A fémkerettel ellátott hegesztett varratok minőségellenőrzése. A fémszerkezetek hegesztési és vezérlési normái. A fémszerkezetek hegesztési követelményei
A hegesztés minősége közvetlenül befolyásolja a teljes elem megbízhatóságát, ez különösen fontos a megnövelt vagy csapágyterhelésű alkatrészek esetében. Ezért a minőségellenőrzés érdekében a fő munka után a hibákat azonosítani kell. Számos diagnosztikai módszer van, amelyekre osztva vannak
- pusztító
- roncsolásmentes.
Az első mechanikai vagy egyéb hatással van a hegesztésre, annak hibáinak azonosítása érdekében. Ugyanakkor a hegesztett rész egy része vagy egésze elveszíti szerkezeti tulajdonságait.
Ellenőrzési módszerek a hegesztett kötések megsemmisítésével
A hegesztések minőségének biztosítása érdekében fontos, hogy jó minőségű hegesztési vizsgálati program legyen. Ennek érdekében a vállalatnak meg kell értenie, hogyan kell értékelni a hegesztés tulajdonságait, meghatározni a hegesztés minőségét és rendelkeznie kell egy hegesztési ellenőrsel, amely képes számos különböző vizsgálati módszer végrehajtására.
A hegesztők speciális eljárásainak végrehajtása alapvető fontosságú lépés a teljes hegesztési minőségrendszerben. Számos oka van a hegesztés ellenőrzésének, amelyek közül a legfontosabb a meghatározása, hogy a minősége elegendő-e a tervezett felhasználáshoz. A hegesztés minőségének értékeléséhez szükség van egy mérési űrlapra annak jellemzőinek és szakképzett szakemberének összehasonlításához. Nem célszerű értékelni a minőséget egyedi elfogadási kritériumok nélkül.
Emiatt a hegesztések vezérlésére szolgáló nem destruktív módszereket népszerűbbnek és megfelelőbbnek tekintjük, amelyet később tárgyalunk.
Jelenleg megkülönböztetjük a következő nem destruktív módszereket:
- külső vizsgálat;
- sugárzás módszer;
- mágneses kutatás;
- ultrahang módszer;
- kapilláris módszer;
- áteresztőképesség-szabályozás.
Vizuális ellenőrzés
A hegesztett kötések bármilyen minőségellenőrzése egyszerű külső ellenőrzéssel kezdődik. Ez elegendő mind a külső, mind a belső hiányosságok azonosításához, és nincs szükség roncsolásmentes vizsgálati berendezések használatára. Például egy másik varrásmagasság jelezheti, hogy a különböző területeken hiányos a behatolás. Ellenőrzés előtt a varratokat technikailag fejlett szennyeződéssel, nevezetesen salakkal, mérleggel és fémcseppekkel tisztítják.
Szintén praktikus egy olyan személy számára, aki nem érti a feladat elvégzéséhez szükséges eljárásokat. A hegesztés tulajdonságainak értékelése tartalmazza a hegesztés méretét és a hézagok jelenlétét. A hegesztés mérete rendkívül fontos lehet, mivel gyakran korrelál a szilárdsággal és a megfelelő teljesítménygel. neprivarennyhrails hegesztések Előfordulhat, hogy a karbantartásból eredő feszültségek nem ellenállnak, és a túlméretes hegesztések feszültségkoncentrációt okozhatnak, vagy hozzájárulhatnak a hegesztett alkatrész lehetséges deformációjához.

A hegesztés vizuális vizsgálata
A kisebb hibák nagyobb láthatósága érdekében a felületet alkoholos oldattal, majd 10% -os salétromsavoldattal kezeljük. Az eljárás után a felület tompa lesz, és pórusokat és repedéseket mutat.
A nyitó rés hegesztése is fontos, mert a hegesztésben vagy annak közelében lévő hibák méretüktől vagy helyüktől függően megakadályozhatják a hegesztés elérését a tervezett célra. Ha a szünetek elfogadhatatlan méretűek vagy elfogadhatatlan helyen vannak, akkor ezeket hegesztési hibának nevezik, és a hegesztés korai meghibásodásához vezethetnek, csökkentve a szilárdságot vagy a hegesztett komponens feszültségkoncentrációit.
A hegesztés minőségének elfogadhatóságára vonatkozó kritériumok számos forrásból származnak. A hegesztési rajz rajzán vagy rajzán a hegesztések méreteit és a hegesztés méretére vonatkozó egyéb követelményeket, például a hosszat és a helyet adjuk meg. Ezeket a mérési követelményeket számítások vagy bizonyított tervek alapján állapítják meg, amelyek megfelelnek a hegesztett kötés teljesítménykövetelményeinek.
A fő dolog az, hogy ne felejtsük el a savat alkohollal megtisztítani a varrás hibaelhárítása után.
Ellenőrzés - ez a fő módja a geometriai variációk azonosításának, mint például a pórusok, repedések, áramlások, alákínálások. Ez az elem további eszközökkel tesztelhető.
Ehhez a legjobb, ha nagyítót használunk, valamint a jobb megvilágítást, lehetőleg mobil fényforrással. A nagyító lehetővé teszi a szemre rejtett repedések és pórusok észlelését, valamint az utak nyomon követését. A görgők szélességének szabályozásához olyan mérőeszközöket használhat, mint például vonalzó vagy féknyereg.
Ultrahangos vezérlés
A hegesztési vizsgálatok során elfogadható és elfogadhatatlan hegesztési törések száma általában hegesztési kódokból és szabványokból származik. A hegesztési kódokat és szabványokat sokféle hegesztési alkalmazásra fejlesztették ki. Fontos, hogy válasszon olyan hegesztési szabványt, amelyet az adott iparágban vagy alkalmazásban kíván használni, amelyben részt vesz.
