Ce curent este sudat din aluminiu prin sudare cu arc de argon? Sudarea aluminiului DC.
Este posibilă asigurarea unei conexiuni de înaltă calitate a pieselor din aluminiu numai la sudarea TIG. Un electrod obișnuit poate suda aliaj de aluminiu pentru durabilitate, dar va necesita o post-procesare mai lungă.Aluminiu sudat cu argon vă permite să lucrați cu un material de grosime diferită, creând cusături fine cu proprietăți bine strânse. Acest lucru este în special în cererea atunci când repararea de autoturisme, bărci sau diferite rezervoare. Dar cum să gătesc pentru prima dată acest material specific? Cum se instalează echipamentele la sudarea aluminiului? Un tutorial rapid din articol și un tutorial video vă vor ajuta să stăpâniți această chestiune complexă.
Ce trebuie să luați în considerare atunci când sudați argonul din aluminiu?
Sudura cu argon este destul de universală, ceea ce permite combinarea diferitelor grosimi de materiale folosind această metodă și lucrul cu aliaje care sunt considerate dificil de sudat. Baza este un arc electric care arde între electrodul tungsten și produsul. Aspectul său este asigurat de curentul alternativ sau alternativ furnizat arzătorului și de masa atașată la piesele de sudat. Gazul inert acționează ca o protecție a bazinului de sudură. Dar aluminiul și aliajele sale au o serie de caracteristici specifice care trebuie să fie cunoscute și luate în considerare la sudare.
Una dintre dificultăți este filmul de oxid format pe suprafața materialului. Apare atunci când metalul interacționează cu oxigenul. Filmul se topește la o temperatură de 2000 de grade. Aluminiul însăși începe să obțină o formă lichidă deja după 500 de grade. Prin urmare, alegerea prea mult curent și topirea oxidului, este imposibil să se cusute. După stabilirea unor parametri mici pe aparat, este imposibil să se înceapă procesul de creare a unei piscine de sudură. Prin urmare, sudarea prin arc cu argon a aluminiului implică curățarea preliminară a suprafeței metalice din oxid. Acest lucru se realizează cu o perie specială sau un solvent, după care este necesar să se înceapă imediat procesul de sudare.
O complicație suplimentară este higroscopicitatea materialului. La umiditatea ridicată a mediului, aluminiul absoarbe puțină apă din aer. Când produsul începe să fie încălzit de un arc electric, materialul sudat emite umiditate pe suprafață. Acest lucru poate afecta calitatea formării de sudură, densitatea contactului cu produsul și micșorarea sudorului în contact cu zonele umede. Deși este posibilă fierberea cu argon imediat, este recomandată o ușoară încălzire a materialului. gaz arzător la o temperatură de 150 de grade. Aceasta va evapora excesul de umiditate si va imbunatati procesul de sudare.
Argonul de sudare din aluminiu necesită, de asemenea, o bună protecție a metalului topit de aerul exterior. Pentru a face acest lucru, trebuie să setați debitul corect de gaz. Furnizarea insuficientă a acestuia din urmă va duce la spumarea metalului și la arderea tungstenului. Excesul de purjare cu argon previne formarea unei cusături și face procesul mai scump.
O altă dificultate pentru sudătorii novici este formarea unei pâlnii la capătul cusăturii. Dacă arcul este tăiat brusc, apare un crater. Menținerea lungă a lanternei într-un singur loc duce la încălzirea și expansiunea inutilă a bazinului de sudură. Prin urmare, sudarea cu argon a aliajelor de aluminiu necesită setări suplimentare pentru modul de atenuare a arcului, care reduce treptat amperajul. Luând în considerare aceste caracteristici ale materialului, este posibil să setați corect parametrii de tensiune și să faceți o sudură de înaltă calitate cu propriile mâini.
Tehnologia de sudare pentru începători
Procesul de sudare a argonului din aluminiu nu este realizat curent continuuși variabile. Astfel puteți obține rezultate mai bune. Este mai bine să începeți prima cusătură pe suprafața de antrenament:
- Este necesar ca plăcile să fie așezate într-o poziție confortabilă. Decuparea se face pe aceiași parametri ca și alte tipuri de metale.
- Se recomandă încălzirea materialului la 150 de grade pentru a elimina umiditatea.
- Peria îndepărtează stratul superior refractar. Alternativ, puteți utiliza un solvent.
- Arzătorul este adus la produs astfel încât să existe 3 mm între electrod și suprafață. Butonul este apăsat și arcul se aprinde. Fluiditatea aluminiului depinde de impuritățile din compoziție.
- Dacă apare un mic bazin de metal topit (piscine de sudură), un aditiv poate fi furnizat în zona de sudură.
- Arzătorul trebuie să funcționeze fără probleme, de la dreapta la stânga. Miscari oscilante vor fi necesare in cazul unei cusaturi largi. În cazul curentului alternativ, se va auzi un sunet caracteristic de crackling.
