Surse de alimentare cu arc de sudură. Invertor de sudare - Sursă de alimentare cu arc de sudură
Pentru sudarea cu arc, se utilizează atât curentul permanent, cât și curentul alternativ. Sursele DC sunt generatoare de sudare (traductoare de sudură și agregate) și redresoare de sudură (seleniu și siliciu). Sursa curentului alternativ este transformatoare de sudură, acestea sunt utilizate semnificativ mai des. Ele sunt mai simple în fabricație, au o mică masă și costuri și, de asemenea, au o eficiență mai mare și mai durabilă. Cu toate acestea, atunci când se aplică, un curent alternativ al ARC este instabil, de 100 de ori pe secundă, tensiunea și curentul arcului trec prin valoarea zero, ceea ce duce la o deionizare temporară a decalajului ARC.
Curentul constant este preferabil în relația tehnologică, când se utilizează, stabilitatea arderii arcului crește, condițiile de sudare în diferite poziții spațiale se îmbunătățesc, este posibil să se sudură drept și polaritatea inversă.
La surse curent de sudare Următoarele cerințe sunt impuse: acestea ar trebui să ofere aprindere ușoară și arderea arcului durabil, limitarea curentului de scurtcircuit trebuie să fie în siguranță în funcționare și să aibă proprietăți dinamice bune. Proprietățile dinamice sunt determinate de timpul de recuperare a tensiunii din momentul scurtcircuitului atunci când este aproape egal cu zero, la valoarea de 18-20V, când arcul este aprinderea. Acest timp nu trebuie să depășească 0,05 ° C, cu atât mai rapid este restabilirea tensiunii, demnitatea proprietăților sursei de alimentare.
|
dar b. Smochin. 3.. Caracteristicile externe ale sursei de alimentare și arc de sudură |
Modul de combustie a arcului de sudare este determinat de punctul de intersecție a caracteristicilor arcului 1 și sursa actuală 2 (Figura 3, b.). Punctul A se numește un punct de ralanti - sursa de curent este inclusă, dezvoltarea tensiunii maxime (60-80V), iar lanțul de sudură este deschis. Punctul B - Punctul de ardere instabilă a arcului. Atunci când curentul arc corespunzător acestuia, fie iese, fie curentul ARC crește la modul de ardere constantă. Punctul C este un punct de ardere durabilă a arcului (U p \u003d 15-30V). Punctul D corespunde modului de scurtcircuit, care are loc la aprinderea arcului și închiderea acestuia este caracterizată printr-o tensiune mică, încercând la zero și un curent crescut, dar limitat (i kz ≤ 1,5i p) pentru a preveni supraîncălzirea firelor conductive și sursele curente.
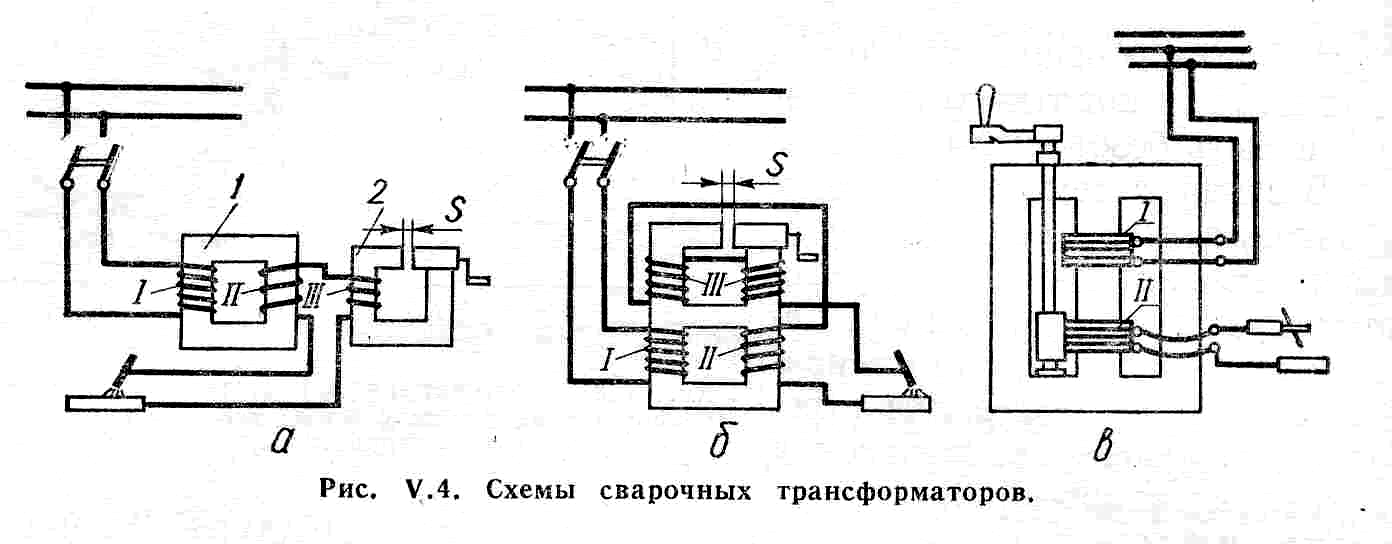
Transformator de sudare (Fig.4) Reduce tensiunea de rețea mare (220 sau 380V) la tensiune muta inactivă (60-80V). În plus, transformatorul creează o caracteristică externă care se încadrează pe arc. Pentru acest lucru în mod consecvent cu ARC și secundar 2 Înfășurarea transformatorului include bobina reactivă (accelerație) 3 . În timpul trecerii curentului de sudură în rândul înfășurării clapetei de accelerație 3 Auto-inducția de sine indică este îndreptată opus de EDC principal al transformatorului. Prin urmare, tensiunea furnizată la arc scade de la valoarea de ralanti la 18-30V în timpul arderii arcului și aproape la zero cu un scurtcircuit. Actualul din transformator este reglat prin schimbarea amplorii de auto-inducție a sufletului cu o creștere sau o scădere a spațiului de aer dintre mobil 1 (trebuie să trageți) și fixați 2 părți ale nucleului său. Cu o creștere a decalajului de auto-inducție a accelerației, care depinde de debitul magnetic al miezului, scade și de stresul asupra arcului și, prin urmare, creșterea curentului de sudură. Cu o reducere a decalajului - la rândul său. Datorită prezenței rezistenței inductive, se realizează caracteristica externă a sursei curentului de sudură.
|
Smochin. patru.. Schema transformatorului de sudare |
Traductoare de sudură.Pentru sursele de sudare de DC servește traductoare de sudură și unităților de sudură. Convertorul de sudură constă dintr-un generator DC și un motor de acționare, o unitate de sudură - de la generator și un motor cu combustie internă (D.V.). Unitățile de sudare sunt utilizate pentru a lucra în câmp și în cazurile în care tensiunea fluctuează în rețeaua electrică de alimentare. Generator și D.V. (benzina sau motorina) sunt montate pe un cadru partajat fără roți, pe patinoar, roți, în corpul mașinii și pe baza tractorului.
