oxidării. Acoperirea este realizată în formă gazoasă, creând un gaz de protecție în jurul arcului electric într-o formă solidă, protejând atât capătul electrodului topit, cât și picăturile care coboară în baie. Descărcarea de baie. Deacidificarea băii se produce datorită elementelor de dezoxidare, manganului și siliciului conținute în stratul de acoperire; Acestea reacționează chimic cu baia topită, scot oxigenul din oxizii de fier prezenți în baie, formând, la rândul său, oxizi insolubili în metalul topit, care se ridică la suprafață ca zgură. Electrodul este cauzat de substanțe cum ar fi carbonații de calciu și magneziu capabili să capteze sulf și fosfor sub formă de compuși care se ridică direct la suprafața băii de nămol.
Alegerea tipului de electrod depinde de materialul sudat, de grosimea pieselor de sudat, de poziția spațială, de condițiile de sudare, de scopul produsului sudat și de condițiile de funcționare a acestuia.
Simbol al electrodelor acoperite
Desemnarea electrodului include denumirea tipului, marca de electrod și diametrul barei sale, precum și tipul de acoperire și GOST.
Elemente ale aliajului. Pe lângă elementele de mai sus, acoperirea poate conține un aliaj, mangan, crom, nichel, molibden etc. Care rămân sub formă de elemente de aliaj în zona topită, modificând compoziția lor chimică. Impactul asupra stabilității arcului. În acest caz, pentru a utiliza electrozi principali, este mai bine să le utilizați curent de sudare P-type.
Electrozi pentru sudarea carbonului și a oțelurilor structurate slab aliate
Partea stratului de topire care se formează ca zgură pe suprafața băii poate ajuta sub influența tensiunii superficiale a zgurii. Siguranța va menține bățul lipit de materialul de bază, facilitând astfel lipirea în poziție. Când această acțiune nu reușește, sudarea trebuie să fie plată sau maximă în poziția înainte. Tipurile de acoperire În punctele anterioare, s-au prezentat câteva informații de bază privind acoperirea cu electrozi, mai jos oferim informații suplimentare privind unele tipuri de acoperiri tipice.
Decodem în conformitate cu denumirea electrodului GOST9467:
E46A - tip de electrod (electrod E pentru sudarea cu arc; 46 - rezistență garantată a sudării (460 MPa); A - sudurile au o ductilitate ridicată);
UONI-13/45 - marca de tija de electrozi;
3 - diametrul tijei;
Y - electrozi pentru sudarea scolilor cu aliat slab, precum și pentru sudarea oțelurilor de carbon;
D2 - cu o acoperire groasă a celui de-al doilea grup;
E - electrod
43 - rezistența temporară la tracțiune de cel puțin 430 MPa; 2 - alungirea relativă în tensiune de cel puțin 22%; 5 - rezistența la impact de cel puțin 34,5 J / cm2 la o temperatură de -40 ° C);
B - electrod cu acoperirea principală;
1 - electrodul este permis să fie utilizat pentru sudare în orice poziție spațială;
0 - curent constant de sudare polaritatea inversă.
Scopul principal și compoziția electrozilor de sudură
Acid Coating Sunt acoperiri de oxizi de fier și feroaliaje, cum ar fi mangan și siliciu. Pământul creat de căptușeală este îndepărtat cu ușurință, dar nu poate fi reutilizat, este întotdeauna mai bine să îl îndepărtați înainte de a trece la următoarele pasaje pentru a evita incluziunea murdăriei.
Aceste acoperiri au un efect redus asupra elementelor cu umiditate scăzută, așadar este mai bine să nu le folosiți pe materiale de bază cu o anumită cantitate de sulf sau fosfor, deoarece acestea pot provoca defecte cum ar fi fisuri fierbinți. Acoperirile acide topesc cantități semnificative de material de bază: formează o baie lichidă, ceea ce le face nepotrivite pentru sudarea in situ. Sunt acoperiri mai degrabă higroscopice și, prin urmare, trebuie să fie bine tratate înainte de utilizare, altfel hidrogenul poate invada în timpul sudării cu formarea ulterioară a fisurilor reci.
În documentele tehnice, electrozii sunt desemnați cu un nume abreviat, de exemplu, UONI-13 / 45-3,0-2 GOST 9466-75.
Obținerea metalului de sudură, principală a rezistenței principale, este asigurată de alegerea tipului de electrod de sudură, care reglementează caracteristicile de rezistență ale îmbinării sudate. Trebuie remarcat faptul că utilizarea electrozilor cu proprietăți mecanice îmbunătățite ale metalului de sudură, de exemplu, prin rezistența la tracțiune, poate duce la o scădere a eficienței structurii sudate.
Proprietățile mecanice ale depunerilor sunt bune, deoarece baia este bine deoxidată. Rutile Acoperiri Acestea sunt similare acoperirilor cu acizi, dar conțin elemente cum ar fi dioxid de titan, rutil sau ilmenit, care are ca rezultat turnarea suprafeței după întărire. Acest tip de electrod poate conține, de asemenea, substanțe cum ar fi celuloză sau, în cantități limitate, carbonați de calciu și magneziu, elemente tipice ale electrozilor. Acoperire de bază.
Electrozii acoperiți cu electroliți, precum și celuloza, nu curăță baia și nu produc cantități mari de hidrogen, de aceea sunt rareori întâlnite la sudarea oțelurilor formate la rece. Din aceste motive, utilizarea de rutină este utilizată în sudarea cu grosime moderată.
Pentru sudarea oțelurilor fierbinți (oțel cu conținut scăzut de carbon, produs dintr-un cuptor slab oxidat) se utilizează electrozi cu orice acoperire.
Pentru sudarea oțelurilor semi-îndoielnice (oțelul obținut prin dezoxidarea metalului lichid este mai puțin complet decât atunci când se topește oțelul calm, dar mai mare decât atunci când se topeste oțelul fierbinte) pentru grosimi mari, ar trebui să se utilizeze electrozi cu acoperiri ale speciilor principale sau rutile.
Acoperirea electrozilor celulozici constă din elemente de aliaj care conțin celuloză, cum ar fi mangan și siliciu, elemente puternic deoxidante. Prin urmare, celuloza este un electrod și un înveliș de înaltă puritate, în principal gazificat și minimizând zgură pe baia topită. Acest tip de acoperire vă permite să sudați poziția "verticală în jos", topind o cantitate semnificativă de material de bază, oferind o bună penetrare în prim plan. Defectele de celuloză nu sunt eficiente împotriva impurităților și, prin urmare, nu ar trebui utilizate în procedeele de sudare cu materiale de bază care conțin elemente aliate cu conținut scăzut, unde pot prezenta probleme de laminare la cald.
Sudarea structurilor de oțel silențioase care funcționează la temperaturi scăzute sau sub sarcini dinamice ar trebui să fie efectuată cu electrozi cu acoperire de bază.
Stabilitatea arcului afectează calitatea cusăturilor și posibilitatea sudării cu curent alternativ. Arcul este cel mai stabil la electrozi cu acoperiri de celuloză, acide și rutile. Acest lucru permite utilizarea transformatoarelor de sudură. Electrozii de acoperire de bază necesită numai surse de curent continuu.
Ele nu pot fi folosite chiar și atunci când se suie cu materiale predispuse la structuri de răcire, deoarece, în plus față de "hidrogenul de aer", același strat este un purtător de umiditate. Scala creată de electrozi principali este dificil de îndepărtat și îndepărtat, deci este necesar să o eliminați complet în cazul trecerilor succesive; dacă arderea rămâne în neregularitățile cablului și nu este îndepărtată, acesta poate genera "porozitate solidă". Sudarea cu electrozii principali trebuie realizată cu șiruri scurte pentru a evita formarea porozității alungite, numită și "plăci".
În pozițiile inferioare, verticale și de tavan, cusătura este mai bine formată la electrozi cu un strat de celuloză, deoarece transferul mic al metalului electrodului și vâscozitatea ridicată a zgurii asigură ghidare de sudură de înaltă calitate. Cusătura la electrozi cu stratul principal este mai rău.
La sudarea structurilor cu pereți groși cu cusături multistrat, separarea zgurii este un indicator semnificativ. Electrozii cu rutil, celuloză și acoperiri acide asigură o mai bună separare a zgurii în comparație cu acoperirea principală.
Transferul materialului are loc prin picături foarte mari, care pot crea cu ușurință un scurtcircuit. Prezența carbonatului de calciu în stratul de acoperire permite curățarea băii cu elemente de frecare reduse, cum ar fi sulful și fosforul, pentru a obține depuneri de puritate ridicată și proprietăți mecanice bune; Din acest motiv, acești electrozi trebuie folosiți la sudarea materialelor supuse laminării la cald. Una dintre cele mai mari probleme ale acestui tip de acoperire este higroscopicitatea ridicată.
Pentru a elimina urmele de umiditate din căptușeală, electrodul trebuie să fie bine prelucrat în cuptoare speciale, altfel pot apărea probleme la fisurarea la rece. Alegerea electrozilor. Alegerea tipului de electrozi trebuie să țină cont de caracteristicile materialului de sudură al bazei; prin urmare, este de dorit să se cunoască compoziția sa chimică, caracteristicile sale de întindere și rezistență la impact, structura metalografică și, în final, poziția performanței de sudare.
Sudarea cu electrozi de acoperire de bază necesită o curățare temeinică a muchiilor de rugină, ulei, murdărie pentru a evita porogeneza. În plus, electrozii cu învelișul principal sunt predispuși la formarea porilor la momentul inițial al sudării și la sudarea cu un arc lung.
