Asztali hegesztő ívhegesztés. A kézi ívhegesztés technológiája 2. rész A kézi ívhegesztés módjának kiválasztása.
>>RDS technológia 2. rész mód kiválasztása
Kézi technológia ívhegesztés P.2 A kézi ívhegesztési mód kiválasztása
Cikk " Kézi ívhegesztési mód kiválasztása"A cikk folytatása" ". A hegesztési módok a hegesztés folyamatát és körülményeit befolyásoló indikátorok halmaza. A megfelelően választott módok javítják és lehetővé teszik, hogy minimálisra csökkentsék az anyagok költségét, az energiát és csökkentsék a munkaerő intenzitását.
A hegesztési mód alapvető és speciális paraméterei
Az üzemmód fő paraméterei az elektróda, az erő átmérője hegesztőáramvalamint a fajta és a polaritás, az ívfeszültség és a hegesztési sebesség.
További paraméterek közé tartoznak az olyan mutatók, mint az elektróda kibocsátásának mennyisége, a védőbevonat összetétele és vastagsága, az elektróda helyzete és a térbeli elhelyezkedése. hegesztett kötés (azaz a hegesztés végrehajtása: a függőleges varratok hegesztése, a vízszintes varratok hegesztése, a mennyezeti varrat hegesztése stb.).
Az elektróda átmérőjének kiválasztása kézi ívhegesztéshez
Az elektród átmérőjének kiválasztásakor a fő szempont a hegesztendő élek vastagsága. Az átmérő kiválasztásánál figyelembe kell venni a hegesztett kötés típusát és a hegesztendő élek alakját is. Az elektród átmérőjét a hegesztendő alkatrészek vastagságától függően a táblázat tartalmazza:
Sarok és T-kötések esetén az elektródák átmérőjét a hegesztési láb méretei alapján választjuk ki. Ha a varratokat 3-5 mm-es lábakkal hajtjuk végre, válasszuk az 3-4 mm átmérőjű elektródákat. Ha a varrási láb 6-8 mm tartományban van, az elektród átmérője 4-5 mm.
Ugyanakkor szem előtt kell tartani, hogy 6 mm-nél nagyobb átmérőjű elektródok használata nagy tömegük miatt korlátozott. Ezen túlmenően, ha alkalmazzák, nehéz forralni a varrás gyökerét.
A többrétegű varratok végrehajtásánál a legjobb megoldás az, ha az első réteget kis átmérőjű elektródával (legfeljebb 4 mm) végezzük, a varrat gyökérének jól behatolva a vágási mélységbe. Ez egyaránt vonatkozik a hegesztésekre és a hegesztésekre.
A hegesztési áram kiválasztása kézi ívhegesztéshez
A hegesztőáram típusa és polaritása
A hegesztőáram erőssége növeli a behatolási mélységet (behatolás). A hegesztési áram típusa és polaritása szintén befolyásolja a hegesztés alakját és méretét. Ha a fordított polaritás egyenáramából áll, akkor a behatolási mélység 40-50% -kal nagyobb, mint a közvetlen polaritású egyenáramú hegesztés miatt, mivel a katódon és anódon különböző hőmennyiséget szabadítanak fel. A váltakozó áramú hegesztés 15-20% -kal csökkenti a fém behatolását, szemben a fordított polaritású egyenáramú hegesztéssel.
Hegesztési áramerősség
A hegesztőáram erősségét elsősorban az elektród átmérője határozza meg. Az értékét azonban befolyásolhatja az elektróda túlnyúlása, a bevonat összetétele és a hegesztett kötés térbeli elhelyezkedése. A hegesztőáram erősítése növeli a termelékenységet hegesztésIe a felhalmozódott fém mennyisége.
Azonban az elektróda adott átmérőjéhez képest túl nagy feszültséggel túlhevül, és ez csökkenti a hegesztés minőségét és a fém fröccsenését. Ha az áram erőssége nem elegendő az elektródához, akkor az elektromos ív instabil, gyakran megszakad, ami a behatolás hiányához vezet.
Hegesztési áramerősség szerkezeti acélok, a következő képletekkel számítva:
3 mm-nél kisebb átmérőjű elektródok esetén: I = 30d;
4-6 mm átmérőjű elektródok esetén: I = (20 + 6d);
6 mm-nél nagyobb átmérőjű elektródok esetén: I = (40 ... 50) d;
Ahol I a hegesztőáram erőssége, A; d az elektród átmérője, mm.
A kézi ívhegesztés áramja nagymértékben változhat: 50 és 350A között. A kiszámítás során a képleteket a hegesztendő vastagságtól és a hegesztett kötés térbeli helyzetétől függően korrigáljuk.
Az 1.3d-tól 1.6d-ig hegeszthető részek vastagságával a hegesztési áram erőssége 10-15% -kal csökken. Ha a hegesztett fém vastagsága nagyobb, mint 3d, akkor az áram erőssége 10-15% -kal nő. Függőleges varratok hegesztéséhez és hegesztéséhez mennyezeti csatlakozások, a számított áramerősség 10-15% -kal csökken.
