جوشکاری قوس آرگون مس در جاده. جوش لوله های مس. ویژگی های جوشکاری از آلیاژهای مس.
مس دارای تعدادی از ویژگی های منحصر به فرد، از جمله: بالاترین هدایت الکتریکی و حرارتی، انعطاف پذیری، مقاومت در برابر خوردگی. زیبایی شناسی بالا از فلز به ویژگی های کاملا فنی اضافه شده است، که به تقاضای بالا به عنوان مواد تزئینی کمک می کند.
همه این مس را فراهم می کند نرم افزار گسترده در زمینه های مختلف لحیم کاری و جوشکاری مس عملیاتی است که دیر یا زود باید با هر کارشناسی ارشد که دوست دارد با فلز کار کند. علاوه بر مس فنی خالص، آلیاژهای آن به طور گسترده ای توزیع شده اند: برنز و برنج.
جوش پذیر مس و برخی از ویژگی های
جوش پذیری مس بستگی به خلوص شیمیایی آن دارد: کمتر ناخالصی های مضر در آن - گوگرد، فسفر، سرب و غیره - بهتر است آن را جوش داده شود. عوامل موثر بر جوشکاری عبارتند از:- تمایل مس به اکسیداسیون. اتصال با اکسیژن با تشکیل اکسید های مقاوم به منجر به تشکیل مناطق شکننده و شکاف در منطقه حرارتی می شود.
- ضریب ضریب انبساط خطی (1.5 برابر بیشتر از فولاد) باعث انقباض بیشتر در طی قلیایی شدن، منجر به ایجاد ترکهای داغ می شود.
- تمایل فلز برای جذب گازها در حالت مذاب از هوا (عمدتا اکسیژن و هیدروژن) نیز بر کیفیت تاثیر می گذارد جوش جوش. به طور خاص، هیدروژن در زمان کریستالیزه شدن فلزات با اکسیژن اکسید کربن ترکیب شده و بخار آب را تشکیل می دهد، باعث ایجاد منافذ و ترک ها می شود.
- محل رشد دانه منجر به ظهور سازه های شکننده در منطقه آسیب دیده می شود.
- ضریب بزرگ هدایت حرارتی (7 برابر بیشتر از فولاد) نیاز به منبع گرمایی با غلظت انرژی و انرژی در ناحیه ذوب دارد. با توجه به حذف سریع گرما، شکل گیری یک درز بدتر می شود و گرایش به ظهور نقص در آن - افتادگی، افتادگی و غیره - در حال رشد است.
- سیالیت بالا مس (2-2،5 برابر بیشتر از فولاد) برای جوش بافت جانبی یک طرفه با وزن با نفوذ کامل لبه ها و شکل گیری جوش خوب در طرف مقابل اجازه نمی دهد. برای اتصالات مفاصل، ممکن است بر روی طرف مقابل مورد نیاز باشد، و به سختی به فلز جوش داده شود. سیالیت بالا مس همچنین جوش در عمودی و به ویژه در موقعیت سربار دشوار است.
- در دمای بالاتر از 200 درجه سانتیگراد، مقاومت مس با کاهش همزمان ورقه ورقه (به رغم فلزات دیگر مانند فولاد، که باعث کاهش قدرت در درجه حرارت بالا همراه با افزایش پلاستیک). در محدوده دماي 250 تا 550 درجه سانتيگراد، در صورتي كه كنجاله مس كمتري به خود مي گيرد، مي تواند رخ دهد. در این راستا بایستی از موانع سخت پیشگیری کرد. توصیه نمی شود که در دو گذر، درزها را انجام دهید، زیرا اولین مرحله در حال حاضر ایجاد اتصال سخت را ایجاد می کند. دستکش باید با اتصال دهنده های کشویی جایگزین شود.
هنگام جوشکنج برنج، روی می تواند تبخیر شود (نقطه جوش آن 907 درجه سانتیگراد است، یعنی زیر نقطه ذوب مس)، که منجر به تشکیل حفره ها می شود. زنجیری از روی، با ترکیب اکسیژن، اکسید روی را تشکیل می دهد، که مانند جفت ها، سمی است و به شکل یک ابر سفید متراکم آزاد می شود. با توجه به تبخیر و فرسودگی روی، غلظت آن در آلیاژهای جوش کاهش می یابد. پیش گرم شدن فلز و سرعت جوشکاری بالاتر تبخیر را کاهش می دهد. به طور کلی، کتابچه راهنمای جوش قوس برنج به ندرت مورد استفاده قرار می گیرد و نیاز به مایع مستمر گاز دارد.
مس مس (M-1p، M-2p، M-3r)، که میزان اکسیژن آن 0.01٪ نیست، بهتر است پخته شود.
برای غلبه بر مشکلات جوشکاری، تکنولوژی جوشکاری مس فراهم می کند گاز و یا حفاظت از شار از حوضچه جوش، در الکترود و سیم پرکننده رفتگران معرفی: سیلیکون، آلومینیوم، منگنز و دیگران است.