A hegesztő ellenőr feladatai
A hegesztés ellenőrzéséhez a rajzok, szimbólumok, közös tervezés, eljárások, kódok és szabványos hegesztési követelmények, valamint az ellenőrzési és vizsgálati módszerek ismerete szükséges. Emiatt sok hegesztési kód és szabvány előírja, hogy a hegesztési ellenőr hivatalosan minősüljön, vagy rendelkezzen a szükséges ismeretekkel és tapasztalattal az ellenőrzés elvégzéséhez.

Szerszámok a vizuális méréshez
Sugárzási hiba észlelése
A hegesztett kötések radiológiai ellenőrzési módszere két változatban létezik:
- x-sugarak;
- gamma-sugárzás.
A hegesztési hibák azonosításának legegyszerűbb módja a termék röntgensugárzással történő megvilágítása. Képesek a fémtárgyakba behatolni, miközben a filmre hatnak. A kapott kép tehát a legtöbb hiba közvetlen térképe. A behatoló sugarakat használva a salak zárványait, a gázpórusokat, a peremváltozásokat, az égési átfolyásokat és más réseket feltárják.
Az építőanyagok elméletének összefoglalása
A hegesztés ellenőrzése nem rosszabb, mint a vizsgálatot végző személy. Íme néhány dolog, amit a hegesztő ellenőrnek tudnia kell és milyen feladatokat kell elvégeznie. 
A hegesztési ellenőr csak néhány funkcióját tekintve könnyű látni, hogy a hegesztési ellenőr sok feladattal rendelkezik. Ezek a feladatok jellemzően a mérnöki vagy a termelési környezetben változnak. A hegesztő fő feladata azonban a hegesztési minőségellenőrzési műveletek koordinálása a szervezeten belül.
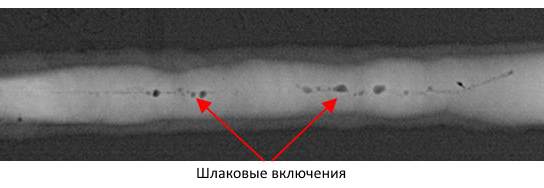
A salak bevonása röntgenfelvételre
A munka megkezdése előtt a vizsgálati területet és a mögöttes síkot megfelelően meg kell tisztítani. Ehhez távolítsa el a salakot, a permetet, a skála és egyéb hibákat. Továbbá az áttetszőséget megelőzően a vizsgálatot kötelezően végzik, és el kell távolítani, ha rossz minőségű területeket észlelnek.
Acélszerkezetek hegesztett kötéseinek vizsgálata
A sikeres hegesztési minőségellenőrzési rendszer egyik fő összetevője a hanghegesztés tesztelésének programjának létrehozása, megvalósítása és ellenőrzése. A program csak a hegesztési vagy elfogadási kritériumok minőségi követelményeinek felmérése, az ellenőrzési módszerekről és a tesztelésről, valamint szakképzett és tapasztalt hegesztési szakemberek felhasználásával készíthető el.
A hegesztett kötések szabályozási módszerei. Roncsolásmentes ellenőrzési módszerek
A nem destruktív tesztek minden formájának előnyeinek és hátrányainak megértése segíthet kiválasztani az alkalmazás legjobb módját. A hegesztett szerelvények és szerkezetek gyártását gyakran irányító filozófia a "hegesztés minőségének biztosítása". A "hegesztési minőség" kifejezés azonban viszonylagos. Az alkalmazás meghatározza, mi a jó vagy rossz. Általában minden hegesztési varrat jó minőségű, ha megfelel a megjelenés követelményeinek, és továbbra is elvégzi a munkát, amelyre tervezték.
Tilos a szkennelés megkezdése külső hibák miatt, mivel az eljárás a rejtett hibák diagnosztizálására és észlelésére szolgál.
A hibák észlelése esetén a konkrét rész felvételére vagy módosítására vonatkozó döntés a szabályozási dokumentáción alapul. A megállapított szabályok és utasítások lehetővé teszik, hogy meghatározzuk a hibákat az adott termékre vonatkozó normákban. 
Az első lépés a hegesztés minőségének biztosításához az alkalmazás által megkövetelt mérték meghatározása. A szabványt a szolgáltatási követelmények alapján kell meghatározni. A hegesztési minőséget biztosító szabványok munkától függően eltérőek lehetnek, de a megfelelő hegesztési módszerek segítségével biztosítani lehet a vonatkozó szabványok betartását. A minőségi előírásoktól függetlenül minden hegesztést ellenőrizni kell, még akkor is, ha az ellenőrzés nem tartalmaz többet, mint egy hegesztő, aki az egyes hegesztési passzok után figyelemmel kíséri a munkáját.
Az eljárás során a röntgencső úgy van elhelyezve, hogy a gerenda megfelelő szögben esik a varratra. A termék másik oldalán röntgenfilmes kazetta található. Mivel a meglévő hibák kevésbé befolyásolják a röntgensugárzás áteresztőképességét, akkor a film sötétebb területei lesznek láthatóak. A radiológiai tesztelés a film minőségétől, vastagságától és fókuszától függ. A film megjelenése után láthatjuk a hegesztés eredményét.
A hegesztés pozitív oldala
A hegesztett felület jó megjelenése sokszor tekinthető a kiváló minőségű hegesztés indikátorának. A felület megjelenése azonban nem garantálja a jó kivitelezést vagy a belső minőséget. A roncsolásmentes tesztelési módszerek lehetővé teszik a szabványok betartásának folyamatos ellenőrzését a hegesztés felületének és felületének és a környező alapanyagnak a tanulmányozásával. A kész hegesztések tanulmányozására öt fő módszert alkalmaznak: vizuális, folyékony penetrant, mágneses részecskék, ultrahangos és röntgenfelvételek.
Ha a radiográfiai ellenőrzés nem mutat:
- a röntgensugár-irányba eső bármilyen megszakítás és zárvány kisebb, mint a kontroll érzékenység kétszerese;
- neprovara és repedések, amelyek közzétételének síkja nem egyezik meg az átvitel irányával;
- bármilyen megszakítás és zárvány, ha a képekben lévő képek egybeesnek az idegen részek, az akut szögek vagy az áttetsző fém repedéseinek éles cseppjeivel.