Feszültség és sebesség manuális ívhegesztéshez
A hegesztési feszültség nem befolyásolja nagymértékben a behatolás mértékét, de a hegesztés szélessége attól függ, hogy melyik feszültséget választjuk. A feszültség növekedésekor a hegesztés szélessége nő. A növekedés az áram polaritásától függetlenül történik. A kézi ívhegesztés során a feszültség az áram erősségével ellentétben szűk határokon belül változik: 16-30 V.
A hegesztési sebesség a feszültséggel ellentétben erősen befolyásolja a behatolási mélységet és a hegesztés szélességét. Növelésével hegesztési sebességés a behatolási mélység és az ízületszélesség csökken.
Lásd még az alábbi cikket a "Manuális ívhegesztési technológia" sorozatból, amelyet "" neveznek. Ebben beszélünk a hegesztések helyes végrehajtásáról.
A hegesztési mód a hegesztési folyamatot meghatározó tényezők kombinációja. Ezeket a tényezőket módelemeknek nevezik. Az ívhegesztési mód fő elemei: áram, áram és polaritás, elektródátmérő, ívfeszültség és hegesztési sebesség. a kézi hegesztés hozzáadjuk az elektróda végének oldalirányú elmozdulását. A maradék tényezők - az elektróda túlnyúlása (hossza), a bevonat tulajdonságai, a fém kezdeti hőmérséklete, az elektróda lejtése és az alapfém - a hegesztési mód további elemei.
A hegesztési mód elemei hatása a varrat méretére és alakjára.
A varrás méretei és a behatolás formája nem függ a varrás típusától (görgős varrás, szög, hegesztés, hegesztés vágás és hézag nélkül, vágás és hézagolás), de elsősorban a hegesztési mód határozza meg. A varrás alakjának fő mutatója a behatolási forma arány, ami a varrás szélesség és a behatolási mélység arányát jelenti. Az ívhegesztés és a burkolás során nagy mértékben változhat - 0,8-tól 20-ig. A varrás szélességének csökkentése és a behatolás mélységének növelése csökkenti a behatolás alakját, és az értékek ellentétes változása - növeli azt.
Az evés és a h és a n körülbelül t a a. Az áram növelése és csökkenése csökkenti a behatolási mélységet. A fém vastagságának több mint 0,7–0,8 behatolási mélységével a hegesztési medence alsó részéből történő hőelvezetés feltételei drámai módon változnak, és a fém behatolása előfordulhat. Minél nagyobb a fém sűrűsége (annál nehezebb a fém), annál nagyobb a penetráció ezen az áramnál. A varrásáram szélessége szinte nincs hatással.
Az áram típusa és polaritása. Közvetlen polaritású egyenáramú hegesztés esetén a behatolás mélysége 40-50% -kal rövidebb, és váltakozó árammal történő hegesztés esetén 15-20% -kal kevesebb, mint a fordított polaritású egyenáramú hegesztésnél. A varrat közvetlen szélességű hegesztése során a varrás szélessége kisebb, mint a fordított polaritású és váltakozó áramú egyenáramú hegesztésnél. A varrás szélességének változása észlelhető a nagyobb ívfeszültségeknél (30 V felett).
Az elektród átmérője. Az átmérő csökkentése ugyanabban az áramban növeli az áram sűrűségét az elektródában, és csökkenti az ív mozgását, ami növeli a behatolási mélységet és csökkenti a varrás szélességét. Ennek megfelelően, mivel az elektród átmérője csökken, a behatolási mélység növekszik; a varrás szélessége növekszik az elektródátmérő növelésével az ív mozgásának növelésével. A kívánt behatolási mélység az elektród átmérőjének csökkenése miatt kisebb árammal is elérhető, de ez nehézséget okoz a kis átmérőjű elektróda fokozott fűtése miatt.
Az ívfeszültség szinte nincs hatással a behatolási mélységre, de befolyásolja a varrás szélességét. A megnövekedett feszültséggel a varrat szélessége növekszik, csökkenő feszültséggel csökken, ami széles körben használatos a mechanizált hegesztési eljárásokban a varrás szélességének szabályozására, különösen a burkolás során.
A kézi hegesztésnél a feszültség kissé változik (18-22 V), ami nem gyakorol hatást a varrás szélességére.
Hegesztési sebesség A kézi hegesztés alacsony fordulatszáma 1-1,5 m / h, a behatolás mélysége minimális, mivel ebben az esetben a hegesztett medence olvadt fémének elmozdulásának intenzitása az ívoszlop alja alatt kicsi. A folyékony fém ívrétegének alján kialakított felület megakadályozza az alapfém behatolását. A hegesztési sebesség növelése az ív maximális hőbevitelének megfelelő értékre növeli a behatolási mélységet. A hegesztési módokban alkalmazott gyakorlati korlátoknál a hegesztési sebesség kevéssé befolyásolja a behatolási mélységet.
