Sudarea oțelurilor din oțel carbon și slab aliat. Alegeți un electrod
Crearea de structuri metalice este una dintre principalele industrii în care sunt utilizate electrozi. Este principalul material consumabil pentru conectarea părților separate. Electrozii E-42 sunt utilizați în principal în aceste scopuri. Ele sunt foarte potrivite pentru a crea structuri mici, care nu trebuie să reziste la o greutate foarte mare. În piață, acest brand este foarte comun, deoarece este destinat sudării produselor cu conținut redus de carbon, care predomină în domeniul tehnic. Atunci când utilizați acest brand pentru sudare la mare oțel carbon se poate observa o pierdere considerabilă a calității, astfel că apar fisuri, chiuvete și alte defecte care pot face produsul nepotrivit pentru utilizare. Dar dacă utilizați totul pentru scopul propus, procentajul de formare a crăpăturilor de cristalizare, precum și a porilor, va fi minim. Utilizează o acoperire obișnuită, astfel încât un nivel ridicat de protecție pentru arc nu merită așteptat.

Electrozi de sudare marca E-42
Electrozii de tip E-42 sunt recomandați pentru utilizarea în condiții de instalare, deoarece nu au o mare sensibilitate la curățarea suprafeței, așa cum este necesar atunci când sudați aluminiul și alte metale dificil de sudat. Dacă este necesar, acesta poate fi utilizat pentru sudarea atât a foilor groase cât și a celor subțiri de metal. Această marcă se descurcă bine cu o adâncime mare a sudării și poate asigura o conexiune de calitate chiar la rădăcina cusăturii. Firește, atunci când lucrați cu piese mai groase de 4 mm, este necesar să tăiați marginile și să efectuați alte proceduri pregătitoare.

Electrozi pentru sudare e-42
Orice polaritate a transformatorului de sudură este adecvată pentru lucru. Arcul se aprinde la fel de bine, atât pentru prima dată cât și pentru următoarea, după întreruperea arcului. În special, aceasta se referă la electrozi preparați care au fost uscați și calcinați. În timpul sudării, se formează un strat dens de cusături, constând din mici și chiar fulgi. Metalul electrodului se comportă destul de vâscos și nu se răspândește, ceea ce contribuie la crearea de cusături ermetice de încredere. Cu alegerea corectă a modului, nu va exista distorsiuni de temperatură.

Cu toate acestea, avantajele acestor produse includ prevalența și disponibilitatea lor pe piață, deoarece costul nu este la fel de ridicat ca cel al altor mărci. Zgura este formată într-un strat uniform și nu există probleme cu eliminarea acestuia, chiar și cu o grosime mică a metalului, în cazul în care tapițeria ar putea deteriora cusătura însăși. Dezavantajele includ o gamă îngustă de aplicare, duritate scăzută și absența unei ductilități ridicate, ceea ce este foarte rău metale subțiri. Aici este necesar să se utilizeze flux suplimentar pentru a compensa lipsa de fiabilitate a protecției de acoperire și pentru a mări parametrii de sudură. Astfel, pentru orice deviere de la normă, puteți obține o cusătură foarte slabă.
sfera de aplicare
Electrozii din E-42 se găsesc foarte des în sfera privată, precum și în industrie pentru lucrări de mică responsabilitate. Practic, cu ajutorul lor creează structuri metalice din oțel. Poate fi folosit și în magazinele de reparații pentru a repara piese, deoarece multe lucruri sunt făcute din metale cu conținut redus de carbon. Aceștia pot produce conducte subțiri ale conductei și surse de alimentare cu apă, dacă sunt operate sub presiune relativ scăzută.
Specificații tehnice
Specificații tehnice Electrozii E-42 depind de compoziția materialului. Elementele chimice sunt enumerate aici ca procent.
În acest brand, electrozii cu un diametru de 4 mm e-42 vor avea cu alte specii nu numai compoziția chimică identică, ci și aceleași proprietăți mecanice. Acest lucru vă permite să preluați cu ușurință materialul, în funcție de exact ce va trebui să facă față materialul de cusătură finalizat.
Dimensiuni și gamă
Modelele subțiri sunt utilizate pentru sudarea foilor subțiri de oțel. Mai gros, cum ar fi electrozi cu diametrul de 6 mm e-42, se utilizează în cazurile cele mai grave, atunci când nu tăiați marginile și trebuie să atingeți adâncimea maximă a gătitului.
Caracteristici de suprafață
Suprafața fiecăreia dintre ele se realizează în modul propriu, care este optim pentru o astfel de grosime. Ea ține cont nu numai de timpul de expansiune, ci și de situația în care se desfășoară lucrarea, deoarece în situații dificile, metalul topit va curge pur și simplu și nu va mai rămâne. Pentru a evita acest lucru, puterea curentă trebuie redusă.
Desemnarea și decodarea
Marcarea acestui tip prezintă caracteristica rezistenței, care pentru domeniul principal de aplicare este unul dintre principalii factori. Acest exemplu arată că:
- E - electrod pentru electro arc de sudură;
- 42 - 420 MPa caracteristică de rezistență.
Producatori
- Vistek;
- Paton;
- PlazmaTek;
- MaxWeld;
- Frenze Electrode;
- Granit.
Electrozii din E42 sunt destinați primirii conexiunilor prin metoda sudării manuale cu arc. Această tehnologie și astăzi rămâne cea mai obișnuită, în special pentru utilizatorii meșterilor de acasă. Acest lucru se datorează faptului că achiziționarea de echipamente pentru sudura semiautomată implică costuri financiare semnificative și care este motivul pentru care acestea vor fi utilizate doar ocazional.