A működési elven alapuló gamma-sugárzás gyakorlatilag megegyezik a röntgensugárzással. Ezek a radioaktív sugarak, amelyek képesek behatolni a fémbe és reagálnak a szabálytalanságra. Ily módon az összes varrás 10-25% -át vizsgálom, ha a tervezés felelős, akkor az összes varrás.
Sugárforrásként használják fel az egyes fémekre alkalmas különböző kémiai elemeket:
A számítógépesítés egyre növekvő használata néhány módszer segítségével további képjavítást tesz lehetővé, és lehetővé teszi valós idejű vagy valós idejű megtekintést, összehasonlító ellenőrzéseket és archívumokat. Az egyes módszerek áttekintése segít eldönteni, hogy az adott munkához és a leghatékonyabb vizsgahoz használt folyamatok mely folyamatai vagy kombinációja.
Vizuális ellenőrzés A szemrevételezéses ellenőrzés gyakran a leggazdaságosabb módszer, de a hegesztés előtt, alatt és után kell történnie. Számos szabvány előírja, hogy más módszereket használjon, mivel nincs értelme egyértelműen rossz hegesztést alkalmazni a komplex vizsgálati módszerekhez. A jó látás és elégséges fény mellett mindössze egy zseb szabály, egy kalibráló henger, egy nagyító és esetleg egy egyenes él és egy négyzet van, hogy ellenőrizze a helyességet, az igazítást és a merőleges irányt.
- Kobalt - 60 (acél, öntöttvas, réz, bronz és sárgaréz, legfeljebb 25 cm vastag), köszönhetően a kemény behatolásnak, az elem alkalmas a legtöbb acélra és nagy vastagságra;
- Cézium-137 (10 cm-es acél);
- Iridium-192 (legfeljebb 5 cm-es acél, legfeljebb 10 cm-es alumínium);
- Thulium-170 (acél és alumínium 20 cm-ig).
A permeabilitás csökkenésével az ötvözetek típusa és vastagsága csökken, ugyanakkor az átlagos képminőség megmarad, és lehetővé teszi a fő hibák meghatározását.
Első ütés előtt hegesztési ív az anyagokat meg kell vizsgálni annak biztosítása érdekében, hogy azok megfeleljenek a minőségre, típusra, méretre, tisztaságra és a hibáktól mentes műszaki követelményekre. A zsírt, a festéket, az olajat, az oxidfóliát vagy a nehéz súlyt el kell távolítani. A szerelvényeket ellenőrizni kell a síkság, az egyenesség és a méretpontosság tekintetében. Hasonlóképpen meg kell vizsgálni a szintező, illeszkedő és közös előkészítési eljárást. Végül meg kell vizsgálni a folyamatváltozókat és az eljárásokat, beleértve az elektród méretét és típusát, a berendezés beállításait és az előmelegítés vagy az ezt követő fűtés helyzeteit.

Hordozható röntgenberendezés MART-250
A röntgenektől eltérően a gamma sugaraknak számos előnye van:
- az izotópok hosszú ideig működőképesek maradnak;
- könnyebb berendezések;
- a komplex csomópontok hibaelhárításának lehetősége;
- a sugarak fokozott áteresztőképessége;
Fontos! Mindkét sugárzás rendkívül veszélyes az emberre. Éppen ezért csak a speciálisan képzett alkalmazottak vehetnek részt a munkába, teljes védőfelszerelésben. A behatoló berendezés helyét és működését is meg kell védeni, ezért az ólomlemezeket, képernyőket és egyéb eszközöket használják.
Minden ilyen óvintézkedés az alkalmazott ellenőrzési módszertől függetlenül érvényes. A gyártás során a hegesztés és a végkráter vizuális vizsgálata olyan problémákat tárhat fel, mint a repedések, a nem megfelelő behatolás és a gáz vagy salak beépítése. A vizuálisan felismerhető hegesztési hibák között a repedések, a felszíni salak zárványok, a felületi porozitás és az alábecslés.
Egyszerűen hegesztések az egyes műveletek elején végzett ellenőrzés és a rendszeres munkafolyamat elégséges lehet. Ha azonban több fémes töltőanyag-réteget alkalmaznak, kívánatos lehet az egyes rétegek tesztelése a következő alkalmazása előtt. A hegesztés megbízhatósága szempontjából a leghatékonyabb a többmenetes gyökér áthaladás. Különösen érzékeny a repedésre, és mivel gyorsan megkeményedik, gázt és salakot csaphat le. A későbbi áthaladások során a hegesztés alakjától vagy a csuklós konfigurációban bekövetkező változásoknak köszönhetően további repedések, valamint a salak megrongálódása és csapdázása okozhat.
Mágneses hibakeresés
A hegesztett kötések ilyen vezérlése a mágneses tér vonalak tulajdonságain alapul, hogy reagáljon a fém vastagságának változására. Az ilyen eltérések speciális eszközökkel történő rögzítésével nagy pontossággal megtalálhatók a vastagságban és az ötvözetek felső részén lévő hibák.

A javítási költségek minimalizálhatók, ha a vizuális ellenőrzés ezeket a hibákat a hegesztés előtt észleli. A korai gyártási szakaszban végzett vizuális ellenőrzés megakadályozhatja a zavarokat és a túlterhelést. Nem szabad megengedni a hegesztést, amely kevesebb, mint amennyit a specifikációk előírnak. A túl nagy gyöngyök feleslegesen növelik a költségeket, és torzulást okozhatnak a stressz miatt.
A hegesztés után a vizuális ellenőrzés különböző felületi hibákat, köztük repedéseket, porozitást és töltetlen krátereket észlelhet, függetlenül a későbbi ellenőrzési eljárásoktól. Méretváltozások, deformációs és megjelenési hibák, valamint a hegesztés méretének jellemzői értékelhetők.