A hegesztés sebessége a hegesztési sebességtől függ: a sebesség növekedése csökken, és a sebesség csökkenése növeli a hegesztés szélességét. Ezt az arányt minden hegesztési sebességnél megtartják, és a gyakorlatban széles körben alkalmazzák a hegesztési szélesség beállítására.
Az elektróda keresztirányú mozgása erősen befolyásolja a behatolási mélységet és a varrat szélességét, ezért széles körben használják a kézi hegesztésnél a varrás alakjának szabályozására. Az elektróda végének keresztirányú elmozdulásának növelése növeli a varrás szélességét, és csökkenti a behatolási mélységet, és fordítva. Ennek oka az ív hőkoncentrációjának a fémen való megfelelő változása.
Az elektróda hossza (indulás). Az elektróda hosszának növekedésével (vagy annak elhagyásával) ez megnöveli az olvadási sebességet és megnő az olvadási sebessége, ami az áram- és behatolási mélység csökkenéséhez vezet. Ha a vezeték átmérője nagyobb, mint 3 mm, a túlnyúlás ± 6–8 mm-es változása nem befolyásolja a varrás kialakulását. Ha 1–2,5 mm átmérőjű huzalt használnak, ezek az indulás ingadozása súlyosbíthatja a varrás kialakulását.
A bevonat vagy a folyadék fizikai tulajdonságai. Ha fényáramot és alacsony olvadáspontú elektródot használ, az ív mozgása növekszik, a varrás szélessége nő, és a behatolási mélység csökken. Fokozódó rétegvastagsággal vagy tűzálló bevonattal az elektróda végén egy köpeny képződik, amely korlátozza az ív mozgását, ami a varrat szélességének csökkenéséhez és a behatolási mélység növekedéséhez vezet.
A fém kezdeti hőmérséklete - 60 és + 80 ° C között nem befolyásolja a varrat alakját. Az alapfém 100-400 ° C-ra történő fűtése a varrás szélességének és a behatolási mélységnek a növekedéséhez vezet, a varrat szélessége gyorsabban nő, mint a behatolás. A hegesztett fém előmelegítése magyarázza a felső rétegek szélességének növekedését a többrétegű hegesztés és burkolat során.
Az elektróda lejtése. Az ólom függőleges elektróda hegesztése a szög előrehaladtával és a hátsó szöggel (a hegesztési irányhoz viszonyítva). Ha a hátsó hegesztési szög ív jobban elmozdítja a fémet a fürdőből, és a behatolási mélység növekszik, és a varrás szélessége csökken. Az előremenő szög hegesztésével csökken a fémfelületen lévő oszlop nyomása, ami csökkenti a behatolási mélységet
és növeli a varrás szélességét a függőleges elektródával végzett hegesztéshez képest.
A termék lejtése. Ha felülről lefelé hegesztünk (lefelé), az ívoszlop alja alatt lévő folyékony fémréteg vastagsága nő, és a behatolási mélység csökken; Az ív vándorol és a varrás szélessége nő. Hegesztéskor felfelé (felfelé) az ív alatt lévő folyékony fémréteg vastagsága csökken, a behatolás mélysége növekszik, és a varrás szélessége csökken, mivel az ív kevesebbet keres. A kézi hegesztés során a normál varrás kialakításához a dőlésszög 8-10 ° legyen. Nagyobb szög és hegesztés a lejtőn, a folyékony fém szivárgása az ív aljáról történik, és felfelé hegesztéskor a behatolás hiánya és az alulcsapások a varrás szélén jelennek meg. A süllyesztési hegesztést kör alakú varratok (csövek, edények) végrehajtásakor használják. Ez csökkenti az égési sérülések kockázatát, javítja a varrás kialakulását és megakadályozza a folyékony fémfürdők áramlását.
Válassza ki a hegesztési módot. A hegesztési módot (az elektród típusát és típusát, a rúd átmérőjét, típusát, polaritását, feszültségét, áramát) a hegesztett fém típusától, vastagságától és a hegesztett kötés kialakításától függően választjuk. Miután meghatároztuk a jó minőségű hegesztett kötést biztosító hegesztési feltételeket, válasszuk ki az elektróda (vezeték) átmérőjét és a hegesztőáram értékét.
A huzalelektród átmérőjét a hegesztendő fém vastagságától függően választjuk ki. Csuklós ízületek esetén:
Nagy elektródátmérővel a hegesztés termelékenysége növekszik, de a hegesztett fém behatolása lehetséges, a vertikális és mennyezeti helyzetben lévő varratok megvalósítása akadályozható, és a varrat gyökérének hiányos behatolása lehetséges. Ezért a többrétegű varrás első rétegét mindig egy 4-5 mm átmérőjű elektródával hegesztik, kivéve az U alakú előkészítéssel ellátott varratokat, ahol az egész varrás egy (maximálisan megengedhető) átmérőjű elektródákkal hegeszthető.