Caracteristicile electrozilor pentru sudarea carbonului și a oțeluri slab aliate
Standardul clasifică, folosind denumirea alfanumerică, tipul de electrod în conformitate cu proprietățile acestuia. Standarde relevante. Al doilea număr indică tipul de electrod. Tabelul 1 - Rezistența minimă și randamentul metalului precipitat. Tehnicile de sudare disponibile în prezent sunt foarte numeroase. Un criteriu important de clasificare, care este de asemenea un element esențial în calificarea diferitelor metode, este așa-numita "intrare termică", adică sursa de căldură furnizată de sursa de căldură în zona de îmbinare în timpul lipirii.
| Tip E42 412 MPa (42 kgf / mm2) |
||||
| marca, | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| Lumina | ||||
| Pentru produsele din oțel cu o grosime de 1-3 mm. Sudarea se poate face de sus în jos. | ||||
| ANO-6 | ||||
| Sudarea arcului scurt sau mediu. Permise de marginile necurățate. La sudarea sudurilor filetate, înclinați electrodul într-un unghi de 40-50 ° în direcția sudării. Are rezistență ridicată la formarea de pori și fisuri fierbinți. Uhh≥50V. | ||||
| ANO-6M | ||||
| Sudarea arcului scurt sau mediu. Zgura este ușor separată. Sclipire minimă. Tendință redusă la pori și fisuri fierbinți. Uhh≥50V. | ||||
| ANO-17 | ||||
| Performanță înaltă. Pentru sudarea metalului mai gros cu cusături lungi. Sensibilitate scăzută la formarea porilor la sudarea pe o suprafață oxidată. Uhh≥50V. | ||||
| CEB-4 | ||||
| Sudarea conductelor fără oscilații ale unui electrod, care se sprijină pe marginile de sus în jos. Rădăcina cusăturii este pornită curent continuu orice polaritate, pasajul "fierbinte" - pe polaritatea inversă. Lăsați un cupru de cel puțin 50 mm. | ||||
| 4M-CEB | ||||
| Sudarea cusăturii rădăcinii și trecerii la cald a îmbinărilor țevilor. Permiteți efectuarea sudării în modul "de sus în jos" prin susținerea electrodului. Asigurați rezistență la formarea porilor. | ||||
| Ozs-23 | ||||
| Pentru structurile de sudare cu o grosime mică pe suprafața oxidată. Sensibilitate scăzută la formarea porilor. Toxicitate redusă. Uhh≥50V. | ||||
| OMA-2 | ||||
| Pentru sudarea structurilor metalice critice de grosime mică (0,8-3,0 mm). Sudarea cu arc lung pe o suprafață oxidată. Electrozi cu putere redusă de topire. Uhh≥60V. | ||||
| Tip E42A Oțel cu rezistență la tracțiune până la 412 MPa (42 kgf / mm 2) cu cerințe ridicate pe cusătura pentru ductilitate și duritate. |
||||
| UONI-13/45 | ||||
| Pentru sudarea structurilor critice care funcționează la temperaturi mai scăzute. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| UONI-13 / 45A | ||||
| Pentru sudarea structurilor critice din oțel SHL-4, MS-1, St3sp și altele asemenea. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| UONII-13/45 | ||||
| UONII-13 / 45A | ||||
| Pentru sudarea structurilor critice care funcționează la temperaturi mai scăzute. Sudarea arcului extrem de scurt pe muchiile curățate cu atenție. | ||||
| UONII-13 / 45R | ||||
| Pentru sudarea oțelurilor de construcții navale. Sudarea unui arc scurt pe muchiile curățate. Rezistență ridicată a metalului de sudură la fisurarea la cald. | ||||
| Tipul E46 Pentru oțelurile cu rezistență la tracțiune până la 451 MPa (46 kgf / mm2) |
||||
| ANO-4 | ||||
| Pentru sudarea structurilor simple și critice ale tuturor grupurilor și a gradelor de deoxidare. Sudură de arc cu lungime medie. Permise de marginile necurățate. Nu este predispus la formarea porilor la curent ridicat. Uhh≥50V. | ||||
| ANO-13 | ||||
| Pentru colțurile verticale, cusăturile laterale și cusăturile în sensul "de sus în jos". Sudarea arcului scurt sau mediu. Este posibil pe marginile necurățate. Metalul de sudură este rezistent la fisurare la cald. Acoperirea este higroscopică. Uhh≥50V. | ||||
| ANO-21 | ||||
| Pentru design simplu și responsabil de la oțel carbon toate grupurile și gradele de dezoxidare. Sudarea cu un arc extins de-a lungul muchiilor necurățate. Uhh≥50V. | ||||
| ANO-24 | ||||
| Pentru sudare în condiții de asamblare. Sudarea cu un arc extins de-a lungul muchiilor necurățate. Tendință redusă la subcotări. Uhh≥50V. | ||||
| ELN-34 | ||||
| În poziția inferioară, deflectați electrodul cu 20-40 ° față de verticală în direcția sudării. Sudarea posibilului arc alungit pe suprafața oxidată. Uhh≥50V. | ||||
| ELZ-C-1 | ||||
| Pentru sudarea oțelurilor cu conținut scăzut de carbon, carbon și oțeluri aliate cu o rezistență la tracțiune de până la 490 MPa. Uhh≥50V. | ||||
| IR-3 | ||||
| Pentru designul responsabil. Sudarea arcului scurt sau mediu. Curățați temeinic suprafețele de la scară. Diferențele se suprapun bine. La sudarea la curenții înalți sunt posibili porii. Uhh≥60V. | ||||
| MR-3M | ||||
| Pentru oțelurile cu un conținut de carbon de până la 0,25%. Sudarea umedă, rugină, slab curățată de oxizi de metal este posibilă. Foarte productiv. Sudarea grosimilor medii și mari se realizează la un unghi de înclinare ridicat. Uhh≥60V. | ||||
| TAUs-3 | ||||
| Pentru sudarea pieselor critice. Sudare cu arc scurt. Sudarea pe suprafețe necurățate este permisă. Uhh≥60V. | ||||
| Ozs-4 | ||||
| Pentru sudarea de înaltă performanță a pieselor critice. Sudarea cu un arc alungit și suprafețele necurățate este permisă. Uhh≥60V. | ||||
| Ozs-4I | ||||
| Pentru modelele responsabile. Permiteți sudarea umedă, rugină, slab curățată de oxizi de metal. Performanță înaltă. Sudarea în poziția inferioară cu grosimea medie și mare "unghi înapoi". Lungimea medie a arcului. Uhh≥60V. | ||||
| Ozs-6 | ||||
| Pentru sudarea de înaltă performanță. Sudarea cu un arc alungit este permisă, este posibilă și pe suprafața oxidată. Uhh≥50V. | ||||
| Ozs-12 | ||||
| Se recomandă pentru rosturile T cu obținerea cusăturilor concave mici. Zgura este ușor separată. Sudarea arcului alungit si a suprafetei oxidate. Uhh≥50V. | ||||
| Tipul E46A Pentru oțelurile cu o rezistență la tracțiune de 451 MPa (46 kgf / mm2), cu cerințe crescute pentru îmbinări în ductilitate și duritate. | ||||
| TMU-46 | ||||
| Pentru structurile critice, inclusiv conductele. Sudarea unui arc scurt pe muchiile curățate. Uhh≥65V. | ||||
| UONI-13 / 55K | ||||
| Pentru structurile critice care funcționează la temperaturi negative și sarcini alternante. Sudarea unui arc scurt pe muchiile curățate. Metalul de sudură este foarte rezistent la fisurarea la cald și este caracterizat de un conținut redus de hidrogen. | ||||
| ANO-8 | ||||
| Pentru sudarea structurilor din oțel carbon și slab aliat care funcționează la temperaturi mai scăzute. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| Tip E50 Pentru oțelurile cu o rezistență la tracțiune de 490 MPa (50 kgf / mm2) | ||||
| 4A-CEB | ||||
| Sudura de înaltă performanță a sudurii de rădăcini și a culoarului "cald" al îmbinărilor conductelor și structurilor critice. Sudarea rășinii rădăcinii fără ezitare, purtând un curent direct de orice polaritate. Pasul "fierbinte" - după curățarea suturii rădăcinii. Conectați ambele straturi de sus în jos. Lăsați un cupru de cel puțin 50 mm. | ||||
| 55-U | ||||
| Sudarea cu un arc scurt sau sprijin pe marginile atent curățate. Uhh≥65V. | ||||
| Tip E50A Pentru oțelurile cu o rezistență la tracțiune de 490 MPa (50 kgf / mm 2), cu cerințe crescute pentru îmbinări în ductilitate și duritate. | ||||
| ANO-27 | ||||
| Pentru sudarea structurilor critice la temperaturi de până la -40 ° C Sudarea unui arc scurt pe o suprafață atent curățată. Asigurați un conținut redus de hidrogen în cusături. | ||||
| ANO-T | ||||
| Pentru sudarea structurilor critice și a conductelor în toate zonele climatice. Cusătură rădăcină sudată fără inele de susținere. Formarea rolei din spate în poziția de sus. | ||||
| ANO-TM / H | ||||
| Pentru îmbinările rotative ale conductelor de petrol și gaze cu diametrul de 59-1420 mm și alte structuri critice. Sudarea unui arc scurt pe muchiile curățate. Este eficient pentru sudarea pe o singură parte. Uhh≥65V. | ||||
| ANO-TM | ||||
| Pentru structurile critice, inclusiv conductele din oțeluri cu conținut scăzut de carbon și aliate slab aliate. Sudarea unui arc scurt pe muchiile curățate. Cilindrul invers cu o înălțime de 0,5-3 mm este format din punct de vedere calitativ. | ||||
| ITS-4 | ||||
| Pentru oțelurile corpului navei St3sp, 09G2, 09G2S, 10HSND, 10G2S1D-35, 10G2S1D-40, etc. Sudarea unui arc scurt pe marginile atent curățate. Asigurați o rezistență ridicată la coroziune. | ||||
| STI-4C | ||||
| Pentru sudarea structurilor critice în construcția de nave; SHL-4, oțel 09G2 și altele. Sudarea cu un arc scurt de-a lungul marginilor curățate. Uhh≥65V. | ||||
| Ozs-18 | ||||
| Pentru sudarea structurilor critice din oțel 10ХСНД, 10ХНДП și altele cu o grosime de până la 15 mm, rezistente la coroziunea atmosferică, cu conținut scăzut de hidrogen. | ||||
| Ozs-25 | ||||
| Pentru sudarea structurilor critice. Sudarea unui arc scurt pe marginile atent curățate. Bună separabilitate a zgurii. Lipsa tăieturilor și a cusăturii mici. | ||||
| OZS / VNIIST-26 | ||||
| Pentru conductele de petrol și gaze contaminate cu hidrogen sulfurat. Sudarea unui arc scurt pe marginile atent curățate. Rezistență ridicată la coroziune în mediul hidratat până la 25% hidrogen sulfurat. | ||||