După cum se știe, sudarea manuală cu arc este efectuată cu ajutorul unor electrozi, care sunt tije metalice, la care se aplică un strat special. Caracteristicile acestor produse și domeniul lor de aplicare depind de compoziția metalului miezului lor și de tipul de acoperire.
Caracteristicile electrozilor acestui brand
Electrozii marca E42 îndeplinesc cerințele a două standarde de stat (9466 și 9467), aprobate în 1975. E42 vă permite să vă conectați cu piesele lor de ajutor din oțeluri carbon și oțeluri aliate, pentru a obține suduri, caracterizate prin rezistență ridicată la impact și ductilitate.
Astfel de produse sunt utilizate în principal atunci când metalul sudurii care urmează a fi format trebuie să aibă un indicator de rezistență la tracțiune (temporar) care nu depășește 50 kg / mm2. În cazul în care metalul de sudură ar trebui să aibă o valoare mare a acestui parametru, alegeți alt tip de electrozi, de exemplu, pentru gospodărie, produse de multe ori folosite de marca ANO 6 (diametrul de lucru este de 3 până la 6 mm), care sunt acoperite cu acoperire rutilă.
Caracteristicile electrodului
Electrozii marca E42 diferă în funcție de caracteristicile următoare.
- Sudura, obținută prin utilizarea lor, are o rezistență și o ductilitate suficient de ridicate, ceea ce îl face rezistentă chiar și la stresul semnificativ asupra fracturii.
- Crusta de zgură formată după solidificarea sudurii este ușor de îndepărtat.
- Sudarea rezultată se caracterizează prin uniformitate, nu există pori și goluri, dacă tehnologia sudare aplicată strict.
- Chiar și cei care nu au multă experiență pot face legături de o calitate suficient de bună cu electrozii E42.
- Atunci când utilizați astfel de produse, arcul se aprinde foarte ușor.
- Arcul aprins cu ajutorul electrozilor E42 de diferite diametre este caracterizat de o stabilitate ridicată.
- Consumul economic al materialului electrodului.
- Acoperirile care se aplică produselor de acest tip sunt foarte variate.
- Puteți lucra cu astfel de produse chiar dacă suprafața pieselor este umedă și acoperită cu un strat de rugină.
- Indiferent de marca specifică a electrozilor utilizați, ele diferă într-un raport optim preț-performanță.
- La utilizarea acestor produse, rata de depunere este de 10g / Ah.
- Electrozii marca E42, al căror diametru poate fi de 4-6 mm, sunt produse în lungimi de până la 45 cm.
- Pentru a forma o sudura de 1 kg, electrozii E42 vor necesita 1,6 kg.
- Folosind produse E42 de diferite diametre (în intervalul de la 4 la 6 mm), nu vă puteți îngrijora fluctuațiile lungimii arcului, ele pot apărea adesea din cauza tensiunilor de tensiune din rețeaua electrică.

/ clasificare electrod, ambalare electrod
Alegerea electrozilor de sudură depinde de materialul pe care intenționați să îl utilizați pentru sudare.
Caracteristicile principale ale electrozilor de sudare pentru sudarea carbonului și aliajului slab aliat oțeluri structurale sunt proprietățile mecanice ale metalului de sudură și îmbinării sudate: rezistența temporară la tracțiune, alungirea, rezistența la impact, unghiul de îndoire.
Electrozi de sudură după tipul de acoperire sunt împărțiți în: rutil, acru, bazic și celuloză.
Electrozi de sudură acoperite cu electrozi
Baza acoperire a electrozilor rutil este concentrat de rutil natural (TiO2), mai mult de 50%. Metalul de sudură acoperit cu rutil corespunde oțelului calmat sau semi-silențios. Rezistența metalului de sudură împotriva formării crăpăturilor în electrozi rutil este mai mare decât în cazul unei acoperiri acide. În funcție de proprietățile mecanice ale metalului de sudură și a îmbinării sudate, majoritatea mărcilor de electrozi de rutil aparțin tipului de electrozi E42 și E46.
Electrozii de rutil au un număr de avantaje comparativ cu alte tipuri, și anume că emisiile de gaze în timpul sudării sunt mai puțin dăunătoare pentru sudor, asigură arderea stabilă și puternică a arcului la sudare cu curent alternativ, pierderi scăzute de pulverizare metalică, separarea ușoară a crustei de zgură și formarea excelentă a cusăturii .
Electrozii Mr-3 (e-46) GOST 9467-75, GOST 9466-75, TU 1272-29900187211-2001, TU 36.23.25-007-90 funcționează pe curent alternativ sau direct polaritatea inversă. Acestea sunt utilizate pentru sudarea carbonului și a oțelurilor slab aliate în toate pozițiile, cu excepția verticalei de sus în jos. Metalul de sudură funcționează în condiții de temperaturi scăzute (până la -20 ° C). Se permite sudarea cu arc lung pe o suprafață oxidată, umedă, nepregătită. Recomandat pentru produse de sudură din oțel carbon (până la articolul 4), conductă de abur și apă caldă din categoriile 3 și 4, conducte în interiorul cazanului și turbină cu o presiune de lucru de cel mult 39 kgf / cm2 și o temperatură de cel mult 350 ° C, cazane cu o presiune de lucru de până la 50 kgf / cm2, conducte și conducte de gaz, cu excepția conductelor pentru reglarea turbinelor, a liniilor de petrol și a liniilor de combustibil.