- La sfârșitul cusăturii, butonul este apăsat și arcul se estompează treptat. Lanterna este ținută deasupra zonei de sudură până când gazul este oprit complet.
Configurarea dispozitivului și a modurilor
TIG sudare din aluminiu este posibilă numai în cazul în care dispozitivele susțin lucrarea nu numai cu curent continuu, ci și cu curent alternativ. În ciuda frecvenței fluctuațiilor de tensiune, cea mai bună cusăre este obținută cu ultima opțiune de setare. Polaritatea poate fi atât directă, cât și inversă. Parametrii de tensiune pot fi setați pe baza grosimii materialului:
Este important să setați alimentarea curentului într-un tip pas cu pas, cu o aprindere netedă, o valoare ascendentă în procesul de realizare a unei cusături și o atenuare treptată la sfârșitul arderii. Acest lucru va evita formarea unui crater la sfârșitul conexiunii.
Consumul de argon în timpul sudării este setat pe manometrul cel mai apropiat de furtunul de gaz. Modele rusești necesită instalarea în intervalul de la 6 la 11 litri. Aceasta este eroarea dispozitivului de măsurare, care este adus la valoarea optimă numai prin mijloace practice. În cazul în care manometrul este importat (germană, cehă), puteți pune imediat 8 litri.
În setările dispozitivului este important să setați timpul ulterior de curățare a gazului după încetarea arcului. Durata furnizării de argon este stabilită la o valoare de cinci secunde, ceea ce oferă suficient timp pentru baie pentru a îngheța și răci electrodul.
Selectarea materialului de umplutură
Deoarece aluminiul se topește relativ repede, apoi luând diametrul greșit al firului de umplere, nu puteți avea timp să îl alimentați în zona de sudură și să formați o cusătura. Prin urmare, grosimea lipirii ar trebui să fie aceeași cu grosimea plăcilor de sudat. De asemenea, trebuie să aveți grijă atunci când alegeți compoziția chimică a materialului de umplutură. De exemplu, un produs fabricat din dural nu va putea fi preparat cu o bară pentru aluminiu comestibil. Tabelul cu numerele firului de umplere și scopul acestuia pot ajuta:
Selectarea electrodelor
Tehnologia de sudare a aluminiului cu argon necesită alegerea corectă a unui electrod de tungsten, al cărui diametru ar trebui să fie cât mai aproape posibil de grosimea pieselor de sudat. Ascuțirea se face în mod clasic, dar fără vârf ascuțit, ca în cazul sudării din oțel inoxidabil. În timpul primelor secunde de ardere, electrodul va lua forma unei picături la sfârșit și astfel va trebui să conducă o cusătura. Plecarea de la duză este necesară cu 3-5 mm pentru a evita supraîncălzirea tungstenului. La sudare, pulverizatorul de aluminiu se va lipi de electrod, ceea ce va necesita re-ascutirea.
Învățați să sudați aluminiu nu este ușor. Dar cunoscând principiile de mai sus și vizionând videoclipul cu lecții de la experți, puteți încerca cu încredere mâna în practică.
- Instrucțiuni de sudură pas cu pas
Învățarea cum să gătești aluminiu este destul de dificilă. Adesea, chiar și acești stăpâni nu întreprind astfel de lucrări. Problema este că aluminiul este un material foarte capricios și lucrul cu acesta necesită utilizarea unui invertor de înaltă calitate.
Desigur, puteți face cu aproape orice mașină automată de sudurădar cu adevărat de înaltă calitate suduri permite primirea numai a dispozitivelor cu funcție specială de sudare a acestui metal. Dacă aspectul contează, atunci este mai bine să fierbeți aluminiu cu un agregat cu o opțiune specială de sudură cu impulsuri. Aluminiu este de obicei fiert în argon. Invertoarele moderne vă permit să faceți totul eficient și cât mai curând posibil.
Ce cerințe trebuie respectate la sudarea aluminiului cu argon?
Când se alimentează aluminiu, se utilizează de obicei argon pur. Puteți folosi un amestec de gaz cu heliu. A doua opțiune este mai potrivită pentru lucrul cu foi groase. Aluminiu este fiert cu ajutorul unui dispozitiv special cablu de aluminiu cu o secțiune transversală solidă.
Este important să acordați o atenție deosebită proiectării arzătorului. În primul rând, trebuie să fie instalat pe un furtun drept, fără răsucire sau zgâriere. În al doilea rând, lungimea acestui furtun nu trebuie să fie mai mare de 3 m. Problema este că aluminiul este fiert cu argon folosind un fir foarte moale. În loc de canalul obișnuit, este mai bine să instalați teflon în arzător, proiectat special pentru lucrul cu aluminiu.