|
Smochin. cinci. Schema generatorului de sudare |
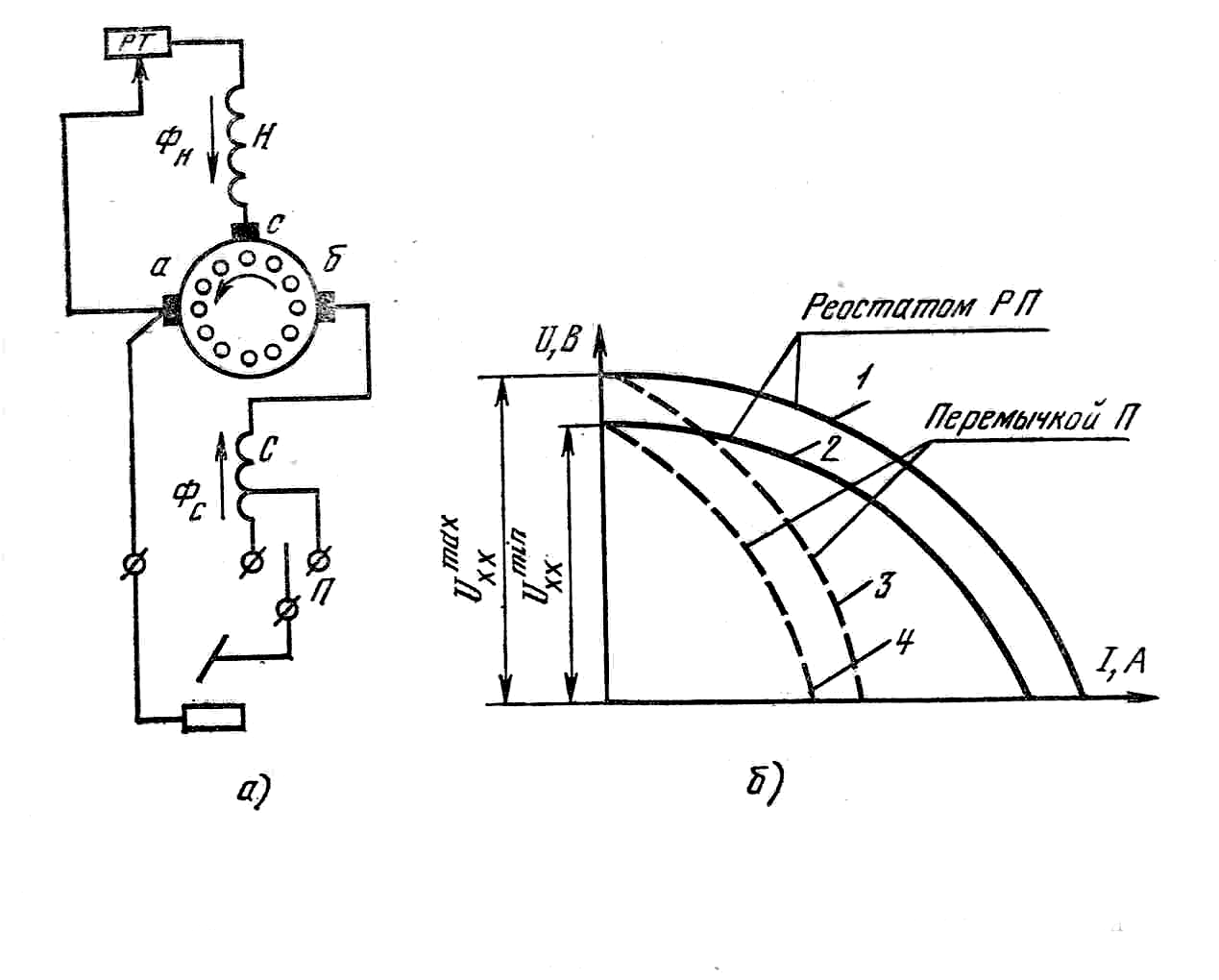
Luați în considerare diagrama generatoarelor cu înfășurările de excitare secvențiale secvențiale magnetizante (fig.5). O caracteristică distinctivă a generatoarelor unei astfel de scheme este utilizarea principiului auto-excitației. Prin urmare, polii lor sunt fabricați din oțel feroomagnetic având magnetism rezidual.
După cum se poate observa din schemă (figura 5), \u200b\u200bgeneratorul are două înfășurări pe stalpi principali: o lichid de excitație N. și a permis în mod constant înfășurarea de demagnetizare CU. Serpuit, cotit N. Conectat la opțional cu și de bază dar Perii generatorului, tensiunea dintre care este constant mare și nu se schimbă cu o schimbare a încărcăturii. Fluxul magnetic F. n. Această înfășurare este constantă în magnitudine, astfel încât înfășurarea N. Apelați o înfășurare independentă de excitație.
La Illing, E.D.S. Generatorul este indus numai de un flux magnetic F. n. . La aprinderea curentului de sudare a arcului trece prin înfășurarea serială CUcare este conectat la periile principale dar și b. astfel încât fluxul magnetic F. cu îndreptate împotriva unui flux magnetic F. n. . Acest lucru determină efectul de demagnetizare al înfășurării secvențiale. EMF, indus de ancora generatorului, cu atât mai mare este mai mare fluxul magnetic F. cu , a cărei valoare depinde de curentul lanțului de sudură. Cu cât este mai mic curent în lanțul de sudură, cu atât mai puțin F. cu Și cu atât este mai mare tensiunea generatorului. Cu închidere scurtă, adică La curent maxim în lanțul de sudură, fluxul magnetic F. cu Înfășurarea secvențială este aproape egală cu fluxul magnetic F. n. Înfășurări independente de excitare și tensiune pe clemele generatorului aproape de zero. Interacțiunea fluxurilor magnetice de două înfășurări este asigurată de caracteristica externă a generatorului de sudură.
Sudarea de îndreptare.Redresoarele de sudare sunt dispozitive care sunt convertite cu elemente semiconductoare (supape) alternând curentul la constantă și destinate alimentării arcului de sudură. Acțiunea lor se bazează pe faptul că elementele semiconductoare sunt efectuate numai într-o singură direcție.
Diagrama electrică conceptuală a redresorului de sudură este reprezentată în fig. 6. Redresorul de sudură constă din două părți principale: un transformator cu trei faze redus I cu un dispozitiv de control și un bloc de redresor Soare.constând în supape de seleniu (sau siliciu). Designul redresorului de sudură complică într-o oarecare ventilator în el DV. Pentru a răci blocul de redresor. Pornirea redresorului la locul de muncă este făcută de un comutator lot Pv.. Ventilatorul este închis cu redresor cu releu de aer Rkv.. Cu funcționarea normală a ventilatorului, releele de comandă a ventilației Rkv.incluse în fluxul de aer de la ventilator și starterul magnetic P.MConectarea înfășurarii transformatorului de sudură cu rețeaua. Dacă ventilatorul este deteriorat, redresorul nu pornește dacă deteriorarea apare în timpul funcționării, redresorul se va opri.
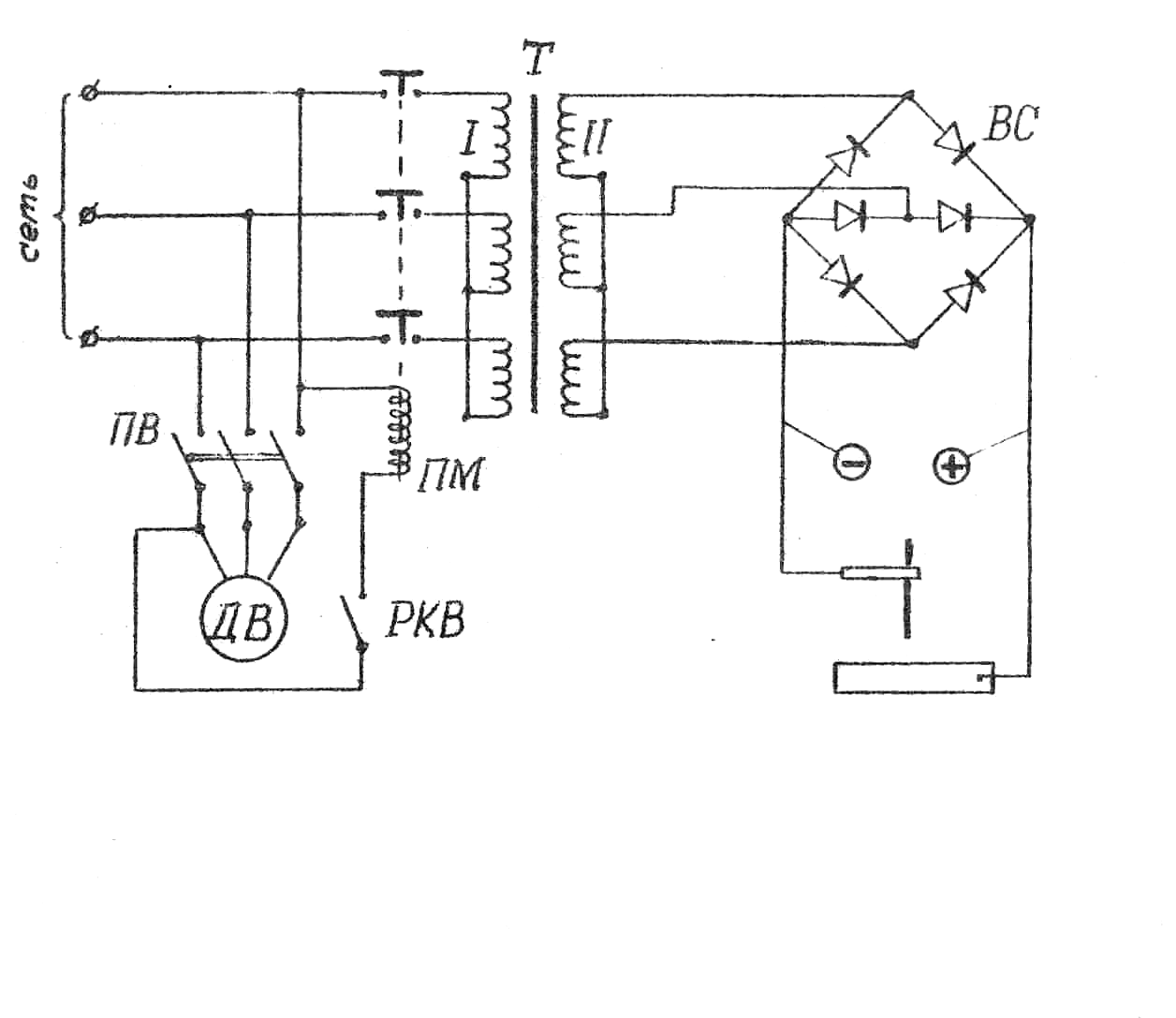
Smochin. 6.. Schema de redresor trifazat
Redresoarele de sudură în fața convertoarelor au următoarele avantaje: o eficiență mai mare și mai puțin pierderi de inactivitate, cele mai bune proprietăți dinamice, mai puțină masă, fiabilitate mai mare și ușurință de întreținere în timpul funcționării, fără zgomot, o mai mare eficiență în producție. Principalul dezavantaj al redresoarelor de sudare este sensibilitatea lor mare la fluctuațiile de tensiune de rețea decât traductoarele de sudură. La fel ca generatoarele de sudare, ele pot fi o singură platformă și multiple și au o caracteristică externă de cădere, comună sau rigidă. Pentru a crea o caracteristică care se încadrează, se utilizează transformatoare de sudură cu împrăștierea magnetică mărită sau o accelerație este folosită în acest scop. Pentru sudarea manuală, sunt utilizate redresoarele cu o caracteristică externă care se încadrează.