Cu electrozi acoperiți cu acid
Baza acestui tip de electrozi de acoperire sunt oxizii de fier, mangan și siliciu. Metalul de sudură, realizat cu electrozi acoperiți cu acizi, are o tendință crescută la fisuri fierbinți.
Acest grup include, de asemenea, electrozi cu acoperire cu ilmenit, ocupând o poziție intermediară între electrozii cu o acoperire acide și electrozii Rutile. Compoziția stratului de acoperire a acestor electrozi drept componentă principală include concentrat de ilmenit (compus natural de dioxid de titan și fier - FeTiO2) MR-3M TU 1272-303-00187211-2002.
Electrozii cu acoperirea principală
Baza acestui tip de acoperire este carbonatul și fluorura. Metalul depus de electrozi cu acoperirea principală, prin compoziția chimică corespunde cu oțelul este liniștit. Datorită conținutului scăzut de gaz incluziuni nemetalice și a impurităților nocive, metalul de sudură se distinge prin plasticitate ridicată și rezistență la impact la temperaturi normale și scăzute și are, de asemenea, o rezistență ridicată la fisurarea la cald. Cu privire la proprietățile mecanice ale metalului de sudură și îmbinări sudate cu acoperirea principală aparținând electrodelor de tip E42A, E46A, E50A, E55 și E60.
Cu toate acestea, caracteristicile tehnologice ale electrozilor cu acoperirea principală sunt inferioare celorlalte tipuri de electrozi. Ele sunt foarte sensibile la formarea porilor în prezența scării, ruginei și uleiului pe marginile pieselor care trebuie sudate, precum și atunci când stratul de acoperire este umezit și arcul este extins. Sudarea este de obicei făcută curent continuu polaritatea inversă. Înainte de sudare, electrozii trebuie să fie calcinați la temperaturi ridicate (250-4200С).
Electrozi UONI - 13/45 GOST 9466-75 (E-42A), TU 1272-175-00187211-97
Electrozii din electrozii UONI - 13/55 GOST 9466-75 (E-50A), TU 1272-174-00187211-97 funcționează la un curent direct de polaritate inversă / = (+) /. Pentru toate pozițiile de sudură, cu excepția verticală de sus în jos.
Electrozii UONI sunt utilizați atunci când sudați structuri deosebit de importante din oțeluri carbon și oțeluri aliate, atunci când sunt realizate metale suduri cerințe crescute pentru ductilitate și duritate. Se recomandă: pentru sudarea structurilor care funcționează la temperaturi scăzute, pentru structuri supuse încărcărilor dinamice, vase sub presiune, structuri metalice de construcții navale. De asemenea, pentru sudarea metalului gros și a defectelor de turnare prin sudură. Sudarea cu acești electrozi trebuie efectuată folosind o metodă de susținere cu arc scurt. Mâinile de sudură nu trebuie să aibă scală, rugină și ulei.
Electrozi de celuloză
Acoperirea de acest tip conține o cantitate mare (până la 50%) de componente organice, de obicei celuloză. Metalul depus de astfel de electrozi în compoziție chimică corespunde unui oțel semi-silențios și calm. În același timp, conține o cantitate crescută de hidrogen. Cu privire la proprietățile mecanice ale datelor de îmbinare prin suduri și sudate electrozi corespund tipurilor E42, E46, E50. Celulele de celuloză se caracterizează prin posibilitatea de sudare a cusăturilor verticale, de sus în jos.
Electrozii OZS-12 GOST 9466-75, GOST 9467-75 (E-46) funcționează cu curent alternativ sau direct de polaritate directă / ~; = (-) /. Pentru toate pozițiile de sudare.
Electrozii OZS-12 sunt utilizați în sudarea structurilor de carbon și aliate slab.
| Tipul de acoperire | Descrierea aplicației | denumire |
| acru | Sudarea în toate pozițiile spațiale, cu excepția verticală verticală de sus în jos, curent direct și alternativ. Nu este recomandat pentru oțeluri cu conținut ridicat de sulf și carbon. Dezavantaj: posibile crăpături în cusături, stropire puternică. | A |
| rutil | Sudarea în toate pozițiile spațiale, cu excepția curentului direct și alternativ vertical de sus în jos. | P |
| principal | Sudarea prin curent continuu a polarității inverse în toate pozițiile spațiale, cu excepția verticală de sus în jos, a unui metal gros. | B |
| celuloză | Sudare în toate pozițiile spațiale cu curent direct și alternativ. Potrivit pentru instalare. Nu permiteți supraîncălzirea. Pierdere mare de spatter. | C |
| Tip mixt | Sudarea structurilor și a conductelor în toate pozițiile sudurii, cu excepția plafonului 1, la un consum redus de 1 kg de metal topit. | ARZH |
Conform grosimii stratului de acoperire, în funcție de raportul dintre diametrele D / d (unde: D este diametrul stratului de acoperire, d este diametrul tijei electrodului), electrozii sunt subdivizați:
| Polaritate recomandată DC. | voltaj inactiv Filamentul AC, V | denumire | |
| Max. | Anterior. despre tkl. | ||
| contact | 0 | ||
| orice | 1 | ||
| Linie dreaptă | 50 | +5 | 2 |
| contact | 3 | ||
| orice | 4 | ||
| Linie dreaptă | 70 | +10 | 5 |
| contact | 6 | ||
| orice | 7 | ||
| Linie dreaptă | 8 | ||
| contact | 9 | ||
| tip | numire | denumire |
| 9 tipuri: E38, E42, E42A, E46, E46A, E50, E50A, E55, E60 | Sudarea carbonului și a oțelurilor structurale cu o durată de tracțiune până la 600 MPa. | în |
| 5 tipuri: E70, E85, E100, E125, E150 | Sudarea oțelurilor structurale aliate cu rezistență temporară la rupere de peste 600 MPa. | L |
| 9 tipuri: E09M, E09MH, etc. | Sudarea oțelurilor aliate rezistente la căldură. | T |
| 49 tipuri: 12Х13, Э06Х13М, Э10Х17Т și altele. | Sudarea oțelurilor din aliaj de înaltă calitate cu proprietăți speciale. | |
| 44 tipuri: E10G2, E11GZ, E16G2HMi etc. | Suprafața straturilor de suprafață cu proprietăți speciale. | H |
Clasificarea electrozilor în funcție de condițiile de funcționare ale metalului de sudură
Grupul de suprafețe constă în electrozi destinați suprafețelor cu arc manual cu straturi de suprafață cu proprietăți speciale (cu excepția electrozilor pentru acoperirea straturilor de metale neferoase).