În cazul în care nu există suficiente 3 m de furtun pentru dvs., măriți invertor de sudare la materialul prelucrat. Dacă acest lucru nu este posibil, va fi posibil numai cu un agregat cu un mecanism de alimentare separat. Vârfurile trebuie să aibă un diametru mai mare decât pentru oțel. Acest lucru se datorează faptului că, atunci când este încălzit, aluminiul se extinde mai mult.
Trebuie să alegeți electrozii potriviți. Cele mai bune rezultate sunt prezentate prin sudarea aluminiului cu argon folosind astfel de electrozi:
- OK 96.20, OK 96.10.
- OZANA-1, OZANA-2.
- Produse non-consumabile pe bază de tungsten.
Primul brand de electrozi a început să fie utilizat pe scară largă cu puțin peste 10 ani în urmă. Astfel de electrozi sunt folosiți în principal pentru lucrul cu aluminiu tehnic. Ele pot fi de asemenea utilizate pentru sudarea aliajelor și turnătoriilor. Acestea vă permit să mențineți un arc constant. Proprietățile cusăturii finite sunt cât se poate de apropiate de proprietățile materialului sursă, iar crusta de zgură este îndepărtată fără efort suplimentar.
La electrozi de tipul 2 există o acoperire cu sare alcalină. Ele sunt folosite atunci când se lucrează cu o varietate de aliaje de aluminiu. În cele mai multe cazuri este necesar să se efectueze preîncălzirea în medie până la 200-300 ° C.
Se fierbe aluminiu cu argon folosind electrozi de tungsten non-consumabile. Acestea vă permit să mențineți un arc la un nivel stabil. Astfel de electrozi pot avea un diametru de 2-6 mm. Pentru fiecare caz, trebuie să selectați diametrul adecvat al electrozilor într-o ordine separată. Depinde în primul rând de grosimea produsului prelucrat. Electrozii de tungsten cu diferiți aditivi sunt cel mai bine arătați.

Atunci când aluminiu este fiert cu argon, se folosesc electrozi destul de scumpi, deci alegerea lor trebuie să fie abordată cu îndemânare și trebuie să țină cont de particularitățile lucrului înainte.
Pentru a arde aluminiu cu argon, aveți nevoie de următoarele:
- Mașina de sudură și electrozii potriviți.
- Sarma din aluminiu.
- Dispozitiv de sudare și încălzire cu gaz.
Înapoi la cuprins
Principalele caracteristici ale sudării aluminiului
Principala dificultate a sudării din aluminiu este o peliculă de oxid formată pe suprafața metalică în timpul prelucrării. Punctul de topire al acestei pelicule atinge 2050 de grade, iar aluminiul se topeste direct la temperaturi mult mai mici.
În conformitate cu tehnologia, trebuie mai întâi să pumni prin acest film, și apoi după aceea, topiți direct metalul. Cea mai bună modalitate de a efectua această sarcină este sudarea prin pulsare. Aluminiu are o bună conductivitate termică și un punct de topire scăzut. Din acest motiv, în procesul de sudare partea poate lumina. Pentru a evita acest lucru, trebuie să încălziți preformul puțin. Acest lucru va spori în plus adâncimea de penetrare a piesei de aluminiu.
Diagrama schematică pentru electrod consumabil sudare semiautomată rapida: SG - arzător de sudură, P - reductor cu balon, b - un cilindru cu gaz comprimat, MP - sudura mecanism de alimentare cu fir, BU - unitate de control semiautomat, SP - sursa de alimentare.
Pentru a ușura ruperea filmului de oxid, trebuie să pre-procesați piesa cu o perie metalică. O astfel de procesare nu durează mult, dar partea va fi mai bună și mai rapidă. Curățarea este recomandată imediat înainte de începerea sudării.
În procesul de sudare a aluminiului, asigurați-vă că arcul a avut o lungime constantă. Această regulă este relevantă nu numai pentru aluminiu, ci și pentru orice alte metale. Dacă arcul este mai lung decât este necesar, țagla nu se va topi. Dacă este mai scurt, metalul se va aprinde. O lungime adecvată a arcului este determinată ținând cont de compoziția chimică a materialului, deoarece în aliaje diferite, conductivitatea termică diferă. În medie, în cazul aluminiului, se utilizează un arc de 1,2-1,5 cm.
O altă dificultate pe care o veți întâlni în timpul procesului de topire a aluminiului este fabricarea unui crater la capătul cusăturii. Problema apare din faptul că aluminiu se răcește destul de repede. Pentru a rezolva această problemă permite un semi-automat special. În primul rând, acesta oferă un curent crescut, care vă permite să rupeți filmul de oxid. Ulterior, curentul scade, ceea ce face posibilă sudarea craterului menționat mai sus fără probleme.
Înapoi la cuprins
Ce metode de sudare există

Pentru fierberea aluminiului, s-au dezvoltat numeroase moduri diferite, care implică utilizarea diverse materiale, echipamente și medii de protecție.
Cele mai utilizate pe scară largă următoarele metode:
- Injectarea gazului inert utilizând un electrod de tungsten.