Surse de curent de sudare.
Sursele curente pentru alimentarea arcului de sudură trebuie să aibă o caracteristică externă specială. Caracteristica exterioară a sursei este dependența tensiunii pe bornele sale de ieșire din curentul din circuitul electric. Caracteristicile externe pot fi următoarele tipuri principale: căderea 1, incidentul gol 2, rigid 3 și creșterea 4 (figura 4, a). Sursa curentă este selectată în funcție de caracteristicile de volt-amperi ale arcului corespunzător metodei de sudură adoptate.
Pentru a alimenta arcul cu o caracteristică rigidă, se utilizează surse cu caracteristici externe care se încadrează sau cântărind (sudarea manuală a arcului, automată sub flux, sudarea în gaz de protecție Electrod necalificat). Modul de combustie al arcului este determinat de punctul de intersecție al caracteristicilor arcului 6 și de sursa de curent 1 (figura 4, b). Punctul C corespunde arderii rezistente a arcului, punctul A - modul inactiv în sursa de curent în timpul perioadei în care arcul nu este aprins și lanțul de sudură este deschis. Modul de ralanti este caracterizat prin tensiune crescuta (60-80 V). Punctul O corespunde circuitului scurt în aprinderea arcului și închiderea acestuia cu picături de metal de electrod lichid. Un scurtcircuit se caracterizează prin tensiune joasă, căutând la zero și șoc ridicat, dar limitat.
Sursele curentului de sudură cu o caracteristică care se încadrează sunt necesare pentru a facilita aprinderea arcului datorită tensiunii crescute a cursei, asigurând arderea durabilă a arcului și capacitatea implicită aproape constantă a arcului.
Smochin. 4. Caracteristicile externe ale surselor de curent de sudură (a) și raportul caracteristicilor arcului și caracteristicile incidentelor
sursa curentului la sudarea (b)
Sursele AC (transformatoare de sudură) și sursele DC (redresoare și generatoare de sudură) sunt utilizate pentru a alimenta arcul de sudură. Sursele AC sunt mai frecvente, deoarece au o serie de avantaje tehnice și economice. Transformatoarele de sudură sunt mai ușor de operat, mult mai durabile și au o eficiență mai mare decât redresoarele și generatoarele DC. Cu toate acestea, în unele cazuri (sudarea pe curenți mici acoperită cu electrozi și sub flux) la alimentarea arcului, arcul este instabil, deoarece la fiecare 0,01 cu tensiunea și curentul arc trec prin valori zero, ceea ce duce la o deionizare temporară a Gapul arc. Curentul permanent este preferabil în tehnologică.
Surse de curent de sudare
Echipamente de sudare: Tipuri de sudare, surse de curent de sudură, parametrii principali ai mașinii de sudare, protecția sudorului
Articolul este luat de la revista Consumer (2010) http://www.master-forum.ru/power-cai?id\u003d2005
Cu ajutorul sudării, se efectuează o cantitate semnificativă de lucrări diferite în diverse domenii, de la microelectronică la fabricarea structurilor multi-ferestre. Sudarea ca metodă de conectare a metalelor a intrat în viața noastră cu puțin peste o sută de ani în urmă, dar este imposibil să-i supraestimați astăzi valoarea. Deoarece metalele și aliajele pot avea o formă diferită, dimensiune și compoziție chimicăAu fost dezvoltate o varietate de tehnologii relevante, unelte și dispozitive relevante. Dar sudarea electrică (și uneori tăierea) a metalelor, în primul rând, este considerată metoda principală și merită. oțeluri cu aliaj scăzut. Printre avantajele sudării electrice este o conexiune rapidă și fiabilă a materialelor cu costuri minime. Cu toate acestea, dacă este necesar, cu ajutorul mașinii de sudare, este posibilă tăierea metalului și chiar în locuri greu accesibile unde cealaltă unealtă nu se potrivește pur și simplu. În ultimele decenii, mașinile de sudare sunt fabricate utilizând componente electronice, ceea ce și-au redus în mod semnificativ masa și dimensiunile și le-au permis să-și extindă utilizarea în viața de zi cu zi.
Surse de curent de sudare
Aceasta este partea principală a oricărei mașini de sudare, transformând o tensiune de rețea într-un curent constant sau alternativ cu parametri specificați.
Există, de asemenea, dezavantaje ale invertoarelor, dar le pot fi numite cu o întindere mare. Este necesar să se facă distincția între invertor în viața de zi cu zi sau în producție.
Principalul dușman al circuitelor electronice - umiditate și praf, în special metalic. Prin urmare, nu se recomandă includerea acestuia în spațiile de praf și în special în muncă "bulgară" lângă invertorul inclus.
Desigur, în timpul ploii de lucru trebuie întrerupt, este interzisă de reglementările de siguranță și nu numai pentru că este dăunător dispozitivului. Modele profesionale Mai bine protejate de praf și umiditate, dar, de asemenea, stand în consecință. În orice caz, din când în când, dispozitivul trebuie să fie deschis și să sufli cu aer comprimat.
Electronica este sensibilă la calitatea curentului, prin urmare, în schema de invertor includ diferite elemente de protecție: senzori de supraîncălzire, siguranțe, uneori - dispozitive de închidere atunci când tensiunea scade sub nivelul admisibil, totuși, aproape toate dispozitivele pot funcționa la o tensiune de la 170 la 250 V. Pentru a proteja împotriva saltului ascuțit de tensiune (peste 270 V), mulți producători instalează varistoare ("comprimate"), împărțintă cu o creștere accentuată a tensiunii. După aceasta, varistorul deteriorat trebuie înlocuit, această reparație este simplă și ieftină. Dacă funcționarea autonomă este planificată de la generatorul electric, este necesar să selectați dispozitivul cu un compensă integrat a picăturilor de tensiune de alimentare. Despre producătorii de prezență previne separat, invertorul fără să nu reușească rapid.
Dispozitivul nu trebuie depozitat în timpul iernii într-o cameră neinalizată - Electronica necesită o relație atentă.
Există un alt "dezavantaj": este mult mai complicat să lucrați la un transformator sau un redresor decât în \u200b\u200binvertor, dar ați învățat să lucrați la "Trance" fără probleme, dar tranziția inversă este mult mai dificilă - trebuie să termine.
