Bazele sudării. Polaritatea și valoarea curentului de sudură. Instrucțiuni pas cu pas pentru executarea lucrărilor.
În ultima vreme gătesc mult și sa dovedit că îmi place foarte mult.
Drept urmare, am decis să colectez toate întrebările pe care le-am dat peste cap și nu am putut găsi răspunsuri pe Internet și răspunsurile mele la ele într-o singură colecție. Pentru a ușura viața celor care încep de la zero. În același timp, și vorbiți prin gândurile voastre pentru a le raționaliza. Bineînțeles că nu mă prefac adevărul. Următoarele se referă la sudarea manuală prin arc. Și pentru manechine. Sarcina principală a acestui opus este un început rapid pentru un începător. Te rog nu te lovi prea mult. Nu sunt un adevărat sudor.
Deci, atunci
1. Pentru a începe gătitul aveți nevoie de electrozi și de o sursă curent de sudare.
Surse de curent de sudare sunt transformatorul (transformator greu mare) și invertor (cutie mică cu mâner pe partea de sus). Transformatorul a fost înainte, dar se pare că în curând nu vor, vor muri. Sursa de curent a transformatorului este diferită prin faptul că este foarte grea, fiabilă și durabilă, dar în același timp scurge foarte mult rețeaua electrică, ceea ce în viața de zi cu zi duce la probleme mari. Voi ceartați cu vecinii sau, mai rău, ardeți cablarea sau echipamentul electric. Ai nevoie de ea? Nu aveți nevoie de ea.
Invertor Surse Curentul nu scurge atât de mult rețeaua și are multe facilități importante pentru un începător. În eventualitatea lipirii unui electrod, transformatorul de sudură scade rețeaua de alimentare, ceea ce poate duce la probleme mari, în timp ce invertorul oprește pur și simplu curentul de sudură. La momentul inițial al sudării, când arcul se aprinde, pe transformator sursă de sudare există o creștere a curentului, care conduce la un curent de curent în rețeaua de alimentare cu energie electrică și la arderea echipamentelor vecine, invertorul are condensatoare de stocare și aprinde energia arcului stocată în aceste condensatoare, fără o creștere a rețelei de alimentare cu energie electrică.
Sursa invertorului diferă între curentul de ieșire maxim și perioada de încărcare.
Sursa curentului de ieșire depinde direct de diametrul electrozilor. Cu cât electrodul este mai gros, cu atât mai mare ar trebui să fie curentul sursă. Pentru fiecare diametru al electrodului există o limită inferioară, sub care curentul nu poate fi redus. Dacă reduceți curentul sub această limită, atunci nu veți obține o sudură. În loc de cusătură, va exista un amestec de dungi de metal cu dungi de zgură, acoperire cu electrozi.
De exemplu
Pentru un electrod de 2,5 mm diametru, curentul minim este de aproximativ 80 de amperi.
Pentru un electrod cu diametrul de 3 mm, curentul minim este de 110 amperi.
Astfel, încercarea de a găti cu electrozii de 3 mm cu un diametru curent de 70 amperi este imediat și cu siguranță condamnată la eșec. Nu va exista cusătură. Cu toate acestea, un electrod de 2,5 mm pe un curent de 110 amperi și chiar mai mare va găti, iar cusătura va fi, deși electrodul ar arde foarte repede și va fi incomod pentru a lucra.
Nu este necesară o precizie mai mare în stabilirea curentului de sudură. Este necesar să se ridice deasupra limitei inferioare. Un semn indirect al curentului corect este ca arcul va incepe sa arda cu o fisura uscata, fara a bruia sau bate.
Se pare că ridicați curentul cât mai mare posibil, luați un electrod gros și totul va fi bine. Cu toate acestea, nu va. Tensiune standard arc de sudare - 25 de volți. La un curent de 110 amperi, de exemplu, consumul de energie va fi de cel puțin 2,7 kW. În realitate, mai mult, deoarece eficiența sursei de curent nu este 100%. În majoritatea apartamentelor și în rețeaua obișnuită de uz casnic există întrerupătoare de siguranță pentru 16 amperi, pentru 3,5 kW.
Astfel, dacă decidem brusc să fierbem un curent de 140 de amperi, care este de 3,5 kW consum net de energie, atunci nimic nu va veni din ea. Deconectați automat energia electrică.
Astfel, este posibil să uităm de electrodul cu un diametru de 4 mm. În consecință, limita superioară a diametrului electrozilor pentru un sudor este de 3,2 mm. Limita superioară a curentului este de 120 amperi. Aceasta este de exemplu suficientă pentru a suda două colțuri de 60x60mm. Dar acest lucru nu este suficient pentru sudarea balamalelor masive pentru uși de garaj. Aceasta este limita și nu puteți face nimic în acest sens. Electrodul cu diametrul de 3 mm nu va încălzi fierul masiv masiv, metalul electrodului va fi asamblat prin mușchi pe suprafața metalului sudat fără a se topi. Sudarea nu va fi.
Astfel, grosimea metalului sudat determină grosimea electrod de sudare.
Grosimea electrodului de sudură determină curentul de sudură. Dacă sursa și rețeaua dvs. electrică nu pot livra acest curent, nu veți face sudura normală și nu căutați alte soluții.
Astfel, invertor de sudare cu un curent maxim de 140 de amperi este suficient pentru nevoile interne în rețeaua electrică de uz casnic (adesea alegerea este un invertor de 160 amperi, dar acest lucru este mai probabil din motive de marjă de putere și fiabilitate). Limitarea este rețeaua electrică. Un invertor cu un curent maxim de 200 de amperi va consuma 5 kW de energie din rețea. Acest lucru va duce fie la dezactivarea automatelor, fie la arderea cablurilor.
Cu toate acestea, trebuie să se înțeleagă că dacă un invertor cu un curent maxim de 200 amperi are un curent de 100 amperi, atunci va consuma 2,5 kW de la rețea în timpul sudării.
Perioada de încărcare (PV) a sursei de curent este o valoare care indică raportul timpului de sudare în timp inactiv sursă. Sursele interne nu pot funcționa în mod continuu. Acestea sunt concepute astfel încât să se răcească periodic. Acesta este un preț ieftin. Perioada de încărcare este foarte importantă și nu puteți cumpăra o sursă fără să cunoașteți acest parametru. Dacă cumpărați o sursă cu un PV de 15%, atunci după fiecare 1,5 minute de sudură trebuie să stați și așteptați 8,5 minute și așteptați până când sursa se răcește. Dacă încerci să gătești continuu, se va opri în cel mai bun caz, protecția va funcționa, în cel mai rău caz va arde. PV minim, adecvat pentru lucrul în gospodărie, poate fi considerat 50-60%. O sursă cu un PV mai mic nu este pur și simplu necesară. Aceasta este o pierdere de bani, este imposibil de a lucra. Deși sunt în toate magazinele, dar nu trebuie să cumpere.
2. Înainte de sudare.