روش های جوشکاری مس
در ساخت سازه های جوش داده شده مس، استفاده از انواع مختلف جوشکاری - بدون گاز محافظ الکترود پوشش داده شده، با گازهای محافظ (سیم) الکترودهای مصرفی و nonconsumable، زیردریایی، و غیره شایع ترین دو نوع :. جوشکاری با الکترودهای پوشش داده شده و سیم جوش فلزی تنگستن گازهای محافظتی. مانند دیگر فلزات غیر آهنی، مس قبل از جوشکاری نیاز به تمیزکاری کامل دارد. اول از همه، شما باید با کمک قالیچه ها، استون یا سایر حلال ها، تمام مواد آلاینده ای را که می توانید از ناخالصی های مضر، به ویژه سرب و گوگرد، تهیه کنید. آنها ممکن است حاوی روان کننده ها و خنک کننده ها، چربی ها، روغن ها و رنگ ها باشند.سپس کاملا حذف شد فیلم اکسید - یک قلم فلزی یا مش فولادی ضدزنگ، یا برخی از ابزار ساینده - ماشینکاری بخشی به درخشش.


تمیز کردن بخش یک مرحله بسیار مهم است که به طور مستقیم بر کیفیت جوش تاثیر می گذارد. بدون آن، غیر ممکن است یک درز قوی و زیبا را دریافت کنید.
با ضخامت دیواره 5 میلی متر، جوشکاری با پیش گرم شدن بخشی به 300-700 درجه سانتیگراد انجام می شود. بخار گرم برای قطعات عظیم بسیار مهم است، و بخشی بزرگتر، گرما بالاتر باید باشد.
جوشکاری مس با الکترودهای پوشش داده شده با فلز (حالت MMA)
مس با ضخامت بیش از 2 میلیمتر با استفاده از الکترودهای پوشش داده شده جوش داده شده است. فلز تا 4-5 میلی متر را می توان بدون لبه برش جوش داده و با ضخامت بیشتری لازم است برش برش V یا شکل X را با یک زاویه باز 60-70 درجه انجام دهید. جوش با جریان مستقیم قطب معکوس انجام می شود. مقادیر تقریبی قطر الکترود و جریان جوشکاری بسته به ضخامت مس در جدول زیر نشان داده شده است.| ضخامت مس، میلی متر | قطر الکترود، میلیمتر | جوش سیم مسی، A |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
در فرآیند جوشکاری ورق فلز، ممکن است لازم باشد جریان ابتدایی تنظیم شده را کاهش دهیم - به دلیل گرمایش بخشی و خطر بروز سوختگی.
برای جوشکاری مس می Komsomoletz برق 100، Anz است / AUR-2، Anz است / AUR-3، Anz است / AUR-4، EHS-2M (برای برنز) و غیره. الکترودها قبل از استفاده کلسینه توصیه می شود.
الکترودهای پوشش داده شده برای جوشکاری مس می تواند همان کیفیت جوش را فراهم نکنند، که جوشکاری در آرگون فراهم می کند. قدرت جوش داده شدهساخته شده با استفاده از آنها بستگی به عوامل بسیاری دارد: انتخاب مناسب نام تجاری الکترود، انطباق با تکنولوژی مورد نیاز (سختی تمیز کردن، پیش گرم شدن، حالت فعلی مطلوب) و البته صلاحیت جوشکار.

جوشکاری مس با یک الکترود تنگستن در آرگون (حالت DC / AC TIG)
از نقطه نظر نتیجه، این روش بهترین است. درزهای ساخته شده در حالت TIG با دوام و دقت متفاوت هستند. جوشکاری انجام می شود الکترود تنگستن در متغیر یا جریان مستقیم قطب راست اندازه جوش جوشکاری بسته به ضخامت فلز جوش داده شده و قطر الکترود انتخاب شده است.آرگون، هلیم، نیتروژن و یا مخلوط آنها به عنوان گازهای محافظی استفاده می شود. این گازها با ویژگی های تکنولوژیکی آنها، تا حدی برتر است، تا حدی کمتر از یکدیگر هستند. نیتروژن، به ویژه نیاز به جوش کمتر در مقایسه با آرگون، اما درزها ساخته شده با استفاده از آن، تمایل خاص به تشکیل خمیر است. علاوه بر این، ceteris paribus، مصرف نیتروژن بیش از مصرف آرگون است. بنابراین، دوم، با توجه به جهانی بودنش، بیشتر از گازهای دیگر استفاده می شود.
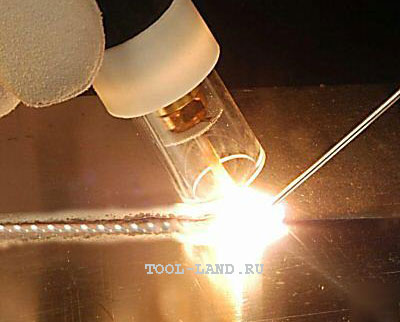
میله های مس (M1، M2، M3) یا برنز (Br KMts3-1، و غیره) به عنوان مواد پرکننده استفاده می شود. در عمل، هادی های مس از کابل های الکتریکی و سیم ها اغلب استفاده می شود. مطلوب است که نقطه ذوب افزودنی زیر نقطه ذوب فلز پایه باشد. برای حفاظت بهتر از درز، نوار باید در مقابل مشعل، و نه پشت آن (نگاه کنید به عکس دوم). ورق های مس با ضخامت تا 4 میلیمتر می توانند با جوش داده شده با ورق بدون مواد پرکننده.