- Sudarea cu ajutorul unui semiautomat cu alimentarea automată a sârmei.
- Sudarea cu electrozi consumabili fără gaze protectoare.
O condiție importantă pentru această lucrare este distrugerea filmului de oxid format pe suprafața aluminiului. Pentru distrugerea acestuia se recomandă alternarea curentului direct sau alternativ. Aluminiu nu poate fi gătit în curent continuu, deoarece în astfel de condiții film de oxid nu se va da la stropirea catodului și nu se va prăbuși.
Înapoi la cuprins
Ce dispozitive sunt potrivite pentru sudarea aluminiului

Pentru sudarea aluminiului cu argon, puteți utiliza un număr de mașini de sudură. Toate acestea sunt împărțite în mai multe grupuri, și anume:
- Unități universale.
- Modele speciale.
- Echipamente specializate.
Modelele universale sunt fabricate în serie, sunt cele mai solicitate în rândul cumpărătorilor și sunt utilizate cel mai des. Sudarea similară se aplică în condiții de producție pe platforme special amenajate.
Pentru sudarea aluminiului în argon, puteți folosi diverse aditivi speciali. Ele fac munca mai ușoară și mai calitativă.
Unitățile care permit aluminiului să fie fierte cu argon folosind electrozi de tungsten non-consumabile au următoarele echipamente:
- Sursă AC / DC.
- Un arzător sau un set de dispozitive special concepute pentru acest tip de muncă.
- Un dispozitiv capabil să furnizeze o armătură de arc de pornire sau un dispozitiv care permite stabilizarea unui arc variabil.
- Echipamente care vă permit să controlați ciclul de sudură.
- Un dispozitiv destinat să compenseze și să controleze DC.
În prezent, există o serie de metode noi de sudare a aluminiului cu argon, proiectat special pentru a extinde gama de grosime a materialelor care pot fi fierte, pentru a îmbunătăți performanța conexiuni de sudareinclusiv îmbunătățirea penetrării.
În procesul de lucru, arcul se mișcă în pași sau cu o anumită viteză. Aceste mișcări pot fi sincronizate cu impulsuri de curent de sudură. Din această cauză, penetrarea va fi cea mai eficientă în toate domeniile. Reducerea curentului elimină riscul de supraîncălzire a metalului și, datorită acestui fapt, se elimină aproape complet de deformări.
Electrozii de tungsten permit obținerea de suduri de înaltă calitate și efectuarea lucrărilor la o viteză destul de ridicată. Pentru a efectua lucrările, aveți nevoie doar de echipamente speciale și de unități suplimentare, nu sunt necesare unități greu accesibile și scumpe.
Cel mai adesea sudarea cu argon este efectuată cu ajutorul unei unități de invertor. Astfel de dispozitive sunt utilizate pe scară largă atât în viața de zi cu zi, cât și în producție. Utilizarea mașinii de sudat invertor este cea mai bună opțiune. Chiar și fără experiență specială în sudură, puteți înțelege tehnologia fără prea mult efort. Iar această cunoaștere va fi cu siguranță utilă pentru dumneavoastră. În primul rând, veți putea să vă îndepliniți sarcinile personale și, în al doilea rând, dacă doriți, să furnizați servicii unor clienți terți.
10 noiembrie 2015
Aluminiu sudat în argon
Combinația de metale prin sudarea cu arc electric este atât de răspândită, încât mulți dintre ei consideră că această metodă este potrivită pentru toate materialele fără excepție. Dar acest lucru este departe de caz. Există metale care necesită un tratament special și sunt necesare tehnologii speciale pentru sudarea lor. De exemplu, aluminiu sau oțel inoxidabil subțire poate fi gătit doar într-o atmosferă de argon.
Chiar și din cursul de chimie școlară se știe că argonul este un gaz inert și nu intră în reacție nici cu metale, nici cu alte substanțe. Cum funcționează sudarea cu argon din aluminiu? Aparatul pentru sudarea aluminiului folosește tocmai proprietățile inerte ale acestui gaz. Arcul de sudura se realizeaza in argon, care vine din duza ceramica si forteaza aerul din zona de ardere a arcului. Metalul topit nu se oxidează și nu reacționează cu alte componente ale aerului, astfel încât compusul va fi extrem de durabil.
Sudarea cu argon este utilizată atât pentru piesele mici, cât și pentru îmbinarea structurilor masive. O caracteristică a acestui tip de sudură electrică este capacitatea de a crea o cusătura în mai multe straturi care formează o îmbinare monolită, fără cea mai mică urmă de zgură și scară. Dar pentru fiecare tip de compus aveți nevoie să ridicați un arzător special.