La sudarea cu curent continuu ( invertor de uz casnic) există o sursă plus și minus. Polaritatea pe care firul de conectat este determinată pe baza electrozilor utilizați. Dacă electrozii funcționează la fel de bine cu fiecare polaritate, atunci trebuie înțelese următoarele: electronii, așa cum este bine cunoscut, sunt particule încărcate negativ și trec de la minus la plus. Un arc de sudare este un curent de electroni. În consecință, dacă un plus de o sursă de curent de sudare este atașat la piesă, atunci partea se va încălzi mai mult, deoarece un curent de electroni îi lovește. Dacă plusul sursei este conectat la electrod, atunci electrodul se va încălzi (și arde, respectiv) mai repede. Tipic este polaritatea inversă, în care electrodul se încălzește mai mult. În principiu, acest lucru se explică prin faptul că electrozi subțiri fierul subțire este fiert și poate fi ușor ars.
3. Sudarea.
Toate descrierile cu mai multe pagini ale modului de deplasare și de menținere a electrodului nu au niciun efect asupra calității cusăturii. Poate afecta forma cusăturii, dar aici fiecare este propriul său stăpân. În viața de zi cu zi, în care nu există sarcini mari structuri sudate O cusătură simplă, de înaltă calitate, este mult mai bună decât toate zigzagurile cu găuri de penetrare. Trebuie să luați electrodul numai pentru a vedea locul de sudură.
În consecință:
Fă o dată: Electrodul în mână, unghiul de înclinare de 30 de grade față de perpendicular pe partea. lovit de partea, arc aprins.
Efectuați două: Electrod cât mai aproape de partea respectivă, Învelișul electrodului se sprijină pe piesă. Arcul arde.
Trei: Stăm și așteptăm, nu mutăm electrodul, nu uita să-l aducem mai aproape de partea pe care o arde. Electrodul trebuie întotdeauna să se sprijine pe partea respectivă. Stăm și așteptăm până când începe să apară locul roșu. Acest punct roșu este o acoperire topită de la electrod, este un flux, nu este încă metal. Metalul este colectat încet sub un strat de flux într-o picătură, care este denumită științific o piscină de sudură. Simplu este o picătură de metal topit. Sarcina noastră este de a obține mai întâi această picătură și apoi să o deplasăm peste suprafața piesei. Este clar că în fiecare moment în această picătură va exista un metal diferit, în locul în care electrodul a fost îndepărtat rapid de metal, într-o secundă de două, și în locul unde electrodul este mutat, metalul este topit. Dar o picătură, o baie rămâne.
Faceți patru: La un moment dat, după două sau trei secunde, în centrul punctului roșu, va începe să apară o specie mai luminată și mai portocalie, cu o suprafață constantă tremurândă, cu valuri mici. Ca apa galben-portocalie. Avem nevoie de această suprafață, acest metal topit este colectat într-o picătură, iar această picătură tremură sub acțiunea curentului electric și a temperaturii. Oficial, această scădere se numește o baie de sudură. Acest lucru este bun, acesta este locul în care metalul se topește și va exista o cusătură normală.
Faceți cinci: Cum să mutați o baie? Dacă metoda este primitivă, am pornit arcul, așteptăm până la apariția băii, mutați electrodul cu două milimetri și trei în direcția în care avem nevoie cusătură de sudură, din nou, așteptăm până când apare o suprafață portocalie cu valuri. Un indicator al a ceea ce se poate mișca este apariția unei băi, a unui spot portocaliu cu o suprafață tremurândă, cu valuri mici unde electrodul este acum. În timp ce acest punct portocaliu, baie, nu, nu vă puteți mișca nicăieri. Trebuie să creăm această baie și numai atunci să ne mutăm în lateral.
Trebuie reținut faptul că baia este obținută din metalul topit și metalul topit este preluat din electrod. În consecință, este necesar să vă obișnuiți foarte mult, foarte mult cu mișcarea automată a mâinii când electrodul se apropie de partea respectivă. Aceasta este abordarea electrodului către partea care umple baia. Dacă ați uitat să aduceți electrodul mai aproape de piesă, atunci nu există metal în locul unde arde arcul. Baia nu este formată din nimic. Și cusatura în acest loc nu va fi. Distanța dintre vârful electrodului și piesă trebuie să fie întotdeauna minimă. Aproape că este necesar să se scufunde aproape întotdeauna electrodul în locul unde arde arcul. Dacă dunk la toate, atunci protecția la scurtcircuit va funcționa în invertor și se va opri. Și trebuie să dăm aproape. Pentru un punct de referință, puteți lua distanța atunci când electrodul se află pe piesă, sprijinindu-se cu marginea acoperirii.
Sudarea în cele din urmă arată așa
1. Primele două sau trei secunde formează prima piscină de sudură. O specie de portocalie neclară a apărut cu mici buzunare - deplasându-se cu 1-2 milimetri.
2. Stăm și așteptăm să apară specimenul de tremurături portocaliu. Dacă totul este normal, atunci ar trebui să apară undeva într-o secundă sau mai puțin.
3. Treceți cu 1-2 milimetri de-a lungul cusăturii, înapoi la pasul 2. Și de câte ori este necesar.
Dacă în acest mod metalul este topit, atunci este necesar fie să luați un electrod mai subțire, împreună cu electrodul, să reduceți curentul de sudură și, în consecință, cantitatea de căldură, fie trebuie să vă opriți periodic și să așteptați ca metalul să se fixeze. Adică, după ce ați făcut două trepte de sudură, opriți, întrerupeți arcul și așteptați până când metalul din portocaliu devine roșu închis. Apoi, din nou, doi trei etape de sudare și din nou să aștepte.
Câteva note:
Dacă ați ars o gaură - nu vă grăbiți să o preparați imediat, nimic nu va ieși, în acest loc metalul este fierbinte și atunci când încercați să vă încălziți se va topi din nou. Continuați pe cusătură pentru un centimetru doi și începeți să gătiți acolo. Du-te înapoi în gaură când metalul se întărește și zgura poate fi cioplit. Zgura cioplită, pe frig, deja găsește o gaură.
Dacă, după sudare, zgura este decojită de cântare mari, aceasta înseamnă că curentul de sudură este normal și sudarea este de asemenea vizibilă. Dacă zgura nu se îndepărtează cu cântare, nu este suficient curent de sudură și nu va exista sudură.
Electrozii sunt diferiți. Există chineză MP3. Sunt foarte mult zgură. Acești electrozi sunt ieftini și acesta este singurul lor avantaj. Pentru incepatori, ele sunt strict contraindicate. Din ele ai obosit.
Electrozii sunt OK.46 firme esab. Acești electrozi sunt cei mai buni pentru un începător. Din aceste electrozi, zgura este mică și întregul proces de sudare este perfect vizibil. Zgura de la ele este subțire, iar fulgii se scaldă cu un centimetru lățime și lungi de câțiva centimetri. Se întâmplă ca zgura să rămână în urma metalei în sine. Un alt avantaj imens pentru un începător (și confort atunci când muncă permanentăa) acestor electrozi în sensul că sunt aprinși peste zgură. Asta este, ei nu au nevoie pentru a ciocni un electrod pentru a aprinde arcul. Ele pot fi pur și simplu atinse de partea respectivă și arcul se va aprinde. Chiar și cu zgură neîntreruptă. Ceea ce este bun este rău. Zgura trebuie să bată. În condiția unei cusături sudate în mod normal, zgura este ușor căptușită.