Jelenleg háromféle változat létezik:
- mágneses por;
- mágneses indukció;
- mágneses grafika
A por az, hogy egy száraz por vagy emulzió kerül a felületre, ami túlnyúlik a varratokon, majd az ötvözet mágnesezett és pontatlanok. Ha a „száraz módszer” megtörténik, akkor a vas-oxid vagy -oxid por formájában működik. A terméket egy elektromágnes, egy mágnesszelep mágnesezi, vagy áramot alkalmaz a termékre. Miután enyhén megérintette egy kalapáccsal, adja meg a port
lehetőséget arra, hogy pozícióját felvegye. A többletet egy levegőáram eltávolítja, majd a hibákat rögzítik. Az utolsó lépés a degaussing.
A felületi hibák ellenőrzése előtt a hegesztésnek salakmentesnek kell lennie. A robbanásmentesítést nem szabad a vizsgálat előtt elvégezni, mert a csavarás hatása kis repedéseket zárhat le és láthatatlanná teszi őket. A vizuális ellenőrzés a hegesztés felületén fellépő hibákat érzékel. A specifikációk vagy az alkalmazandó kódok megkövetelhetik, hogy a hegesztett és a szomszédos fémterületek belsejét is ellenőrizzék. A roncsolásmentes vizsgák felhasználhatók a hiba jelenlétének meghatározására, de nem tudják mérni annak hatását a termék teljesítményére, ha nem a hiányosság és a szolgáltatásra ható bizonyos jellemzők közötti korreláción alapulnak.
A nedves eljárásban a mágneses por pirozinnal vagy speciális olajjal keveredik. A kapott szuszpenziót a varrásra és a mozgékonyságára, a diszperzióra vagy a por felhalmozódására alkalmazzák - a hibák közvetlen azonosítói.

Mágneses hibajelző
Az indukciós módszerrel az összes adatot az indukciós tekercs rögzíti. Speciális eszközök - hibajelzők, mágneses diszperzió rögzítése legfeljebb 25 mm vastag fémekben.
A grafika a mágneses fluxus rögzítése egy speciális szalagra. Ez a varrás mentén van rögzítve, majd az eltéréseket a katódsugárcső képernyőjén határozzuk meg.
A mágneses módszerek kizárólag ferromágneses ötvözetekre alkalmasak, más fémeket nem lehet ilyen módon vizsgálni.
Ultrahangos vezérlés
Az előző módszerrel együtt az ultrahangos hibakeresés lehetővé teszi a különböző tulajdonságokkal rendelkező média határaiból származó hullámok visszaverődéséből eredő eltérések rögzítését. 
Az ultrahangforrás olyan jelet küld, amely tükröződik az ötvözet végének elérésekor. Ha a jel meghibásodik, akkor ez a hullámban tükröződik, amelyet viszont az eszköz rögzít. A különböző hibáknak saját gondolataik vannak, ezért könnyű meghatározni a hiba jellegét.

Ultrahangos hibajelző
A már leírt módszerek közül ez a legmegfelelőbb használat. Ez annak köszönhető, hogy képes felismerni a hibát mind a felületen, mind a fém mélységében. A módszer nem rendelkezik olyan szigorú korlátozásokkal, mint a mágneses. Számos fém durva szemcsékkel, mint például öntöttvas, amelyek nem alkalmasak ultrahangra, de minden más ötvözet esetében a minőségellenőrzés könnyen elvégezhető. hegesztés.
Van még egy hátrány - az adatok dekódolásának bonyolultsága. Sajnos, a hibajelzők nagyon specifikus adatokat adnak a felhasználónak, amelyeket dekódolni kell. Előzetes előkészítés nélkül ezt gyakorlatilag lehetetlen elvégezni, ezért a munkákhoz képzett szakember szükséges.
Kapilláris ellenőrzés
Ez a módszer alacsony felületi feszültségű folyadékok tulajdonságain alapul. Az ilyen folyadékok nem ürülnek be a nagy cseppekbe egy helyen, és hajlamosak lefolyni, de ugyanakkor képesek a legkisebb hornyok és lyukak kitöltésére. A felületi hibákat és ritkán csatornákon keresztül hasonló módon határozzuk meg.

Kapilláris ellenőrzés
A varráshoz speciális megoldást alkalmazunk, amely azonnal kitölti az összes hornyot, pórust és egyéb kisebb hibákat. Ezután a varrás ellenőrzése észlelheti a főbb hibákat. További kényelem érdekében a folyékony színárnyalat, fluoreszkáló és más színező adalékokat adhat hozzá.
Átjárhatósági hegesztési minőség-ellenőrzés
A módszer a kapilláris logikai folytatása. Az alapötlet az, hogy a mélyen behatoló tulajdonságokkal rendelkező folyadékok használatával varrási árkokon keresztül lehet meghatározni.
Ehhez vegyünk egy egyszerű kerozint, a varrás egyik oldalára, a másik pedig fix nedves foltokat, jelezve az áthaladó csatornákat. A hiányosságok közül érdemes megemlíteni, hogy a felületet alaposan meg kell tisztítani, és minden szakaszban meg kell őrizni a pontosságot, hogy elkerülhető legyen a hegesztés ellenkező oldalának véletlen szennyezése.
következtetés
A fémszerkezetek hegesztett kötéseinek hegesztése és minőségellenőrzése egyetlen folyamat elválaszthatatlan részét képezi. Nem számít, hogy a munka otthon vagy munkahelyen történik-e, a termék nem maradhat fenn megfelelő szilárdsági vizsgálat nélkül. A fent leírt módszerek lehetővé teszik a hegesztett kötések minőségének ellenőrzését anélkül, hogy megsemmisítenék a varratot.
Üzemanyag- és Energiaügyi Minisztérium Orosz Föderáció
(Oroszországi Üzemanyag- és Energiaügyi Minisztérium)
Az Orosz Föderáció Állambizottsága a lakhatási és építési politikáról (Oroszország Gosstroy)
jóváhagyott
Oroszország Üzemanyag- és Energiaügyi Minisztériuma
1996. március 14. Jóváhagyott
Oroszország Építési Minisztériuma
1996. május 20.