| Ozs-28 | ||||
| Pentru structurile critice din oțel 09Г2, 10ХСНД, etc. Sudarea unui arc scurt de-a lungul muchiilor curățate cu atenție. Uhh≥60V. | ||||
| Ozs-33 | ||||
| Pentru proiecte deosebit de responsabile. Asigurați metalul de sudură cu o rezistență ridicată la cracarea la cald și la un conținut scăzut de hidrogen. Sudarea unui arc scurt sau extrem de scurt de-a lungul marginilor curățate. | ||||
| TMU-21U | ||||
| Pentru oțeluri ca 15GS, etc; pentru echipamentele electrice. Pentru țevi cu grosimea peretelui mai mare de 16 mm. Sudare în tăiere îngustă cu un unghi total de înclinare de până la 15 °. Sudarea unui arc scurt pe marginile atent curățate. Ușor de aprindere a arcului fără porozitatea "pornire". | ||||
| TMU-50 | ||||
| Pentru structurile și conductele critice. Sudarea unui arc scurt pe muchiile curățate. Uhh≥65V. | ||||
| SSSI-13/55 | ||||
| Pentru structurile critice care funcționează la temperaturi negative și sarcini alternante. Sudarea unui arc scurt pe marginile atent curățate. Metalul de sudură este rezistent la fisurarea la cald și are un conținut scăzut de hidrogen. | ||||
| UONI-13 / 55С | ||||
| Pentru proiecte deosebit de responsabile. Asigurați metalul de sudură cu rezistență ridicată la fisurarea la cald. Conținut scăzut de hidrogen. Sudarea numai a unui arc scurt de-a lungul marginilor curățate. | ||||
| UONI-13 / 55TZH | ||||
| Pentru structuri deosebit de importante care funcționează la temperaturi mai scăzute. Mecanismul de sudură rezistă bine la fisurarea la cald. Conținut scăzut de hidrogen. Sudarea numai a unui arc scurt de-a lungul marginilor curățate. | ||||
| UONII-13 / 55R | ||||
| Pentru oțelurile de construcții navale cu o rezistență la tracțiune de până la 490-660 MPa. Sudarea cu un arc scurt sau sprijin pe marginile atent curățate. | ||||
| MC-5 | ||||
| Pentru piesele de țeavă și schimbătoarele de căldură ale centralelor care funcționează la temperaturi de până la 400 ° С. Sarcina scăzută la formarea porilor. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| MC-7 | ||||
| Pentru structurile critice care funcționează la temperaturi de până la 400 ° C Sudarea unui arc scurt pe marginile atent curățate. | ||||
| CO-8 | ||||
| Pentru structurile critice care funcționează la temperaturi de până la 400 ° C cu o grosime mică de metal și pentru țevi de sudură cu diametre mici. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| E-138 / 50N | ||||
| Pentru cisterne încărcate foarte subacvatic. Pentru oțelurile St3S, St4S, 09G2, SHL-1, SHL-45, MS-1 și altele. Sudarea unui arc scurt de-a lungul muchiilor curățate cu atenție. Metalul de sudură este rezistent la coroziunea în apa de mare. | ||||
| Tip E55 Pentru oțelurile cu o rezistență la tracțiune de până la 539 MPa (55 kgf / mm2) | ||||
| OZS / VNIIST-27 | ||||
| Pentru conducte și structuri din oțel rezistent la frig, care funcționează la temperaturi de până la -60 ° C. Sudarea unui arc scurt pe marginile atent curățate. Rădăcinile cusăturii - polaritatea directă a curentului direct. | ||||
| UONI-13 / 55U | ||||
| Pentru fitinguri și șine de sudură în metoda de îmbăiere, pentru structurile critice prin sudură manuală cu arc. Sudarea unui arc scurt pe muchiile curățate. Cu metoda băii, valorile actuale cresc de 1,3-1,7 ori. Intreruperile la sudare nu sunt permise. Uhh≥65V. | ||||
| Tip E60 Pentru oțelurile cu o rezistență la tracțiune de până la 588 MPa (60 kgf / mm2) | ||||
| ANO-TM60 | ||||
| Pentru îmbinările cap la cap ale țevilor și alte structuri critice. Sudarea unui arc scurt pe muchiile curățate. Formarea suturii rădăcinii fără elemente de umplere și sudarea cu o tranziție lină către metalul de bază. | ||||
| WSF-65 | ||||
| Pentru structurile critice, inclusiv conductele de trunchi. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| Ozs-24M | ||||
| Pentru structurile și conductele din oțel 06G2NAB, 12G2AFYU, 10GNMAYU etc., care funcționează la temperaturi de până la -70 ° C. Sudarea unui arc scurt pe muchiile curățate. Metalul de sudură este caracterizat printr-o rezistență ridicată la rece. | ||||
| SSSI-13/65 | ||||
| Pentru structurile critice realizate din crom cu conținut redus de carbon, crom-molibden, oțeluri crom-siliciu-mangan care funcționează la temperaturi scăzute. Sudarea unui arc scurt pe marginile atent curățate. Rezistență ridicată a metalului de sudură la fisuri fierbinți. Conținut scăzut de hidrogen. | ||||
Caracteristicile electrozilor pentru sudarea oțelurilor aliate cu rezistență sporită
| Tip E70 Pentru oțelurile cu rezistență la tracțiune până la 686 MPa (70 kgf / mm2) |
||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| ANO-TM70 | ||||
| Pentru sudarea structurilor critice și a conductelor fără elemente de umplere și sudare. Sudarea unui arc scurt pe muchiile curățate. Uhh≥65V. | ||||
| ANP-1 | ||||
| Pentru sudarea structurilor critice din oțel 14HG2MR, 14HMNDFR, etc., părți ale mașinilor de transport și rutiere care funcționează la temperaturi scăzute. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| 2-ANP | ||||
| Pentru sudarea structurilor critice. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| WSF-75 | ||||
| Pentru conducte și structuri critice în timpul sudării straturilor de umplere și de acoperire. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| Tip E85 Pentru oțelurile cu o rezistență la tracțiune de până la 833 MPa (85 kgf / mm2) | ||||
| NIAT-3M | ||||
| Pentru sudarea structurilor critice din oțel călit termic. Sudarea unui arc scurt pe marginile atent curățate. | ||||
| UONI-13/85 | ||||
| Pentru structurile critice realizate din oțeluri călite termic la o rezistență ridicată la tracțiune: 30HGSA, 30HGSNA, etc. Sudare cu doar un arc scurt de-a lungul muchiilor curățate cu atenție. Metalul de sudură este rezistent la fisuri fierbinți. Conținut scăzut de hidrogen. | ||||
| UONI-13 / 85U | ||||
| Pentru fitinguri și șine în metoda de îmbăiat și sudarea manuală cu arc a structurilor din oțeluri de înaltă rezistență care funcționează sub sarcini grele. Sudarea unui arc scurt pe muchiile curățate. Când faceți baie, utilizați formularul rămas sau eliminat. | ||||
| Tip E100 Pentru oțelurile cu rezistență la tracțiune de până la 980 MPa (100 kgf / mm 2) | ||||
| AN-HN7 | ||||
| Adunarea fără goluri. Sudarea arcului scurt și mediu pe muchiile curățate cu atenție. | ||||
| VI-10-6 | ||||
| Adunarea fără goluri. Sudarea cu un arc scurt sau mediu de-a lungul muchiilor cu caneluri atent curbate cu mișcări în formă de buclă ale electrodului. Cu craterele rapide de răcire sunt posibile craterele. | ||||
| OZSH-1 | ||||
| Sudarea unui arc scurt continuu, fără a permite răcirea, pe muchiile curățate cu atenție. Preîncălzirea la 400-450 ° C Poate fi folosit pentru mărirea suprafețelor. | ||||
Caracteristicile electrozilor pentru sudarea oțelurilor aliate de înaltă rezistență
Intrarea de căldură determină nu numai tranziția termică pe care materialul o suferă în timpul sudării, ci și fuziunea și compactarea articulațiilor, schimbările structurale care au loc etc.: V Final are un impact semnificativ asupra structurii și, în consecință, asupra caracteristicilor tehnologice finale ale conexiunii. Principalele tehnologii de sudare, separate în conformitate cu sistemul de încălzire, sunt.
Procesele arcului electronic cu electrozii fuzibili, electrozi fuzibili, electrozi acoperiti, arc subacvatic. - Rezistență, luciu, încălzire prin inducție. - Procese cu laser, fascicul de electroni, plasmă. Acestea sunt tehnologii care utilizează toate sistemele precise de protecție a aderenței în timpul sudării pentru a evita sau a limita interacțiunea maximă cu mediul și, în special, cu gazele de aer. De fapt, principala cerință pentru sudarea oricărui material este de a preveni formarea de filme de oxid pe suprafețe brazate, care în schimb este asigurată prin încălzirea la temperatura de topire a materialelor sudate.
| Tip E125 Pentru oțelurile cu o rezistență la tracțiune mai sus 980 MPa (100 kgf / mm2) |
||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| SRI-3M | ||||
| Pentru oțelurile 30HGSNA, 30HGSN2A, etc., procesate termic pentru o rezistență de până la 1274 MPa (130 kgf / mm2). Sudarea unui arc scurt pe muchiile curățate. | ||||
| Tip E150 Pentru oțelurile cu o rezistență la tracțiune de până la 1470 MPa (150 kgf / mm2) | ||||
| NIAT-3 | ||||
| Pentru oțelurile de înaltă rezistență de tipul 30ХГСНА cu o rezistență la tracțiune de până la 1470 MPa (150 kgf / mm2) | ||||
Electrozi pentru suprafete
Electrozii de suprafață furnizează metalul depus cu diferite compoziții, structuri și proprietăți chimice. Conform GOST 10051-75 "Electrozii cu acoperire metalică pentru acoperirea cu arc manual a straturilor de suprafață cu proprietăți speciale" există 44 de tipuri de astfel de electrozi.Toți au un strat de bază. Acest lucru asigură cea mai bună rezistență la formarea de fisuri la suprafața pieselor din oțel cu conținut ridicat de carbon și cu rigiditate ridicată a structurii.
În funcție de condițiile de funcționare a structurilor cu acoperiri suprapuse, electrozii de acoperire pot fi divizați în mod convențional în 6 grupe.