Electrozii sunt LB52u. Acești electrozi dau alb ca o cusătură lustruită și un strat de zgură glazurat pe partea de sus. Au o cusătură aproape perfectă. Principalul lor dezavantaj este că, dacă întrerupeți arcul, atunci din nou nu îl veți aprinde, deoarece zgura este ca o sticlă. Va trebui să ne oprim, să așteptăm ca metalul să se răcească, să bată crusta lucioasă de zgură și numai atunci să aprindă arcul. Dacă gătiți fără oprire (fierul gros), atunci acești electrozi sunt cei mai buni. Adevărat și cel mai scump.
comentarii:
comentarii:
- Mașini de sudat
- Electrod - un element important al procesului de sudare
- Procesul de sudare
Proprietarii unei case particulare au de multe ori nevoia de a conecta două plăci metalice prin sudare. Trebuie să cereți ajutorul unui sudor profesionist. Totul ar fi bine, dar serviciile profesioniștilor sunt costisitoare și, uneori, este nevoie de un element foarte mic pentru sudură. Puteți învăța cum să faceți cel mai simplu sudarea pieselor metalice.
Pentru a ajuta sudicienii începători, industria produce dispozitive compacte pentru arc de sudurănumite invertoare.
Mașini de sudat
Lucrările de sudură sunt realizate folosind electrozi și o sursă de alimentare.
Sursa de alimentare este produsă de industrie în două tipuri:
- transformator;
- invertor.
Dispozitivele transformatoare sunt simple în funcțiune, dar sunt mari și grele, foarte fiabile, durabile și puternice. Ei lucrează la curent alternativ. Pentru sudare, utilizați electrozi de rutil topit sau fluorură de calciu. Dispozitivul are o eficiență scăzută, iar cusătura realizată cu ajutorul unui aparat de transformare are o calitate scăzută și necesită o înaltă calificare a sudorului pentru a obține cusături de sudură de bună calitate.
Invertorul este mașină de sudurăalimentat de curent continuu. La intrare, tensiunea de alimentare este rectificată și transformată în AC, care este trimisă la transformator. Dispozitivele de acest tip se disting prin mobilitate, greutate redusă, compactitate. Ele nu depind de tensiunea de intrare, funcționează bine în condiții de teren. Invertorul este un dispozitiv foarte economic, pierderea de energie electrică atunci când este utilizată este redusă de zece ori comparativ cu modelele de transformatoare. Invertorul are o eficiență de 85-90%.
Înapoi la cuprins
Operarea mașinii pentru sudarea tipului de invertor
Lucrarea unității invertoare constă în mai multe transformări în fază ale curentului electric.Acest lucru se întâmplă după cum urmează:
- diodele de putere ale redresorului primar conectate prin intermediul unui circuit de punte care rectifică tensiunea alternativă a rețelei;
- un convertizor inversator schimba curentul rectificat cu oscilații crescute într-un curent alternativ de înaltă frecvență;
- pulsatoriu de înaltă frecvență funcționează la scăderea tensiunii alternante de înaltă frecvență la o frecvență corespunzătoare curentului de sudare;
- frecvența redresorului secundar al tensiunii alternante corespunzătoare curentului de sudură este convertită în curent direct cu oscilațiile stins.
Curent înalt de frecvență - aceasta este principala soluție tehnică, care ne-a permis obținerea unei eficiențe ridicate a invertorului și a avantajelor în comparație cu alte unități de putere ale arcului de sudură. (Figura 1 Principiul de funcționare al invertorului).
Înapoi la cuprins
Electrod - un element important al procesului de sudare
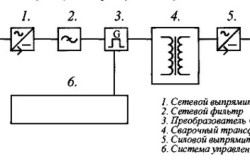
Figura 1. Principiul funcționării invertorului.
Un element important al procesului de sudare este electrodul. Din punct de vedere structural, se compune dintr-o tijă metalică cu compoziție specială de acoperire cu pulbere. Acoperirea cu pulbere servește ca o barieră pentru accesul aerului înconjurător la sudură. Aerul înconjurător are un efect negativ asupra formării cusăturii, o oxidează, ceea ce reduce semnificativ calitatea cusăturii. Acoperirea cu pulbere servește, de asemenea, la menținerea arderii normale a arcului.
Pentru sudarea prin invertor, aplicați electrozii MR, UONI, OZS, ANO. Calitatea electrozilor depinde foarte mult de condițiile de depozitare și de transport către consumator. Diametrul electrozilor determină consumul de energie electrică: cu cât diametrul materialului consumabil este mai mic, cu atât mai puțină energie electrică este consumată în timpul sudării. Electrozi utilizați în mod obișnuit cu un diametru de 2,5-3 mm.
Înapoi la cuprins
Instrucțiuni pas-cu-pas privind pregătirea pentru sudare
Înainte de a începe sudare ar trebui să fie achiziționate pentru a proteja împotriva razele de lumină și scântei care zboară de sub electrod. Agenții de protecție includ:
- masca de fata cu sticla protectoare pentru ochi;
- mănuși textile din material gros;
- sacou de lucru din material dens;
- cizme de lucru.
Sudarea metalelor începe cu pregătirea locului de muncă. A îndepărtat la locul de muncă pe o rază de 1 m de la diverse aglomerări, îndepărtați toate materialele combustibile din locație pentru sudură. Nu departe de locul unde se va efectua sudarea prin invertor, se instalează o găleată de apă. Oferă un flux constant de aer, puteți instala un ventilator pentru a îmbunătăți răcirea. Într-un loc unde se efectuează lucrări de sudură, praful și vaporii de apă nu trebuie să se acumuleze.
Se specifică conform instrucțiunilor dispozitivului, cât de mult poate funcționa în modul continuu. Acest parametru se numește coeficientul de includere. Cu o valoare a coeficientului de 100%, invertorul poate funcționa continuu timp de 10 minute la curent maxim. Dacă valoarea coeficientului este de 60-70%, atunci sudarea poate fi efectuată continuu timp de 6-7 minute, cu oprirea ulterioară a mașinii de sudură pentru răcire. Unitatea nu include în 4 minute.
Verifică corectitudinea cablajului, prezența suporturilor electrodului. Cablul pentru conectarea la firul principal este selectat pe baza capacității de încărcare curente, poate fi de până la 500 A.
Se verifică prezența și starea de funcționare a împământării invertorului, electrozii sunt selectați pe baza grosimii elementelor sudate. În funcție de grosimea electrozilor selectați setați valoarea tensiune de sudare. Pentru a ajuta sudatorii, începători și nu numai, masa corespunzătoare se aplică corpului aparatului. Dacă rezistența curentului este scăzută, arcul nu va fi aprins, dacă este ridicat, electrodul se poate lipi.