Útmutató dokumentum
RD 34 15.132-96
A fémszerkezetek hegesztett kötéseinek hegesztése és minőségellenőrzése
épületek építésében
BBK 38,634
C24
UDC 69,057,4: 621,791,052: 658,562
Fejlesztő OJSC "Orgenergostroy"
Összeállította: S.S. Jacobson, Cand. tehn. tudományok; ND Kurnosova, Cand. műszaki tudományok; GS Sislin, Cand. műszaki tudományok; M. Elyash, Cand. tehn. a tudomány
Jóváhagyta az Orosz Föderáció üzemanyag- és energiaügyi miniszterhelyettese, Yu.N. Korsun 1996. március 14. és az Orosz Föderáció S.I. Poltavtsev 20.05.96
Az irányító dokumentum (RD) meghatározza az ipari épületek fémszerkezeteinek hegesztésének szervezését és technológiáját, valamint a hegesztett kötések minőségének értékelésére szolgáló mennyiséget, ellenőrzési eljárást és szabványokat.
Az RD 34 15.132-96 a következő típusú hegesztést foglalja magában: kézi ív ragasztóelektródákkal, gépesített (félautomata) hegesztés önálló árnyékolt huzalmal és szén-dioxidban, automatikus és mechanikusan fluxus alatt.
Az RD 34 15.132-96 a nagy építési projektek hegesztésével és összeszerelésével foglalkozó munkavállalók számára készült
1. ÁLTALÁNOS RÉSZ
1.1. Cél és hatály
1.1.1. Ez az útmutató dokumentum az ipari épületek fémszerkezeteinek összeszerelése és szerelése során szerelő- és hegesztési munkák végzésével foglalkozó személyzet számára készült.
A fémszerkezetek összeszerelésének és hegesztésének szervezési és technológiai követelményeinek teljesítése biztosítja a hegesztett kötések előállítását, amelyek kielégítik a szabványok által meghatározott minőségi mutatókat minimális munkaerőköltséggel. Az RD a munka projektjeinek és egyéb technológiai dokumentációjának kidolgozásának iránymutatása.
1.1.2. Az RD a manuális ívhegesztéshez ragasztóelektródákkal, gépesített (félautomata) hegesztéssel önálló árnyékolt huzalmal és szén-dioxiddal, automata és mechanizált, ívelt ívhegesztéssel egy építkezésen.
1.1.3. Ez az RD meghatározza az összeszerelési és hegesztési technológiát a GOST 27772 szerinti szén- és alacsony ötvözetű acélok fémszerkezeteinek összevonására és telepítésére:
alakú acél (szögek, I-gerendák, csatornák) - acélból С235, С245, С255, С275, С285, С345, С345К, С375;
lemez, univerzális hengerelt termékek és ívelt profilok - acélból С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
A GOST 27772 szabvány szerinti acélmegjelölés (hozamerősség) és az egyéb vonatkozó szabványok szerinti megfelelő acélminőségek az 1. függelékben találhatók.
Az RD a következő szabályozási és műszaki dokumentumokkal (NTD) együtt működik:
SNiP 3.03.01-87. Csapágy- és zárószerkezetek;
SNiP II-23-81 *. Tervezési szabványok. Acélszerkezetek. M., 1991.
1.1.4. az dokumentumot A hegesztési munkák megszervezésére vonatkozó főbb rendelkezéseket adják meg. építési területek, utasítások a hegesztőanyagok és berendezések kiválasztására;
a hegesztett kötések minőségének értékeléséhez szükséges szerkezeti elemek, hegesztési módok, vezérlési eljárások és szabványok összeszerelésére és hegesztésére vonatkozó követelmények.
Ezen kívül ez az RD ajánlásokat ad a kiválasztott tipikus, leggyakrabban előforduló acélszerkezetek hegesztési technológiájára.
1.2. A hegesztők, a felügyelők és a mérnökök képesítésére vonatkozó követelmények
1.2.1. Az ipari épületek fémszerkezeteinek hegesztését olyan hegesztőknek kell elvégezniük, akik rendelkeznek a vonatkozó hegesztési munkák elvégzéséhez szükséges igazolásokkal, amelyeket az orosz Gosgortechnadzor által jóváhagyott "Hegesztőkre vonatkozó szabályok" követelményeinek megfelelően adtak ki.
390 MPa (40 kgf / mm2) és nagyobb acélszerkezetek hegesztése megengedett a hegesztők számára, akik képesek ezen acélok hegesztésére.
A hegesztési operátorok, akik elvégezték az elméleti és gyakorlati képzés speciális kurzusát, és meghaladták az ezen művek előállításának jogát, megengedettek a mechanizált hegesztési módszerekre.
Az összes szakterület és szakképzettség hegesztőinek át kell próbálni a második elektromos biztonsági minősítési csoportot. Ezenkívül minden hegesztőnek tűzvédelmi és biztonsági vizsgálatokat kell végeznie.
1.2.2. A hegesztőnek, aki először megkezdi a hegesztést ebben a szervezetben, a munkavégzés megkezdése előtt, függetlenül attól, hogy rendelkezik-e tanúsítvánnyal a megfelelő munka elvégzéséhez való joggal, hegeszteni kell a vizsgálati (felvételi) mintákat. A vizsgálati minták hegesztését olyan körülmények között kell elvégezni, amelyek azonosak a hegesztési szerkezetekkel.
A vizsgálati minták kialakítását és számát a hegesztési felügyelő határozza meg a gyártási kapcsolatok típusától és a hegesztő képesítésétől függően. A vizsgálati hegesztések minőségét vizuális ellenőrzéssel határozzuk meg, hogy meghatározzák a varrás integritását és kialakulását, és szükség esetén (a hegesztés fejének mérlegelése alapján) - nem destruktív fizikai vizsgálati módszereket alkalmazva.
A próba hegesztett hézagok minőségét az ugyanazon gyártási ízületekre vonatkozó szabványok szerint kell értékelni. A vizsgálati csatlakozásoknak azonosaknak vagy azonos típusúaknak kell lenniük a vizsgált hegesztő által hegesztendő gyártási csatlakozások tekintetében. Az azonos típusú hegesztett kötések jellemzőit a "Hegesztők tanúsítási szabályai" tartalmazza.