Parametrii principali ai mașinii de sudură
Un parametru foarte important pentru funcționarea mașinii de sudură, indiferent de dispozitivul său, este durata includerii (PV) cu diferite valori curente de sudură. Aici diferiți producători au tehnici de măsurare diferite. În standardul european EN 60974-1, durata sudării este luată în considerare la o temperatură de 40 ° C până la prima oprire a dispozitivului de la supraîncălzire, iar PV este calculat pe baza relației de această dată la o perioadă de 10 minute ciclu de lucru. Cu mai mult de realitate, condițiile conform metodei companiei italiene Telwin (T \u003d 20 ° C, lucrul cu întreruperile) ia în considerare în primul rând numărul de electrozi care pot fi utilizați în această perioadă de timp. Desigur, PV, calculat pe a doua metodă, este considerabil mai mare și atunci când se alege dispozitivul trebuie clarificat așa cum sa luat în considerare. Cu toate acestea, în procesul de lucru, este rar să arzi un contract de mai mulți electrozi la capacitate maximă, fără o pauză, iar dispozitivul cu PV declarat "european" va funcționa cu 10-20% până când se oprește la fel de mult ca și în cazul în care se oprește la 60 de ani -80% PV, calculată prin tehnica "Telvinovskaya".
Un parametru important și primul lucru care este de obicei acordat atenție este considerat gama de schimbări în curentul de sudură. Indică indirect puterea dispozitivului. Ceea ce este mai mult, cu cât electrodul este mai mare, electrodul poate fi instalat, iar cel mai mare va fi PV atunci când lucrați la electrozi mici cu un curent egal. Pentru scopuri casnice și de a lucra prin electrodul de 3 milimetri de funcționare, toate tipurile de transformatoare sunt mai mult decât suficient de puterea maximă la 150 A, pentru invertoare - și chiar mai puțin, în timp ce sunt recreate calm "patru". Ar trebui să fie amintit că pe o cutie cu electrozi, curenții recomandați sunt de obicei indicați atunci când lucrează cu transformatoare sau redresoare, invertorul poate deja să taie invertorul la astfel de curenți.
Încă una parametru important - Nici un curent inactiv. Poate fi în termen de 60-85 V: cu cât este mai mare, cu atât este mai ușor să lumineze arcul.
Unele modele de mașini de sudură sunt capabile să funcționeze împreună cu dispozitivele de sudare cu argon, sunt disponibile și modele care funcționează în modul semi-automat (sudura de sârmă). Pentru uz casnic, ele nu sunt foarte interesante - astfel de opțiuni sunt rareori necesare, iar costul lor este mult mai mare decât cel al modelelor simple. Dar dacă intenționați să lucrați nivel profesional. Cu diferite tipuri de metale și foi subțiri, aceste funcții vor fi foarte utile.
Tipuri de sudare
Sudarea manuală a arcului cu electrod de topire (MMA). Cel mai frecvent tip de sudare, în care rolul electrodului joacă firul acoperit cu acoperire. În procesul de topire, firul se alătură părților sudate, iar acoperirea (zgura) protejează baia de sudură de efectele oxigenului, contribuind, de asemenea, la îmbunătățirea caracteristicilor arcului și calitatea cusăturii. Cel mai adesea, în acest fel, metalele feroase, fonta și unele tipuri de metale neferoase și aliaje sunt sudate, dar este destul de dificil să se obțină un compus bun în ultimul caz: componentele de pierdere ale aliajelor ard și Conexiunea nu este prea înaltă calitate.
Sudarea manuală în gazele de protecție (TIG). Cel mai adesea, argonul cu un amestec mic de oxigen este utilizat ca gaz pentru a arde murdăria și oxizii în timpul funcționării, iar sudarea se efectuează în grafit neformat sau electrod de tungsten. Ca aditiv, sunt utilizate tije din același material ca și părțile sudate. Calitatea cusăturii cu această metodă este foarte mare, componentele de pierdere ale aliajelor și aditivii de aliere nu ard, baia de sudură este protejată de oxigenul de aer, formarea zgurii este practic exclusă. Sudarea este aproape întotdeauna produsă pe un curent direct de polaritate directă, aluminiu adecvat numai pentru polaritatea din aluminiu sau inversă: atât de multă film de oxid este distrusă. În ciuda faptului că această metodă este destul de scumpă și nici o viteză mare de lucru, este destul de popular și uneori de neînlocuit pentru sudarea oricăror metale în cazul unor cantități mici de muncă sau dacă procesul nu poate fi automatizat din diferite motive.
Sudarea semi-automată (MIG / MAG). Cu aceasta, firul de sudură este de obicei sudat în rolul electrodului, care este alimentat automat zonei de sudare, deși este posibilă sudarea cu un electrod non-compatibil. Dispozitivul este mutat manual. Sudarea se efectuează printr-o curentă permanentă sau de impuls, diferă sudarea în mediul de gaze protectoare inerte (MIG) sau active (MAG) și sudarea firului de pulbere - atunci gazul nu este necesar. Pentru volume mari de metal, este mai rapid la sudarea MMA. Sfera de sudură semi-automată semi-automată a foilor subțiri, oțeluri de înaltă aliaj, metale neferoase, precum și aplicații industriale. Exemplu
Alte metode și metode de sudare
În plus față de cele trei metode principale de sudură enumerate, altele sunt utilizate, în special în producția industrială. Descrie pe scurt unele dintre ele.
Sudarea gazelor. Ca sursă de energie, se utilizează un amestec de oxigen cu gaze combustibile, cel mai adesea cu acetilenă. În viața de zi cu zi, este rar recurs: este nevoie de utilizarea de greu și nu cilindri de gazCalitatea suprafețelor de împerechere nu este prea bună, este posibilă să apară rapid coroziune în zona cusăturii, deoarece metalul se încălzește la o distanță considerabilă de ea, viteza de muncă este mică, dar nici o electricitate nu este necesară deloc. Specii sudarea gazului, deși se bazează pe un principiu complet diferit de acțiune, este sudarea plasmatică. Sursa de căldură aici servește ca un jet de plasmă, obținut prin ionizarea gazului de lucru între electrozi, dintre care unul poate fi un produs sud înainte sau ambii electrozi sunt situați în arzătorul cu plasmă - plastent. Ambele metode în producția industrială sunt utilizate mai des pentru supraîncărcare și tăiere decât pentru sudarea corespunzătoare.
Contact sudare. Cu aceasta, setările conectate sau locurile lor de contact sunt presate una de cealaltă, încălzite cu electricitate la starea de deformare din plastic și apoi comprimată suplimentar. Printre un număr mare de soiuri de sudură de contact, puteți selecta punct, fund, relief și sutură.
Pentru point sudare Piesele sudate sunt conectate la clipe, prindeți între cei doi electrozi, apoi pulsul tensiunii curente (oarecum volț) și forță considerabilă, la câteva mii de amplificări. Astfel, se formează un punct sudat între părți sau două simultan, dacă electrozii sunt plictisiți pe o parte, și căptușeala conductivă este pusă pe cealaltă parte. Sudarea de contact necesită o pregătire bună a suprafeței, potrivită pentru multe metale și aliaje, în special populare pentru sudarea foilor subțiri. Stăpânirea foilor este mică, calitatea (cu parametrii de sudură) este, de asemenea, la înălțime. Așa, de exemplu, colectați corpul mașinii la fabrică. Metoda este bine automatizată, dar poate fi utilizată în modul manual.
Pentru sudare sutura Cusătura este formată dintr-un număr mare de puncte individuale care se pot suprapune reciproc. Dacă tuberculi (reliefurile) sunt pregătite în avans pe suprafața detaliilor - este vorba despre sudarea de relief. Sudarea șocurilor Mai des folosite pentru a conecta părțile groase, în timp ce acestea sunt sudate imediat în plan.
Sudarea prin frecare. Unul dintre detalii este fixat, al doilea îl presează și se rotește până la topirea suprafețelor de contact. Metoda este destul de economică și rapidă, dar posibilitatea utilizării sale depinde de forma pieselor sudate. În acest fel, este posibil să combinați pietrele din materiale eterogene, cum ar fi cuprul cu aluminiu.
În condiții industriale pentru specie separată Alte metode, cum ar fi lucrările sudate sudarea la rece (Cu o temperatură relativ scăzută și presiune ridicată), sudare de explozie, difuzie, sudare cu un laser, un pistol de fascicul de electroni, curenți cu ultrasunete, curenți de înaltă frecvență și alte tipuri. În astfel de moduri, ne-am sudat diverse, uneori practic incompatibile, metale și materiale.
Protecția sudorului
Procesul de sudare este însoțit de un număr mare de factori periculoși și dăunători: temperatura ridicată a metalelor și zgurii fierbinți, o lumină strălucitoare a arcului în intervale vizibile, infraroșu și ultraviolete, izolarea gazelor toxice și a aerosolilor. Când lucrați cu aparate electrice, nerespectarea reglementărilor de siguranță este plină cu un risc de șoc electric. Prin urmare, este necesar să se ocupe de achiziționarea de mască și îmbrăcăminte de protecție.