A függőleges és a mennyezeti csatlakozásokat legfeljebb 5 mm átmérőjű elektródák hegesztik; A magas minősítésű hegesztők az ilyen varratokat 6 mm átmérőjű elektródákkal hegeszthetik. A kis keresztmetszetű hengerekkel ellátott hegesztési hegesztéseket és bevonatokat legfeljebb 5 mm átmérőjű elektródokkal végezzük.
A hegesztőáramot az elektród átmérőjétől és az elektród bevonat márkájától függően választjuk ki. A lapon. 5 különböző értékű elektróda ajánlott áramértéket adott.
Ha az áram alacsony, akkor a hegesztési medencébe nem jut elegendő hő, és az alap és a hegesztési fém nem fúziója (nem teljes hegesztés), ami drasztikusan csökkenti a hegesztett kötés szilárdságát. Ha az áram túl nagy, a teljes elektróda, a hegesztés megkezdése után, nagyon forróvá válik, fémje gyorsabban megolvad és áramlik a varrásba. Ez a hegesztési fém feleslegét hozza létre a varrásban, és azzal is jár, hogy a folyadékelektróda nem eléggé behatolhat, ha a folyékony elektróda megolvad a meg nem olvadt fém.
Az alacsony szén-dioxid-tartalmú acél alsó pozícióban történő hegesztéséhez szükséges áram mennyiségének kiválasztásakor az Acad képletet használhatjuk. K. K. Khrenova
ahol I St - hegesztési áram, és;
d az elektróda fémrúdjának átmérője, mm.
Ha a fém vastagsága kisebb, mint 1,5 d, az áram 10-15% -kal csökken, és ha a vastagság 3 d-nál nagyobb, az áram 10-15% -kal emelkedik a képlettel kapott értékhez képest. A függőleges sík hegesztésekor az áram 10-15% -kal csökken, és a mennyezeti kötések hegesztésekor 15-20% -kal csökken az azonos vastagságú fém alsó helyzetében hegesztésre kiválasztott áramhoz képest.
A hegesztési átfedések és a T-kötések esetében nagyobb áramot használhat, mint ebben az esetben, a behatolás kockázata kisebb.
adminisztráció A cikk általános értékelése: Kategória: 2011.06.01
A hegesztési módok kiválasztása
A manuális elektromos ívhegesztés során számos fontos paramétert kell szabályozni, például a hegesztési áram erősségét, az elektromos ív feszültségét, a hegesztendő alkatrészek sebességét, az áram típusát és polaritását, a hegesztés térbeli helyzetét, az elektródok átmérőjét és típusát.
Ahhoz, hogy a hegesztési varrat jó minőségű legyen és a kívánt méret legyen, a munka előtt meg kell oldani ezeket az értékeket, és meg kell határozni az optimális hegesztési módot.
Hogyan válasszuk ki a hegesztőáram erősségét az elektród átmérőjétől függően
A hegesztőáram erőssége a legfontosabb paraméter a manuális ívhegesztésnél egy üzemmód kiválasztása esetén. A hegesztés során a munka termelékenysége, minősége közvetlenül függ a paramétertől - a hegesztőáram erősségétől.
Ha hegesztőgépet vásárol, hozzá van rendelve a gyártó kézikönyvéhez, ahol Ön, mint jövőbeli felhasználó, általában ajánlásokat ad a hegesztőáram erősségének kiválasztására. Ha nincs ilyen utasítás, akkor a hegesztőáram erőssége kiválasztható az elektród átmérőjétől függően, amely a legtöbb gyártó számára közvetlenül az elektródák csomagolásán van elhelyezve.
Az elektróda átmérője közvetlenül függ a hegesztendő alkatrészek falvastagságától. Emlékeztetni kell arra, hogy az elektródátmérő növekedésével a hegesztőáram sűrűsége csökken, és maga a hegesztési ív elkezd vándorolni, ingadozni és hosszúságban változik, ami a hegesztés romlásához vezet a hegesztési szélesség növekedésével és a behatolási mélység csökkenésével.
Ne feledje, hogy a hegesztési áram erőssége a hegesztett szerkezet varrásának térbeli elhelyezkedésétől is függ. Ha a hegesztendő alkatrészek függőleges vagy mennyezeti helyzetével főzzük, akkor legalább 4 mm átmérőjű elektródákat vegyünk, és a hegesztési áram erősségét a vízszintes hegesztés során használt ajánlott paraméterek 10-20% -ával csökkentse.
Miután eldöntötte a hegesztési módot és felvette a hegesztőáram erősségét, meg kell számítani a hegesztési ív hosszát. A hegesztési ív hossza az elektróda működési vége és a hegesztett rész felülete közötti távolság. A hegesztési varrat minősége nagyban függ a hegesztési ív stabilan fenntartott hosszától. Ha szilárd hegesztési tapasztalata van, akkor lehetséges, hogy a hegesztési ív optimális méretét megtartja, amely megegyezik a munkamodul átmérőjével, az úgynevezett rövid ívvel.
A leggyakrabban a hegesztők a hegesztési ív munkaterületén dolgoznak, ami az elektróda hegesztéséhez használt méretek (a legkisebb méret) és az elektród átmérőjét meghaladó maximális méret között van.