23 martie 2017
Aflați cum să preparați în mod corespunzător invertoare
Pentru a înțelege cum să învățați cum să gătiți cu un invertor de sudură, trebuie mai întâi să aflați exact ce sunt aceste dispozitive. Invertorul de sudură are o construcție destul de compactă, fiind mult mai ușor de transportat de la un loc la altul în comparație cu o mașină de sudura obișnuită care funcționează pe baza unui transformator. În plus, lucrul cu un dispozitiv modern este mult mai convenabil.
Sudarea elementelor metalice folosind un invertor poate fi suficient de fiabilă numai dacă știți cel puțin dispozitivul său aproximativ. În primul rând, proiectarea acestui echipament nu necesită prea mult spațiu: toate piesele necesare sunt plasate într-o cutie metalică mică, care nu depășește o jumătate de metru în lungime, de obicei nu mai mult de 20 cm lățime și aproximativ 30 cm înălțime. kg.
Principiul său de funcționare este de a produce un curent electric cu o forță și o tensiune corespunzătoare. Invertorul produce în zona suprafeței sudate un curent direct generat de o tensiune alternativă situată în rețeaua de uz casnic - 220 V.
Dispozitivele au întotdeauna două terminale - catodul sau un conductor încărcat negativ, iar anodul - unul pozitiv. Una dintre ele este utilizată pentru conectarea electrodului, iar cealaltă este conectată la metalul care va fi sudat. După pornirea tensiunii, se formează un singur circuit electric. Dacă facem un mic decalaj, dimensiunea care va fi de numai câțiva milimetri (de regulă nu mai mult de 8), atunci în acest loc aerul este ionizat și arcul electric corespunzător apare.
Pentru a învăța cum să gătiți cu un invertor, trebuie să înțelegeți că cea mai mare parte a căldurii este generată într-un arc electric care arde la o temperatură de aproximativ 7000 de grade. Acest lucru vă permite să topiți marginile plăcilor metalice sudate.
Atunci când arcul scânteie, nu numai marginile metalului, ci și electrodul se topesc, astfel că toate aceste materiale sunt amestecate unul cu celălalt. Dacă lucrările de sudură sunt efectuate slab, atunci zgura, care, de regulă, are o densitate mult mai mică decât metalul, va rămâne mai groasă decât metalul. Acest lucru reduce semnificativ calitatea rezultatului îmbinare sudată.
De obicei, zgura ajunge la suprafață și nu permite ca elementele sudate să fie oxidate de oxigenul conținut în aer sau încep să absoarbă azotul din mediul înconjurător. După ce metalul topit începe să se întărească, se formează o sudura.
Principalii parametri ai sudării
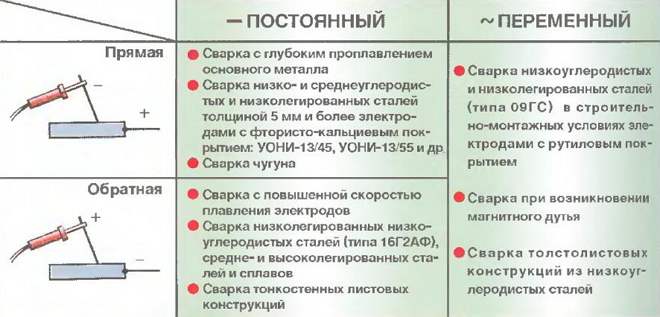
Pentru a învăța din experiența unor tipuri de sudori cu experiență, este necesar să se rezolve un astfel de concept ca polaritatea curentului, deoarece poate fi direct și invers. Primul este format dacă curentul curge de la catod la anod. Polaritatea inversă rezultă din situația opusă.
Dacă o persoană știe cum să gătească corect, atunci el va înțelege că se va forma cea mai mare temperatură la terminalul de unde începe să curgă curentul electric. Când se utilizează polaritatea directă, temperatura va fi mai mare direct pe semifabricate. De regulă, această tehnologie este folosită de sudori care abia încep să înțeleagă elementele de bază ale acestei ambarcațiuni.
la polaritatea inversă se formează o temperatură mai ridicată pe electrod. Această tehnologie este utilă atunci când lucrați cu foi de metal de grosime mică, precum și atunci când lucrați cu metale care nu reacționează prea bine la supraîncălzire, ceea ce poate duce la deteriorarea piesei de prelucrat.
Rolul important jucat de grosimea electrodului sau a firului sudat. Acest indicator este direct dependent de cât de gros sunt piesele care urmează să fie sudate. În principiu, acest indicator trebuie să fie respins atunci când alegeți puterea actuală. Se pare că cu cât este mai mare grosimea electrodului, cu atât este mai mare rezistența curentului electric care trebuie alimentat.
De asemenea, trebuie avut în vedere faptul că intensitatea curentă este direct afectată de localizarea cusăturii - orizontală, verticală, plafon și așa mai departe. Pentru masurarea treptata a sudarii invertorilor ar trebui sa studiezi cu atentie tabelul, unde sunt date punctele forte ale curentului, diametrele electrozilor si alti indicatori importanti privind performanta lucrarilor sudate.
Care sunt principalele calități pozitive ale unui invertor?
Invertorul este mult mai convenabil pentru sudare. Chiar majoritatea profesionisti sudori Ei spun că această tehnologie este mult mai bună și mai simplă decât un transformator primitiv. Datorită utilizării acestui produs este posibil nu numai să se formeze cu ușurință un arc, dar și să se obțină în cele din urmă cât mai stabil posibil.
Un astfel de efect previne stropirea metalului excesiv. Invertorul este, de asemenea, bun, deoarece oferă o serie de tipuri diferite de caracteristici suplimentare. În special, una dintre cele mai utile funcții este așa-numitul "Hot Start", care vă permite să faceți curentul de sudură la începutul lucrului cât mai puternic posibil. Acest lucru vă permite să creați un arc mult mai ușor și mai rapid.
O altă trăsătură este Arcul puternic. Acest element este activat numai dacă electrodul este prea aproape de elementele sudate. Cu o astfel de dezvoltare, dispozitivul va crește curentul în modul automat. Acest lucru permite ca metalul să se topească cât mai repede posibil, astfel încât electrodul să nu se lipească de piesele de prelucrat.
Al treilea o calitate utilă este opțiunea "AntiZalip". Dacă este necesar, acesta face ca curentul electric să fie cât mai scăzut posibil, astfel încât electrodul să poată fi detașat foarte rapid de suprafața metalică și să continue lucrările. Funcția este foarte utilă pentru cei care încă nu au dat seama cum să distrugă corect electrodul de la piesa de prelucrat.
Invertorul este un dispozitiv destul de economic. Dacă luăm în considerare electrozii cu un diametru de 3 mm, atunci pentru utilizarea lor calitativă este suficient să setați tensiunea cu o putere de 4 kW - aceasta corespunde în totalitate conexiunii paralele normale a două fierbere electrice.