Masca de sudura sau scutul. Acesta este cel mai necesar element conceput pentru a proteja ochii și fața. Este cel mai adesea făcut din plastic sau electrocarti (Fibra). Scutul trebuie să dețină o mână, masca este atașată la cap. Designul filtrului în funcție de GOST ar trebui să includă sticlă de protecție și un strat de plexiglas. Filtrul utilizează fie un geam întunecat, fie un filtru "Chameleon", dragă automat când apare un arc. "Cameleon" Este mult mai convenabil, dar este mai scump. În funcție de condițiile de sudare, ochelarii sunt folosiți pentru a varia înlocuță, în "Chameleon" este aproape întotdeauna ajustabilă. Pentru condiții complexe de lucru, măștile cu filtre respiratorii sau sistemul de alimentare cu aer în exterior, precum și cu posibilitatea de fixare a căștilor și căștilor.
Îmbrăcăminte și alte mijloace de protecție. Hainele și mănușile trebuie să fie făcute din țesături slab manifeste și intacte cum ar fi prelata, materialele cauciucate sau pielea. Pantofii sunt, de asemenea, de dorit "burta", la urma urmei, cu excepția scântei și a picăturilor din metal, puteți cădea accidental bucata de fier. Cel mai practic pentru acest scop cizme din piele groasă sau cizme de cauciuc. Toate hainele atunci când lucrează ar trebui să fie fixate și conduse cu un astfel de calcul pentru a elimina picăturile de cădere ale metalului topit în pliurile sale și pentru a proteja toate zonele cutanate de efectele nocive ale arcului de sudură. Pentru a asigura siguranța electrică, sunt utilizate covorașe din cauciuc sau materiale dielectrice similare.
Nu este nevoie să uitați de alte mijloace de protecție - service, împământare, fixare fiabilă a firelor de sudare în aparatul și integritatea izolației lor, contactul electric fiabil al firului inversat pe parte etc. În cele din urmă, nu merită să prindeți și să fixați fiabil piesele sudate. Dacă organizați corect la locul de muncă Și să lucreze, conforme cu capacitățile lor și fără o grabă, apoi să lucreze, iar rezultatul va fi doar vă rog.
Invertoare Sudarea au un număr mare de avantaje comparativ cu modelele care se hrănesc din surse tradiționale. În consecință, este destul de echitabil pentru cei răspândiți în întreprinderile industriale și în viața de zi cu zi. Acestea au valori relativ mici ale indicatorilor mass-dimensionali, ceea ce face posibilă transportul invertorului de sudură cu propriile mâini și forțe. Această unitate produce sudare de înaltă calitate materiale diferitecare contribuie doar la popularizarea sa.
Invertor de sudare Are o masă mică, 5 - 10 kg, care se datorează absenței greoaie, în plus, nu există pierderi pe magnetizarea fierului, precum și încălzirea înfășurărilor. Datorită acestui fapt, are o valoare ridicată a eficienței. Un alt avantaj al acestui aparat este un consum redus de energie - doar 4 kW, în timp ce agregatele analogice consumă până la 10 kW de energie electrică. Cu toate acestea, invertorul de sudare are alte avantaje, la fel de importante, cum ar fi:
- Lipsa fenomenului de stropire.
- Mici deviații ale valorilor curente de la valorile nominale.
- Gama de control curentă de sudură mare.
- Arc electric moale și stabil.
- Rezistența la interferențe și oscilații.
În plus, invertorul de sudură are unele caracteristici:
1. Există o protecție specială care împiedică "aderarea" electrodului la elementele sudate. În timpul includerii unității, se efectuează un impuls suplimentar de curent, în cazul în care sistemele de protecție sunt deconectate în mod consecvent, electrodul nu are timp să se lipească.

2. Costul relativ mic, ceea ce face ca invertorul de sudare să fie disponibil publicului larg al cumpărătorilor. Piața modernă a mașinilor de sudare oferă o gamă largă, printre care toată lumea poate găsi echipamentul de care aveți nevoie.
3. Gama largă de funcții și caracteristici. Fiecare invertor de sudură este completat cu un generator de înaltă frecvență, care extinde semnificativ gama funcțională a acestei unități. Datorită acestui fapt, devine posibilă utilizarea aproape orice varietate de sudare, precum și tăiere cu plasmă Metale.
4. Invertorul de sudură are un indicator ridicat de control și control. Nu este nevoie să așteptați o vreme - este suficient doar să achiziționați dispozitivul de acest tip pentru a începe să lucrați cu acesta. Majoritatea invertoarelor moderne au dispozitive de control fără probleme pentru curentul de sudură. În plus, multe modele au capacitatea de a memora modurile utilizate. Datorită acestei funcții importante, performanța muncii este semnificativ crescută și, de asemenea, reduce timpul de execuție a timpului. Acest lucru vă permite să efectuați mai multe comenzi în mai puțin timp, ceea ce mărește venitul și venitul întregii întreprinderi.
Clasificarea metodelor de sudare.
Sudarea electrică a topiturii este clasificată în conformitate cu următoarele caracteristici principale:
Prin natura curentului de sudare - pe curent alternativ și constant.
Pe tipul de polaritate la sudarea pe o sudare curentă constantă pe o polaritate dreaptă ("plus" pe partea sudată) și pe polaritatea inversă ("plus" pe electrod).
Prin tipul de electrozi utilizați - electrozii metalici și necomplicabili (tungsten sau de cărbune).
Conform unei metode de protejare a zonei de sudură - cu un electrozi de acoperire topit (protecția stratului de acoperire minerală cu electrozi), sub fluxul de gaze protectoare (inerte sau active), firele de pulbere auto-protejare.
Conform gradului de mecanizare - manual, mecanizat (semi-automat), automat.
- MMA. Arc metalic manual) - sudarea manuală a arcului cu electrozii acoperiți cu metal din metal;
MIG / MAG. (Gaze inerte mecanice / active) - sudarea mecanizată (semi-automată) în mediul gazelor protectoare (inerte sau active);
Tig. (Gazul inert tungsten) - Electrod de sudură non-compasiune (tungsten) în mediu de gaze de protecție inerte, de exemplu, așa-numita sudare cu argon-arc.
Surse de sudare
Cerințe pentru alimentarea cu energie pentru sudare cu arc
Un parametrii importanți ai procesului de sudare sunt caracteristica Volt-Ampere a arcului de sudură și a caracteristicilor externe ale sursei de alimentare. Sustenabilitatea arderii arcului și stabilitatea procesului de sudare sunt în mare parte dependente.
Figura 1 prezintă caracteristicile amperi de volți ale arcului, reprezentând relația dintre tensiunea U d și curentul I d cu lungimea diferită a arcului l.(l 2.>l 1.). Caracteristica volt-amperă a ARC este neliniară, deoarece, în cazul general, curentul electric din gaze nu respectă legea Ohm (Arcul este o descărcare electrică în gaz, iar rezistența sa nu este egală cu valoarea constantă) .
Fig.1 Caracteristicile Volt-Ampere ale arcului
La curenții mici (aproximativ 100a), gradul de ionizare și numărul de particule percepute crește intens cu creșterea acestuia. Rezistența la coloană cu arc scade și este necesară mai puțină tensiune pentru a menține curentul.
Ca o creștere a curentului, o creștere a gradului de ionizare are loc mai lentă, creșterea numărului de purtători de încărcare este redusă, iar tensiunea arcului devine puțin dependentă de curent.
La densități ridicate de curent, gradul de ionizare este ridicat, arcul nu se extinde, deoarece este limitat la diametrul electrodului, iar rezistența sa devine constantă. În acest domeniu, se supune legii Ohm - curentul și tensiunea este direct proporțională.
Pentru fiecare metodă de sudare, zona proprie a caracteristicilor arcului sunt cele mai caracteristice. De exemplu, pentru sudarea manuală Electrozii acoperiți și electrozii necomunicaționali în mediu de argon Curentul este relativ mic, iar diametrul electrodului este semnificativ. Aceste condiții corespund zonei de alimentare a caracteristicilor arcului. Când sudați sub flux, curentul este mai mare decât prin sudarea manuală, astfel încât caracteristica se mișcă într-o zonă delicată și parțial la o suprafață crescătoare. Sudarea în gazul sub formă de gaz este caracterizată prin utilizarea unui sârmă cu diametru mic, care este proporțională cu pătratul diametrului crește densitatea curentă. Caracteristica arcului devine în creștere.