Hegesztési sebesség kiválasztása
A hegesztési sebesség kiválasztásakor ügyeljen a hegesztett termék vastagságára és a vastagságra hegesztési varrásolyan hegesztési sebességre van szükség, hogy a hegesztőkészüléknek ideje legyen feltölteni a folyékony elektróda fémét, és úgy emelkedik fel az ötvözött fém élek felszínén, hogy ne legyenek süllyedések, alulcsapások és az ötvözött termék alapfémére.
A hegesztés során válassza ki a hegesztési sebességet úgy, hogy a hegesztés szélessége 1,5-szerese az elektród átmérőjének. Amikor az elektróda lassan mozog a hegesztett szerkezet széle mentén, túlzott mennyiségű olvadt fém képződik, amely elterjed, mielőtt hegesztési ívmegakadályozza a hegesztett kötésekre gyakorolt hatását, ami a behatolás hiányát eredményezi, vagyis az alacsony minőségű hegesztési varrás.
Ha az elektróda gyorsan mozog, a hegesztési munkaterület elégtelen hőmennyisége miatt a hiányos fűtés is előfordulhat, ami a lehűlés során további varratokhoz és repedésekhez vezethet.
Ezért gyakorlatilag a hegesztési sebesség a hegesztési medence méretétől függően van kiválasztva, nevezetesen: a hegesztési fürdő méretét - tíz-tizenöt milliméter széles, tíz-harminc milliméter hosszú és legfeljebb hat milliméter mélyre kell állítani. Az a tény, hogy a fém behatolásának mélysége állandó értéket képvisel, csak a hegesztési medence egyenletes feltöltését kell követnie olvadt fémrel.
A következő cikkben megismerheti a kézi ívhegesztés áramának típusát és polaritását.
Annak érdekében, hogy a manuális elektromos ívhegesztés során a szükséges áramszilárdság helyesen meghatározható legyen, számos tényezőt kell figyelembe venni. A hegesztési módot az eredeti adatok elemzésével határozzuk meg. Minél több adat áll rendelkezésre, annál magasabb a végzett munka minősége.
A szükséges hegesztési mód kiválasztásához meg kell határozni a hegesztendő anyag összetételét, geometriai méreteit, konfigurációját és a hegesztés tervezett típusát. Csak az összes kérdés megválaszolásával tudjuk helyesen kiválasztani az elektródát és a hegesztett áram jellemzőit.
Mivel sok tényező van, és mindegyikük önmagában befolyásolja a hegesztési folyamatot - figyelembe vesszük főbb paramétereiket:
- elektróda mérete;
- aktuális érték;
- ívhossz;
- behatolási arány;
- típus és polaritás;
- öltések száma.
A listát elemezve azt látjuk, hogy a hegesztési mód fő kritériumai a hegesztési ív körülményeihez és természetéhez kapcsolódnak. Ezért a munka megkezdése előtt szükség van a paraméterek értékének kiválasztására a kívánt konfiguráció eléréséhez, és ezáltal a hegesztési hely kiváló minőségéhez.
A munkaerő termelékenységének jó növekedése hegesztéssel történik, ahol háromfázisú áramot alkalmazunk.
A háromfázisú hegesztési hatékonyság alkalmazása 2-2,5-szeresére nő. A háromfázisú áramkörön áthaladva 120 fokos fázisban, az ív minősége és stabilitása sokkal nagyobb lesz, mint az egyfázisú áram használatakor. Ez a típusú hegesztés lehetővé teszi az elektródok használatát fluorid-kalcium bevonatokkal, amelyek nem alkalmasak egyfázisú váltakozó árammal történő munkavégzéshez.
FOLYTATÓ ÉS ELEKTROMOS
Az egyik fő jellemzője elektromos ívhegesztés hegesztőáramnak tekinthető. Nagyobb mértékben erőssége határozza meg a hegesztés jellegét és a hegesztés termelékenységét általában. Minél magasabb az aktuális érték, annál jobb az ív és a mélyebb olvadás. A hegesztés során az áram erőssége közvetlenül kapcsolódik az elektród méretéhez és a hegesztett részek térben való kölcsönös elhelyezésének típusához. A legmagasabb értékeket vízszintes részek dokkolására használják. A függőleges behatolásoknál az áramerősség 15% -kal csökken, a mennyezet pedig 20% -kal csökken.
Gyakran adatot adnak a csomagoláson elhelyezett áram erősségéről hegesztő elektródák. Ezenkívül számítások vagy táblázatok segítségével is megtalálható. 
Az elektród átmérőjét a rögzítendő fém vastagsága, a hegesztés módja és a varrat geometriai méretei alapján választjuk ki.
Minden egyes esetnél bizonyos számú erősítő van kiválasztva:
- Elektróda 1 mm. legfeljebb 1 mm vastag hegesztési anyag, az áram erőssége 10-30 A tartományba esik.
- Elektróda 1,5-2 mm. az anyag 2 mm vastagságú hegesztésre van hegesztve, a 30-50 A elektródához vezetve.