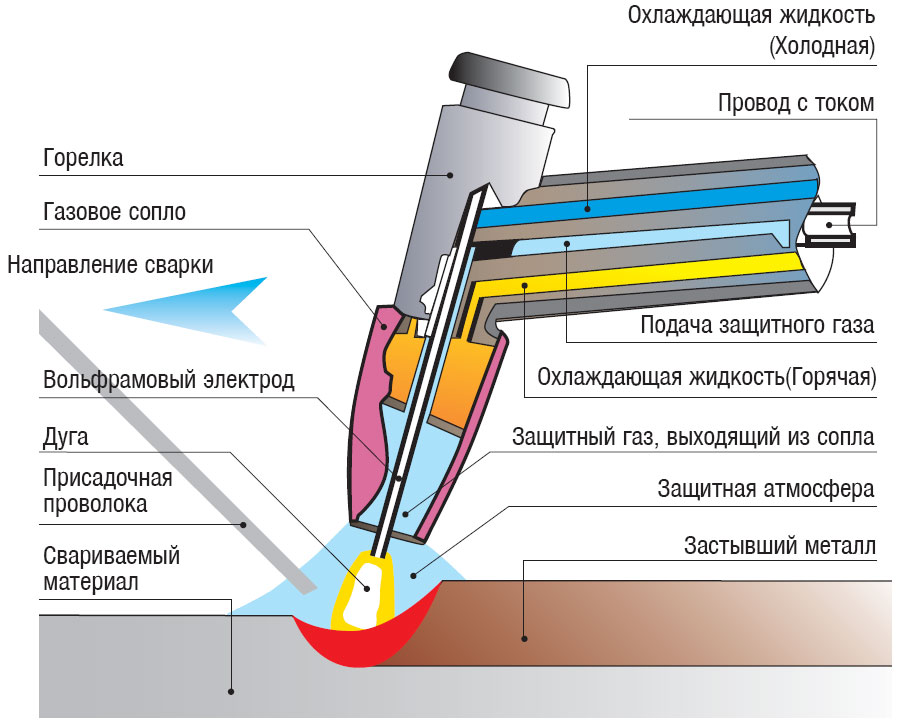
Cum funcționează aparatul de ardere cu argon pentru sudare
O torță - unul dintre principalele noduri ale mașinii de sudat cu argon. Se compune din:
- duza de gaz;
- wolfram electrod (non-topirea);
- sistem de răcire;
- corp cu colț.
Duza de gaz din ceramică este conectată la gaz de sticlă prin cutia de viteze. Un electrod tungsten este utilizat pentru a crea un arc electric, dar nu s-au topit, este folosit pentru sudarea tija de umplere - un fir special este alimentat în zona de arc separat. Materialul tijei este selectat separat pentru fiecare metal.
Pentru a prelungi durata de viață a electrodului, acesta trebuie răcit la o anumită temperatură, sub cea critică. În cele mai multe dispozitive pentru manuale de sudura, amator și profesionist, este răcit cu aerul. Dar la instalațiile industriale puternice, răcirea lichidă a electrodului este asigurată prin intermediul apei care circulă continuu în zona electrodului.

Gătitul de aluminiu poate fi atât cu un aparat de sudură convențională sau un invertor echipat pufoasă argon lanternă și având în setul activ de o configurație specială și argon special. O caracteristică a sudării din aluminiu este faptul că este produsă prin curent alternativ.
Tehnologia sudării argonului din aluminiu
Aluminiu, cu toate proprietățile sale unice și productivitate ridicată, este foarte dificil de sudat. Acest lucru se datorează naturii sale chimice - se formează o peliculă de oxid de Al 2 O 3 de grosime nesemnificativă, dar foarte refractară, pe suprafața metalică. Se topește la o temperatură de 2044 ° C, iar aluminiul în sine - la 660 ° C. Mai mult decât atât, oxidul apare instantaneu pe picăturile de metal topit și previne formarea unei suduri monolitice.
În plus, aluminiul are o conductivitate termică foarte ridicată - de câteva ori mai mare decât oțelul. Aceasta necesită un flux constant de căldură și, ca urmare, o creștere în curent de sudare de până la 1,5 ori față de oțel.
Tehnologia AC TIG utilizată pentru sudarea din aluminiu asigură distrugerea inițială a filmului de oxid și crearea de obstacole în calea formării acestuia. Acest lucru se realizează atât prin curentul electric - sudarea aluminiului de curent continuu polaritatea inversă sau curent alternativ. Când polaritatea inversă apare catodul pulverizat de filmul de oxid, distrugându-l complet.

Suflarea zonei de topire a metalelor cu argon previne penetrarea oxigenului și a hidrogenului, afectând distructiv cusătură de sudură. orgia gaz inert ar trebui să se facă pe întreaga durată a arcului electric și să nu se oprească după ce a dispărut pentru încă câteva secunde.
Tehnologia aluminiu
Invertor sau special în manualul de instrucțiuni are un număr de instrucțiuni pentru producerea setărilor pentru lucrul cu aluminiu. Ele pot diferi de modele diferite, astfel încât ar trebui să le cunoașteți înainte de a începe să lucrați, fără a se baza pe experiență. Mai ales dacă utilizați un dispozitiv nou cu un model necunoscut sau propriile tale abilități sudare electrică nu prea mare.