Fabricați și livrați în conformitate cu cerințele GOST 9466-75 și GOST 10051-75.
În unele cazuri, electrozii de sudură sunt, de asemenea, utilizați pentru acoperirea suprafețelor, de exemplu, pentru sudarea oțelurilor rezistente la coroziune, rezistente la căldură și rezistente la căldură.
Conform GOST 10051-75, electrozii pentru acoperirea straturilor superficiale sunt clasificați prin compoziția chimică la temperatura normală în 44 de tipuri (de exemplu, electrozii E-16G2HM, E-110X14V13F2, E-13X16N8M5S5G46).
În funcție de sistemul de dopaj adoptat și de condițiile de lucru pentru acoperirea suprafețelor, acestea pot fi împărțite în următoarele 6 grupe:
Primul grup.
Electrozi care asigură metal de joasă aliere cu conținut redus de carbon, cu rezistență ridicată în condiții de frecare și solicitări de șoc (pentru acest grup apar câteva mărci de electrozi din al treilea grup).
Al doilea grup.
Electrozi care asigură o rezistență ridicată la temperaturi normale și ridicate (până la 600-6500˚C).
Al treilea grup.
Electrozii oferă aliaje de carbon, aliate (sau aliate) cu rezistență ridicată la uzură abrazivă și sarcini de șoc.
Al patrulea grup.
Electrozi care asigură metal de sudură carbonat de mare aliere cu rezistență ridicată la presiuni ridicate și temperaturi ridicate (până la 650-8500С).
Al cincilea grup.
Electrozii care asigură metalul de sudură austenitic de înaltă aliere cu rezistență ridicată în condiții de uzură și frecare prin coroziune în timpul eroziunii temperaturi ridicate (până la 570-6000С).
Al șaselea grup.
Electrozii care asigură metalul de sudură din aliaj de înaltă aliere cu rezistență la dispersie, cu rezistență ridicată la temperaturi și condiții de deformare severe (până la 950-11000С).
Trebuie menționat că producerea de lucrări de acoperire a suprafețelor necesită utilizarea unei tehnologii speciale care, în funcție de compoziția chimică, poate include performanța obligatorie a unor astfel de operațiuni, cum ar fi încălzirea preliminară și însoțitoare, tratamentul termic pentru a obține proprietățile de performanță specificate ale suprafeței depozitate.
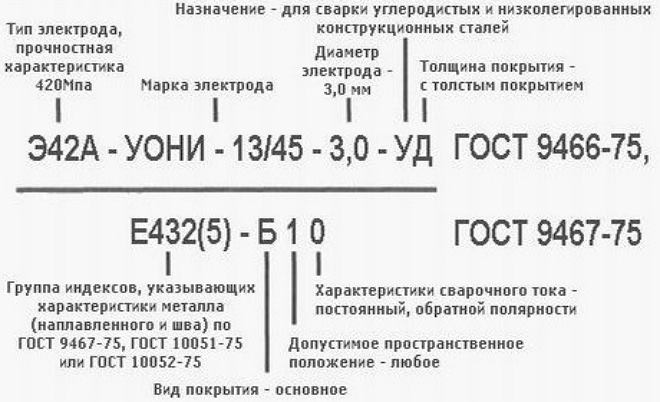
Un exemplu de simbol al electrozilor de sudare:
E46-ANO-21-3,0-UD GOST 9467-60în cazul în care:
E46 - tip de electrod (electrod E pentru sudare cu arc); 46 - rezistența minimă garantată la tracțiune a metalului de sudură în kgf / mm 2;
ANO-21 - marca de electrod;
3.0 este diametrul tijei electrodului în mm;
Y - numirea electrodului pentru sudarea carbonului și a oțelurilor cu conținut scăzut de carbon;
D - electrod de sudare cu un strat gros;
GOST 9467-60 - numărul GOST, conform căruia electrodul de sudură este standardizat.
Ambalare pe electrozi
Fiecare porțiune de electrozi este plasată în hârtie în două straturi impermeabile, urmată de stivuirea în paleți de cutii metalice sau cutii mari de lemn care cântăresc cel mult 1100 kg sau într-o cutie de carton și apoi înfășurarea fiecărei cutii cu electrozi într-o folie termocontractibilă din polietilenă, în funcție de cerințele consumatorului Cutiile sunt stivuite din cutii de carton ondulat, ambalate pe paleti din lemn cu dimensiuni de 800x1200mm. folosind benzi metalice sau cutii de metal, sau cutii de lemn de dimensiuni mari care nu cântăresc mai mult de 1100 kg.