Luați în considerare caracteristicile alegerii caracteristicilor externe ale sursei de alimentare pentru diferite metode de sudare.
Sudarea manuală a arcului
Una dintre principalele caracteristici ale sudării manuale este o schimbare frecventă a lungimii arcului. Este asociat cu manipularea de către un electrod de sudor, topirea acestuia și nevoia de a furniza electrodul în jos, precum și cusături în locuri incomod și greu accesibile. Mai ales oscilațiile frecvente ale lungimii arcului apar în timpul calificărilor insuficiente ale sudorului. Pentru a asigura stabilitatea procesului de sudare, profunzimea necesară de propulsie și de bună calitate, cusătura este necesară, astfel încât curentul curentului cu oscilațiile lungimii arcului variază minimul.
Dacă cu sudarea manuală a arcului, utilizați o sursă de alimentare cu o caracteristică bicioasă, atunci când prelungiți arcul, este posibil să o descompun din cauza unui curent mic și, în cel mai scurt al arcului, arderea este posibilă datorită excesiv curent mare. Prin urmare, cu sudare manuală, sursele de alimentare sunt utilizate cu o caracteristică rece, ceea ce asigură stabilitatea maximă a procesului de sudare.
Sudarea semi-automată
O caracteristică a sudării semi-automate este constantă, independentă de rata de alimentare cu sudor sârmă de sudare. Pentru a asigura procesul de sudare durabilă, este necesar să se asigure constanța lungimii arcului. În caz contrar, este posibilă o stâncă cu arc sau o închidere scurtă a firului de pe produs. Pentru a asigura constanța lungimii arcului, este necesar ca raportul să fie observat în procesul de sudare:
Caracteristica sursei de alimentare ar trebui să fie astfel încât, cu o încălcare aleatorie a acestui raport, i-a permis să se întoarcă la respectarea cât mai curând posibil.
Luați în considerare ce se întâmplă când sudarea mecanizată Cu o creștere sau o scădere neașteptată a lungimii arcului. Figura 2 prezintă caracteristica crescândă a arcului la diferite lungimi l., l 1., l 2., precum și caracteristica sursei de alimentare rigidă. Cu o creștere a lungimii arcului, punctul de funcționare este mutat la O 1, iar curentul este redus - I 1. După reducerea curentului este redusă, cantitatea de căldură generată în arc este redusă și viteza de topire a firului scade. În această perioadă, rata de alimentare a firului devine mai mare decât viteza de topire: V sub\u003e V pl. Sfârșitul firului se apropie de produs, iar lungimea arcului este restabilită independent. Acest proces este numit autoreglementare a lungimii arcului.
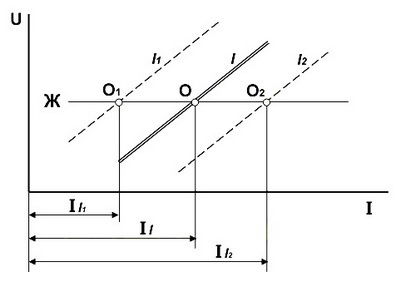
Fig.2 Dependența schimbării curente de fluctuația lungimii arcului de sudură
(F - caracteristicile grele ale sursei de alimentare)
Procesul de sudare va fi stabil dacă reacția prin schimbarea vitezei de topire a firului după schimbarea lungimii arcului va fi rapidă. În acest caz, ei spun că procesul de auto-reglementare trece activ.
Luați în considerare modul în care apariția caracteristicilor externe ale sursei de alimentare afectează activitatea autoreglementării. Figura 3 prezintă trei caracteristici diferite ale surselor de alimentare: un baldachin (P), rigid (G), creșterea (b).
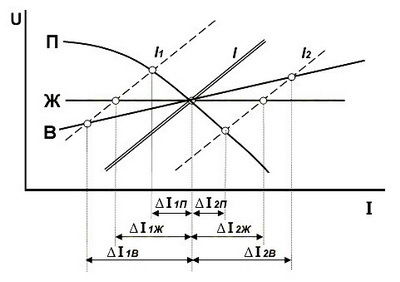
Fig.3 Efectul caracteristicilor sursei externe ale formei
privind schimbarea curentului atunci când fluctuațiile cu lungimea arcului
Cele mai clare fluctuații ale forței actuale care furnizează autoreglementarea activă vor fi cu o caracteristică crescândă a sursei de alimentare, cu o autoreglementare caracteristică strânsă apare mai puțin activă, chiar mai puțin în mod activ, va apărea atunci când cântărește caracteristica. Prin urmare, dacă firul în timpul sudurii este aplicat relativ lent, este posibil să se utilizeze un bătătură și caracteristici dure. Acest lucru se întâmplă de obicei atunci când sudată sub flux, când diametrele firului sunt suficient de mari și vitezele de alimentare sunt relativ mici și fluctuate în intervalul de 50-200 m / h. Când sudați în diametrele dioxidului de carbon ale firului de mai jos, astfel încât să se asigure performanța ridicată a ratei de alimentare deasupra - până la 400 m / h. În acest caz, este necesar să se aplice caracteristici dure. Când sudați pe moduri forțate la viteze foarte mari de alimentare a firelor, este posibilă utilizarea surselor de alimentare cu caracteristici crescânde.
Sursele de alimentare cu caracteristici de răcire destinate sudării manuale semi-automate și automate nu pot fi utilizate, deoarece acestea nu furnizează autoreglementarea lungimii și stabilității procesului de sudare.
Pe lângă principiul autoreglementării în unele mașini de sudare Se utilizează principiul reglementării automate a lungimii arcului. Acesta constă în faptul că, în procesul de sudare, rata de alimentare a vehiculului nu este constantă, dar variază în funcție de lungimea arcului și, prin urmare, tensiunile asupra acestuia. Controlul ratei de alimentare a firului se efectuează datorită feedback-ului dintre arc și motorul mecanismului de alimentare.
Clasificarea surselor de alimentare pentru sudură.
Elementele principale ale oricărei instalații de sudare sunt: \u200b\u200bo sursă de tensiune de sudură sau sursă de alimentare (denumită în continuare IP); mecanism de acționare; Elemente de conectare (furtunuri, cabluri); Elemente auxiliare (cilindri, corpuri, echipamente etc.). În funcție de tipul de sudură selectat, se disting următoarele tipuri de echipamente de sudare:
Pentru sudarea manuală a arcului cu electrozii placați cu electrozi placați (metoda MMA):
- Transformatoare (Proiectat pentru sudarea curentă alternativă) ;
- redresoare (concepute pentru sudarea pe curent constant) ;
- Invertoare(Pentru sudarea curentă constantă - dC. obțineți prin schema invertorului) .
Pentru sudarea semi-automată a firului metalic în gazele de protecție (metoda MIG / MAG) - sudare semiautomatica.constând dintr-o sursă de alimentare (încorporată sau autonomă), unitate de control, mecanism de alimentare și un arzător special de sudură.
Pentru sudarea automată a firului metalic în mediul de gaze protectoare sau sub mașini de sudare cu flux (tip de tractor autopropulsat, capete suspendate sau planetare).
Pentru sudarea manuală a ARC a electrodului non-compasiune (tungsten) în gazele de protecție inerte (metoda TIG - setări de sudură variabile și / sau DC.
Una dintre principalele caracteristici ale procesului de sudare este caracteristica statică Volt-Ampere (WA) a arcului de sudură, reflectând legătura dintre tensiune și puterea arcului de sudură. Datorită particularităților ionizării atomilor metalici în coloana ARC, caracteristica arcului însuși constă din trei secțiuni - o cădere, statică și în creștere. Caracteristica statică Volt-amperă a arcului de sudură este prezentată în fig. patru.
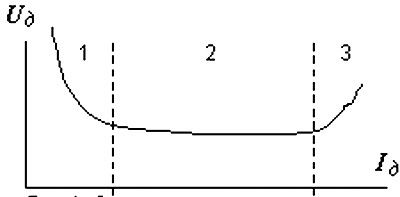
Fig.4 Caracteristica statică Volt-Ampere a arcului.
Pentru arderea stabilă a arcului, este necesară egalitatea între tensiune și curentul arcului (UD și ID) și sursa de alimentare (în sus și IIP). Este ușor de observat că o astfel de egalitate este posibilă în cazul în care punctele de intersecție a caracteristicilor Volt-Ampere ale arcului și sursa de alimentare sunt punctele de ardere stabilă a arcului, așa cum se arată în figura 5.