Etapa inițială este curățarea părților care trebuie îmbinate și degresarea lor. Curățați suprafața de murdărie, ulei, scală și apoi degresați cu acetonă, spumă de culoare albă sau solvent. Pentru a îndepărta pelicula de oxid, suprafețele din zona de sudură sunt curățate cu o perie de oțel sau o hârtie de șmirghel.

Pentru sudatorii novici este necesar să reamintim că pentru aluminiu sunt utilizate electrozi din tungsten cu diametrul de 1,6 până la 5 mm și tije de umplere speciale cu o grosime de 1,6 până la 4 mm.
universal instrucțiuni pas cu pas pentru lucrul cu aluminiu nu poate asigura toate cazurile, prin urmare, în primul rând, trebuie să urmați astfel de recomandări:
- unghiul de înclinare a electrodului față de planul metalului pentru a se menține în intervalul 70 - 800;
- mențineți lungimea arcului la 1,5 - 2,5 mm;
- mișcarea arzătorului se face după tija de umplere;
- mișcările scurte mișcări ale arzătorului și tijei se fac numai de-a lungul cusăturii, în nici un caz sub un unghi sau perpendicular pe îmbinare;
- placa de aluminiu este instalată pe o suprafață de cupru sau oțel, pentru o mai bună îndepărtare a căldurii;
- alimentarea cu argon începe cu 4 - 6 secunde înainte ca arcul să fie pornit și să dureze până la 7 secunde după dispariția lui;
- viteza de sudare este determinată de mărimea curentului de sudură.
Pentru sudarea din aluminiu de înaltă calitate în argon, este mai bine să folosiți un dispozitiv special mașină de sudură, de exemplu, Jasic TIG-180 P (W211) PRO, HYL TIG-200P, Welding Dragon PRO TIG250 ACDC. Prețul lor este ceva mai mare decât aparatele fără un sistem de suflare a gazelor inerte, dar este destul de justificat. La urma urmei, ele pot fi folosite pentru normal arc de sudură. Și într-o atmosferă de argon, nu numai aluminiul, ci aproape toate metalele, este sudat perfect. Învățați sudarea cu argon sub forța oricărui novice.
Sudarea aluminiului in argon.
Instrucțiuni pas cu pas despre cum să configurați aparatul utilizând exemplul INTER TIG 200 AC / DC PULSE
Sudarea cu argon din aluminiu la Moscova se estimează de la 15 la 300 de ruble (centimetri). Diferența în cost depinde de complexitatea, volumul, calendarul comenzii.
Calcularea costului de fabricare a structurilor de aluminiu, sudarea cu argon din aluminiu, compania "Starstel" produce în fiecare caz în mod individual. Prețul final constă în costul materialului, sudarea aluminiului cu argon, prelucrarea metalelor.
Sudarea argonului TIG
Sudarea cu argon TIG este una dintre cele mai populare metode de sudare utilizate pentru producerea de materiale responsabile structuri sudate din aluminiu. Principalele diferențe față de celelalte tipuri de sudare sunt prezența unui electrod de tungsten ne-consumabil, gaz de protecție argon, duza ceramică la capătul unui arzător cu arc de argon.
Principalul avantaj al sudării cu argon cu electrodul tungsten constă în absența incluziunilor de zgură în cusătura de sudură, lucrarea de sudare cu argon începe de la 5 amperi. În modul pulsatoriu, foile subțiri se gătesc bine. Arcul de sudare, la fel de bine, arde peste întreaga gamă de curenți. Sudarea argonului TIG este o metodă modernă și tehnologică de îmbinare a metalelor neferoase.


În zilele noastre, este imposibil să se găsească industrii în care nu au fost utilizate piese din aliaje de aluminiu. Construcțiile din aluminiu sunt cea mai largă aplicație în diferite zone ale vieții noastre. Ele sunt populare cu designeri și designeri. Se utilizează în mod activ în industria alimentară și chimică.
Sudarea cu argon de aluminiu este indispensabilă în construcția de nave, construcțiile navale. Aluminiu este utilizat în fabricarea rezervoarelor, rezervoarelor, rezervoarelor. Un aliaj de aluminiu durabil și ușor, este un metal structural promițător în producția de transport, industria construcțiilor și alte zone tehnologice.
Aliaje de aluminiu sunt utilizate în structuri metalice sudate scopuri diferite. Principalul avantaj al aliajelor de aluminiu este densitatea scăzută, calitățile bune de coroziune, coeficientul de rezistență specific ridicat. Aliajele de aluminiu au o conductivitate termică foarte ridicată, astfel încât căldura de la sudură este retrasă rapid în părți. Prin urmare, este necesară o creștere a căldurii, se recomandă preîncălzirea pieselor masive din aluminiu. Aluminiu se topește la o temperatură de 660 de grade. Când este încălzit, rezistența sa este redusă semnificativ.