Vindem electrozi și transportăm toate tipurile de transport de la 100 kg în toate regiunile din Rusia.
Sunt mulți tehnologia de sudare, fiecare dintre acestea corespund unui anumit grup de oțeluri și aliaje. Pentru aplicarea fiecărei tehnologii și utilizarea anumitor echipamente: mașini de sudurăConsumabile. Este foarte important pentru implementarea lucrărilor de sudură de înaltă calitate să se aleagă modul corect, nu numai modul, ci și electrozii înșiși.
De exemplu, sudarea oțelurilor carbon și a oțelurilor slab aliate este efectuată cu electrozi destinați sudării oțelurilor de carbon care conțin până la 0,25% carbon și oțeluri aliate cu o duritate temporară de întindere de până la 590 MPa.
Caracteristica oricarui electrod este efectuata in functie de agregarea proprietatilor mecanice necesare ale metalului de sudare (jonctiunea partilor dupa sudare): rezistenta temporara la tractiune, alungirea, rezistenta la impact, unghiul de indoire. Acești indicatori sunt baza clasificării electrozilor în conformitate cu GOST 9467-75. Utilizând electrozi cu marcajele E38, E42, E46 și E50, acestea îmbină oțelurile cu o rezistență temporară de până la 490 MPa; E42A, E46A și E50A sunt utilizate pentru sudarea acelorași oțeluri, atunci când se impun cerințe crescute pentru metalul de sudură pentru alungire relativă și duritate; E55 și E60 - electrozi de sudare pentru oțeluri cu o rezistență temporară la întindere mai mare de 490 MPa și până la 590 MPa. În același timp, cele două cifre din spatele literei "E" (electrod) corespund rezistenței temporare minime la ruperea metalului de sudură sau îmbinării sudate în kgf / mm2. Același standard reglementează conținutul de sulf și fosfor din metalul de sudură.
În electrozii pentru lucrări de sudură pe oțeluri carbon și slab aliate, indicatori ai posibilității de sudare în toate pozițiile spațiale, de tip curent de sudare, performanța procesului, tendința de formare a porilor și, uneori, conținutul de hidrogen din metalul de sudură și tendința îmbinărilor sudate la formarea fisurilor.
Toate aceste proprietăți sunt în mare măsură determinate de tipul de acoperire cu electrozi, care este acid, rutil, bazic, celuloză, amestecat.
Baza electrozilor cu acoperiri acide sunt oxizi de fier, mangan și siliciu. Cusătura, realizată în mod tradițional de către electrozii E38 și E42, se caracterizează printr-o tendință crescută la fisuri fierbinți. În același timp, astfel de electrozi nu contribuie la formarea de pori la sudarea metalelor, acoperite cu scală sau rugină și când arcul este extins. Pentru sudarea curentului direct și alternativ adecvat.
Electrozii pe bază de rutil se bazează pe concentrat de rutil (dioxid de titan natural). Aici metalul de sudură corespunde unui oțel calm sau semi-calm. Rezistența la formarea crăpăturilor în metalul de sudură este mai mare decât cea a electrozilor cu o acoperire acide. Sunt marcate proprietățile mecanice ale acestor electrozi E42și E46.
Electrozi de rutil sunt capabili să furnizeze o ardere stabilă și puternică. arc de sudare atunci când se lucrează la curent alternativ, garantează o reducere semnificativă a pierderilor de pulverizare a metalelor, o formare excelentă a sudării. Structura de zgură se separă ușor de suprafețele sudate atunci când se utilizează electrozi rutilieni. Ele sunt puțin sensibile la formarea porilor atunci când se schimbă lungimea arcului, la sudarea metalelor umede și ruginite și pe suprafața oxidată.
Acest grup include electrozi cu acoperire cu ilmenit. Componenta principală este concentratul de ilmenit (un compus de dioxid de titan și fier, exploatat în depozite naturale).
Bazele electrozilor cu acoperirea principală (E42A, E46A, E50A, E55 și E60 sunt carbonații și compușii fluorurilor) Metalul de sudură realizat de acești electrozi are o mare plasticitate și duritate la temperaturi normale și scăzute.
Electrozii cu un înveliș de bază sunt foarte sensibili la formarea porilor în prezența scării, ruginii și uleiului pe marginile pieselor care urmează a fi sudate la umectarea acoperirii și prelungirea arcului. Sudarea se realizează cu curent direct de polaritate inversă. Tehnologia de sudare necesită calcinarea obligatorie a electrozilor la o temperatură de 250-420 o C înainte de a începe sudarea.
Celulele acoperite cu celuloză conțin o cantitate mare (până la 50%) a componentelor organice (celuloză). În ceea ce privește compoziția chimică, metalul de sudură va corespunde unui oțel semi-calm sau liniștit și va conține o cantitate crescută de hidrogen. Atunci când se utilizează electrozi E42, E46 și E50, este posibil să se formeze o baretă inversă uniformă a cusăturii cu sudură unilaterală a greutății, dar să se creeze cusături verticale de sudură într-o manieră de sus în jos.
Toți electrozii enumerați trebuie să respecte cerințele GOST 9466-75 și GOST 9467-75 și cerințele specificațiilor pentru electrozi.