Eficiența designului în ceea ce privește consumul de curent electric permite literalmente într-un singur sezon să justifice costul destul de ridicat al mașinii de sudat invertor.

Ce măsuri de siguranță trebuie să urmați?
Pentru a afla cum să gătiți sudarea invertorului, trebuie să înțelegeți mai întâi standardele de siguranță de bază. Faptul este că lucrările de sudură sunt deosebit de periculoase pentru sănătatea și viața oamenilor, deci ar trebui abordate cu prudență.
- Înainte de a începe să lucrați, trebuie să îndepărtați spațiul înconjurător de obiecte din lemn și alte lucruri care se pot aprinde rapid. Acest moment este foarte important pentru acei oameni care au început să învețe sudura. Electrozii, zgura, metalul topit au o temperatură foarte ridicată, ceea ce poate provoca o aprindere rapidă.
- Trebuie să purtați haine strânse care să acopere întregul corp cât mai mult posibil: pantaloni lungi strânși, o jachetă sau o jachetă cu mâneci lungi. Acest lucru se face astfel încât picăturile de metal topit să nu poată ajunge pe piele și să provoace o arsură termică severă.
- Ochii și fața trebuie protejate cu o mască specială, cu o sticlă întunecată sau un filtru de lumină încorporată. Nu va lăsa în lumina soarelui, dar arderea arcului va fi perfect vizibilă, de asemenea, acest filtru vă va permite să analizați cu atenție felul în care metalul se topește și umple sudura.
- În cazul în care arcul se arde, dar nu se produce sudarea metalică, aceasta poate indica o funcționare defectuoasă a aparatului sau o rezistență insuficientă la curent. Puteți să-l adăugați la panoul de lucru al echipamentului. Dacă acest lucru nu ajută, atunci instrumentul ar trebui să fie imediat dezactivat, deoarece trebuie să fi existat un fel de rupere în interiorul acestuia. Poate provoca un șoc electric.
- Este strict interzis să lucrați pe vreme umedă, la temperaturi prea scăzute și alte fenomene atmosferice nefavorabile, deoarece de cele mai multe ori cauzează șocuri electrice.
- Nu trebuie să observați comportamentul sau performanța sudării fără sticlă de protecție - aceasta provoacă o arsură corneană severă, de unde va trebui să vă recuperați în câteva zile. Arsurile acestui plan sunt diferite: un grad slab se caracterizează prin apariția unor pete luminoase înaintea ochilor; gradul mediu începe cu senzația de nisip în ochi; severă poate duce la pierderea parțială sau absolută a vederii.
Cum se aprinde arcul?
Oamenii care doresc să-și dea seama cum să învețe să gătească cu un invertor de sudură trebuie să practice mai întâi aprinderea corectă a arcului și să-l păstreze în timpul întregii perioade de lucru.
În prima etapă, terminalele ar trebui să fie conectate în funcție de dacă polaritatea va funcționa - direct sau invers. Dacă în prezent nu există nicio experiență în ceea ce privește sudarea, atunci ar trebui utilizată doar o conexiune directă. Este mai bine ca un sudor novice să ia electrozii universali potriviți pentru majoritatea metalelor: diametrul lor este de 3 mm.
Nu este de dorit să se utilizeze electrozi mai groși, deoarece pot provoca o oscilație gravă a arcului și arderea instabilă a acestuia. Lucrul cu aceste consumabile necesită cele mai bune abilități.
La început, trebuie să setați puterea curentă la 100 A. Folosirea unei măști neacordate poate provoca un anumit disconfort, dar o puteți sacrifica pentru a păstra viziunea. Înainte de aprinderea directă a arcului, este necesar să bateți ușor metalul cu un electrod pentru a bate acoperirea de la marginea sa.
A aprinde arcul poate fi unul din următoarele moduri:
- o zgariere;
- atingere ușoară.
Dacă luăm în considerare toate punctele considerate, nu va fi prea greu să dai seama cum să gătești cu un invertor de sudură. Mai mult decât atât, poate fi utilizat pentru diverse materiale.
28 martie 2017
Invertor lecții de sudură pentru începători
Lucrările moderne de sudură implică utilizarea de diverse metode, nu numai sudarea tradițională gaz arzător, dar și prin raze ultraviolete și electroni. Dar pentru condiții de viață iar munca simplă este metoda preferată sudare cu arc electric folosind un invertor. Această metodă este simplă, deși necesită respectarea anumitor reguli și tehnologii de formare a unei cusături. Pentru a afla această metodă singură, puteți utiliza elementele de bază ale sudării invertor pentru începători.
Sudarea electrică este metoda cea mai frecvent utilizată, oferind o conexiune puternică și durabilă a pieselor. Metoda funcționează pe principiul deformării plastice, în care particulele elementare ale electrodului pătrund în structura materialelor de bază ale părților care sunt unite. Ca rezultat, apariția de noi legături moleculare cu cea mai mare rezistență.
Pentru sudarea cu ajutorul unui invertor se utilizează următoarele metode:
- Presă de gaz cu participarea amestecului de acetilenă-oxigen. Metoda este caracterizată de productivitate ridicată, se poate utiliza nu numai în viața de zi cu zi, dar și în industria gazelor și petrolului, în construcția drumurilor principale, în ingineria mecanică, în ingineria civilă.
- Sudarea de contact se realizează cu curent electric de joasă tensiune, dar cu rezistență ridicată. Metoda include sudarea prin puncte, fundul sau formarea cusăturilor.
- În unele cazuri, se folosesc următoarele tipuri: termit, frecare, electroslag sau role.
Cum să alegeți echipamentul potrivit
Invertorul de sudură pentru începători începe cu alegerea corectă a echipamentului. În prezent există o mare selecție pe piață. echipamente de sudare pentru munca casnică sau profesională. La cumpărare, dispozitivele care nu sunt prea ieftine nu sunt recomandate, deoarece vor fi capabile să asigure stabilitatea arcului, ceea ce duce la o penetrare slabă a sudurii și la o calitate slabă. În plus, pentru astfel de dispozitive există o "dărâmare" frecventă a tensiunii, greutatea lor fiind prea mare.
Pentru sudarea electrică, puteți utiliza două tipuri de echipamente: redresoare și invertoare. Redresoarele convertesc AC în DC, asigurând stabilitatea arcului și o bună calitate a sudurii. Invertoarele transformă nu numai curentul alternativ în curent continuu, ci oferă și tensiunea care este cea mai potrivită pentru sudare. În plus, aceste dispozitive sunt ușoare și compacte, performanța lor fiind destul de ridicată.
Invertoarele sunt cele mai eficiente pentru sudare electrică datorită performanțelor ridicate, economiei și compactului.
În exterior, invertorul este similar cu o cutie cu greutatea de 3-7 kg, cu un mâner de transport și cu grătare de răcire pe carcasă. Pe panoul frontal există indicatori de funcționare a protecției, rețea, ajustare curentă, conectori de cablu, întrerupătoare de comutare on / off. Kitul standard include 2 cabluri cu suport pentru electrozi și un clemă pentru conectarea dispozitivului.