Caracteristicile electrozilor de suprafață
| Primul grup Electrozi pentru acoperirea suprafețelor, care asigură un metal de sudură cu conținut redus de carbon, cu rezistență ridicată, în condiții de frecare metalică împotriva încărcăturilor metalice și a impactului (în acest scop, aparțin unor grupuri de electrozi din grupa a 3-a). | ||||
| Electrod marca / tip de metal, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| OZN-300M / 11G3S | ||||
| Pentru piese din oțeluri carbon și oțeluri aliate, care lucrează în condiții de frecare și sarcini de șoc, de exemplu: arbori, osii, cuplaje, cruci și alte părți ale transportului auto și feroviar. | ||||
| OZN-400M / 15G4S | ||||
| Același lucru, cu duritate crescută a metalului de sudură. | ||||
| НР-70 / У-30Г2ХМ | ||||
| Pentru piese care lucrează în condiții de solicitare intensă a șocurilor și frecare pe metal: șine, cruci și altele. | ||||
| TsNIIN-4 / E-65H25G13N3 | ||||
| Pentru sudarea defectelor de turnare ale încrucișărilor feroviare și a altor părți ale oțelurilor mari de mangan 110G13L. | ||||
| Al doilea grup Electrozii care asigură metalul de sudură cu un conținut redus de aliere medie-carbon, cu rezistență ridicată în condiții de frecare metalică împotriva încărcărilor metalice și șocurilor la temperaturi normale și ridicate (până la 600-650 ° C). | ||||
| EN-60M / E-70H3SMT | ||||
| Pentru miezuri de toate tipurile, care lucrează cu încălzirea suprafețelor de contact până la 400 ° С și piesele de uzură ridicate în echipamentele mașinilor-unelte: trepte, excentrici, ghidaje etc. | ||||
| TL-14 | ||||
| Pentru echipamentul de ștanțare și tăiere la cald, inclusiv cuțite, foarfece, matrițe etc. | ||||
| 13KN / LIVT / E-80H4S | ||||
| Pentru găleți dinți de excavatoare, găleți, drage, cuțite de mașini rutiere, care lucrează cu uzură abrazivă fără șocuri și presiuni semnificative. | ||||
| OZSh-3 / E-37H9S2 | ||||
| Pentru tăierea și tăierea matrițelor de ștanțare la cald și la cald (până la 650 ° C) și la piesele de mare uzură ale mașinilor și echipamentelor. | ||||
| OZI-3 / E-90H4M4VF | ||||
| Pentru matrițe, deformare caldă și rece (până la 650 ° C) a metalelor, precum și pentru uzura pieselor de echipament minier și metalurgic și de mașini-unelte. | ||||
| Al treilea grup Electrozi, care furnizează aliaje de carbon, aliate (sau aliate) cu rezistență ridicată la uzură abrazivă și sarcini de impact. | ||||
| OZN-6 / 90H4G2S3R | ||||
| Pentru piese de uzură ridicată ale minelor, mașinilor de construcții etc., care lucrează cu uzură abrazivă intensă și încărcături semnificative de șocuri. | ||||
| OZN-7 / 75H5G4S3RF | ||||
| Pentru piese cu uzură ridicată, în special din oțeluri mari de mangan 110G13L, care lucrează cu uzură intensă și cu încărcături considerabile de șoc. | ||||
| VSN-6 / E-110X14V13F2 | ||||
| Pentru piese de uzură ridicate din oțel carbon și oțel de mangan ridicat, cu încărcături de impact semnificative sub uzura abraziva. | ||||
| T-590 / E-320H25S2GR | ||||
| Pentru piese care funcționează în condiții abrazive cu sarcini moderate de impact. | ||||
| Al patrulea grup Electrozii care asigură metalul de sudură carbonat de mare aliere cu rezistență ridicată la presiuni ridicate și la temperaturi ridicate (până la 680-850 ° C). | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| Pentru strikerii mașinilor de forjare radială, deformarea metalelor, cuțitelor de tăiere metalice la cald și cald (până la 800-850 ° C), poartă piesele de echipament care funcționează în condiții de deformare termică severă. | ||||
| UONI-13 / N1-BK / E-09H31N8AM2 | ||||
| Pentru etanșarea suprafețelor supapelor care lucrează în contact cu mediile foarte agresive. | ||||
| OZI-5 / E-10K18V11M10H3SF | ||||
| Pentru sculele pentru tăierea metalelor, ștampile la cald (până la 800-850 ° C) și piesele care funcționează în condiții de temperatură deosebit de dificile. | ||||
| Al cincilea grup Electrozii care asigură metalul de sudură austenitic de înaltă aliere cu rezistență ridicată în condiții de uzură prin eroziune la coroziune și frecare metal-metal la temperaturi ridicate (până la 570-600 ° C). | ||||
| CN-6L / E-08H17N8S6G | ||||
| Pentru etanșarea suprafețelor de fitinguri pentru cazane care funcționează la temperaturi de până la 570 ° C și presiuni până la 7800 MPa (780 kg / mm2). | ||||
| A șasea grupă Electrozii care asigură o rezistență ridicată la temperaturi și condiții de deformare severe (până la 950-1100 ° С) cu metal de înaltă aliere consolidat prin dispersie. | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| Pentru forjarea și prelucrarea prin deformare la rece și la cald a metalelor, a pieselor metalurgice și a uneltelor de mașini-unelte, care lucrează în condiții severe de oboseală termică (până la 950 ° C) și presiuni înalte. | ||||
| OZSh-8 / 11H31N11GSM3YuF | ||||
| Pentru forjarea mașinilor de deformare la cald a unui metal care acționează în condiții de temperatură superficială de oboseală termică (până la 1100 ° C) și presiuni înalte. | ||||
Electrozi pentru sudare si suprafata de fonta
Astfel de electrozi sunt concepuți pentru a elimina defectele din fontă și pentru a repara părțile deteriorate și uzate. Ele pot fi utilizate pentru fabricarea structurilor turnate sudate. Electrozi pentru sudare la rece și suprafețele de fontă fără preîncălzire dau metalului de sudură sub formă de oțel, aliaje pe bază de cupru, nichel și fier-nichel. Acestea sunt mărci de TsCh-4, OZCH-2, OZCH-6 etc. Uneori este recomandabil să folosiți electrozi în alt scop. Astfel, atunci când reparați tubulatură din fontă în condiții de poluare ridicată și umiditate ridicată, este mai bine să luați marca OZL-25B. Primele straturi pe fierul contaminat pot fi realizate cu marcajele OZL-27 și OZL-28. Utilizat cu succes și brandul OZB-2M, destinat sudării bronzului.Caracteristicile electrozilor pentru sudarea și suprafața fontei
| , domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| TsCh-4 / FeV | ||||
| Pentru sudarea și sudarea defectelor de turnare în părți de gri, de înaltă rezistență și fier ductil. Sudarea fontei cenușii și a fontei de înaltă rezistență. | ||||
| OZCH-2 / Cu | ||||
| OZCH-6 / Cu | ||||
| Pentru sudarea pieselor cu pereți subțiri din fontă cenușie și ductilă. | ||||
| MNCh-2 / NiCu | ||||
| Pentru sudarea, sudura si sudarea defectelor de turnare in piesele din fonta gri si ductila. | ||||
| OZCH-3 / Ni | ||||
| Pentru sudarea și sudarea defectelor de turnare în piesele realizate din fontă cenușie și fontă de înaltă rezistență, atunci când îmbinările sunt supuse unor cerințe sporite de finisare a suprafeței. | ||||
| OZCH-4 / Ni | ||||
| Pentru sudarea și suprafața pieselor de fontă cenușie și de înaltă rezistență. Preferată pentru ultimele straturi, care lucrează la abraziune sau sarcini de șoc. | ||||
Electrozi pentru sudarea metalelor neferoase
Proiectate pentru sudarea aluminiului, cuprului, nichelului și aliajelor acestora. Titanul și aliajele sale nu sunt sudate cu arc cu un electrod acoperit datorită oxidării lor intense.Electrozi pentru sudarea aluminiului. Principala dificultate în sudarea aluminiului și a aliajelor sale - prezența film de oxid. Punctul său de topire este 2060 ° C, în timp ce punctul de topire al aluminiului este de 660 ° C. Filmul refractar dens poate interfera cu stabilitatea procesului de sudare și, astfel, poate afecta calitatea formării de sudură, provocând astfel defecte interne în metalul de sudură. Pentru a îndepărta pelicula de oxid, sunt introduse clorurile și sărurile fluorurate ale metalelor alcaline și alcalino-pământoase în acoperirea cu electrozi. Aceste substanțe oferă, de asemenea, suduri de înaltă calitate.
Caracteristicile electrozilor pentru sudarea aluminiului și a aliajelor sale
| Marca de electrozi / metalul principal de sudură, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| OZA-1 / Al | Psole. | |||
| Pentru piese și structuri din aluminiu tehnic pur A0, A1, A2, A3. Sudarea cu preîncălzire de până la 250-400 ° C de-a lungul marginilor curățate. Îndepărtați zgura cu apă fierbinte și cu perii. | ||||
| OZA-2 / Al | Psole. | |||
| Pentru sudarea turnatelor și suprafețelor din aliaje de aluminiu-siliciu AL-4, AL-9, AL-11 etc. Sudarea cu preîncălzire la 250-400 ° C de-a lungul marginilor curățate. Îndepărtați zgura cu apă caldă și cu perii de oțel. | ||||
| OZANA-1 / Al | Psole. | |||
| Pentru piese și modele de aluminiu tehnic pur. Produse de sudare cu o grosime mai mare de 10 mm cu preîncălzire la 250-400 ° C de-a lungul marginilor curățate. | ||||
| OZANA-2 / Al | Psole. | |||
| Pentru sudarea pieselor turnate și suprafețele din aliaje de aluminiu-siliciu AL-4, AL-9, AL-11 etc. Sudarea pieselor de până la 10 mm fără încălzire, cu grosimi mari - încălzită până la 200 ° C de-a lungul marginilor curățate. | ||||
Electrozi pentru sudare cupru și aliaje. La sudarea cuprului, principala problemă este formarea porilor în metalul de sudură datorită activității sale înalte atunci când interacționează cu gazele, în special cu oxigenul și hidrogenul. Pentru a evita acest lucru, utilizați doar cupru bine deoxidat și electrozi complet calcinați. Sudarea se face pe margini netezite la un luciu metalic.
Sudarea alamelor este dificilă și periculoasă pentru sănătate datorită arderii intense de zinc.
Sudarea bronzului provoacă dificultăți datorită fragilității ridicate și lipsei de rezistență în stare încălzită.