Electrozi pentru sudarea carbonului și a oțelurilor structurate slab aliate
| Electrod de marcă | Introduceți în conformitate cu GOST 9467-75 | Diametru, mm | Poziția de sudare | Tipul curentului de sudare |
| 1 | 2 | 3 | 4 | 5 |
|
variabilă, constantă |
||||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
variabilă, constantă |
||||
|
variabilă, constantă |
||||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Totul, cu excepția verticalului de sus în jos |
permanent |
||
|
variabilă, constantă |
||||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
variabilă, constantă |
|||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
UONI-13 / 55K |
Totul, cu excepția verticalului de sus în jos |
permanent |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Totul, cu excepția verticalului de sus în jos |
permanent |
||
|
UONI-13 / 55T |
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
||
|
UONI-13 / 55G |
Totul, cu excepția verticalului de sus în jos |
permanent |
||
|
variabilă, constantă |
||||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Totul, cu excepția verticalului de sus în jos |
permanent |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
Totul, cu excepția verticalului de sus în jos |
permanent |
Electrozi de direcție specializată pentru sudarea carbonului și a oțelurilor structurale de oțel slab aliat
| Electrod de marcă | Introduceți în conformitate cu GOST 9467-75 | Diametru, mm | Poziția de sudare | Tipul curentului de sudare | sfera de aplicare |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
variabil |
Sudura prin electrozi |
||||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
Hot dip galvanizat |
|||
|
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
Sudarea oțelului galvanizat |
|||
|
Totul, cu excepția verticalului de sus în jos |
permanent |
Sudarea otelurilor rezistente la coroziune atmosferică de tipul 10HNDP |
|||
|
2,5; 3,0; 4,0; 5,0 |
Totul, cu excepția verticalului de sus în jos |
permanent |
Sudarea oțelurilor pentru a asigura rezistența la rece a metalului de sudură la o temperatură minus 40 0 С |
||
|
OZS / VNIIST-27 |
Totul, cu excepția verticalului de sus în jos |
permanent |
|||
|
Totul, cu excepția verticalului de sus în jos |
permanent |
Sudarea oțelurilor pentru a asigura rezistența la rece a metalului de sudură la o temperatură minus 60 0 С |
|||
|
Totul, cu excepția verticalului de sus în jos |
permanent |
Sudarea oțelurilor pentru a asigura rezistența la rece a metalului de sudură la o temperatură minus 70 0 С |
|||
|
UONI-13 / 55U |
Totul, cu excepția verticalului de sus în jos |
variabilă, constantă |
Sudarea barelor de armare a structurilor și șinelor din beton armat |
||
|
permanent |
Sudarea îmbinărilor de țevi |
||||
|
Totul, cu excepția verticalului de sus în jos |
permanent |
Sudarea îmbinărilor de țevi |
|||
|
Totul, cu excepția verticalului de sus în jos |
permanent |
Sudarea îmbinărilor de țevi |
GOST 9467-75
Grupa B05
INTERNAȚIONAL STANDARD
ELECTRODELE METALICE ELECTRICATE PENTRU OȚELAȚI MANUALE ARC CU STRUCTURĂ ȘI OȚEL RESISTANT
Oțeluri rezistente la căldură cu acoperire metalică. tipuri
MKS 25.160.20
OKP 12 7200
Data introducerii 1977-01-01
Prin Rezoluția Comitetului de Stat pentru Standarde al Consiliului de Miniștri al URSS din 27 martie 1975 N 780, data introducerii a fost stabilită 01.01.77
Data expirării este ridicată în conformitate cu protocolul N 3-93 al Consiliului Interstatal pentru Standardizare, Metrologie și Certificare (ICS 5-6-93)
EDITION (februarie 2005) cu amendamentul nr. 1, aprobat în august 1988 (IUS 12-88).
REVISTA (din luna mai 2008)
VZAMEN GOST 9467-60
1. Acest standard se aplică electrozilor cu acoperire metalică pentru sudarea manuală în arc a oțelurilor rezistente la căldură, din oțel rezistent la căldură și aliate, din oțel carbon, aliat slab și aliat.
2. Electrozii trebuie să fie fabricați din următoarele tipuri:
E38, E42, E46 și E50 - pentru sudarea carbonului și a oțelurilor structurale cu o durată de tracțiune de până la 50 kgf / mm;
E42A, E46A și E50A - pentru sudarea oțelurilor structurale carbonate și aliate cu o duritate temporară de tracțiune de până la 50 kgf / mm, când metalul sudurilor impune cerințe sporite privind ductilitatea și duritatea;
E55 și E60 - pentru sudarea carbonului și a oțelurilor structurale cu o durată de tracțiune temporară mai mare de 50-60 kgf / mm;
E70, E85, E100, E125, E150 - pentru sudarea oțelurilor structurale aliate cu rezistență sporită și înaltă, cu o rezistență temporară la tracțiune mai mare de 60 kgf / mm;
E-09m, E-09MH, e-09H1M, e-05H2M, e-09H2M1, e-09H1MF, e-10H1M1NFB, e-10H3M1BF, e-10H5MF - sudare aliaj otel rezistent la căldură.
3. Compoziția chimică a metalului depus cu electrozi pentru sudarea oțelurilor structurale trebuie să respecte cerințele condițiilor tehnice sau pașapoartelor pentru electrozi de calitate specifică. Conținutul de sulf și fosfor din metalul de sudură nu trebuie să depășească specificat în tabelul 1.
4. Proprietățile mecanice ale metalului de sudură, metalului de sudură și îmbinării sudate, realizate prin electrozi pentru sudarea oțelurilor structurale, trebuie să respecte standardele prezentate în tabelul 1.