Electrozi pentru sudare
Lucrările de bază ale sudatorilor pentru începători includ învățarea modului de alegere a electrozilor care alimentează curentul punctului de conectare al pieselor. Pentru începători, sunt recomandate tije cu un compus de topire, solide și ușor de manevrat, permițând chiar unui maestru neexperimentat să facă o cusătură uniformă. Pentru sudori mai experimentați, este mai bine să se utilizeze electrozi de sârmă din pulbere topită.
Atunci când alegeți o mulțime de atenție trebuie să se țină diametrul electrodului. Dimensiunea optimă este de 3 mm, iar pentru foile subțiri se pot obține tije mai subțiri, pentru structuri masive și complexe - cu un diametru mare.
De asemenea, alegerea trebuie ghidată caracteristicile tehnice invertor, tipul suprafețelor care urmează să fie îmbinate și proprietățile metalului. De exemplu, se folosesc de obicei tije la 3 mm, curentul de sudare va fi de 110-120 A. În acest caz, tijele cu diametrul de 4-5 mm sunt deja necesare cu o grosime mare de metal, iar curentul va fi de 140-160 A.

Echipamente de siguranță
Înainte de a începe sudarea, trebuie să aveți grijă de protecție. Echipamentul de sudor include:
- jambiere (mănuși speciale de panza);
- o haină pentru a proteja corpul de stropi și scântei de metal;
- mască (filtrele luminoase pentru mască sunt selectate în funcție de condițiile de lucru);
- respirator (necesar pentru a lucra într-un spațiu închis);
- cizme cu tălpi de cauciuc.
Ghetrele se folosesc de obicei la sudare la înălțime, pentru lucrul în tavan, în alte cazuri puteți lua mănuși dintr-o țesătură foarte densă. Din motive de siguranță, trebuie să existe un recipient cu nisip sau apă în apropierea locului de muncă.
Ghidul începătorului
Sudura electrică și cu gaz pentru începători este baza utilizării muncii și a echipamentelor. Mecanicii cu experiență recomandă atașarea la corp a unui cablu cu un electrod, apoi apăsați-l cu un cot și ușor (cablul ar trebui să păstreze o anumită libertate) să se înfășoare de-a lungul antebrațului în mână. Aceasta va oferi cele mai convenabile condiții de sudare, sub care mâna va fi liberă.
Atenție: Este imposibil să se lucreze cu mâinile goale, este obligatoriu să se folosească o haină cu mâini lungi!
După pregătire, se stabilește un curent la invertor, în funcție de materialele de sudură și electrod, atunci este necesar să se ia o poziție constantă, să se ia cotul ușor de la corp, să se coboare masca și să se înceapă lucrul. Pentru începători, se recomandă începerea sudării cu piese cu dimensiuni mai mari de 20 cm, ceea ce vă permite să practici lucrul cu blanduri lungi și să respirați corect. Una dintre cele mai frecvente greșeli pentru începători este sudarea pieselor scurte dintr-o dată. Ca urmare, devine dificil să se lucreze pe suprafețe mari, ceea ce afectează în mod negativ calitatea cusăturii.
Prelungirile trebuie să fie fixate pe desktop, apoi puneți electrodul într-un unghi drept, duceți-l la marginea cusăturii la aproximativ 30-45 de grade. Distanța dintre tijă și suprafață trebuie să fie de 2-3 mm, iar atunci când se face sudură cu un unghi înapoi, panta se îndreaptă spre cusătură, metoda fiind un unghi înainte, electrodul este înclinat din cusătură.
Atenție: La sudare, electrodul se topește și scade în dimensiune, deci trebuie să monitorizați constant distanța și să păstrați unghiul!
Pentru a aprinde electrodul folosind două metode:
- chirpirea (tija trebuie ținută pe suprafață);
- prin atingere (electrodul trebuie ușor lovit pe suprafață într-o poziție perpendiculară).
Dacă tija este nouă, atunci se aprinde imediat; pentru cele deja folosite, este necesar să bateți mai mult, deoarece filmul de zgură rămâne la capătul de lucru. Invertoarele moderne ușurează pornirea, pentru aceasta puteți utiliza funcția Hot Start. Pentru începători, funcția anti-lipire este excelentă, adică postburner, care se aprinde când bastonul se apropie prea repede de suprafață. Înainte de a lipi, puteți utiliza o altă opțiune convenabilă - funcția Anti Stick oprește rapid curentul când se blochează, ceea ce împiedică supraîncălzirea dispozitivului.
Imediat după apariția arcului, trebuie creat un spațiu de 3-5 mm și ținut într-o poziție. Aceasta va asigura o excelentă penetrare și uniformitate a cusăturii de-a lungul întregii sale lungimi. Este mai bine să începeți să gătiți pe o cusătură de fir, trecând treptat la variante mai complexe cu mișcări oscilante. Acestea sunt metode precum herringbone, spiral, zigzag și multe altele. La capătul cusăturii este necesar să se facă mișcări oscilatorii ușoare în lateral, electrodul fiind îndepărtat numai în direcția metalului de sudură, ceea ce va ușura craterul.
Verificarea calității cusăturii
Verificați calitatea cusăturii după terminarea lucrului este foarte simplă, trebuie să loviți ciocanul de lângă suprafața de lucru. Dacă totul se face corect, zgura va zbura complet, fără a lăsa urme - se va păstra doar o cusătura netedă și uniformă cu lățimea optimă.
În cazul în care zgura este prins pe ceva, înseamnă lipsa de penetrare, adică, temperatura de sudare prea scăzută. Supraîncălzirea cusăturii se va rupe doar la impact.
Ordinea de sudare într-un mediu protejat al gazelor diferă de sudarea electrică în acest caz temperatură ridicată în zona de lucru se realizează prin alimentarea cu gaz. Această metodă este optimă pentru îmbinarea pieselor din cupru, alamă, plumb, fontă, după finalizarea lucrărilor, metalul poate fi întărit sau tăiat. Dar această metodă are un minus mare - încălzirea este efectuată pentru o suprafață mare, adică nu este potrivită pentru lucrul cu precizie sau pentru piesele mici.
concluzie
Sudarea necesită o atenție deosebită și o respectare strictă a standardelor de lucru. Nu este foarte dificil de stăpânit elementele de bază ale sudării, dar este necesar să se abordeze în mod competent alegerea echipamentului și a electrozilor, modul de funcționare și respectarea regulilor de siguranță. După ce vă cunoașteți abilitățile primare, puteți trece la locuri de muncă mai complexe, dar nu înainte ca mâna să dobândească încredere și claritate a mișcărilor.
Lecții de sudură pentru inversatori video pentru începători.
Pentru a putea oricând să lucrați în atelierul de acasă sau pe parcela gospodăriei, asociată cu combinația de elemente structuri metalice, este suficient să cumpărați o mașină de sudură modernă și să învățați cum să gătiți cu un invertor de sudură.
Lucrările de sudare au fost mult timp răspândite, nu numai în producția serioasă, ci și în viața de zi cu zi.