1.2.3. A hegesztők megengedik a tanúsítványban meghatározott munkák típusait. A tanúsítványnak fel kell sorolnia az acélfajtákat vagy acélminőség-csoportokat a "Hegesztési tanúsítási szabályok" szerint, amelyekre a hegesztő hegesztésre kerül.
1.2.4. A 30 ° C-nál alacsonyabb hőmérsékletű hegesztéshez a hegesztőnek először meg kell hegesztenie a próbabábu mintákat a megadottnál magasabb hőmérsékleten. A vizsgálati minták mechanikai vizsgálatának kielégítő eredményével a hegesztő hegeszthető 10 ° C-nál alacsonyabb hőmérsékleten a vizsgálati minták hegesztési hőmérséklete alatt.
1.2.5. A hegesztési munkák kezelését olyan személy végezheti, aki a hegesztés területén speciális oktatási vagy képzési dokumentummal rendelkezik.
A mérnökök, akik a jelenlegi RD-t tanulmányozták, az SNiP-nek megfelelően, a termékek hegesztésére és a vezérlés módszertani utasításaira vonatkozó termékrajzok, gyártási és technológiai dokumentáció (PTD), felügyelhetik a hegesztési munkát, a hegesztett kötések vezérlését és az üzemeltetési irányítást. A mérnöki személyzet ismerete és képzésük hegesztés a cégvezető által kijelölt bizottságnak kell ellenőriznie. A mérnökök és a technikusok ismereteit legalább háromévente ellenőrzik.
1.2.6. A hegesztett illesztések minőségellenőrzésével kapcsolatos ellenőrzések elvégzésére az ellenőrök, akik elvégezték a hegesztett kötések defektoszkópiájával kapcsolatos munkák elvégzéséhez szükséges igazolást, az elméleti és gyakorlati képzés speciális programját, elvégezhetik az ellenőrzést. A fizikai ellenőrzési módszerek szabályozóit az Oroszország által a Gosgortekhnadzor által 1992. augusztus 18-án jóváhagyott "A roncsolásmentes tesztelő szakemberek tanúsítására vonatkozó szabályok" szerint kell tanúsítani.
1.2.7. A felügyelők képzését különlegesen kell elvégezni oktatási intézmények vagy egységek szakképzés a hegesztés minőségellenőrzését végző és az ilyen munkák elvégzéséhez szükséges engedélyt nyújtó vállalkozások (képzési létesítmények, központok, tanfolyamok stb.).
A vezérlők képzésének az ellenőrzési módszerekre (ultrahangos vizsgálat, röntgen, stb.), És szükség esetén a hegesztett kötések típusaira kell szakosodnia, amelyeket a tanúsítványokban fel kell tüntetni. Minden vezérlő csak a tanúsítványban meghatározott ellenőrzési módszerekre alkalmazható. Az adatkezelőnek, aki több mint 6 hónapja szünetelteti a munkát (ilyen típusú ellenőrzés), ismét teljes körűen át kell vennie a vizsgálatokat.
1.3. A hegesztés megszervezésének főbb rendelkezései
1.3.1. Az épületek fémszerkezeteinek kivitelezésére szolgáló építési projekt (PPR) kidolgozása során figyelembe kell venni és tükrözni kell a hegesztési, hegesztési és hegesztési hézagok szerkezetének összeállításának feltételeit.
A CPD-ben a legfejlettebb szerelési és hegesztési technológiát kell optimalizálni.
1.3.2. A hegesztett kötések összeszerelésével, hegesztésével és minőségellenőrzésével kapcsolatos munkák megszervezésekor és végrehajtásakor minden feltételt meg kell teremteni, hogy megfeleljen a biztonsági előírásoknak és tűzbiztonság a következő szabályozási dokumentumok követelményeinek megfelelően: \\ t
SNiP III-4-80. Biztonságtechnika építésben;
GOST 12.3.003. Munkahelyi biztonsági szabványok rendszere. Elektromos hegesztési munkák. Biztonsági követelmények;
"Az elektromos berendezésekre vonatkozó szabályok";
"A fogyasztók elektromos berendezések műszaki üzemeltetésének szabályai";
"Biztonsági előírások a fogyasztók elektromos berendezéseinek üzemeltetésére";
"Röntgenellenőrzésre vonatkozó egészségügyi szabályok", 2191-80;
"Szaniter előírások a radioizotóphiba kimutatására", No. 1171-74;
A fémek hegesztésére, hegesztésére és vágására vonatkozó szaniter szabályok, No. 1009-73;
"Tűzbiztonsági szabályok a nemzetgazdasági objektumok hegesztésére és egyéb tüzelőműveire";
"Tűzvédelmi szabályok az építési és szerelési munkák során. PPB 05-86".
1.3.3. A szerelési és hegesztési munkát végző szervezetnek gondoskodnia kell a hegesztett kötések megfelelő minőségéről:
karbantartható berendezések használata;
jó minőségű hegesztési anyagok használata, a megfelelő ellenőrzésen;
a PDD által szabályozott termékek összeszerelésére és hegesztésére vonatkozó technológiai követelmények teljesítése;
az összeszerelési és hegesztési folyamatok működési ellenőrzésének elvégzése;
a kész hegesztett kötések minőségellenőrzésének időben történő végrehajtása.
1.3.4. Az alapanyagok (lapok, hengerelt termékek) és hegesztési anyagok (elektródák, \\ t hegesztési huzal és a fluxusok), amelyek eltérnek a termelési és technológiai dokumentációban (PDD) meghatározottaktól, a PDD szervezetfejlesztőjének, az iparágnak a közös technikai döntése alapján engedélyezhetők. speciális szervezet és a szervezet - a munka.
1.3.5. A szerelőblokkok összeszerelésének és összeszerelésének sorrendje és a munka sorrendje biztosítja a legfejlettebb hegesztési módszerek alkalmazását. A hegesztett kötések megfelelő minőségének és a hegesztett kötések összeszerelésénél, hegesztésénél és minőségellenőrzésénél végzett munka során a munka termelékenységének növelése érdekében az ebben a részben ismertetett rendelkezések alapján kell eljárni.