Care se încadrează în creștere
Fig.5 Caracteristicile volt-ampere ale surselor de alimentare
În corelația lor de la arcul static.
Sudarea manuală a arcului (metoda MMA) conduc pe o densitate scurtă (raportul dintre curentul la diametrul electrodului). În acest caz, datorită oscilației lungimii arcului, tensiunea arcului variază și caracteristica Volt-Ampere are o formă de cădere (zona 1 din figura 4.). Prin urmare, pentru sudarea manuală a arcului, se utilizează un IP cu o caracteristică care se încadrează volți-ampere, având un unghi foarte mare de înclinare față de axa curentului de curent (caracteristică cu ochi abrupte); O astfel de caracteristică volt-amperă asigură lipsa fluctuațiilor actuale atunci când se schimbă tensiunea arcului.
Cu sudură semi-automată utilizând Arcul MIG / Mag pe secțiunea stabilă a caracteristicilor Volt-amperi (zona 2 din figura 4.), astfel încât PI pentru o astfel de metodă de sudare ar trebui să aibă o caracteristică puternică sau de cântărire volt-amperă.
IP cu o caracteristică crescătoare este utilizată în principal pentru sudarea automată sub flux și surfacing.
Transformatoare de sudură.
Una dintre caracteristicile arcului de sudură AC este o schimbare periodică a curentului și tensiunii PI datorită întreruperilor în arderea arcului atunci când curba curentă se deplasează prin valori zero (arcul se stinge). În exterior, acest lucru se manifestă printr-un sunet ascuțit al unui arc ars și o stropire sporită a metalelor lichide. Toate transformatoarele de sudură sunt transformatoare de tensiune. Caracteristicile volt-ampere ale transformatoarelor utilizate pentru sudarea manuală a arcului sunt reci. Pentru a crește stabilitatea arderii arcului, rezistența inductivă a lanțului arc crește, pentru care o bobină reactivă suplimentară este de obicei inclusă în circuitul de înfășurare secundar transformator.
Transformatoarele cu așa-numitele împrăștieri magnetice crescute sunt cele mai frecvente. În aceste transformatoare, înfășurările bobinelor sunt separate de tija conductei magnetice. Când transformatorul funcționează, o parte din fluxurile magnetice se închide în aerul din afara conductei magnetice și se disipure, ceea ce a dat numele acestor dispozitive. Ajustarea curentă în astfel de transformatoare se efectuează prin schimbarea fluxurilor magnetice prin alunecarea bobinelor înfășurărilor în înălțimea conductei magnetice (transformatoarele domestice ale seriei TD) sau introducerea de șuncă mobilă de la materialul magnetic în fereastra de conducte magnetice (TDM transformatoare). În transformatoarele mai puternice utilizate pentru sudarea automată și electrică, ele sunt reglabile prin șunte magnetice - choke-uri speciale plasate în fereastra de conducte magnetice și curentul de joasă tensiune controlat (transformatoarele TDF). Creșterea transformatoarelor de împrăștiere magnetice, ca regulă, cădere sau o caracteristică volt-amperă.
Un alt tip de transformatoare de sudură mai puțin frecvente - transformatoare cu împrăștierea magnetică normală. În aceste dispozitive, bobinele înfășurărilor primare și secundare sunt amplasate concentric pe miezul magnetic închis al tipului tijei, astfel încât împrăștierea curenților magnetice este practic absentă. Datorită acestui fapt, caracteristica Volt-Ampere este obținută printr-o biciuire sau rigidă. Reglarea unor astfel de transformatoare se efectuează prin introducerea unei inductanță suplimentară a circuitului secundar de înfășurare, datorită căreia se ia curentul. În funcție de amenajarea inductanței suplimentare, transformatoarele se disting cu combinate și cu o bobină reactivă separată.
Pentru sudare transformatoare de surse de putere specializate, schemele sunt folosite cu așa-numitul suflet de saturație. Cu această schemă, bobina reactivă este asamblată din mai multe înfășurări pe o rasă de circuite magnetice de tip avioane cu două poze; Turnurile bobinei reactive sunt înfășurate pe tijele extreme ale conductei magnetice, iar înfășurarea controlată, alimentată de un curent direct, numită curentul de magnetizare este înfășurată pe tija de mijloc. Reglarea curentului de magnetizare poate fi modificată în limite mari ale curentului în circuitul secundar al transformatorului, adică Curent de sudare.
Sudarea de îndreptare.
O sudare constantă curentă oferă o articulație sudată de înaltă calitate în comparație cu sudarea curentă alternativă. Datorită lipsei valorilor curente zero, stabilitatea arderii arcului crește, crește profunzimea regulamentului, stropirea este redusă, se îmbunătățește protecția împotriva arcului, caracteristicile de rezistență ale metalului se îmbunătățește cusături sudateNumărul de defecte cusăturii este redus, iar stropirea redusă îmbunătățește utilizarea materialului aditiv și simplifică funcționarea de stripare a îmbinării sudate din zgură și stropi metale congelate. Toate acestea au condus la faptul că, pentru sudarea cusăturilor de înaltă calitate ale compușilor responsabili, o sudare constantă curentă este mai folosită. În plus, multe materiale sunt din oțel de înaltă aliaj și rezistent la căldură, fontă, titan, aliaje pe bază de cupru și nichel sunt sudate numai pe curent constant. În special, pentru sudarea semi-automată a firului metalic în gazele de protecție (metoda MIG / MAG) - metoda cea mai productivă și universală de sudare este utilizată de DC PI.
Redresoarele de sudare sunt numite surse de alimentare în care se obține curentul direct prin îndreptarea frecvenței industriale AC utilizând supape semiconductoare. Elementele comune pentru redresoarele de sudare sunt un transformator de putere, un bloc de redresor și blocuri de punere în funcțiune, măsurare și echipament de protecție.
Cele mai raționale în redresoare sunt utilizarea curentului trifazat. Din graficele prezentate în Fig.6 se poate observa că curba curentă curentă la o schemă de șase faze satisface în mare măsură cerințele de sudare decât cu o singură fază.
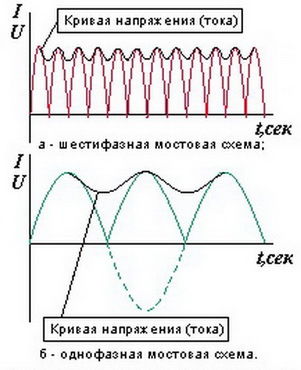
Fig.6 Curbele curbelor de sudură rectificate
Pentru a alimenta blocul de redresor (WB), transformatoarele de putere scăzută sunt de obicei utilizate, pe dispozitiv și principiul acțiunii similare celor descrise în secțiunea anterioară. WB-ul însuși este asamblat fie de-a lungul unui circuit cu trei faze, fie pe un circuit de punte cu șase faze cu un reactor de egalizare - separat prin înfășurări secundare ale transformatorului de putere, conectat în două "stele" (Schema Larionov-Grenza). În ambele scheme, repetabilitatea tensiunii este egală cu frecvența de putere de șase ori (pentru un curent alternativ convențional al frecvenței industriale - 300 Hz). Acest lucru vă permite să obțineți un curent îndreptat în care pulsațiile de tensiune sunt mai mici decât atunci când se utilizează un circuit convențional cu două faze cu două faze, colectate pe patru supape (circuite de pod de patru cenți sunt utilizate în mod obișnuit în redresoare de clasă mai simplă).
Datorită utilizării stabilizatoarelor speciale de tensiune incluse în circuitul de sudură, este posibilă obținerea unei curbe curente netede cu valuri minime ale tensiunii îndreptate. Supapele semiconductoare neangajate sunt utilizate pentru a îndrepta diodele curente - silicon sau seleniu - și supapele controlate - tirisrii (de obicei siliciu). Diodele de siliciu au dimensiuni mici și rezistență ridicată la căldură, dar foarte sensibili la supraîncărcările curente. Supapele Selena admit valorile curente mai puține, dar au o rezistență ridicată la supraîncărcări și variații mici de caracteristici. Utilizarea lor simplifică foarte mult diagrama globală a redresorului și crește rezistența la supraîncărcările curente. Utilizarea tiristorilor necesită utilizarea unităților speciale de control al tiristorilor și, de obicei, tiristorii sunt instalați pe echipamente industriale mai puternice și mai scumpe.