Foarte des, pentru a crea o structură, avem nevoie de sudura argon-aluminiu, care este foarte diferită de alte metode de îmbinare a metalului. Diferențele provin din particularitățile acestui metal. Pe suprafața sa există întotdeauna un film de oxid care adsorbționează vaporii de apă, care este ținut de un film cu o temperatură de 660 de grade (temperatura de topire).
Compania Artstel dispune de echipamentele necesare pentru sudarea cu argon a aluminiului și fabricarea structurilor metalice din aliaje de aluminiu:
Echipamente moderne de sudare
Echipamente pentru prelucrarea metalelor
Echipamente de sudare
argon de aluminiu
Consumabile necesare
Pregătirea pentru sudarea cu argon din aluminiu.
Pentru pregătirea produselor, se vor forma mai întâi marginile piesei de prelucrat. Solvenții organici (acetonă, solvent pc1, pc2, spirt alb) elimină impuritățile organice. Dacă este filmat un film de oxid, acesta este îndepărtat. Îl puteți îndepărta folosind o perie de sârmă metalică, răzuire, șlefuit cu un disc cu clapetă.
la argon sudura Arcul de sudură TIG este situat între electrodul tungsten și piesa de prelucrat. Nu există transfer de aluminiu topit prin arc (există un transfer de picătură la dispozitivul semiautomat), ceea ce facilitează în mod considerabil arderea stabilă. arc de sudare. Stropirea este eliminată, pierderile sunt reduse, caracteristicile de calitate sunt îmbunătățite datorită absenței interacțiunilor metalice cu gazul arcului arc.
Înainte de o TIG cu curent alternativ, este posibilă îndepărtarea filmului de oxid cu o încărcătură ionică. Electronii pentru acest rol nu sunt potriviți datorită masei lor mici, nu posedă energia cinetică necesară.
avantaje:
Efectuarea de produse complexe și structuri metalice, sudarea cu argon din aluminiu se face în toate pozițiile spațiale.
Protecție excelentă a bazinului de sudare de oxigen și alte gaze în timpul sudării cu argon.
Sudarea cu argon este universală - sudăm aliajele de aluminiu cu grosimi diferite de la 1,5 mm și peste.
Deformează minim structura.
În sudarea cu argon nu se utilizează fluxuri, după care apar coroziuni și o sudură neuniformă.
Sudorul controlează întotdeauna formarea sudurii.
Estetic sudat.
Există mai multe metode de sudare, care depind nu numai de echipamentele utilizate, ci și de modurile pe care le expune utilizatorul. Dacă luăm în considerare utilizarea de sudare electrică, atunci pot exista mai multe opțiuni care depind de tipul curentului. Sudarea aluminiului cu curent continuu este doar una dintre aceste soiuri. Nu este folosit atât de des ca un curent alternativ, dar are încă o serie de caracteristici care sunt determinate de polaritate. Maeștrii preferă alternanța electrică, combinând avantajele ambelor polarități.
Atunci când aluminiu este sudat cu curent continuu, trebuie să alegeți care este mai important pentru procesul de sudare. La urma urmei, proprietățile de sudura de aluminiu nu sunt cele mai bune, condiții adecvate, prin urmare, ar trebui să fie selectate, care ar fi în măsură să îndeplinească cerințele tehnologice și pentru a asigura o sudură din aluminiu neted și strâmt. Problema principală a acestei formațiuni devine un film de oxid, care nu se pot ocupa temperatura ridicată de sudură, astfel încât se topește la 2200 de grade Celsius, și aluminiu la 680. polaritate DC ajută să-l distrugă prin pulverizare catodică, care funcționează perfect în combinație cu fluxuri și pretratare.
avantaje
- Atunci când se utilizează curent direct de polaritate directă, se obține un arc stabil, care ajută la formarea unei cusături de înaltă calitate și uniformă;
- Dacă se utilizează curent direct pentru sudarea de aluminiu a polarității inverse, este prevăzut pulverizarea catodică care distruge pelicula de oxid.
deficiențe
- Trebuie să alegem între un arc stabil sau distrugerea oxizilor;
- Fără distrugerea filmului de oxid, este imposibil să se obțină o sudură de înaltă calitate, deoarece acoperă metalul topit, împiedicându-l să se conecteze în mod normal;
- Este dificil să alegeți parametrii echipamentului pentru sudarea unei grosimi specifice de metal în acest mod de funcționare.
Nuanțe în sudură DC
Înainte de a găti sudarea electrică din aluminiu trebuie să înțelegeți, în primul rând, parametrii echipamentului. Experții nu recomandă utilizarea curentului direct de polaritate directă, deoarece dezavantajele sale depășesc avantajele și se dovedește a fi foarte problematice. Cu polaritatea inversă, este posibilă depășirea uneia dintre principalele probleme ale sudabilității aluminiului, dar aceasta nu este singura problemă care trebuie să fie confruntată.