برای جلوگیری از آلوده شدن الکترود تنگستن در هنگام سوزاندن قوس، می توان آن را روی یک صفحه ذغال سنگ یا گرافیت، و سپس آن را به محصول تحریک کرد.
جوش را می توان در موقعیت پایین و عمودی جوش انجام داد.
![]()
بر خلاف آلومینیوم که بدون حرکات عرضی دم کرده، جوشکاری مس نیاز به دستکاری مشعل برای تشکیل یک درز و اطمینان از اتصال آن با دیوارها دارد. این فلز باید از طریق حرکات مشعل دایره ای یا زایگاگ "جدا شده" شود.

دمیدن چاله باید با گسترش قوس به آرامی از بین بردن مشعل، در مورد آن انجام شود ماشین جوشکاری یک تابع خاص "جوشکاری دهانه" ندارد.
جوشکاری نیمه اتوماتیک مس (حالت MIG)
مس نیز می تواند در حالت نیمه اتوماتیک در حالت MIG با جریان مستقیم قطب معکوس با استفاده از آرگون، نیتروژن یا هلیوم به عنوان حفاظت جوش داده شود. تکنولوژی جوشکاری در این مورد، در هسته آن، متفاوت از جوشکاری فولاد است.هنگام استفاده از محتوای این سایت، باید لینک های فعال را به این سایت اضافه کنید، توسط کاربران و ربات های جستجو قابل مشاهده باشد.
جوشکاری مس-آرگون موثرترین ترکیب برای آلیاژهای مس است.
هر متالورژیک باید با لحیم کاری و جوشکاری محصولات مس را مقابله کند. امروز ما به چگونگی جوشیدن مس با آرگون نگاه می کنیم!
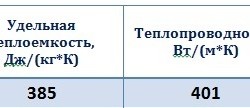
مس و آلیاژ آن (برنز و نیکل) به علت هدایت الکتریکی و حرارتی، مقاومت در برابر خوردگی در بسیاری از صنایع استفاده می شود. نقطه ذوب ماده 1083 درجه سانتیگراد است. هدایت حرارتی مس خالص 2 برابر بیشتر از آلومینیم است، بنابراین، هنگام جوشکاری با آرگون، گرمایش خوب فلز ضروری است.
اما هدایت حرارتی آلیاژ مس در حال حاضر کوچکتر است، بنابراین نیازی به افزایش گرما نیست.
مس و آلیاژها به چند نمره تقسیم می شوند. برای به دست آوردن یک اتصال جوش داده شده با کیفیت بالا، بهتر است از مس، بدون مس اکسیده شده یا اکسیژن استفاده کنید، اکسیژن کمی در آنها وجود دارد.
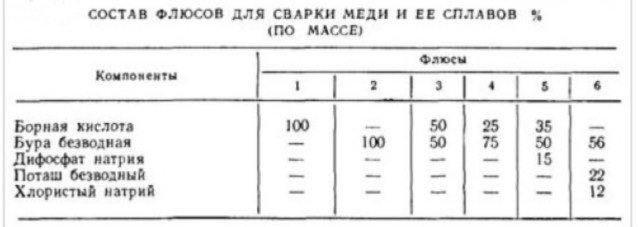
ترکیب اصلی جوش برای جوشکاری مس با آرگون در جدول ارائه شده است.
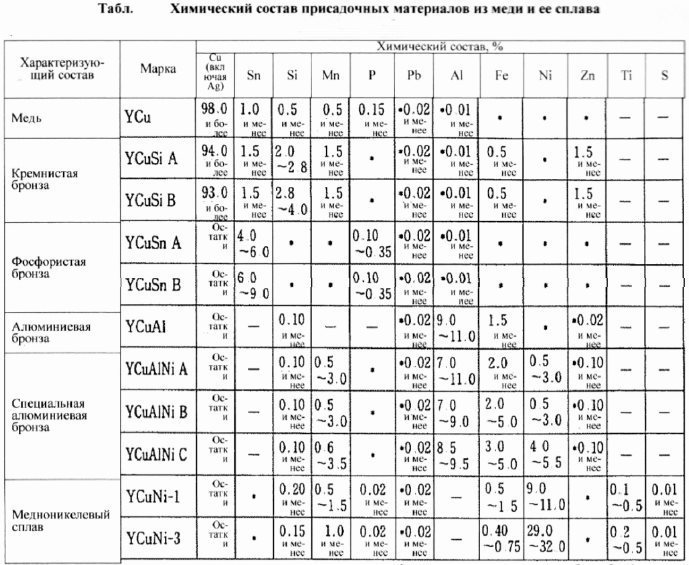
اما در عمل، فلزات مشابه معمولا در ترکیب استفاده می شود (که می تواند در کارگاه خانگی یافت شود).
همچنین برای یک ذوب بهتر و ترکیب فلز، میله هایی با پوشش نازک از لایه شار استفاده می شود.