Tabelul 1
Tipul de electrozi | Proprietăți mecanice la temperatură normală | ||||||
metalul de sudură sau metalul de sudură | sudură realizată prin electrozi cu un diametru mai mic de 3 mm | ||||||
Rezistența temporară la rupere, kgf / mm | Elongație relativă,% | Rezistența la impact | Rezistența temporară la rupere, kgf / mm | Unghi de încovoiere, grindină. | |||
Nu mai puțin | |||||||
Comentarii:
1. Pentru tipurile de electrozi E38, E42, E46, E50, E42A, E46A, E50A, E55 și E60 sunt listate în tabel sunt proprietăți mecanice stabilite pentru metalul sudat, metalul sudat și îmbinarea sudată după sudare într-o stare (fără tratament termic). Proprietățile mecanice ale metalului de sudură, metalului de sudură și îmbinării sudate după tratarea termică a electrozilor tipurilor enumerate trebuie să respecte cerințele standardelor sau specificațiilor pentru electrozi de calitate specifică.
2. Pentru electrozi de tipurile E70, E85, E100, E125 și E150, valorile proprietăților mecanice prezentate în tabel sunt stabilite pentru metalul de sudură și metalul de sudură după tratarea termică conform modurilor reglementate de standarde sau specificații pentru electrozi specifici de electrozi. Proprietățile mecanice ale metalului de sudură și ale metalului depus într-o stare după sudare a electrozilor tipurilor enumerate trebuie să respecte cerințele standardelor sau specificațiilor pentru electrozi de calitate specifică.
3. Indicatorii proprietăților mecanice ale îmbinărilor sudate realizate de electrozi de tipurile E70, E85, E100, E125, E150 cu un diametru mai mic de 3 mm trebuie să îndeplinească cerințele standardelor sau specificațiilor pentru electrozi de mărci specifice.
5. Compoziția chimică a metalului depus cu electrozi pentru sudarea oțelurilor aliate rezistente la căldură, precum și proprietățile mecanice ale metalului de sudură sau a metalelor de sudură trebuie să respecte standardele din tabelul 2.
Tabelul 2
Tipul de electrozi | Compoziția chimică a metalului de sudură,% | Proprietăți mecanice ale metalului de sudură sau metalului de sudură la temperatură normală |
||||||||||||
mangan | molibden | Salvare temporară | rudă | șoc |
||||||||||
Nu mai sunt | ||||||||||||||
E-09H1MF | ||||||||||||||
E-10H1M1NFB | ||||||||||||||
E-10H3M1BF | ||||||||||||||
E-10H5MF | ||||||||||||||
Comentarii:
1. Valorile proprietatilor mecanice date in tabel sunt stabilite pentru metalul de sudura si metalul depus dupa tratamentul termic conform modurilor reglementate de standarde sau specificatii pe electrozi de clase specifice.
2. Indicatorii proprietăților mecanice ale îmbinărilor sudate realizate de electrozi cu un diametru mai mic de 3 mm trebuie să respecte cerințele standardelor sau specificațiilor pentru electrozi de mărci specifice.
(Ediție modificată, Rev. N 1).
6. Cerințele privind compoziția chimică a metalului de sudură și proprietățile mecanice ale metalului de sudură, a metalelor de sudură și a îmbinărilor sudate prezentate în tabelele 1 și 2 trebuie verificate la testarea electrozilor în conformitate cu cerințele GOST 9466-75.
7. Simbolul electrozilor pentru sudarea cu arc a oțelurilor rezistente la căldură și rezistență - conform GOST 9466-75.
În același timp, în al doilea rând simbol grupurile electrozi de indicatori care indică caracteristicile metalului de sudură și a metalelor de sudură trebuie înregistrate în conformitate cu cerințele din PP-10.
8. În desemnarea de referință a electrozilor pentru sudarea carbonului și a oțelurilor structurale de oțel slab aliat cu o rezistență la tracțiune de până la 60 kgf / mm, un grup de indicatori care indică caracteristicile metalului de sudură și a metalelor de sudură este stabilit conform tabelului 3.
Tabelul 3
Grup de indicatori | Valorile minime ale proprietăților mecanice ale metalului de sudură și ale metalului de sudură la temperatură normală | Temperatura minimă la care rezistența metalului de sudură și a metalelor de sudură (la testarea eșantioanelor tip IX conform GOST 6996-66) este de cel puțin 3,5 kgcm / cm, ° C |
||
rezistența temporară la rupere | prelungire relativă,% | |||
Pentru orice valoare | Pentru orice valoare |
|||
Nu este reglementată |
||||
Nu este reglementată |
||||
Nu este reglementată |
||||
Notă. În grupul de indicatori, primii doi indici indică valoarea minimă a indicatorului, iar cel de-al treilea indice caracterizează simultan valorile minime ale indicatorilor și. Dacă indicatorii și conform Tabelului 3 corespund unor indicatori diferiți, cel de-al treilea indice este stabilit de valoarea minimă a indicatorului, iar cel de-al patrulea indice suplimentar care caracterizează indicatorul este introdus în grupul de indici (vezi exemplul de creare a unui grup de indicatori pentru electrozii UONII 13/45).
9. Electrozi callout pentru sudarea otelurilor structurale aliate cu rezistență la tracțiune mai mare de 60 kgf indicele de bandă / mm caracteristicile metalului sudat si metalul sudat care indică, indică conținutul mediu al principalelor elemente chimice din metal de sudură, precum și temperatura minimă la care duritatea metalul de sudură și metalul de sudură atunci când testarea eșantioanelor de tip IX în conformitate cu GOST 6996-66 nu este mai mică de 3,5 kgf · m / cm și ar trebui să includă:
a) primul indice al unui număr de două cifre care corespunde conținutului mediu de carbon din metalul de sudura în sute de procente;
b) indicii ulteriori, fiecare dintre care constă în desemnarea literei elementului chimic de bază corespunzător și numărul din spatele acestuia, indicând conținutul mediu al acestui element în metalul sudat în procente (cu o eroare de până la 1%);
c) ultimul indice care caracterizează temperatura minimă la care rezistența la impact a metalului de sudură și a metalului de sudură la testarea eșantioanelor tip IX în conformitate cu GOST 6996-66 este de cel puțin 3,5 kgf · m / cm conform tabelului 4.