- Elektróda 3 mm. az anyag hegesztése legfeljebb 4 mm vastag, a 60-120 A elektródához vezethető.
- Elektróda 4 mm. az anyag 11 mm vastagságú hegesztésre van hegesztve a 140-2000 A elektródához.
- Elektróda 5 mm. az anyag 15 mm vastagságú hegesztésre van hegesztve, a 150-270 A elektródához vezetve.
- Elektróda 6 mm. 16 mm vastagságú hegesztőanyag a 210-340 A elektródánál.
Ilyen elterjedési amperek léteznek a felhasznált fémek és a munkadarabok hegesztés közbeni helyzete miatt. A hegesztés kezdetén ajánlatos az átlagos áramértéket beállítani.
ARC LENGTH
Meghatároztuk az áram erősségét, most itt az ideje, hogy kitaláljuk, milyen hosszúnak kell lennie az ívnek az adott paramétereknél. A hegesztési ív állandó egyenletes hossza pozitív hatással lesz a hegesztés jellegére. A legjobb megoldás egy rövid ív használata (az ív hossza nem nagyobb, mint az alkalmazott elektróda átmérője) Még a hegesztőkészülék jelentős tapasztalata is, ezt a követelményt nagyon nehéz teljesíteni. Az ív hossza az elektródamérőhöz és az áramerősséghez kapcsolódik. A jó hegesztés biztosítása érdekében meg kell felelnie az elektród átmérője és az ív hossza közötti kapcsolatnak: 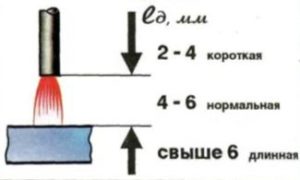
- 1,5-2 mm méretben az ív 2,5 mm.
- 3 mm-es méretben az ív 3,5 mm lesz.
- 3-4 mm méretben - az ív 4 mm.
- 4 mm-es méretben az ív 4,5 mm lesz.
- 4-5 mm méretben az ív 5 mm.
- 5 mm-es méretben az ív 5,5 mm lesz.
- 6-8 mm méretben az ív 6,5 mm lesz.
A HEGESZTÉSI JÁTÉKOK SÚLYA
A legjobb sebességhatároló hegesztés meghatározása közvetlenül függ a hegesztett alkatrészek geometriai méreteitől és a hegesztőáram szilárdságától. A megfelelő sebesség kiválasztásakor a varrat 1,5-2-szerese az elektróda méretének. a
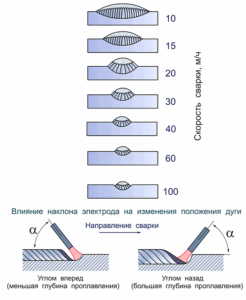
A hegesztési sebesség hatása a varrás alakjára
az alacsony bekötési sebesség a hegesztett fürdőben fémfelesleget eredményez, amely meghibásodik és meghibásodik. A megnövekedett kiküldetési sebességnél a fém nem lesz képes
melegítsük a kívánt mértékig, ami kétségtelenül a behatolás hiányához vezet, és a varrás törékeny lesz.
A legjobb sebességhatár meghatározásához ajánlatos a kísérletileg kapott fürdő jellemzőit követni: szélesség - 9-15 mm, mélység - 6 mm, hossz - 10-30 mm. Az elektróda mozgási sebességének növekedésével a varrás szélessége kisebb lesz, és a behatolási mélység valójában ugyanaz marad. Kiderül, hogy a legjobb minőségű varratokat 30-40 m / h sebességgel kapjuk.
POLARITY
A polaritás befolyásolja a szükséges áram kiválasztását is. Az inverter megváltoztathatja az áramlás irányát. Hogyan történik ez és mi a előnye a polaritás megváltoztatásának?

A hegesztési áram polaritásának típusai
A hegesztés során az elektronáram a negatív terminálról a pozitívra irányul. A terminál, amelyen az elektronok érkeznek (pozitív), erősebb fűtéssel rendelkeznek. Ezt a tudást arra használják, hogy javítsák a különböző fémek hegesztésének minőségét és a vastagságot. Amikor a nagy tömegű és sűrűségű hegesztési dimenziós részek a pozitív véget a felületükhöz kötik, az ilyen típusú csatlakozást „egyenesnek kell tekinteni”
polaritás”. Gyakran ezt a fajtát használják hegesztéshez. Ha vékony falú fémek vagy magas ötvözetű ötvözetek hajlamosak az ötvöző elemek elhalványulására, akkor a negatív terminálhoz csatlakoznak ( fordított polaritás). Használat közben ezt a kapcsolatot a legmagasabb hőmérséklet az elektródára esik, és a hegesztett felületek kevesebb hővel rendelkeznek. A nagyobb teljesítmény is kisebb lesz a részre.