تهیه مواد (تمیز کردن)
جوشکاری مس با آرگون بدون تمیز کردن کامل مواد ممکن نیست. هر ابزار ساینده ای گرفته شده است و جوش داده شده به زین زده شده است. سپس با استفاده از هر حلال، مواد پاک می شوند.

تهیه مواد یک روش مهم است.
نگاهی به رویکرد مسئولیتی برای تمیز کردن محصولات مس - این بر کیفیت اتصال تاثیر می گذارد.
برای جلوگیری از نقایص (غیر همجوار، سرباره)، مواد اولیه را قبل از حرارت دادن به دمای 350-600 درجه سانتیگراد تفاوت دما بستگی به فلز پایه، پرکننده و شیار دارد. تعیین شده توسط تجربه
ویدئو: چگونگی تهیه یک ترک در یک رادیاتور مس برای جوشکاری.
جوش آرگون (حالت TIG)
این تکنولوژی در قبال جوشکاران بهترین است، درزها شسته و رفته و دوام دارند. جوشکاری مس با آرگون با الکترود تنگستن DC انجام می شود. و در اینجا، در یک آلومینیوم برنز آلومینیومی، بهتر است اتصال را روی جریان متناوب ایجاد کنید.
تنظیمات فعلی دستگاه بسته به ضخامت محصول و قطر الکترود انتخاب شده است. جدول کمک:
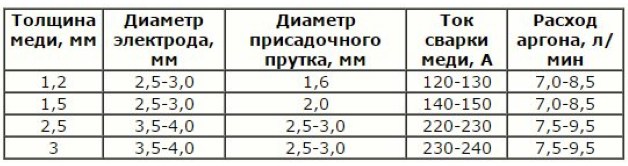
علاوه بر آرگون، می توان از نیتروژن، هلیوم و مخلوط های آن در ترکیب گازهای محافظ استفاده کرد. همه گازهای فهرست شده دارای مزایا و معایب است. اما آرگون هنوز برای جوشکاری بیشتر است.
میله های پرکننده بر اساس ترکیب مواد انتخاب می شوند. اما معمولا در کارگاه خانگی، اعمال می شود سیم مسی استخراج شده از کابل برق یا ترانسفورماتور. قبلا، هسته مس از لاک الکل زدن با کاغذ پوست و از بین بردن با یک حلال است.
خوب است که سیم مایع استخراج شده نقطه ذوب پایینتری نسبت به محصول آماده برای جوشکاری داشته باشد.
برخی از راهنمایی های متخصصان با تجربه:
- همیشه مواد افزودنی را در مقابل مشعل نگهدارید؛
- جوش آرگون برای مس ضخیم می تواند بدون سیم پر شود
- برای اطمینان از چسبندگی بهتر فلز، مشعل برای zigzag توصیه می شود؛
- مواد نازک، به منظور اجتناب از سوزاندن، لازم است با جواهرات کوتاه با وقفه؛
- اگر دستگاه بدون عملکرد جوشکاری دهانه، بخار باید به تدریج برداشته شود (گسترش قوس)؛
- جوش آرگون در موقعیت عمودی و افقی درز انجام می شود.
ویدئو: حرارت و ترکیب مس.
جوشکاری لوله مس
وقتی لوله های مس آرگون متصل می شوند، جریان جریان کم تنظیم می شود. جوش آهسته است، قطعه های جدا شده از درز، با همپوشانی حداقل 1/3. سیم پرکننده توسط حرکات سمت مشعل تحت فشار قرار می گیرد. اصل ساده است.
جوش مسی با آرگون. ویدیو در انتهای مقاله پیشنهادی است دستورالعمل های دقیق برای کار با جوشکاری قوس آرگون. چنین جوشکاری باعث ایجاد شفت با کیفیت و قابل اعتماد می شود. مقدار ناخالصی های مختلفی که در مواد جوش داده شده، یعنی مس، موجود است، روش مستقیم اتصال ساختار را تعیین می کند. به عنوان مثال، برای جوشکاری مایع خالص، سیم پرکننده و الکترودهای تنگستن استفاده می شود. محیط حفاظتی آرگون باعث کاهش تخلیه قوس می شود و برای سازه های نازک بسیار مهم است.
چگونه مس با آرگون جوش داده می شود - قوانین اساسی.
جوشکاری قوس آرگون به طور گسترده ای برای ساخت سازه های مس جوش استفاده می شود. برای به دست آوردن یک جوشکاری با کیفیت بالا، بهتر است از گازهای محافظ استفاده شود، از جمله بهترین خواص آرگون بالا، یا ترکیبی از هلیوم و آرگون (حداقل 50 تا 75 درصد). در خانه مس اغلب با استفاده از یک الکترود تنگستن جوش داده می شود. در نقش یک افزودنی، یک اسپیکر یا سیم باریک و باریک مفصل، بسیار عالی است. جوش آرگون مس با الکترود تنگستن غیر مصرفی با ثبات قوس عالی مشخص می شود. این نوع جوش در هنگام اتصال عناصر نازک (تا چهار میلی متر) یا در مکان های سخت به کار می رود.