Proiectarea și avantajele mașinilor de sudură invertoare
Popularitate sporită echipament invertor pentru meșterii meșteșugari, se explică prin faptul că, cu asemenea dispozitive compacte, care diferă și în greutate mică, puteți face îmbinări sudate de înaltă calitate, fiabile și precise, chiar și fără calificări înalte.
Proiectarea oricărui invertor de sudură constă din elemente cum ar fi:
- unitatea de alimentare cu unitate de redresare și un filtru;
- invertor care convertește curentul direct în curent alternativ de înaltă frecvență;
- transformator pentru a reduce magnitudinea tensiunii de curent de înaltă frecvență;
- redresor de putere conceput pentru a obține curent continuu la ieșirea dispozitivului;
- unitatea electronică care efectuează funcțiile de control al dispozitivului.

Tehnologiile inovatoare implementate în proiectarea invertoarelor permit, fără probleme speciale, obținerea îmbinărilor sudate de înaltă calitate. Datorită compactității lor, astfel de dispozitive nu ocupă mult spațiu, iar datorită greutății lor ușoare (5-15 kg), ele pot fi ușor deplasate oriunde.
Dacă învățați cum să lucrați în mod corespunzător, îl puteți folosi pentru a realiza orice construcții metalice. O instrucțiune este atașată kitului pentru fiecare invertor nou, de la care proprietarul echipamentului poate învăța o mulțime de informații utile: cum să conectați dispozitivul corect, ce electrod să alegeți pentru a găti produse din acest sau acel metal etc.
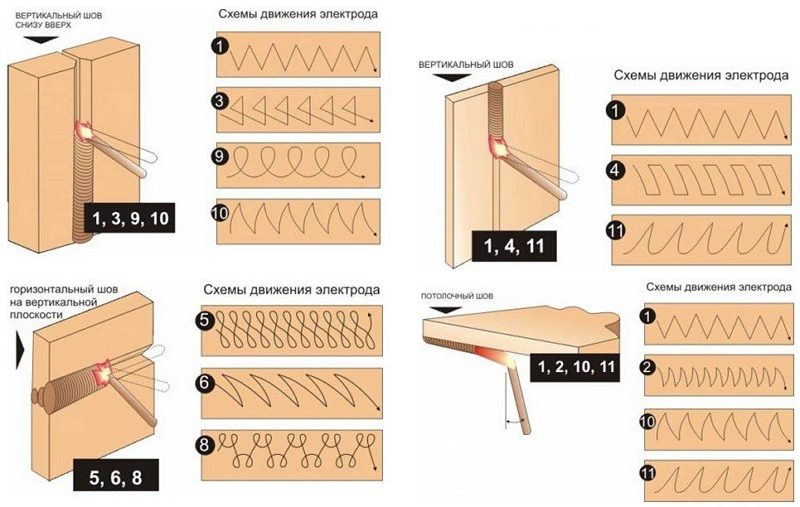
Moduri de deplasare a electrodului, în funcție de tipul de cusătura (faceți clic pentru a mări)
Cu toate acestea, de multe ori în mâinile unui maestru de casă se încadrează invertor, instrucțiunea despre care nu este tradusă în limba rusă sau absentă deloc. Este foarte important să înveți corect, deoarece în acțiuni la întâmplare va fi dificil să faci metal de înaltă calitate. În plus, puteți confrunta cu defectarea echipamentelor.
Cu toate acestea, dacă urmați regulile general acceptate, puteți lucra cu orice modele de invertoare și puteți rezolva în mod eficient toate sarcinile. După studierea cu atenție a acestor reguli, urmăriți un film de antrenament care va ajuta la întărirea materialului teoretic cu dovezi vizuale.
Cum să pregătiți echipamentul pentru lucru
Înainte de a începe gătitul metalului, pregătiți toate echipamentele necesare pentru a vă asigura siguranța: masca de sudare, haine speciale din țesături groase, încălțăminte de lucru și mănuși, care trebuie să fie de asemenea din material dens.

Pentru ca sudură să se dovedească a fi de înaltă calitate, este necesar să alegeți electrozii potriviți. Tipul și diametrul acestora sunt alese în funcție de metalul din care sunt realizate părțile care trebuie îmbinate, de grosimea acestora, precum și de modurile de sudare. Deoarece suprafețele de semifabricate care trebuie sudate trebuie curățate cu atenție, trebuie să pregătiți și o perie cu fire de sârmă metalică.
Înainte de a conecta invertorul la rețeaua electrică, este necesar să verificați dacă parametrii rețelei corespund caracteristicilor echipamentului conectat.
Acești parametri includ rezistența curentului electric și mărimea tensiunii, care trebuie să fie în intervalul specificat în pașaportul invertorului. Conectați dispozitivul la rețeaua de alimentare prin intermediul mașinii, ceea ce va împiedica deteriorarea echipamentului dacă apare un scurtcircuit în circuitul său electric sau valoarea tensiunii crește dramatic din alt motiv.

Înainte de sudare, trebuie să aveți grijă și de starea platformei de lucru. Invertorul trebuie instalat pe o suprafață plană și trebuie să existe suficient spațiu în jurul acestuia pentru a asigura mișcarea liberă a aerului, datorită carei ventilații naturale a dispozitivului are loc. Nu acoperiți unitatea cu o cârpă care va restricționa fluxul de aer către grilele sale de ventilație.
Procesul de sudare este însoțit de temperaturi ridicate și stropire a metalelor topite, prin urmare nu ar trebui să existe substanțe inflamabile, inflamabile și explozive pe platforma de lucru.
![]()
După ce toate măsurile pregătitoare sunt finalizate, cerințele de siguranță sunt îndeplinite, puteți trece la următoarele acțiuni:
- conectarea cablului de alimentare și a cablului de împământare la conectorii corespunzători ai invertorului;
- fixarea cablului de greutate pe piesele care urmează să fie gătite (pentru aceasta este folosit un clip special);
- conectarea dispozitivului la rețea și setarea modurilor de sudare pe acesta;
- fixarea electrodului în suportul de sudură.
Coerența și exactitatea acestor acțiuni este bine demonstrată de videoclipul de instruire. Acum, când invertorul este conectat la rețea și electrodul din suport este pregătit pentru funcționare, puteți începe sudarea.
Caracteristicile de sudare cu ajutorul dispozitivelor de invertor
Primul lucru pe care trebuie să-l faceți pentru a începe să fierbeți cu un invertor este să porniți un arc electric între suprafața părții și vârful electrodului. Pentru a face acest lucru, acestea din urmă fac o mișcare izbitoare pe suprafața piesei de prelucrat, ca urmare a apariției unui blitz strălucitor. Metalul din zona arcului va începe să se topească. Învățați cum să aprindeți corect arcul și faceți-l repede, este posibil prin vizionarea videoclipului de antrenament.
La sudare, este important să urmăriți lungimea arcului, care ar trebui să corespundă aproximativ diametrului electrodului utilizat (în acest caz piesele se vor topi uniform, ceea ce va permite formarea unei suduri de înaltă calitate). Asigurarea faptului că o astfel de penetrare are loc în mod egal este necesară pe parcursul întregului proces de sudare.