Supapele semiconductoare necesită o anumită temperatură și modul curent. Prin urmare, elementele importante ale oricăror redresor de sudare sunt sistemele de răcire WB: radiatoarele de răcire ale supapei, ventilatorul, care este pornit înainte de începerea redresorului, blocurile de protecție la suprasarcină (siguranțe sau relee de protecție curente) și siguranțele termice - Termostat și relee de vânt, deconectarea redresorului la supraîncălzirea WB sau la defectarea ventilatorului.
Reglarea curentului de sudură în redresoarele de sudură se desfășoară în două moduri - electromecanice și electrice. În redresoarele cu reglare electromecanică, schimbarea curentă are loc la WB, adică, un curent alternativ al curentului și tensiunii parametrilor de sudură specificați ajunge la supapele de îndreptare în fiecare fază. În acest caz, transformatoarele de putere cu împrăștierea magnetică mărită (cu bobine glisante) și transformatoare cu împrăștierea magnetică normală (cu șuntare magnetică controlată) sunt descrise în secțiunea anterioară.
Un alt tip de ajustare electromecanică a curentului de sudură în redresoarele de sudură este redresoarele cu înfășurările transformatorului de putere partiționate, în care înfășurarea primară a transformatorului de putere constă din mai multe bobine pe miezul general, care sunt conectate în serie prin intermediul unui comutator de galerie, În timp ce apar modificările actuale ale circuitului transformatorului principal de putere.. Astfel de redresoare sunt simple în fabricarea și fiabile în funcționare. Acestea au o caracteristică rigidă volt-amperă și sunt potrivite pentru sudarea semi-automată în mediul de gaze protectoare (metoda MIG / MAG), adică. În cazurile în care, după o IP, este posibilă o altă ajustare curentă (netedă în fiecare etapă).
Un alt tip este redresoarele cu transformatoare furnizate de volți (VDT), compilate în serie la lanțul secundar al transformatorului de putere. Includerea activă sau consonantă a înfășurărilor secundare ale transformatorului de putere și VDT vă permite să schimbați constant puterea curentă. Reglarea netedă (în fiecare etapă) se efectuează prin schimbarea tensiunii în înfășurarea primară a VDT. Astfel de scheme permit obținerea unor caracteristici hard-ampere (pentru sudarea semi-automată în mediul de protecție a gazelor protectoare) și setarea modului de sudură de la distanță. În acest tip de redresori, se utilizează transformatoare de forță cu dispersie magnetică normală și accelerație de saturație. Acest lucru vă permite să introduceți feedback și să stabilizeze activitatea PI într-un mod dat, iar redresorul în sine are o caracteristică răcoroasă volt-amperă utilizată pentru sudarea manuală a arcului cu electrozi de topire (redresorul tiristor TIR-300 cu accelerație de saturație).
Circuitele de reglare electrică a redresoarelor de sudare sunt construite pe schimbarea curentului de sudură după WB sau direct în WB. Redresoarele cu autoritățile de reglementare curente de tranzistor se bazează pe un principiu puternic de management curent datorită schimbărilor într-un curent mai slab. În aceste scheme după WB, un arc de sudură secvențial include un bloc de tranzistori conectați în paralel. Acest lucru vă permite să schimbați curentul ARC copleșit. Utilizarea schemelor de reglare a curentului tranzistor oferă o caracteristică răcoroasă volt-amperă cu un spectru larg de ajustări curente și un arc de înaltă stabili, care vă permite să utilizați astfel de redresoare pentru sudarea automată cu arc cu un electrod compatibil (metoda TIG de oțeluri și aliaje de înaltă calitate bazate pe cupru sau aluminiu.
O schemă mai simplă și distribuită a unui redresor cu regulatori curenți de tiristor, în care tiristorii semiconductori sunt utilizați ca supape de redresor. Formarea caracteristicilor volt-amperi ale acestor redresoare se efectuează datorită schimbului de timp al impulsurilor de control ale tirisrii furnizați de unitatea de comandă a pulsului de fază. Schimbarea în timpul alimentării impulsurilor de control este reglată de descoperirea alternativă a tiristoarelor unei ramuri particulare a circuitului de pod cu șase faze și al modificărilor curentului ARC. Acest lucru permite reglarea netedă (inclusiv la distanță) curentul de sudură și obțineți un arc de înaltă stabilizare și tensiune. Conform unor astfel de scheme, redresoarele pe scară largă ale tipului de aeronavă pentru sudarea manuală a arcului cu electrozii de topire sunt construite (cu o caracteristică răcoroasă volt-amperă) și VD-uri pentru sudarea semi-automată în mediul de gaze de protecție (cu un volt-ampere de biciuire caracteristică). Dezvoltarea în continuare a schemei de îndreptare cu reglarea tiristorului a fost redresoarele de curgere a seriei B cu o caracteristică dublă de ampere - rece și bătăi. Transformatorul de putere al acestor redresoare are două înfășurări secundare, iar comutarea lor vă permite să obțineți o caracteristică dublă volt-amperă și face posibilă utilizarea redresorului atât pentru sudarea manuală și semi-automată.
Pentru sudarea în condiții de atelier, redresoarele multipostela, având suficientă putere și capabili să reziste o supraîncărcare mare atât prin valoarea curentului cât și prin viteza creșterii curentului de sudare. Practic, redresoare multiplate au caracteristici rigide volt-ampere și sunt destinate sudării manuale cu arc cu electrozi de topire. În acest caz, o linie de autobuz de două benzi de cupru sau din aluminiu, fixată pe izolatoare pe pereți sau structuri metalice ale atelierului, este conectată la bornele de ieșire ale IP. Controlul actual al fiecărui post de sudură este realizat de așa-numitele riscate de balast reprezentând un dispozitiv cu un set de elemente de rezistență dintr-un fir de rezistență și comutatoare și comutatoare pentru a comuta pașii de rezistență într-o conexiune paralelă. Includerea etapelor Rheostat de balast vă permite să reglați curentul de sudură al unui post și datorită picăturilor de tensiune, se formează o caracteristică răcoroasă volt-amperă. Astfel de scheme sunt acceptate atunci când se utilizează redresoare multipostive VKSM-1000, VDM-1001, VDM-1201, VDM-1601 cu robii de balast RB-301 sau RB-302. Toți acești redresori sunt numiți incontrolabili, deoarece ieșirea servește întotdeauna aceeași valoare a curentului de sudură egal cu cel nominal.
Invertoare de sudare
Cele mai moderne și mai complexe surse ale curentului de sudură sunt invertoare de sudură. Spre deosebire de IP static a așa-numitelor tipuri "clasice" (adică transformatoare și redresoare), invertoarele nu au transformator de putere. Toată funcționarea invertorului de sudare este construită pe principiul schimbării de fază (inversare) a tensiunii efectuate de un circuit de microprocesor electronic cu o amplificare curentă sofisticată (de obicei microprocesorul IGBT). Datorită aplicării unui astfel de principiu, este posibilă obținerea unei game largi de caracteristici volți-amperi - de la răcire la creșterea - cu o curbă curentă foarte netedă, ale căror abateri sunt reduse la nivelul zecilor procentuale, ceea ce face posibilă obținerea sudării de înaltă calitate. Includerea în circuitul generatoarelor de înaltă frecvență extinde scopul alimentării cu energie și le permite să le utilizeze pentru aproape orice metodă de sudare cu arc și pentru tăierea cu plasmă. Un invertoare de masă mici de putere redusă sunt foarte promițătoare pentru utilizarea în instalarea Structuri metalice și conducte metalice deosebit de responsabile, care au crescut cerințele pentru îmbinările sudate. Și condițiile de muncă nu permit aplicarea echipamentelor industriale voluminoase concepute pentru a lucra în condiții de atelier. Invertoare de tip industriale puternice fac posibilă crearea complexelor de sudare pentru orice tip de sudare cu arc, construit în conformitate cu principiul modular bazat pe o sursă de curent. Toate invertoarele au o ajustare ușoară a curentului de sudură, iar diagrama digitală a microprocesorului și introducerea celulelor de memorie vă permite să organizați memorarea mai multor moduri de sudură cele mai frecvent utilizate.
Prezența electronicii complexe și costisitoare, care necesită condiții speciale de răcire, crește costul, dar calitatea ridicată a obținută conexiuni sudate Și o gamă largă de metode de sudare le face cele mai promițătoare pentru uz industrial, în special în producția de structuri metalice complexe și responsabile din diferite materiale.