قطعات مس، ضخامت تا شش میلی متر، بدون لبه برش جوش داده می شود. اگر ضخامت ورق مس دو تا سه میلی متر باشد، نیازی به حرارت دادن فلز پایه نیست. روش جوشکاری آرگون مس، که ضخامت آن بیش از چهار میلیمتر است، باید تا 400 درجه سانتیگراد گرم شود. تکنولوژی جوشکاری فلزات غیر آهنی (همچنین مس) اجازه استفاده از الکترودهای مصرفی را می دهد.
چگونه مس در خانه جوش داده می شود - اصل جوش.
معمولا در خانه نیاز به جوش قطعات مس هنگام نصب لوله های آب یا سیستم های گرمایشی وجود دارد. مس ماده ای عالی برای لوله های آب است، زیرا ماده دارای سطح صاف، صاف، مقاوم در برابر خوردگی، جریان آب کافی است، مواد مضر را شامل نمی شود، با رسوبات مختلف از بین نمی رود، و خواص ضد باکتری های عالی نیز دارد. لوله های مس می تواند بیش از پنجاه سال طول بکشد. با این حال تکنولوژی جوشکاری مس یک فرآیند بسیار دشوار است.
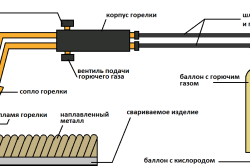
مس جوش در روش گاز خانگی.
اگر شما با همه چیز موافق هستید، مس با آن کاملا جوش داده می شود بطری های گاز، پر از استیلن. پس از انجام جوش مناسب و جعل کردن جوش، یک اتصال با کیفیت بالا به دست می آید. قدرت نهایی جوش 17-22 کیلوگرم در هر مربع می باشد. از آنجا که مس دارای هدایت حرارتی نسبتا بالایی است (پنج برابر هدایت حرارتی آهن)، لازم است از یک شعله با قدرت بالا برای جوشیدن آن استفاده شود. واحدهای بیش از حد ضخیم باید با دو بخار آب جوش شوند.
برای کاهش خروج حرارت پایین و بالا، مطلوب است که مواد را به ورق های آزبست جوش داده شود. در جوشکاری مس مسطح توصیه می شود از شعله ی کاهش استفاده کنید، زیرا هسته آن به سمت لبه های فلزی متمرکز شده است که در واقع یک زاویه ی راست است. برای کاهش شکل دادن اکسید مس و جلوگیری از ایجاد ترکهای داغ، لازم است که حداکثر سرعت جوش را بدون برداشتن جوش معرفی کنیم. فراموش نکنید که در حین کار حفظ شعله را کنترل کنید.
توزیع گرما در جوشکاری ضروری است، به طوری که سیم اولین لبه های مس را می سوزاند. این ماده پرکننده به سمت لبه های ذوب هدایت می شود. لبه کاذب بر روی ورق، که بیش از سه میلی متر ضخامت دارد، باید در 45 درجه ساخته شود. بلافاصله قبل از جوشکاری، لبه ها باید به یک درخشان روشن، یا باید با محلول نیتروژن اشباع شده و با آب شسته شوند.
"Aurora 180" - اینورتر نیمه اتوماتیک. جوش آلومینیوم مس با استفاده از این واحد.
دستگاه "Aurora 180" برای قوس طراحی شده است جوش مکانیکی با استفاده از یک الکترود الکتریکی ذوب (یا سیم) در یک محیط گاز محافظتی فعال یا غیر مستقیم. در این سیم مایع به طور خودکار تغذیه می شود. دستگاه نیمه اتوماتیک با استفاده از تکنولوژی پیشرفته ترین اینورتر تولید شد. این دستگاه جوشکاری با عملکرد قابل اعتماد، با ثبات و بسیار کارآمد مشخص شده است، در طی جوشکاری سطح سر و صدایی کم تولید می شود. درخواست "Aurora 180" را می توان برای جوشکاری استفاده کرد:
- فولاد ضد زنگ و کربن،
- انواع آلیاژهای فولادی
- آلومینیوم و مس
- ویژگی های جوشکاری مس
- جوشکاری گاز محصولات مس
- جوش قوس آرگون مس
- جوشکاری دستی محصولات مس
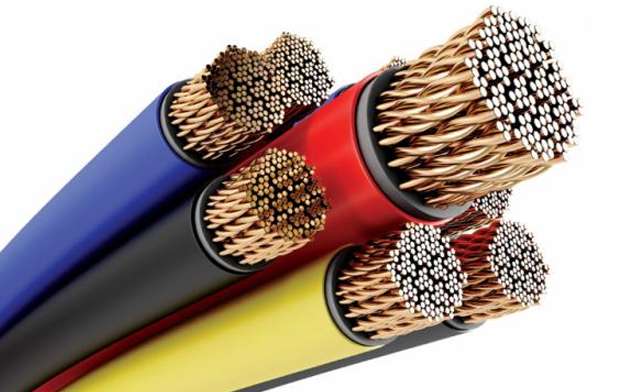
مس و آلیاژهای آن (برنج، برنز و غیره) به عنوان مواد ساختمانی به طور گسترده ای در صنایع مختلف (به ویژه در مهندسی برق و ساخت لوله ها) مورد استفاده قرار می گیرند.