1.3.6. A fémszerkezetek hegesztésének és beépítésének különböző szakaszaiban történő hegesztésének módját a munkálatok gyártási projektje (CPD) határozza meg.
Hegesztési módszer kiválasztásakor vegye figyelembe:
a mechanizált hegesztési módszerek alkalmazásának célszerűségét műszaki és gazdasági számításokkal kell igazolni;
a jelentős hegesztési hegesztésekhez a szerkezetek előszereléséhez automatikus merülőhegesztést kell használni;
a gépesített (félautomata) hegesztés önálló árnyékolt fluxusú huzallal használható az alsó, ferde és függőleges helyzetű hegesztési varratok fémszerkezeteinek összevonására és szerelésére;
a fémszerkezetek előszereléséhez és összeszereléséhez a hegesztés bármely pozíciójában mechanikus (félautomata) szén-dioxid (huzal) hegesztést kell használni, feltéve, hogy a hegesztési hely védett a széltől.
Abban az esetben, ha az automatikus és mechanikus hegesztés nem használható, kézi ívhegesztést kell használni.
1.3.7. A mérnöki és műszaki munkások száma hegesztéshez és felszereléshez mechanizált hegesztés az építkezésen a hegesztés mennyiségétől és a hegesztők számától függ. Az építési és szerelési szervezet hegesztési szolgáltatására vonatkozó rendelkezésnek megfelelően jött létre.
1.3.8. Az építkezés előtti helyszínt és az összeszerelni vagy rekonstruálni kívánt épület területét hegesztési célokra elektromos hegesztési áramvezetékkel kell elvégezni az építkezés előtti összes területre és az összeszerelendő épületre.
1.3.9. A hálózati hegesztéshez szükséges huzal keresztmetszetét a táblázat szerint kell kiválasztani. 1.1. Kézikönyv ívhegesztés az elektródatartó a hegesztési lánchoz egy PRD, PRI, KOG 1, KOG 2 típusú gumi szigeteléssel ellátott rugalmas rézhuzallal van összekötve, amelynek keresztmetszetét a hegesztési áram függvényében kell kiválasztani: áramig 100A-ig - legalább 16 mm2, 250A-25 mm2-nél, 300A-on - 50 mm2. A rugalmas vezeték hossza legalább 5 m legyen.
1.1. Táblázat
Huzalszakasz a hegesztési áramforrások hálózatához való csatlakozáshoz
maximális hegesztőáram Réz * vezeték keresztmetszete, mm2, V feszültséggel
tápegység, A 220 380
300 16 10
500 35 16
1000 70 50
2000 - 120
4000 - 240
__
* Az alumíniumhuzal keresztmetszete 1,5-szer nagyobb
1.3.10. Az összeszerelési és hegesztési munkálatok nagy mennyiségével az összeszerelési helyek és az építés alatt álló épület oxigén- és éghető gázzal történő ellátását központosított módon kell elvégezni, a tápközponttól a vágóhüvelyekhez történő vezetéssel. A központi áramellátó rendszer használatának célszerűségét számítással kell igazolni.
Az oxigén és az éghető gáz megoszlását egy nagy ipari létesítmény építésében a projektben az építés befejezése után fennmaradó állandó gázellátó rendszerként kell megtervezni, hogy a létesítmény működése során javítási munkákat végezzen.
Az építkezésen a központosított gázelosztást ideiglenes gázellátásként végzik el a leállásnak megfelelően.
1.3.11. A helyi körülményektől függően az acetilén, a propán-bután vagy a természetes anyagok használhatók éghető gázként a vágáshoz. éghető gáz. Az acetilént csak akkor használják vágásra, ha az épület jelentősen távol van a finomítóktól és a földgázvezetékektől, amikor technikailag lehetetlen vagy gazdaságilag megvalósíthatatlan propán-bután vagy földgáz használata.
1.3.12. Az oxigént a saját álló oxigénüzemekből (pl. KGN-30, 2KG-30, stb.) Vagy egy gázosító állomásból szállítják az építési és telepítési helyekre, ahol a vasúti vagy közúti tartályokban az objektumba szállított folyékony oxigén gázolódik és gázvezetéken keresztül kerül továbbításra munkahelyre vagy oxigén rámpára. Az oxigénellátás módszere a helyi körülményektől függ, és számítással kell igazolni.
1.3.13. A cseppfolyósított propán-butánt a szállító üzem speciális autótartályai segítségével kell elvégezni. Építési helyek alatt földalatti tartályokat építenek, ahol propán-butánt tárolnak; a tartályokból gázosított propán-butánt szállítanak a fogyasztási helyekre.
1.3.14. Az oxigén- és éghető gázvezetékek tervezését, kivitelezését, tesztelését és üzemeltetését a „Gáztechnikai létesítményekre vonatkozó biztonsági előírások” szerint kell elvégezni (Gosgortechnadzor, 1992).
1.3.15. A hegesztő szerkezetének és munkahelyének hegesztett felületeit az esőtől, a hótól, a széltől és a huzattól védeni kell.
Ha a környezeti hőmérséklet a mínusz 10 ° C alatt van, a hegesztő munkahelye közelében leltárhelyiséget kell biztosítani, a 40 ° C alatti hőmérsékleten pedig hevített helyiségben, ahol a hőmérsékletnek 0 ° C felett kell lennie.
1.3.16. Minden raktárhelyen egy raktárat fel kell szerelni egy meleg, fűtött helyiségben a hegesztőanyagok tárolására (elektródák, vezetékek és fluxusok). A hőmérsékletet nem szabad 15 ° C alatt tartani a raktárban, és a relatív páratartalom nem haladhatja meg az 50% -ot.
A hegesztési anyagokat márka, tétel és átmérő szerint külön kell tárolni olyan körülmények között, amelyek megvédik őket a nedvességtől és a mechanikai sérülésektől. A hegesztési folyadékot légmentesen lezárt tartályban kell tárolni.