A fent leírt indikátorok helyes kiválasztása (áram erőssége, polaritás, átmérő és elektród típus) garantálja a legjobb hegesztési teljesítményt. A mindennapi hegesztés a legmegfelelőbb. hegesztő inverter az elektródok mérete 3-4 mm átmérőjű, kb. 100 A expozíciós áram és közvetlen polaritás. Ez az egyenirányító kis mennyiségű energiát fogyaszt, kicsi a súlya és az összmérete, és nagyon kényelmes használni. A munka során figyelembe kell venni, hogy a hegesztőgépnek hiányosságai vannak, ezért a beállítást a megadott módoktól kezdve saját belátása szerint kell elvégezni. Ne feledje, hogy az aktuális erősség kiválasztása számos tényező kombinációjától függ. Az üzemmód hibás meghatározása a fém hiányát okozhatja, ha áramhiány van, és ha túlzsúfolt, az anyag ég. Nagy mérőeszközökkel rendelkező elektródok használata esetén a hegesztőáram sűrűsége csökken, ami a vándorló hegesztési ív megjelenését, az oszcillációit és a hossz változását okozhatja. Mindez a hegesztés szélességének növekedéséhez és kisebb behatolási mélységhez vezet.
Áramforrások
Jelenleg a villamos energiát váltakozó és egyenáramú hegesztéssel lehet alkalmazni. Fontos, hogy ne csak a hegesztési módot és az elektród vastagságát válasszuk, hanem a megfelelő áramforrást is válasszuk. Nézzük meg a leggyakoribb hegesztőáramforrásokat, és derítsük ki, hogy milyen különbségek vannak:
Hegesztő transzformátorok
Hozzon létre egy hegesztőáramot a vezetékfeszültség egyszerű csökkentésével. Ez meghatározza azok jó megbízhatóságát és alacsony költségeit. A transzformátoros váltóáramú hegesztés az alacsony szén-dioxid-tartalmú acélokhoz való legjobban alkalmas. Egy hatalmas hiba a nagy súlya és hatalmas energiafogyasztása, ami káros a hagyományos elektromos hálózatokra. Ha a feszültséget 160-180 V-ra csökkenti, ezek a tápegységek nem működnek.
Hegesztő egyenirányítók
Átalakítja a hálózati feszültséget a további egyenesítéssel dióda vagy tirisztor blokkok segítségével. Ezek a tápegységek nagyon egyszerűek és nagy megbízhatósággal rendelkeznek. Különböző típusú elektródák és ötvözeteinek hegesztéséhez használatos. A hegesztés során a fém fröccsenő víz képződése kisebb mértékben történik. 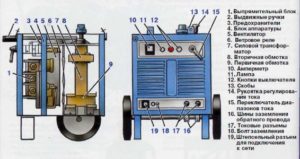 transzformátor, így a legjobb ívégetés és stabilitása hegesztés jobb lesz. A villamos energia ára magasabb, mint a transzformátor, mivel az energia egy része elveszik a dióda egységen. Ezzel az eszközzel nem lehetséges olyan helyeken dolgozni, ahol a feszültségesés 180 volt.
transzformátor, így a legjobb ívégetés és stabilitása hegesztés jobb lesz. A villamos energia ára magasabb, mint a transzformátor, mivel az energia egy része elveszik a dióda egységen. Ezzel az eszközzel nem lehetséges olyan helyeken dolgozni, ahol a feszültségesés 180 volt.
Hegesztő inverterek
Alapelvük a váltóáramnak az eszköz bemeneténél történő állandó átalakítására épül, majd a tranzisztoros kapcsolók segítségével az állandó értéket 50 kHz-nél nagyobb frekvenciájú váltakozó áramgá alakítjuk, és ezt követően egy nagyfrekvenciás transzformátorba tápláljuk be. adat  A tápegységeknek tökéletes kimeneti impulzus jellemzői alkalmasak különböző típusú hegesztésre. Az egyenirányítónak alacsony energiafogyasztása és nagy hatékonysága van (több mint 85%), aminek következtében a hálózat terhelése sokszor csökken. A készülék különböző funkciókkal rendelkezik, mint például az ív könnyű kialakítása, nem az elektródák tapadása, "forró indítás" stb. A frekvenciaváltó bármilyen acélfajtához használható bármilyen elektróddal.
A tápegységeknek tökéletes kimeneti impulzus jellemzői alkalmasak különböző típusú hegesztésre. Az egyenirányítónak alacsony energiafogyasztása és nagy hatékonysága van (több mint 85%), aminek következtében a hálózat terhelése sokszor csökken. A készülék különböző funkciókkal rendelkezik, mint például az ív könnyű kialakítása, nem az elektródák tapadása, "forró indítás" stb. A frekvenciaváltó bármilyen acélfajtához használható bármilyen elektróddal.
A manuális ívhegesztési módok a hegesztő által vezérelt paraméterek halmaza, amelyek meghatározzák a hegesztési folyamat körülményeit. Ezeknek a paramétereknek a helyes megválasztása és karbantartása a hegesztési folyamat során kulcsfontosságú a kiváló minőségű hegesztett kötéshez.
Ezeket a paramétereket alap- és további paraméterekre lehet felosztani.