10. În simbolul electrozilor pentru sudarea oțelurilor dopat termorezistente, grupul de indicatori indicând caracteristicile metalului de sudură și metalului de sudură trebuie să includă doi indici.
Primul indice, similar celui din ultimul indice al revendicării 9c, indică temperatura minimă la care rezistența metalului de sudură și a metalului de sudură, atunci când se testează mostrele tip IX conform GOST 6996-66, este de cel puțin 3,5 kgf · m / cm (Tabelul 4) .
Tabelul 4
Temperatura minimă la care este rezistentă | |
Nu este reglementată | |
Comentarii:
1. În plus față de carbon, principalele elemente chimice ar trebui să includă numai elemente de aliere care determină nivelul proprietăților mecanice ale metalului de sudură. În același timp, siliciul și manganul sunt considerate elementele chimice principale în cazul în care conținutul lor mediu în metalul de sudură depășește 0,8%.
2. Ordinea inscripționării elementelor chimice este determinată de scăderea conținutului mediu al elementelor corespondente din metalul de sudură.
3. Cu un conținut mediu al elementului chimic principal în metalul de sudură mai mic de 0,8%, nu este indicat numărul din spatele denumirii cu litera a elementului chimic.
4. Elementele chimice conținute în metalul de sudură sunt desemnate prin următoarele litere: B - niobiu, C - tungsten, G - mangan, D - cupru, M - molibden, H - nichel, C - X - crom, Yu - aluminiu.
5. În grupul index în fața ultimului index, puneți o linie (-).
Al doilea indice indică temperatura maximă de funcționare la care sunt reglați indicatorii rezistenței pe termen lung a metalului de sudură și a metalului de sudură (Tabelul 5).
Tabelul 5
Temperatura maximă de funcționare la care este reglată durabilitatea pe termen lung a metalului de sudură și a metalului de sudură, ° С | |
Nereglementat sau sub 450 | |
Peste 600 |
11. Toate datele necesare pentru compilarea grupurilor de indicii în conformitate cu punctele.8.10 * ar trebui luate din standardele și specificațiile pentru electrozi ai mărcilor specifice.
_______________
* Textul documentului corespunde originalului. - Notați producătorul bazei de date.
În grupul de indicatori de referință ai electrozilor pentru sudarea oțelurilor structurale carbonice și aliate cu o duritate temporară de tracțiune de până la 60 kgf / mm (clauza 8), trebuie raportate datele (fără tratament termic) pentru metalul de sudură și metalul sudat în stare după sudare.
În grupul de indicatori de referință ai electrozi pentru sudarea oțelurilor structurale aliate cu o rezistență temporară la tracțiune peste 60 kgf / mm și, de asemenea, pentru sudarea oțelurilor rezistente la căldură (PP și 10), datele pentru metalul de sudură și metalul de sudură după tratament termic reglementate de standarde sau specificații privind electrozele anumitor mărci.
Dacă nu există date în standardele sau specificațiile tehnice necesare pentru indexarea indicatorilor relevanți ai proprietăților mecanice ale metalului de sudură și ale metalelor de sudură, acești indicatori sunt considerați ad-hoc.
Exemple de formare a grupurilor de indicatori, indicând caracteristicile metalului de sudură și a metalelor de sudură, pentru identificarea electrozilor.
Un exemplu de realizare a grupurilor de indici pentru electrozi marca UONII-13/45 (tip E42A), care oferă următoarele proprietăți mecanice ale metalului de sudură și a metalului de sudură în stare după sudare la temperatura normală:
o rezistență temporară la tracțiune - nu mai mică de 42 kgf / mm (41);
prelungirea relativă - nu mai puțin de 22% (2);
metalul de sudură realizat prin electrozi și metalul sudat într-o stare după sudare, când se testează mostre de tipul IX conform GOST 6996-66 are o rezistență la impact de cel puțin 3,5 kgf · m / cm la o temperatură minus 40 ° C (5):
Același lucru pentru electrozii din clasa TsL-18 (tip E85), care furnizează metalul depus cu un conținut mediu de carbon de 0,18%, 1% crom, 1% mangan; Metalul de sudură realizat prin electrozi și metalul sudat după tratamentul termic la testarea eșantioanelor tip IX conform GOST 6996-66 are o rezistență la impact de cel puțin 3,5 kgf · m / cm la o temperatură minus 10 ° C (2):
Același lucru pentru electrozi de gradul TsL-20 (tip E-09H1MF), care furnizează metalul și metalul de suflat depozitat după tratamentul termic la testarea probelor de tip IX în conformitate cu GOST 6996-66 cu rezistență la impact nu mai mică de 3,5 kgf · m / cm la temperatura 0 ° C (2), indicatorii rezistenței pe termen lung a metalului de sudură și a metalului de sudură sunt reglați la o temperatură de 580 ° C (7):
(Ediție modificată, Rev. N 1).
Textul electronic al documentului
elaborat de SA "Codex" și verificat de:
publicație oficială
M: Standardinform, 2008