Caracteristicile electrozilor pentru sudarea cuprului și a aliajelor sale
| Marca de electrozi / metalul principal de sudură, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| Komsomol membru-100 / Cu | Pspets. | |||
| Pentru sudarea și acoperirea produselor din cupru tehnic pur M1, M2, M3. Cuprul poate fi sudat la oțel. Sudarea cu încălzire locală preliminară la 300-700 ° C. | ||||
| ANC / OZM-2 / Cu | Pspets. | |||
| Pentru sudarea și acoperirea produselor din cupru pur comercial, cu un conținut de oxigen de cel mult 0,01%. Sudarea cu o grosime mai mare de 10 mm cu preîncălzire la 150-350 ° C | ||||
| ANC / OZM-3 / Cu | Pspets. | |||
| Pentru sudura si suprafata de cupru tehnic pur (oxigen nu mai mult de 0,01%). Sudarea cu oțel este posibilă. Sudarea la o grosime de până la 10 mm într-un arc scurt, fără încălzire și fără tăiere a marginilor, cu cusătura una sau ambele fețe cu oscilații mici ale electrodului. | ||||
| OZB-2M / CuSn | ||||
| Pentru sudarea și acoperirea suprafețelor de bronz, sudarea defectelor din bronz și fontă. Sudarea și sudarea posibilă a alamelor. | ||||
| OZB-3 / Cu | Pspets. | |||
| Pentru acoperirea suprafețelor în fabricarea și restaurarea electrozilor mașinilor de sudură cu rezistență, inclusiv pentru armarea barelor de sudură. | ||||
Electrozi pentru sudare de nichel și aliajele sale. Sudarea nichelului și a aliajelor sale este dificilă datorită sensibilității deosebite la gazele dizolvate în bazinul sudat: azot, oxigen și hidrogen, ceea ce determină formarea de fisuri și pori fierbinți. Pentru a preveni apariția acestor defecte, este necesar să se utilizeze metale comune și electrozii de sudură de înaltă puritate și să se pregătească cu o înaltă calitate.
Caracteristicile electrozilor pentru sudarea nichelului și a aliajelor sale
| Electrod de marcă, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| RLA-32 | ||||
| Pentru produsele din nichel NP-2, NA-1, pentru suprafețele de oțel carbon și oțeluri aliate în echipamente care funcționează în medii de producere a bicarbonatului de sodiu alcalin și clor, fabricarea săpunurilor, fabricarea fibrelor sintetice etc., precum și nichelul sudat cu carbon și oțelurile rezistente la coroziune. Sudarea "rolelor de umplere" cu o amplitudine de oscilații transversale de cel mult două diametre ale electrodului. Electrodul este perpendicular pe produs. Spargeți arcul treptat, direcționându-l spre metalul de sudură. | ||||
| In-56U | ||||
| Pentru sudarea produselor metalice Monel și a echipamentelor din oțeluri dublu strat (St3sp + Monel-metal) din partea stratului rezistent la coroziune, precum și pentru acoperirea suprafețelor. Sudarea metalului monel cu oțeluri cu conținut scăzut de carbon este posibilă. Roluri de sudură cu lățimea de până la 12 mm. | ||||
Electrozi pentru taiere de metal
Tăierea cu arc a metalului cu electrozi acoperiți este adesea folosită pentru instalarea și repararea structurilor metalice. Este eficient deoarece nu are nevoie echipament suplimentar și calificările speciale ale lucrătorilor. Electrozii pentru tăiere diferă de electrozii pentru sudare cu putere mare de arc termic, rezistență ridicată la căldură a stratului de acoperire, oxidabilitate intensă a metalului lichid. Se recomandă utilizarea acestor electrozi pentru a îndepărta articulațiile defecte sau secțiunile acestora, îndepărtați clemele, niturile, șuruburile, fisurile de tăiere etc. Strălucire înainte de sudare: 170 ° C; 1h.Caracteristicile electrozilor pentru tăierea metalelor
| Electrod de marcă, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| ISP-1 | Pspets. | |||
| Tăiere, găurire, găuri de perforare, îndepărtarea secțiunilor defecte ale îmbinărilor sudate și piese turnate, tăierea muchiilor de sudură și rădăcină de sudură, efectuarea altor lucrări similare în fabricarea, instalarea și repararea pieselor și structurilor din toate tipurile de oțel (inclusiv aluminiu) cupru și aluminiu și aliajele lor. Asigurați o tăietură curată (fără bavuri și incrustații pe suprafața tăieturii). Tăierea se face în condiții ridicate, cu înclinarea electrodului în direcția opusă direcției de tăiere (unghi de avans). În acest caz, electrodul trebuie să efectueze o mișcare alternativă: "înainte și înapoi" sau "de sus în jos". | ||||
| ORM-2 | Pspets. | |||
| Tăierea armăturii, tăiere. Tăiere, găuri de perforare, îndepărtarea suprafețelor defecte ale îmbinărilor sudate și a pieselor turnate, tăierea muchiilor de sudură și rădăcină de sudură, efectuarea altor activități similare în fabricarea, instalarea și repararea pieselor și structurilor din toate tipurile de oțel (inclusiv aliate), fontă, cupru și aluminiu și aliajele lor. Asigurați o tăietură curată (fără bavuri și incrustații pe suprafața tăieturii). Acestea au o eficiență sporită la tăierea armăturii cu bare de construcție cu diametru mare (timpul de tăiere pentru bara cu diametrul de 16 mm este de 2-3 s, cu diametrul de 40 mm - 14-16 s). Tăierea se face în condiții ridicate, cu înclinarea electrodului în direcția opusă direcției de tăiere (unghi de avans). În acest caz, electrodul trebuie să efectueze o mișcare alternativă: "înainte și înapoi" sau "de sus în jos". | ||||
Electrozi pentru sudarea oțelurilor aliate rezistente la căldură
Electrozii pentru sudarea oțelurilor rezistente la căldură dopat trebuie, în primul rând, să asigure rezistența la căldură necesară a îmbinărilor sudate - capacitatea de a rezista sarcinilor mecanice la temperaturi ridicate.Pentru structurile care funcționează la temperaturi de până la 475 ° C, se folosesc electrozi de molibden de tip E-09M, iar la temperaturi de până la 540 ° C se utilizează electrozi cromomolibden de tipurile E-09MH, E-09X1M, E-09X2M1 și E-05X2M.
Pentru structurile care funcționează la temperaturi de până la 600 ° C se folosesc electrozi de crom-molibden-vanadiu E-09X1MF, E-10X1M1NBF, E-10X3M1BF.
Electrozii Э-10Х5МФ cu conținut ridicat de crom sunt destinați sudării structurilor din oțel cu conținut ridicat de crom (12Х5МА, 15Х5М, 15Х5Мфа etc.) care lucrează în mediu agresiv la temperaturi de până la 450 ° С.
Pentru sudarea oțelurilor rezistente la căldură se utilizează mai des electrozi cu acoperire principală, care asigură rezistența metalului de sudură la temperaturi ridicate, precum și o tendință scăzută de formare a fisurilor fierbinți și reci.
Caracteristicile electrozilor pentru sudarea oțelurilor aliate rezistente la căldură
| Tip E-09M Pentru oțelurile din molibden | ||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| CL-6 | ||||
| UONI-13 / 15M | ||||
| MC-2M | ||||
| Pentru oțelurile 16M, 20M, etc., la sudarea liniilor de abur, colectoarele cazanelor care funcționează la temperaturi de până la 475 ° С. Sudarea unui arc scurt pe muchiile curățate. | ||||
| Tip E-09H1M | ||||
| SSSI-13HM | ||||
| Pentru oțelurile 15XM, 20XM etc., inclusiv pentru conductele de sudură și componente ale echipamentelor electrice care funcționează la temperaturi de până la 520 ° C Sudarea cu un arc extrem de scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 150-200 ° C. | ||||
| TML-1 | ||||
| Pentru liniile de abur care funcționează la temperaturi de până la 500 ° C Sudarea printr-un arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 150-300 ° C. Sudare posibilă în tăiere îngustă. | ||||
| TML-1U | ||||
| Pentru oțelurile 12MH, 15MH etc. pentru conducte de sudură și componente ale echipamentelor electrice care funcționează la temperaturi de până la 540 ° C Sudarea unui arc scurt pe muchiile curățate. Este posibilă sudarea în tăiere îngustă cu unghiul de înclinare de până la 15 °. Arcul este foarte stabil. Zgura se separă bine. | ||||
| Tip E-05H2M Pentru oțelurile de crom cu molibden cu un conținut ridicat de crom. | ||||
| H-10 | ||||
| Pentru sudarea oțelurilor de crom-molibden rezistente la căldură dopate, liniile de abur din oțelurile 10X2M, 12XM, 12X2M1-L etc., care funcționează la temperaturi de până la 550 ° C. Sudarea printr-un arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 150-300 ° C. | ||||
| Tip E-09H2M1 Pentru oțelurile de crom-molibden cu conținut ridicat de crom și molibden | ||||
| CL-55 | ||||
| Pentru oțeluri 10Х2М și altele, inclusiv pentru conducte de sudură care funcționează la temperaturi de până la 550 ° С. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și concomitentă la 150-300 ° С | ||||
| Tip E-09MH Pentru oțelurile crom-molibden. | ||||
| UONI-13 / 45MH | ||||
| Pentru oțelurile 12MH, 15XM etc., inclusiv pentru conductele de sudură care funcționează la temperaturi de până la 500 ° C. Sudarea printr-un arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 150-300 ° C. | ||||
| Ozs-11 | ||||
| Pentru oțelurile 12MH, 15MH, 12HMF, 15H1M1F, etc., pentru sudarea conductelor de aburi care funcționează la temperaturi de până la 500 ° C. Sudarea unui arc scurt pe muchiile curățate. Sudarea oțelurilor cu o grosime mai mare de 12 mm cu încălzire preliminară și concomitentă la 150-200 ° С. Recomandat pentru lucrări de instalare. | ||||
| Tip E-09H1MF | ||||
| TML-3 | ||||
| Pentru sudarea îmbinărilor ne-rotative ale conductelor care funcționează la temperaturi de până la 575 ° С. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 250-350 ° C Zgură ușor separată. Rezistență ridicată la metal la formarea porilor în cusătura. | ||||
| TML-3U | ||||
| Pentru oțelurile 12MH, 15MH, 12H2M1, 12H1MF, 15H1M1F, 20HMF1, 15H1M1F-L etc., inclusiv pentru conducte care funcționează la temperaturi de până la 565 ° С. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 350-400 ° C. Sudare în tăiere îngustă cu unghi de înclinare de până la 15 °. | ||||
| CL-39 | ||||
| Pentru oțelurile 12H1MF, 12H2MFSR, 12H2MFB, etc, inclusiv pentru elemente de sudare a suprafețelor de încălzire ale cazanelor și conductelor cu un diametru de până la 100 mm și o grosime a peretelui de până la 8 mm, care funcționează la temperaturi de până la 575 ° С. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 350-400 ° C. | ||||
| Tip E-10H1M1NFB Pentru oțelurile crom-molibden-vanadiu | ||||
| CL-27A | ||||
| Pentru oțelurile 15H1M1F, structuri din piese turnate, forjate și tubulare, care funcționează la temperaturi de până la 570 ° С. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 350-400 ° C. | ||||
| CL-36 | ||||
| Pentru oțelurile 15H1M1F, 15H1M1F-L etc. pentru sudarea liniilor de aburi și a fitingurilor care funcționează la temperaturi de până la 585 ° C. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și concomitentă la 300-350 ° C. | ||||
| Tipul E-10H3M1BF Pentru oțelurile crom-molibden-vanadiu-niobiu | ||||
| CL-26M | ||||
| Pentru oțelurile 12HMFB suprafețele de încălzire ale cazanelor care funcționează la temperaturi de până la 600 ° C, precum și pentru țevile cu pereți subțiri ai supraîncălzitoarelor în condiții de instalare. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și concomitentă la 300-350 ° C. | ||||
| CL-40 | ||||
| Pentru oțelurile 12H2MFB, inclusiv pereții subțiri ai supraîncălzitoarelor, suprafețele de încălzire ale cazanelor care funcționează la temperaturi de până la 600 ° C. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și concomitentă la 300-350 ° C. Produs cu un diametru de 2,5 mm. | ||||
| Tip E-10H5MF Pentru cromul de molibden vanadiu și oțel crom-molibden | ||||
| CL-17 | ||||
| Pentru oțelurile 15X5M (H5M), 12X5MA, 15X5MFA în structurile critice care funcționează în medii corozive la temperaturi de până la 450 ° C. Sudarea printr-un arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 350-450 ° C | ||||
Electrozi pentru sudarea oțelurilor de înaltă calitate
Oțelurile care conțin crom de 13% sunt considerate a fi inoxidabile cu crom. Ele sunt rezistente la coroziunea atmosferică și în medii ușor agresive. Acestea sunt oțeluri 08X13, 12X13, 20X13, care diferă în ceea ce privește sudabilitatea, în funcție de conținutul de carbon.La alegerea electrozilor pentru sudarea acestor oțeluri este necesar să se asigure următoarele proprietăți ale metalului de sudură: rezistența la coroziunea atmosferică și medii slab agresive, rezistența la căldură până la 650 ° C și rezistența la căldură până la 550 ° C. Aceste cerințe sunt satisfăcute de electrozi de tip E-12X13 din clasele LMZ-1, ANV-1 etc., care asigură compoziția chimică, structura și proprietățile metalului de sudură, care sunt aproape de caracteristicile metalului de bază.