Alte nuanțe ale acestui proces includ fluiditatea ridicată a metalului în stare topită, care nu poate ajuta nici un curent de orice fel, ci numai abilitatea sudorului. De asemenea, trebuie să țineți cont de susceptibilitatea crescută la tensiune, care implică încălzirea metalului și uscarea completă a electrozilor înainte de utilizare. Aici este necesar să se țină cont de adâncimea mică a sudării metalului, astfel încât atunci când se lucrează cu piesele groase, poate fi necesară prelucrarea suplimentară a marginilor. În ceea ce privește pregătirea preliminară, există și câteva nuanțe care se referă la curățarea suprafeței cu solvenți și metode mecanice simple, care ar trebui să crească calitatea conexiunii.

Aluminiu sudat cu argon
Materiale și instrumente
- O mașină de sudură, fără de care ar fi imposibilă electroziul de aluminiu cu ajutorul unui electrod. Acesta este selectat în funcție de metodă, deoarece este încă posibil să se utilizeze gaz;
- Materiale de umplere, care pot fi fie cablu de sudură;
- Un cilindru cu gaz inert dacă aluminiul este utilizat pentru sudarea argonului cu curent continuu.
- Furtunuri fiabile pentru conectarea cilindrului cu arzătorul;
- Arzătorul, proiectat special pentru sudarea prin arc cu arc;
- Reductor pentru schimbarea presiunii gazelor furnizate de cilindru;
- Manometru pentru a monitoriza nivelul de presiune cu care să lucrați.
Selectarea materialelor și a echipamentelor
Sudarea electrică a aluminiului pe un curent direct de polaritate inversă poate fi efectuată printr-o metodă standard, utilizând electrozi convenționali și electrozi, precum și un aparat cu arc de argon. Prima opțiune este mai simplă și mai ieftină, în timp ce a doua este una dintre cele mai fiabile, însă costul procesului și complexitatea acesteia devin mai mari. Prin urmare, sudarea electrică este utilizată pentru o conexiune obișnuită, în timp ce atunci când se lucrează cu structuri și componente critice, trebuie utilizată numai opțiunea TIG. În orice caz, atunci când alegeți un dispozitiv, trebuie să țineți cont de lățimea gamei sale, precum și de netezirea parametrilor de ajustare.
Prin selectarea consumabilelor, totul este mai simplu, deoarece sudarea electrică necesită electrozi speciali care sunt concepuți pentru metalul pur sau aliajul său specific, iar pentru metoda argon-arc este necesară o sârmă de sudură, a cărei compoziție ar coincide cât mai aproape de compoziția metalului sau a aliajului său.
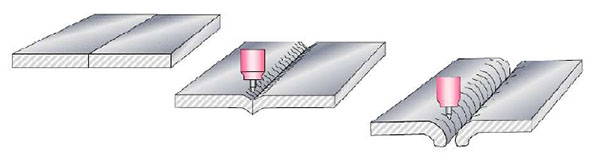
Pas cu pas
Aluminiul de sudură cu curent continuu în argon sugerează următoarele serii de acțiuni:
- Prelucrare metalică, care include prelucrarea marginilor, curățarea mecanică și tratarea cu solvent, care poate fi acetonă sau alt lichid similar;
- Următorul trebuie plasat pe suprafața fluxului de sudură, ceea ce va îmbunătăți conexiunea;
- După aceasta, puteți începe să configurați tehnica, în conformitate cu modul specificat;
- Apoi se face sudura în sine, în timpul căreia trebuie realizată o cusătura de-a lungul întregii suprafețe a marginilor;
- Lăsați îmbinarea să se răcească și verificați calitatea acesteia prin oricare dintre metodele disponibile.
Procesul are loc în principal în poziția inferioară, deoarece metalul se răspândește puternic în orizontală sau în tavan. "
Tabelul modurilor de sudare a aluminiului cu curent continuu
|
Tipul piesei de prelucrat |
Grosimea piesei sudate, mm |
Electrod, mm |
Sârmă de sudură, mm |
Curent, A |
Consumul de gaz, l / min |
|
Când marginile sunt prelucrate |
1 |
45…50 |
4-5 |
||
|
Sudarea la capăt pe o parte fără prelucrarea marginilor |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Suprafețe sudate pe două fețe, fără prelucrare a marginilor |
3-4 |
3-4 |
120…180 |
7-8 |
Ingineria siguranței
Sudarea electrică a aluminiului la domiciliu și la locul de muncă necesită respectarea normelor de siguranță. În primul rând, se referă la utilizarea de îmbrăcăminte de protecție și mijloace, cum ar fi. Normele privind siguranța electrică trebuie respectate atât la locul de muncă, cât și la domiciliu. Buteliile de gaz trebuie să fie la cel puțin 5 metri distanță de sursa de incendiu.