Calitatea și fiabilitatea sudurii sunt de asemenea influențate de polaritatea conectării cablului de alimentare al invertorului și a cablului de împământare. Pentru a alege polaritatea corectă, trebuie să știți exact de ce material sunt fabricate piesele. Cele mai multe grade de oțel și alte metale sunt fierte cel mai bine în polaritate dreaptă, doar unele aliaje sunt unite în sens invers.
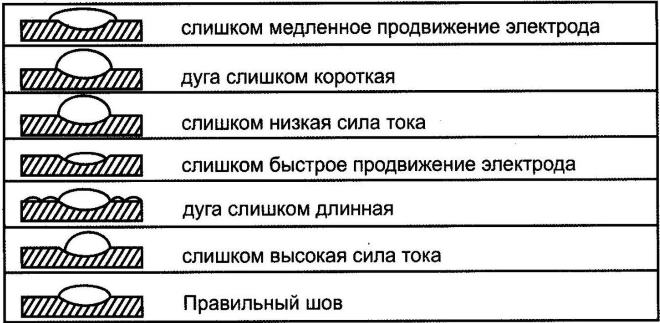
Proiectarea invertoarelor moderne de sudură asigură o reglare eficientă și eficientă a curentului de funcționare, ceea ce face ca lucrul cu astfel de dispozitive să fie simplu și confortabil chiar și pentru sudatorii novici. Puteți considera că curentul de sudură este selectat incorect de un număr de factori. Deci, dacă este prea mic, atunci sudura este obținută prea convexă și îngustă, detaliile în astfel de cazuri sunt puțin topite. Dacă curentul este prea mare, atunci metalul topit este pulverizat intens, iar arderea poate să apară pe suprafața părților care urmează să fie unite.
Alegerea forței de sudură a curentului depinde de diametrul electrodului pe care îl veți găti. Astfel, la sudarea metalelor cu o grosime de până la trei milimetri cu electrozi de până la 1,5 mm în diametru, rezistența la curentul de sudură este selectată în intervalul 20-60 A. În cazul în care se folosesc tije cu diametru mai mare, care pot fi utilizate pentru sudarea metalelor cu o grosime de 4-5 mm, curentul de sudare este ales în limitele a 100 A.
Privind prin filmul de antrenament sau urmărind activitatea unui specialist calificat, sudarii novici sunt adesea interesați de ce zgură este zdrobită de pe suprafața sudurii finisate. Acest lucru se face pentru a verifica, în primul rând, calitatea sudurii și, în al doilea rând, pentru a conferi îmbinării finite un aspect atractiv. Pe cusătura, curățată de zgură, toate erorile făcute în timpul sudării sunt vizibile.

Desigur, nu trebuie să vă așteptați ca sudarii novici (sau așa-numitele cazane) să devină imediat frumoși și de înaltă calitate suduri. Abilitatea, inclusiv în cazul sudurii, nu vine imediat după ce a fost familiarizat cu materialul teoretic și a vizionat videoclipul, este câștigat doar prin experiență.
Cum de a alege un invertor de sudură și electrozi pentru el
Electrozii bine selectați joacă un rol important în formarea îmbinărilor sudate de înaltă calitate și fiabile. Învățarea de a le alege este imposibilă în cazul videoclipului, pentru aceasta ar trebui să urmați recomandările general acceptate și următoarele principii.
- Atunci când se lucrează cu oțeluri cu conținut mediu și scăzut de carbon, se folosesc electrozi de carbon.
- Oțelurile aliate sunt fierte folosind electrozi fabricați conform GOST 10052-75 și 9466-75.
- Aplicați produsele OZCh-2 la sudarea produselor din fontă.
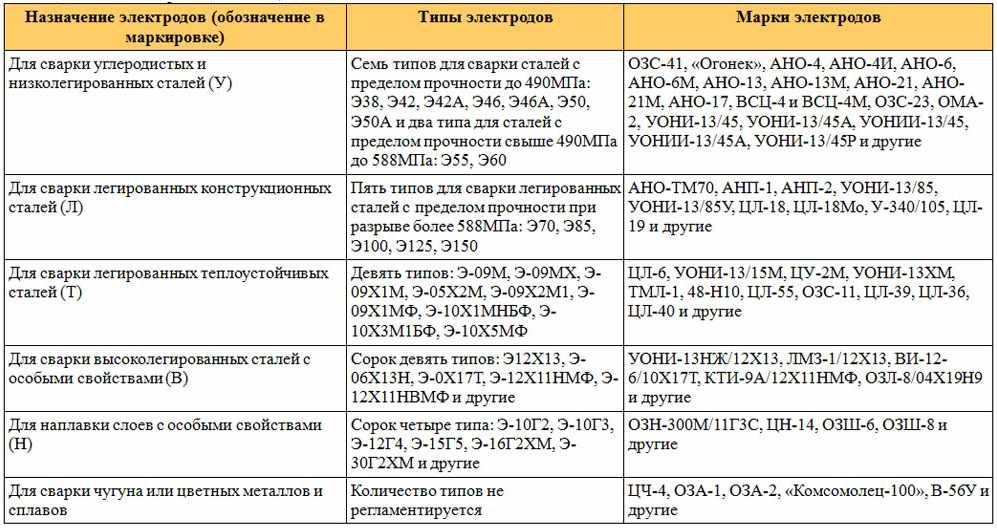
Clasificarea electrozilor în funcție de scop și scop (click pentru mărire)
Cea mai obișnuită marcă de electrozi interni folosită pentru a efectua lucrări de sudură este SSSI. Structurile din metal, care nu impun cerințe crescute, pot fi produse de gătit marci ANO și MP-3.
Dacă intenționați să cumpărați un invertor de sudură pentru a fi utilizat într-un atelier de lucru la domiciliu, în grădină sau în cabană, urmați aceste recomandări.
- Valoarea maximă a curentului de sudură este 160-200 A. Este mai bine să achiziționați imediat o mașină în care această valoare poate fi destul de ridicată, deoarece echipamentele cu parametri mai modesti nu vă vor oferi posibilitatea de a prepara părți cu o grosime mare.
- Tensiunea fără sarcină nu trebuie să depășească valoarea de 90 V; este mai bine să alegeți invertoarele pentru care acest parametru este cuprins în intervalul 50-60 V.
- Durata incluziunii (PV) (un parametru care indică cât timp poate funcționa echipamentul fără întrerupere) este mai bine să alegeți în intervalul 40-80%.
Având în vedere faptul că tensiunea din rețelele electrice de uz casnic este foarte instabilă și este adesea caracterizată de salturi și căderi semnificative, este mai bine să alegeți un invertor capabil să funcționeze într-o gamă largă de tensiune de alimentare.
Pentru a elimina efectul la sudarea unor astfel de caracteristici ale rețelelor electrice, puteți alege o mașină de sudură invertor