Pentru oțelurile de sudură cu conținut redus de carbon și aliate în plus cu nichel, se recomandă utilizarea de electrozi de tip E-06X13N de gradul TsL-41.
Cu o creștere a cantității de crom, rezistența la coroziune și rezistența la căldură a oțelurilor de crom înalt cresc. Conținutul de 17-18% conferă rezistență la coroziune mediului media lichid agresiv. Astfel de oțeluri sunt rezistent la acizi: 12X17, 08X17T, 08X18T, etc. Dacă cantitatea de crom ajunge la 25-30%, rezistența la căldură crește - rezistența la coroziunea gazului la temperaturi de până la 1100 ° С. Este oțel rezistent la căldură: 15X25T, 15X28, etc. Oțel și electrozi în care cel puțin 25% crom sunt adecvați pentru medii cu conținut de sulf.
Alegerea electrozilor pentru sudarea oțelurilor cu crom înalt depinde de cantitatea de crom din oțelurile sudate. Deci, pentru otelurile de oțel cu crom 17%, la care se recomandă electrozi de tip E-10X17T, clasele VI-12-6 etc., pentru cerințele de rezistență la coroziune în medii oxidante lichide sau pentru rezistența la căldură la temperaturi de până la 800 ° C.
Pentru oțelurile de sudură cu crom 25%, ar trebui folosite electrozi de tipul E-08H24N6TAFM, care conferă metalului de sudură o ductilitate ridicată, rezistență la impact și rezistență la coroziunea intergranulară după temperare.
Sudarea oțelurilor cu crom înalt ar trebui efectuată în condiții moderate, cu reducerea căldurii. După fiecare trecere, se recomandă răcirea metalului zonei afectate de căldură la o temperatură sub 100 ° C, ceea ce asigură o creștere minimă a cerealelor.
Oțelurile de oțel cu conținut ridicat de crom bazate pe 13% crom cu dopaj adițional cu molibden, vanadiu, tungsten și niobiu sunt rezistente la căldură. Ele sunt capabile să reziste sarcinilor mecanice la temperaturi ridicate. La alegerea electrozilor pentru aceste oțeluri, principala cerință este asigurarea nivelului necesar de rezistență la căldură a metalului de sudură. Acest lucru se realizează prin obținerea compoziției chimice a cusăturilor, aproape de metalul de bază. Această condiție este satisfăcută cel mai mult de electrozii tipurilor E-12H11NMF din marca KTI-9A, E-12H11NVMF a mărcii KTI-10, E-14H11NVMF a mărcii TsL-32.
Caracteristicile electrozilor pentru sudarea oțelurilor de crom din aliaj de înaltă calitate
| Tip E-12H13 pentru oțel rezistent la coroziune | ||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| UONI-13 / НЖ 12X13 | ||||
| Pentru otelurile de sudare 08X13, 12X13, 20X13 etc., care funcționează la temperaturi de până la 600 ° C, precum și suprafețele de etanșare ale armăturilor din oțel. Sudarea cu preîncălzire la 200-250 ° C În atmosferă de abur și în aer asigură rezistență la căldură până la 540 ° C, rezistență la căldură până la 650 ° C. | ||||
| LMZ-1 | ||||
| Pentru oțelurile 08X13, 1X13, 2X13 etc., care lucrează în medii cu apă dulce și ușor agresive la temperaturi normale. Pentru acoperirea suprafețelor de etanșare ale armăturii. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și concomitentă la 300-350 ° C. După sudare este nevoie de vacanță. | ||||
| AHB-1 | ||||
| Pentru oțeluri 08X13, 12X13 etc., care lucrează în medii cu apă dulce și ușor agresive la temperatură normală. Potrivit pentru suprapunerea suprafețelor de etanșare ale armăturii. După sudare este nevoie de vacanță. Într-o atmosferă de abur și aer, ele oferă rezistență la căldură până la 540 ° C și rezistență la căldură până la 650 ° C. | ||||
| Tip E-10X17T Pentru oțelurile rezistente la coroziune și căldura rezistentă la căldură | ||||
| UONI-13 / НЖ 10Х17Т | ||||
| Pentru oțelurile 12X17, 08X17T și altele, care funcționează la temperaturi ridicate și în medii oxidante. Sudarea unui arc scurt de-a lungul muchiilor curățate cu o intrare minimă de căldură. Rezistența la căldură până la 800 ° C | ||||
| VI-12-6 | ||||
| Pentru oțelurile 12X17, 08X17T etc., care lucrează în medii oxidante la temperaturi de până la 800 ° С. Sudarea unui arc scurt pe muchiile curățate. | ||||
| Tip E-06H13N Pentru oțelurile din oțeluri aliate din oțel inoxidabil | ||||
| CL-41 | ||||
| Pentru oțel 0X12ND, 10Х12НД-Л, 06Х12Н3Д, 06Х14Н5ДМ, etc., care funcționează la temperaturi de până la 400 ° C. Sudarea unui arc scurt de-a lungul muchiilor curățate cu încălzire preliminară și însoțitoare la 80-120 ° C. | ||||
| Tip E-12H11NMF pentru oțeluri rezistente la căldură | ||||
| KTI-9A | ||||
| Pentru oțelurile 15H11MF, 15H11VF etc., care funcționează la temperaturi de până la 565 ° С. Sudarea unui arc scurt pe muchiile curățate. | ||||
| Tip E-12H11NVMF Pentru oțelurile rezistente la căldură | ||||
| CTI-10 | ||||
| Pentru oțelurile 15H11MF, 15H12VNMF și 15H11MFB-L, care funcționează la temperaturi de până la 580 ° C. Sudarea unui arc scurt de-a lungul marginilor goale fără oscilația electrodului cu încălzire până la 350-400 ° С | ||||
| Tip E-14H11NVMF Pentru oțelurile rezistente la căldură | ||||
| CL-32 | ||||
| Pentru sudarea încălzitoarelor cu aburi ale cazanelor de țevi de aburi din oțeluri de 10H11V2MF etc., care funcționează la temperaturi de până la 610 ° С. Sudarea unui arc scurt pe muchiile curățate. | ||||
| Tip E-10H16N4B Pentru oțelurile rezistente la coroziune și căldura rezistentă la căldură. | ||||
| UONI-13 / EP-56 | ||||
| Pentru structurile din oțel 09X16H4B și altele, care lucrează în medii agresive și pentru sudarea conductelor de înaltă presiune. | ||||
Electrozi pentru oteluri rezistent la coroziune, rezistente la acizi. Principala cerință atunci când se aleg electrozii pentru sudarea oțelurilor rezistente la acid este asigurarea rezistenței la coroziune a metalului de sudură în lichide corozive la temperaturi și presiuni normale și ridicate. Acizii și soluțiile lor care posedă atât proprietăți oxidante cât și neoxidante sunt printre cele mai agresive medii lichide.
Pentru structurile de sudare fabricate din oțeluri rezistente la acizi, care se lucrează în medii lichide neoxidante la temperaturi de până la 360 ° C și nu sunt supuse tratamentului termic după sudură, se recomandă electrozi de următoarele tipuri: EA-400 / 10T, EA-400 / 10U etc. ., marca EA-606/10, etc. Tratamentul termic al îmbinărilor sudate realizate de acești electrozi nu este permis.
Pentru structurile care funcționează în medii lichide neoxidante sau cu oxidare redusă, pentru care este necesară temperarea după sudare, sunt recomandate electrozi de gradul EA-898/19 și alții care asigură rezistența cusăturii împotriva corodării intergranulare atât în starea inițială, cât și după temperare.
Structurile care funcționează în medii lichide oxidante, de exemplu în acid azotic, se recomandă să fie sudate cu electrozi de tip E-08Х19Н10Г2Б de tip TsT-15, ZIO-3 și alte tipuri.