A raktárba a kalcináló elektródák, a maghuzal és a fluxus kemencéit, szárítószekrényeket 150 ° C-ig terjedő hőmérsékletű szekrényekkel kell felszerelni, biztosítva az elektródok és a vezeték napi igényét.
1.3.17. A kalibrált elektródákat és a maghuzalokat a munkahelyen kell megadni a hegesztő munka közbeni szükséges mennyiségében.
Ha 390 MPa-nál nagyobb (40 kgf / mm2) hozamú acélból készült hegesztési szerkezeteket használnak, a kalcináló vagy szárító kemencéből közvetlenül vett elektródokat két órán belül fel kell használni.
A kalcinált hegesztési anyagok tárolását és szállítását zárt tartályban kell végezni: elektródák - speciális fémtartályokban, vízálló csomagolásban vagy lezárt műanyag fóliahüvelyben, maghuzalban - zárt dobozokban vagy vízálló csomagolásban.
1.3.18. A huzal tisztítását és tekercselését mechanikus hegesztési módszerekhez tartozó kazettákban egy meghatározott munkahelyen kell elvégezni az erre kijelölt munkavállalóknak. Minden tekercselt huzalkazettának címkével kell rendelkeznie, amely jelzi a huzal márkáját és átmérőjét.
1.3.19. A munkahelyre való villamos hegesztőgépnek a munkahelyen a következő minimális felszereltséggel és eszközökkel kell rendelkeznie: védőpajzs vagy maszk, kesztyű, átlátszó szemüveges szemüveg, kalapács, véső vagy keresztfej a salak salakhoz, acélkefe, személyes bélyegző, doboz vagy táska. az elektróda csonkjainak szétválasztásával megfelelő sablonok a varrás geometriájának ellenőrzéséhez. munkahely A hegesztőt előzetesen elő kell készíteni, az idegen tárgyakat ki kell tisztítani és meg kell világítani.
1.3.20. Az acélból készült alkatrészek hegesztése 345 MPa vagy annál nagyobb hozammal (C345 és annál nagyobb) megszakítás nélkül meg kell történnie mindaddig, amíg a hegesztési vastagság legalább fele ki nem töltődik vagy a teljes hosszában, vagy legalább 800-1000 mm hosszú szakaszban (1 m-nél hosszabb hegesztési hossz). A kényszermunka megszakítása esetén szükség van a csukló lassú és egyenletes hűtésére bármilyen rendelkezésre álló eszközzel (például az lapot tartalmazó lapra azbeszttel), és a hegesztés folytatásakor a csuklót 120-160 ° C hőmérsékletre kell melegíteni.
A hegesztés végéig nem gyakorolnak erőhatásokat a csuklóra.
1.3.21. A hegesztett és a megtisztított varratot a hegesztőnek a megadott számmal vagy jelöléssel kell ellátnia (bélyegző). A bélyeget 40-60 mm-re kell elhelyezni az általa gyártott hegesztett kötés határától: egy hegesztő - egy helyen, ha több hegesztő végez - a hegesztés kezdetén és végén. A bélyegek helyett a hegesztők aláírásaival végrehajtott végrehajtási rendszereket lehet készíteni.
1.3.22. Ha a hegesztés során a hegesztett kötésekben repedések vagy egyéb elfogadhatatlan hibák találhatók, a hegesztő köteles megállítani a munkát hegesztett kötés és értesítse a hegesztő mesterét.
1.3.23. A hegesztési csuklós csatlakozásokat csak akkor lehet megkezdeni, ha a hegesztési technikus vagy a művezető elfogadja az összeszerelt csuklópántok összeszerelését.
2. A ALAPANYAGOKRA VONATKOZÓ KÖVETELMÉNYEK
2.1. Hegesztett acélszerkezetekhez, szén - és szénhordozókhoz alacsony ötvözött acél a GOST 27772 szerint.
Az épületek acélszerkezeteiben használt fő acélminőségek kémiai összetételét és mechanikai tulajdonságait a 2. és 3. függelék tartalmazza.
2.2. A telephelyre érkező lapot és szerkezeti acélt a gyártónak hitelesítenie kell a kémiai összetétel és a mechanikai tulajdonságok megjelölésével.
2.3. A gyártási, konszolidációs és telepítési létesítménybe belépő épületek fémszerkezetének (lemezek, hengerelt termékek) és szerkezeti elemeinek ellenőrzése:
a tanúsítvány vagy útlevél rendelkezésre állásának ellenőrzése, az abban foglalt adatok teljessége és az adatoknak a szabvány, a műszaki előírások, a tervezési vagy tervezési dokumentáció követelményeinek való megfelelésének ellenőrzése;
a gyári jelölés rendelkezésre állásának ellenőrzése és a tanúsítvány vagy útlevéladatok betartása;
fém- és szerkezeti elemek vizsgálata felületi hibák és károsodások azonosítására, a fémvastagságot a GOST 19903 és a GOST 19904 által szabályozott mínusz eltéréseken túl;
a szerkezeti elemek (csomópontok, tömbök, rácsok, szarufák stb.) vizsgálata és mérése (ha vannak megfelelő utasítások a PDD-ben) a tervdokumentációban meghatározott szerkezetek geometriai alakjait és méretét sértő deformációk azonosítására.
2.4. Tanúsítvány vagy hiányos tanúsítványadatok hiányában ennek a fémnek a használata csak a szükséges tesztek elvégzése után engedélyezhető, amely igazolja, hogy a fém megfelel a szabványos vagy műszaki feltételek valamennyi követelményének.
2.5. Az alapanyagok (fém- és szerkezeti elemek) bemeneti vezérlését a szervezet végzi - ezen anyagok vásárlója. A bemeneti ellenőrzés eredményeit át kell adni a struktúrák gyártásával vagy telepítésével foglalkozó szervezetnek.
... A dokumentum teljes változata táblázatokkal, képekkel és alkalmazásokkal a csatolt fájlban ...