مس به طور گسترده ای در صنعت استفاده می شود به دلیل این واقعیت است که آن را هدایت خوبی از گرما و جریان است.
مس، برق و گرما را خوب می کند، کاملا مقاوم در برابر خوردگی، دارای پلاستیک و زیبایی شناسی بالا است. هر کس که اغلب با فلزات کار می کند باید چگونگی جوشیدن مس را بداند.
ویژگی های جوشکاری مس
فرایند کار با محصولات مس بستگی زیادی به حضور آن در ترکیب ناخالصی های مختلف (سرب، گوگرد و غیره) دارد. کوچکتر درصد این ناخالصی ها در فلز قرار می گیرد، بهتر آن جوش خواهد شد. هنگام کار با مس، باید ویژگی های زیر را در نظر داشته باشید:
- افزایش اکسایش در طول عملیات حرارتی این فلز با اکسیژن در منطقه جوش نزدیک جوش، شکاف ها و مناطق شکننده ظاهر می شود.
- جذب گازها در حالت مذاب مس منجر به تشکیل جوشکاری با کیفیت نمی شود. به عنوان مثال، هیدروژن، در ترکیب با اکسیژن در طول کریستالسیون فلز، بخار آب را تشکیل می دهد، در نتیجه ترک ها و منافذ در منطقه حرارتی رخ می دهد، که باعث کاهش قابلیت اطمینان جوش می شود.
- هدایت حرارتی بالا. این ویژگی از مس منجر به این می شود که جوشکاری آن باید با استفاده از یک منبع گرمای بالای قدرت و با تمرکز بالا بر روی انرژی حرارتی در منطقه جوش انجام شود. با توجه به افت شدید حرارت، کیفیت شکل گیری جوش کاهش می یابد و امکان تشکیل پوسیدگی، تخریب و غیره افزایش می یابد.
- ضریب بزرگ گسترش خطی موجب کاهش قابل توجهی از فلز در طی خنک شدن می شود، که در نتیجه می تواند ترک هایی داغ ایجاد کند.
- با افزایش دمای بالاتر از 190 درجه سانتی گراد، قدرت و خواص مس را کاهش می دهد. در فلزات دیگر، با افزایش دمای، کاهش قدرت در اثر افزایش همزمان انعطاف پذیری رخ می دهد. در دمای 240 تا 540 درجه سانتيگراد، ورق مس کمترين مقدار را به دست می آورد و باعث می شود که ترک ها روی سطح آن شکل بگیرند.
- سیالیت بالا باعث می شود جوشکاری یک طرفه با کیفیت بالا بر روی وزن انجام شود. برای انجام این کار، باید علاوه بر استفاده از واشر در قسمت پشتی نیز استفاده کنید.
بازگشت به محتویات
اثر ناخالصی ها بر روی قابلیت پذیری مس
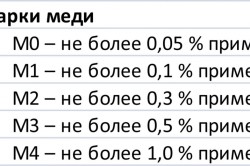
ناخالصی های موجود در مس اثرات متفاوتی بر روی قابلیت پذیری و عملکرد آن دارد. برخی از مواد می تواند فرآیند جوشکاری را بهبود بخشد و کیفیت جوش را بهبود بخشد، و برخی دیگر - کاهش یابد. برای تولید محصولات مختلف مس، محبوب ترین ورق های مس M1، M2، M3 است که در مقدار مشخصی حاوی گوگرد، سرب، اکسیژن و غیره هستند.
O 2 تاثير منفي بر فرآيند جوشکاري دارد: هرچه بزرگتر باشد، سخت تر خواهد بود براي رسيدن به جوشکاري با کيفيت بالا. در ورق مس M2 و M3، غلظت O 2 بیش از 0.1٪ مجاز نیست.
غلظت سرب کوچک در دمای معمولی بر خصوصیات فلز اثر منفی ندارد. با افزایش درجه حرارت، حضور سرب در همان مقدار باعث شکنندگی قرمز می شود.
بیسموت (Bi) عموما در فلز جامد نامحلول است. این دانه های مس با پوسته شکننده پوشانده می شود، به همین علت جوش جوشکاری در هر دو شرایط گرم و سرد شکننده می شود. بنابراین، محتوای بیسموت باید بیش از 0.003٪ باشد.
ناخالصی ترین مکمل بعد از اکسیژن، گوگرد است، زیرا که یک سولفید تشکیل می دهد، که در محدوده دانه ها، ویژگی های عملکرد مس را به طور قابل توجهی کاهش می دهد و باعث می شود که قرص رادیویی ایجاد شود. در طول عملیات حرارتی مس با غلظت بالای گوگرد، آن را به یک واکنش شیمیایی وارد می کند که منجر به ظهور گاز سولفوریک می شود که در خنک سازی سوراخ سوراخ را ایجاد می کند.