Pentru oțelurile rezistente la acid cu conținut scăzut de carbon, conținând până la 0,03% carbon, se folosesc electrozi de tipurile Э-04Х20Н9 din clasele OZL-14A, OZL-36; E-02H20N14G2M2 de mărci OZL-20, etc.
Caracteristicile electrozilor pentru sudarea oțelurilor rezistente la coroziune, rezistente la coroziune
| Tip E-08H19N10G2B | ||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| CT-15 | ||||
| Zio-3 | ||||
| Pentru oțeluri cu un conținut de nichel de până la 16% - 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б și altele care lucrează în medii oxidante. Rezistența la căldură până la 650 ° C | ||||
| Tip E-07H20N9 | ||||
| RLA-8 | ||||
| RLA-14 | ||||
| UONI-13 / НЖ 04Х19Н9 | ||||
| nu a fost prezentat | ||||
| LEZ-8 | ||||
| Pentru oțelul 08Х18Н10, 12Х18Н9, 12Х18Н10Т și altele, când se utilizează metalul de sudură nu a fost prezentat cerințe stricte pentru rezistența la coroziune intergranulară. | ||||
| RLA-8 | ||||
| Pentru oțelul 08Х18Н10, 12Х18Н9, 12Х18Н10Т și altele, când se utilizează metalul de sudură nu a fost prezentat cerințe stricte pentru rezistența la coroziune intergranulară. Sudarea unui arc scurt pe muchiile curățate. | ||||
| CT-50 | ||||
| Pentru oțelul 08Х18Н10, 12Х18Н9, 12Х18Н10Т și altele, când se impun cerințe stricte asupra metalului de sudură pentru rezistența la coroziune intergranulară. Sudarea unui arc scurt pe muchiile curățate. | ||||
| Tip E-08H19N9F2G2SM | ||||
| EA-606/10 | ||||
| Pentru oțelurile 09X17N7Yu, 09X15N8Yu și altele, precum și pentru oțelurile 14X17H2, etc. | ||||
| Tip E-07H19N11M3G2F | ||||
| EA-400 / 10U | ||||
| EA-400 / 10T | ||||
| Pentru oțelul 08Х18Н10Т, 12Х18Н10Т, 08Х17Н13М2Т și altele, care lucrează în medii agresive lichide la temperaturi de până la 350 ° С și care nu sunt supuse tratamentului termic după sudare. Potrivit pentru acoperirea suprafețelor anticorozive. Rezistența la coroziunea intergranulară este asigurată într-o stare după sudură și după austenizare. electrozi EA-400 / 10T oferi mai bine decât EA-400 / 10Useparabilitatea zgurei. electrozi CL-11 pentru oțeluri mai rezistente la coroziune. | ||||
| Tip E-08H19N9F2S2 | ||||
| EA-606/11 | ||||
| Pentru oțelul 08Х18Н10Т, 12Х18Н9Т și altele, care funcționează la temperaturi de până la 350 ° С și care nu sunt supuse unui tratament termic după sudare. Nu este recomandată pentru oțelurile sudate care nu sunt aliate cu titan sau niobiu. | ||||
| GL-2 | ||||
| Pentru oțelul 08Х18Н10Т, 12Х18Н9Т și altele, care funcționează la temperaturi de până la 350 ° С și care nu sunt supuse unui tratament termic după sudare. Nu este recomandată pentru oțelurile sudate care nu sunt aliate cu titan sau niobiu | ||||
| Tip E-08H19N10G2MB | ||||
| EA-898/19 | ||||
| Pentru oțelurile 08Kh18N10T, 08Kh17N13M2T și altele, care lucrează în medii de oxidare și oxidare scăzută la temperaturi de până la 350 ° C și supuse la tratament termic după sudare. | ||||
| Tip E-04H20N9 | ||||
| RLA-36 | ||||
| RLA-14A | ||||
| ANV-32 | ||||
| UONI-13 / NZh-2 / 04H19N9 | ||||
| Pentru oțelurile 08Kh18N10T, 06Kh18N11, 08Kh18N12T, 04Kh18N10 etc. atunci când cerințele privind rezistența la coroziunea intercristalină sunt impuse pe metalul sudat atât în starea inițială, cât și după expuneri pe termen scurt în intervalul de temperaturi critice. Rezistența la căldură până la 800 ° C fără gaze cu conținut de sulf. | ||||
| Tip E-02H20N14G2M2 Pentru oțelurile cu conținut scăzut de carbon rezistente la coroziune | ||||
| RLA-20 | ||||
| Pentru oțelurile 03H16N15M3, 03H17N14M2 cu cerințe stricte față de cusăturile pentru rezistență la coroziune intergranulară. | ||||
Electrozi pentru sudarea oțelurilor rezistente la coroziune de înaltă rezistență. Alegerea electrozilor pentru astfel de oțeluri este foarte limitată. Deci, pentru oțelurile 12X21H5T, 08H21N6M2T, sunt recomandate electrozi care dau metalului de sudură în structură nu un tip cu metalul de bază, ci altul. În acest caz, utilizați electrozi E-08H20N9G2B marchează-CL 11 tip, RLA-7 și altele. Este posibil să se utilizeze electrozi de tip e-09H19N10G2M2B marchează EA-902/14 Ula-36, EA-400/13 și altele. Pentru oțeluri aliate 12H25N5TMFL și 10Х25Н6АТМФ este prevăzut un tip de electrozi - Э-08Х24Н6ТАФМ, care include electrozii marca H-48. Metalul de sudură are o rezistență egală cu metalul de bază cu o grosime de până la 200 mm. Electrozii de acest tip pot fi de asemenea utilizați pentru oțelurile 12Х21Н5Т, 08Х21Н6М2Т. Pentru oțelurile 08Kh22N6T și 08X21N6M2T, s-au dezvoltat electrozi OZL-40 și OZL-41, care sporesc rezistența la coroziune a îmbinărilor atunci când lucrează în medii alcaline. Caracteristicile electrozilor pentru sudarea oțelurilor rezistente la coroziune de înaltă rezistență
| Tip E-08H20N9G2B | ||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| CL-11 | ||||
| Pentru sudarea rezistente la coroziune și rezistent la temperaturi ridicate oțeluri austenitice de tip 08Cr18Ni10Ti, 08H18N12T, 08H18N12B și altele asemenea, în medii agresive la temperaturi care nu depășesc 400 ° C, când sudură metalului cerințe stricte pentru rezistența la coroziune intergranulară. | ||||
| OZL-40 și OZL-41 | ||||
| Pentru oțelul 08H22N6T, 08X21N6M2T și altele care lucrează în medii corozive. | ||||
| DH-15K | ||||
| Pentru oțelurile 10Х17Н13М2Т, 08Х18Н10 etc., care funcționează la temperaturi de până la 600 ° C. Potrivit pentru acoperirea stratului anticoroziv. | ||||
| RLA-7 | ||||
| Pentru oțelurile 08X18H10, 08Kh18N10T, 08KH18N12B și altele, care lucrează în medii corozive, când se impun cerințe stricte pentru metalul de sudură pentru rezistența la coroziune intercristalină. | ||||
| Tip Э-09Х19Н10Г2М2Б | ||||
| EA-902/14 | ||||
| EA-400/13 | ||||
| VAW-13 | ||||
| 36-ANV | ||||
| Pentru structurile de 10H17N13M3T oteluri 08H17N15M3T, 10X17H13M2T, H18N22V2T2 și colab., Funcționează la temperaturi de până la 550 ° C, când cusăturile de a impune cerințe stricte privind rezistența la coroziune intergranulară, nu este supus unui tratament termic după sudare. Sudarea unui arc scurt de-a lungul muchiilor curățate ale cusăturilor "filar" fără vibrații transversale. electrozi 36-ANV diferă prin aprinderea ușoară a unui arc și prin pulverizarea mică. | ||||
| SL-28 | ||||
| Pentru structurile de 10H17N13M3T oteluri 08H17N15M3T, 10X17H13M2T, H18N22V2T2 și colab., Funcționează la temperaturi de până la 550 ° C, când cusăturile de a impune cerințe stricte privind rezistența la coroziune intergranulară, nu este supus unui tratament termic după sudare. Sudarea unui arc scurt de-a lungul muchiilor curățate ale cusăturilor "filar" fără vibrații transversale. | ||||
| Tip E-08H24N6TAFM | ||||
| H-48 | ||||
| Pentru oțelurile 12Х25Н5ТМФЛ, 12Х21Н5Т, 08Х22Н6Т, etc., care funcționează în medii corozive neoxidante la temperaturi de până la 300 ° С | ||||
Electrozi pentru sudarea otelurilor rezistente la căldură (rezistente la scară). Rezistente la căldură (rezistente la scară) sunt considerate a fi oțel care poate rezista distrugerii chimice a suprafeței în aer sau într-un alt mediu gazos la temperaturi de peste 850 ° C în stările descărcate sau ușor încărcate. Acestea conțin până la 20-25% crom și funcționează la temperaturi de până la 1050 ° C și mai mari.
Rezistența la căldură a metalului de sudură până la 1000 ° C pe oțelurile 20X23H13, 20X23H18 etc. se realizează prin electrozi de tip Э-10Х25Н13Г2 de grade СЛ-25, ОЗЛ-6, ЦЛ-25.
Pentru sudarea oțelurilor rezistente la căldură, lungă de lucru la temperaturi de peste 1000 ° C, trebuie utilizat electrozii de tip E-12H24N14S2 marchează RLA-5, CT-17, etc., și electrozii de tip E-10H17N13S4 de brand RLA-29, oferind rezistență la căldură la o temperatură de 1100 ° C în medii de oxidare și carburizare. Pentru structurile care funcționează în medii cu conținut de sulf, se utilizează oțeluri rezistente la căldură rezistente la nichel, 15X25T, 15X28, etc.