Az ívhegesztési mód fő paraméterei:
- elektródátmérő
- az áram nagysága, típusa és polaritása (közvetlen vagy fordított)
- ívfeszültség
- hegesztési sebesség
- áthaladások száma
További paraméterek: az elektróda kibocsátásának mennyisége, az elektróda bevonatának összetétele és vastagsága, az elektróda helyzete, a termék hegesztés közbeni helyzete, az előkészített élek alakja és az eltávolítás minősége.
Az elektród átmérőjének kiválasztása és a hegesztőáram kiválasztása.
A kézi ívhegesztéssel végzett munka során a legfontosabb paraméter a hegesztőáram erőssége. Hegesztőáram meghatározza a hegesztési és hegesztési teljesítmény minőségét általában.
A hegesztőáram erősségére vonatkozó ajánlásokat általában a hegesztőgéphez mellékelt felhasználói kézikönyv tartalmazza. Ha nincs ilyen utasítás, akkor a hegesztőáram erőssége választható az elektród átmérőjétől függően. Az elektródák legtöbb gyártója az elektródákkal ellátott csomagoláson a hegesztési áramerősség értékeit adja meg.
Az elektród átmérőjét a hegesztendő fém vastagságától függően választjuk ki. Ne feledje azonban, hogy az elektród átmérőjének növekedésével a hegesztés szélessége nő, és a behatolási mélység csökken - azaz a hegesztés minősége romlik. Ezenkívül a hegesztési áram szintje a hegesztési hely helyétől függ. Hegesztéseknél mennyezeti vagy függőleges helyzetben ajánlott legalább 4 mm-es elektródátmérő és a hegesztőáram szilárdságának 10–20% -kal történő csökkentése vízszintes helyzetben végzett munka esetén.
Az áram típusa és polaritása.
Az áram típusát és polaritását a hegesztett fém típusától és vastagságától függően határozzák meg. A fordított polaritású egyenáramú hegesztés során több hő keletkezik az elektródán. Ennek alapján a vékony alkatrészek hegesztése és az ötvözött acélok hegesztése érdekében a túlmelegedés elkerülése érdekében fordított polaritást használnak. A szénacélok hegesztésekor váltakozó áramot használnak, az eljárás hatékonyságának figyelembevételével.
A legtöbb modern hegesztőgépeka váltakozó áram kiegyenlítésével állandó hegesztőáram keletkezik a kimeneten. Használat közben egyenáram Két lehetőség van az elektród és az alkatrészek csatlakoztatására:
|
Egyenáram |
|
|
Közvetlen polaritás |
Fordított polaritás |
| Az alkatrész a "+" kliphez, az elektróda pedig a "-" kliphez van csatlakoztatva. | A részlet "-" és az elektróda "+" |
|
|
Ívfeszültség.
Miután meghatároztuk a hegesztőáram erősségét, az ív hosszát kell kiszámítani. Az elektróda vége és a hegesztendő termék felülete közötti távolság meghatározza a hegesztési ív hosszát. A hegesztés során a hegesztési ív hosszúságának stabil karbantartása nagyon fontos, ez nagyban befolyásolja a hegesztési varrat minőségét. A legjobb, ha rövid ívet használunk, amelynek hossza nem haladja meg az elektród átmérőjét, de ez eléggé nehéz elérni, még akkor is, ha a hegesztőnek nagy tapasztalata van. Ezért az ív optimális hosszát úgy kell tekinteni, mint a rövid ív minimális értéke és a maximális érték között (az elektród átmérőjét 1-2 mm-rel meghaladja)
Hegesztési sebesség
A hegesztési sebesség kiválasztása a hegesztett termék vastagságától és a hegesztés vastagságától függ. A hegesztési sebességet úgy kell kiválasztani, hogy a hegesztési medence folyadékkal töltse fel az elektródát, és a perem felszínén felemelkedjen a termék alapfémére történő átmenet nélkül, süllyedés és alulcsapás nélkül. Kívánatos az előrehaladás sebességének fenntartása, hogy a hegesztés szélessége meghaladja az elektród átmérőjének 1,5-2-szeresét.
Ha túl lassan mozgatja az elektródát, akkor a csukló mentén elég nagy mennyiségű folyékony fém képződik, amely a hegesztési ív előtt elterjed, és megakadályozza a hegesztett élekre gyakorolt hatását - vagyis az eredmény a behatolás hiánya és a gyengén kialakult varrás.
Az elektróda indokolatlanul gyors elmozdulása a munkaterület elégtelen hőjének köszönhetően is hiányos fűtést okozhat. És ez tele van varratok deformációjával a hűtés után, repedésekig.
A hegesztési sebesség kiválasztásának legegyszerűbb módja a hegesztőmedence méretének átlagos méretére irányul. A legtöbb esetben a hegesztési medence méretei: 8–15 mm szélesség, 6 mm mélység, 10–30 mm hosszúság. Fontos annak biztosítása, hogy a hegesztési medence egyenletesen töltött legyen a fuzionált fémből a behatolási mélység szinte változatlan.