فسفر یکی از بهترین دی اکسید کننده ها محسوب می شود. محتوای آن در بیل مسی نه تنها ویژگی های قدرت جوش را کاهش نمی دهد بلکه آنها را بهبود می بخشد. علاوه بر این، محتوای آن نباید بیش از 0.1٪ باشد، زیرا در غیر این صورت مس ترد می شود. این هنگام انتخاب مواد پرکننده باید در نظر گرفته شود. فسفر همچنین توانایی مس برای جذب گازها را افزایش می دهد و سیالیت آن را افزایش می دهد و این می تواند سرعت کار را به جوش تبدیل کند.
بازگشت به محتویات
مس را می توان با روش های مختلف جوش داده و محبوب ترین آنها عبارتند از:
- جوشکاری گاز؛
- شار اتوماتیک؛
- قوس آرگون؛
- جوشکاری دستی
هر روش انتخابی، لازم است قبل از شروع کار مناسب سطوح را جوش کنید. قبل از جوشکاری مس، برنز، برنج و دیگر آلیاژها، لبه های جوش داده شده و سیم پرکننده باید از خاک و اکسیداسیون به بلندی فلزی پاکسازی شود و سپس برطرف شود. لبه ها با قلم مو بر روی فلز و یا کاغذ پوست استفاده می شود. در این مورد، استفاده از ساینده کاغذ درشت توصیه نمی شود.
اچینگ لبه ها و سیم ها را می توان در محلول اسید انجام داد:
- سولفوریک - 100 سانتیمتر در هر لیتر آب؛
- نیتروژن - 75 سانتی متر در هر لیتر آب؛
- نمک - 1 سانتی متر 3 تا 1 لیتر آب.
پس از روش اچینگ، سطل ها در آب و قلیایی با خشک شدن آنها با هوای گرم شسته می شوند. اگر ضخامت قطعه کار بیش از 1 سانتیمتر باشد، ابتدا باید با شعله، قوس یا روش دیگری گرم شود. مفاصل برای جوشکاری با پیچ و تاب هستند. فاصله بین عناصر پیوست شده باید در طول بخش کل یکسان باشد.
بازگشت به محتویات
جوشکاری گاز محصولات مس
با کمک جوشکاری مس جوشکاری گاز و با توجه به فن آوری عملکرد کار امکان پذیر است یک درز کافی با ویژگی های عملیاتی خوب داشته باشد. در این حالت، حداکثر قدرت مفصل حدود 22 کیلوگرم در میلیمتر می باشد.
با توجه به اینکه مس دارای هدایت حرارتی بالا است، برای جوشکاری آن لازم است از جریان جریان گاز زیر استفاده شود:
- 150 لیتر / ساعت با ضخامت بیش از 10 میلیمتر؛
- 200 لیتر / ساعت با ضخامت بیش از 10 میلیمتر.
برای کاهش تشکیل اکسید مس و حفاظت از محصول از وقوع ترک های داغ، جوشکاری باید با سرعت و بدون وقفه انجام شود. به عنوان یک افزودنی، سیم ساخته شده از الکتریک مس یا مس با محتوای سیلیکونی (بیش از 0.3٪) و فسفر (بیش از 0.2٪) استفاده می شود. قطر سیم باید حدود 0.6 ضخامت ورق جوش داده شود. در عین حال قطر حداکثر مجاز 8 میلی متر است.
وقتی جوشکاری انجام می شود، لازم است که حرارت را توزیع کنیم تا ماده پرکننده کمی زودتر از قطعه کار ذوب شود.
برای احیا کردن فلز و استفاده از آن از سرباره استفاده می شود که به فاضلاب جوش داده می شود. آنها همچنین به پایان می رسد سیم و لبه های صفحات را در هر دو طرف جوش داده می شود. برای خرد کردن دانه های فلز جوش و افزایش قدرت جوش بعد از تکمیل کار آن، جعل شده است. اگر ضخامت قطعه کار بیش از 5 میلی متر نباشد، جعل در حالت سرد و با ضخامت بیش از 5 میلیمتر - در دمای حدود 250 درجه سانتیگراد انجام می شود. پس از جعل کردن، درزها با دمای 520-540 درجه سانتیگراد با خنک شدن سریع با آب، حرارت داده می شوند.
بازگشت به محتویات
جوش قوس الکتریکی اتوماتیک
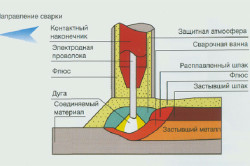
این روش جوشکاری توسط دستگاه جوش معمولی در جریان مستقیم قطب معکوس انجام می شود. اگر شار سرامیکی استفاده شود، می توانید بر روی جریان متناوب کار کنید. برای جوشکاری بدون ضخامت بیش از 1 سانتیمتر، می توان از جریان های معمولی استفاده کرد. اگر ضخامت بیش از 1 سانتیمتر باشد، باید از فلاسکهای گرانوله خشک استفاده شود.
در بیشتر موارد، تمام کارها در 1 پاس، با استفاده از سیم مسی انجام می شود. اگر جواهرسازی نباید شاخص های گرماس فیزیکی بالا داشته باشد، پس برای افزایش قدرت، برنز و مس با الکترود برنز ترکیب می شوند. برای اینکه فلز مذاب نباشید و یک سوراخ در قسمت برگشتی قطعه کار تشکیل شده باشد، بالش های شار و پوشش های گرافیتی استفاده می شود.