Caracteristicile electrozilor pentru sudarea otelurilor rezistente la căldură (rezistente la scară)
| Tip E-10H25N13G2 | ||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| UONI-13 / NZh-2 / 07H25N13 | ||||
| ZIO-8 | ||||
| CL-25 | ||||
| RLA-6 | ||||
| Pentru 10X23H18, 20X23H13, 20X23H18 etc., care lucrează în medii fără compuși de sulf la temperaturi de până la 1000 ° C, precum și pentru oțelurile cu strat dublu din stratul aliat fără cerințe de rezistență la coroziunea intergranulară. Cusăturile sunt predispuse la fragilitate la 600-800 ° C. Arcul scurt Pregătirea marginilor termice nu este permisă. | ||||
| SL-25 | ||||
| Același lucru pentru oțelurile rezistente la căldură. | ||||
| Tip E-12H24N14S2 | ||||
| RLA-5 | ||||
| CT-17 | ||||
| Pentru oțelurile 20X25H20C2, 20X20H14C2, etc., care funcționează la temperaturi de până la 1100 ° C în medii de oxidare și carburizare. Sudarea rolelor înguste. | ||||
| Tip E-10H17N13S4 | ||||
| RLA-29 | ||||
| RLA-3 | ||||
| Pentru oțelurile 20X20H14C2, 20X25H20C2, 45X25H20C2, etc., care funcționează la temperaturi de până la 1100 ° C în medii de oxidare și carburizare, precum și pentru oțelul 15X18Н12С4ТЮ care funcționează în medii agresive fără cerințe înalte de rezistență la coroziunea intergranulară. | ||||
Electrozi pentru sudarea oțelurilor rezistente la căldură. Pentru oțelul rezistent la căldură, care funcționează într-o stare încărcată la temperaturi ridicate pentru o anumită perioadă de timp și în același timp are o rezistență suficientă la formarea scării. Rezistența ridicată la căldură a oțelurilor crom-nichel este obținută prin creșterea conținutului de nichel și alierea suplimentară cu titan, niobiu, molibden, tungsten etc.
Trebuie avut în vedere faptul că rezistența la căldură a îmbinărilor sudate poate să difere semnificativ de rezistența la căldură a suportului și de metalul de sudură. Prin urmare, alegerea unui electrod în conformitate cu principiul rezistenței termice egale sau apropiate la căldură a sudurii și a metalelor de bază este justificată numai pentru resursele de lucru pe termen scurt ale îmbinărilor sudate. Pentru resurse pe termen lung, este mai bine să luați electrozi care dau un metal de sudură mai ductil. Acest principiu corespunde cu electrozii care aliază metalul de sudură cu molibden, cum ar fi tipul E-11X15N25M6AG2 de grade EA-395/9, TsT-10, NIAT-5 și tip E-08Kh16N8M2 din marca TsT-26.
Pentru sudarea oțelurilor rezistente la căldură care conțin până la 16% nichel și care funcționează la temperaturi de până la 600-650 ° С, precum și dacă îmbinări sudate după sudare, ele sunt supuse unui tratament termic prin temperare, se utilizează electrozi de tip E-09H19N11G3M2F din clasele KTI-5, TsT-7 și E-08Kh19N10G2B (vezi mai sus) din clasele TsT-15 și ZIO-3.
La sudarea straturilor rădăcinoase ale sudurilor de capăt multistrat din oțeluri rezistente la căldură, atunci când amestecarea metalului de bază cu metalul de sudură este mare și nu asigură rezistența tehnologică a sudurilor, se vor folosi electrozi de tipul E-08Х20Н9Г2Б din clasa TsT-15-1.
Electrozii de tip Э-27Х15Н35В3Г2Б2Т КТИ-7 și КТИ-7А sunt utilizați pentru sudarea oțelurilor rezistente la căldură care conțin 35% nichel și dopați cu niobiu, care lucrează la temperaturi de până la 700-750 ° С.
Pentru sudarea otel rezistent la căldură cu 35% Ni, dar fără niobiu, dar dopați molibden și mangan, sunt utilizate tipuri de electrozi E-11H15N25M6AG2 marchează EA-395/9 NIAT-5, CT-10 si E-09H15N25M6AG2F grad EA-981/15. Trebuie remarcat faptul că metalul depus de astfel de electrozi nu este rezistent la coroziunea intergranulară în stare după sudare și după tratamentul termic. Prin urmare, astfel de electrozi sunt inadecvați dacă structura funcționează de asemenea într-un mediu lichid coroziv. Straturile care intră în contact cu mediile agresive trebuie să fie realizate cu electrozi de tipul Е-07Х19Н11М3 (vezi mai sus), grade EA-400 / 10У și ÅA-400 / 10Т.
Caracteristicile electrozilor pentru sudarea oțelurilor rezistente la căldură
| Tip E-11H15N25M6AG2 | ||||
| marca, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| EA-395/9 și TsT-10 | ||||
| Pentru oțeluri și aliaje ХН35ВТ, Х15Н25АМ6 și altele, conținând până la 35% nichel, dar fără niobiu, care funcționează la temperaturi de până la 700 ° С. Pentru compușii diferiți de oțeluri de înaltă aliere cu carbon și cu aliere redusă. Pentru structurile care funcționează la temperaturi de până la -196 ° C Arcul scurt Curățați marginile. | ||||
| NIAT-5 | ||||
| Pentru oțeluri și aliaje ХН35ВТ, Х15Н25АМ6 și altele, conținând până la 35% nichel, dar fără niobiu, care funcționează la temperaturi de până la 700 ° С. Pentru compușii diferiți din oțeluri de înaltă aliere cu carbon și carbon scăzut. Pentru structurile care funcționează la temperaturi de până la -196 ° C Arcul scurt Curățați marginile. | ||||
| Tip E-08H16N8M2 | ||||
| CT 26 | ||||
| Pentru oțelurile 10Х14Н14В2М, 08Х16Н13М2Б și altele, în linii de aburi care funcționează la temperaturi de 600-850 ° С. | ||||
| Tip E-08H20N9G2B | ||||
| CT 15-1 | ||||
| Pentru sudarea straturilor radiculare ale cusăturilor realizate de electrozi CT-15. | ||||
| Tip E-09H19N11G3M2F | ||||
| LPS-5 | ||||
| CT-7 | ||||
| Pentru oțelul 08H16N13M2B, 15H14N14M2VFBTL (LA-3) și altele, care funcționează la temperaturi de până la 600 ° C și supuse la tratament termic după sudare, precum și pentru defectele de turnare prin sudură ale acestor oțeluri. Sudarea unui arc scurt de-a lungul muchiilor curățate cu role scurte fără vibrații transversale. | ||||
| Tip E-27H15N35V3G2B2T | ||||
| KTI-7 | ||||
| KTI-7A | ||||
| Pentru aliaje pe bază de fier-nichel, ХН35ВТ, ХН35ВТЮ și altele, care funcționează mult timp la temperaturi de până la 750 ° C, precum și pentru tuburi de reacție în cuptoare de conversie a metalelor din oțel 45X20Н35С, 25Х20Н35 etc., care funcționează la temperaturi de până la 900 ° C. Sudarea rolelor scurte cu arc scurt, fără vibrații transversale. | ||||
| Tip E-09H15N25M6AG2F | ||||
| EA-981/15 | ||||
| Pentru sudarea oțelurilor de crom-nichel-molibden și oțeluri crom-nichel-molibden-vanadiu rezistente la coroziune, precum și a oțelurilor de înaltă rezistență de tip AK și a oțelurilor manganice de tip 110Г13-Л. | ||||
Electrozi pentru sudarea oțelurilor și aliajelor diferite
Oțelurile și aliajele diferite sunt materiale care diferă brusc în ceea ce privește proprietățile fizice și mecanice, compoziția chimică și sudabilitatea. Potrivit semnului de eterogenitate, oțelul poate fi împărțit în 4 grupe: carbon și aliat, aliate cu o rezistență crescută și ridicată, rezistente la căldură, aliate.Sudarea oțelurilor și a aliajelor diferite poate să difere semnificativ de sudarea materialelor omogene, deoarece crește probabilitatea fisurilor în metalul de sudură, apariția în zonele de topire a zonelor cu eterogenitate structurală, creșterea excesivă a tensiunilor reziduale datorită diferenței mari în coeficienții de dilatare a materialelor sudate.
Majoritatea electrozilor utilizați în sudarea oțelurilor și aliajelor diferite sunt electrozii destinați sudării oțelurilor de înaltă aliere și a oțelurilor aliate cu rezistență ridicată și de înaltă rezistență, care conferă o sudură cu o structură metalică uniformă și foarte plastică.
Alegerea unui electrod poate fi făcută în conformitate cu tabelul compilat ținând cont de experiența internă a sudării metalelor diferite.
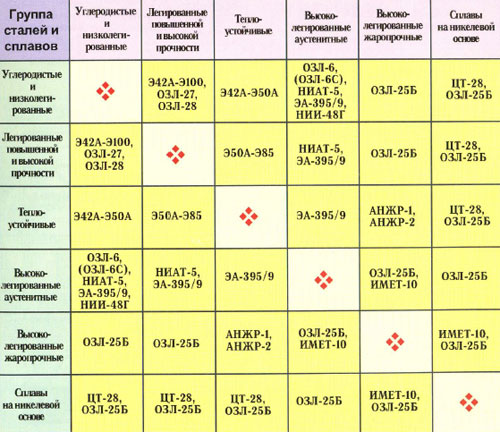
Caracteristicile electrozilor pentru sudarea oțelurilor și aliajelor diferite
| Electrod de marcă, domeniul de aplicare și caracteristicile tehnologice | Pok- rytie | Genul, polaritatea curentă | Coeficienți. nap- magazine, g / a • h | pozitiv tensiune cusături |
| ANZHR-1 | ||||
| ANZHR-2 | ||||
| Sudarea oțelurilor rezistente la căldură cu oțeluri rezistente la temperaturi ridicate. | ||||
| RLA-27 | ||||
| RLA-28 | ||||
| Sudarea oțelurilor de carbon cu aliaj, inclusiv cu oțeluri dificil de sudat. | ||||
| RLA-6 | ||||
| RLA-6C | ||||
| Sudarea oțelurilor cu conținut de carbon și aliate cu oțeluri aliate de înaltă calitate. | ||||
| NIAT-5 | ||||
| EA 395/9 | ||||
| Sudarea oțelurilor slab aliate și aliate cu oțeluri de înaltă aliere. | ||||
| RLA-25B | ||||
| Sudarea oțelurilor diferite: rezistente la coroziune, rezistente la căldură, rezistente la căldură și aliaje pe bază de nichel. | ||||
| IMET-10 | ||||
| Sudarea oțelurilor și a aliajelor rezistente la căldură. | ||||
| CT-28 | ||||
| Sudarea carbonului, a oțelului slab aliat și a cromului cu aliaje pe bază de nichel. | ||||
| NII-48g | ||||
| Sudarea oțelurilor slab aliate, speciale și cu conținut ridicat de mangan cu oțeluri de înaltă aliere | ||||
Când utilizați conținutul acestui site, trebuie să puneți legături active către acest site, vizibile de utilizatori și de roboții de căutare.