جوشکنج برنج تحت ولتاژ کم انجام می شود، زیرا احتمال کاهش تبخیر را با کاهش نیروی قوس کاهش می دهد. جوشکاری برنز توسط جریان مستقیم قطب معکوس انجام می شود. ارتفاع شار محدود شده است و یا توسط شار گرانوله بزرگ (تا 3 میلیمتر) استفاده می شود.
وقتی که آن را به مس جوید، لازم است بدانیم که این فلز خواص منحصر به فرد دارد. یعنی: قابلیت انعطاف پذیری عالی، هدایت حرارتی بالا و هدایت الکتریکی، بالاترین مقاومت خوردگی. به علاوه کیفیت زیبایی شناسی. بنابراین، امروزه مس در زمینه های مختلف استفاده می شود. و از آنجایی که هر کس باید با او اغلب ملاقات کند، احتمال این است که یک دایره بزرگ از مردم علاقه مند به فرایند جوشکاری این فلز باشند. بنابراین، سوال این است که آیا مس می تواند در خانه جوش داده شود، امروزه علاقه بسیاری به آن دارد.
لازم به ذکر است که خالص مس، بهتر است آن را جوش داده شود. اما علاوه بر این، عوامل زیر نیز بر کیفیت فرآیند تاثیر می گذارد.
- مانند بسیاری از فلزات غیر آهنی، هنگامی که در تماس با اکسیژن، مس شروع به اکسیداسیون می کند. اکسید یک فیلم مقاوم در برابر حرارت نازک است که مانع از جوشکاری مخازن مس می شود. بنابراین، در مرحله آماده سازی، فیلم اکسید لزوما به روش های مختلفی حذف می شود.
- مس ضریب انبساط خطی بسیار زیادی دارد. این یک و نیم بار بزرگتر از فولاد است. بنابراین، هنگام خنک سازی، انقباض قوی وجود دارد. این عامل است که منفی بر کیفیت درز است که در طول ترک خوردگی شکاف ظاهر می شود.
- در حالت گرم، مس هیدروژن و اکسیژن را جذب می کند. اولین در داخل فلز پس از خنک شدن منافذ را تشکیل می دهد. اکسید دوم روی سطح.
- با گرمای شدید و خنک سازی، ساختار فلز تغییر می کند. از دانه های ریز به دانه های درشت تبدیل می شود. و این افزایش شکنندگی در منطقه جوشکاری است.
- ضریب هدایت حرارتی مس برابر هفت برابر بیشتر از فولاد است. بدین معنی است که هنگام گرم شدن، فلز به سرعت کاهش می یابد، به طوری که دمای آن کاهش می یابد، به سرعت جامد می شود. گذار ناگهانی از یک مرحله به مرحله دیگر باعث ایجاد نقص در داخل می شود.
- جریان مس این رقم 2.5 برابر بیشتر از فولاد است. با حرارت زیاد، و گاهی اوقات برای جوشکاری قطعات ضخیم مورد نیاز است، ذوب کامل در یک طرف تقریبا غیرممکن است. بنابراین، جوشکاری مس و آلیاژهای آن با تکنولوژی دو طرفه انجام می شود. هنگامی که در یک طرف جوش به طور کامل جوش داده شده است، و در نهایت در سمت پشتی جوش تشکیل شده است. به هر حال، این سیال بودن مس است که جوشکاری را در موقعیت صاف و سقف پیچیده می کند.
- قبل از جوشیدن مس، لازم است بدانیم که قدرت و انعطاف پذیری مواد با افزایش دمای کاهش می یابد. تا 200 درجه سانتیگراد، این ارقام هنوز طبیعی هستند، اما با افزایش ارزش آنها، به شدت کاهش می یابد. به عنوان مثال، زمانی که حرارت در محدوده 500-550C پلاستیک تقریبا به صفر می رسد. بنابراین، احتمال وقوع در داخل جوش جوش ترک ها با ارزش فعلی بالا، شما نباید دو لایه پر از فاصله بین قلمهای جوش داده شده را انجام دهید، حتی اگر قطعات دارای ضخامت بیشتر باشد. ما باید سعی کنیم همه چیز را در یک گذر انجام دهیم.
همانطور که در بالا ذکر شد، ساده ترین راه برای جوشکاری مس خالص بدون ناخالصی یا دی اکسید شده است که اکسیژن آن فقط 0.01٪ است. و از آنجا که این مس نادر است، آلیاژهای آن به طور عمده در صنعت استفاده می شود، توصیه می شود که جوشکاری در گازهای محافظ یا فلوهایی با مواد پرکننده انجام شود که شامل دی اکسید کننده ها هستند. یعنی سیلیکون، منگنز، آلومینیوم و سایر مواد افزودنی. به هر حال، جوشکاری مس با الکترود (ذوب شده) نیز می تواند انجام شود. تنها نکته این است که دی اکسیدیزاسیون های ذکر شده در بالا ذکر شده است.
جوشکاری قوس دستی از آلیاژهای مس
به طور کلی، جوشکاری قوس الکتریکی از مس اغلب مورد استفاده قرار می گیرد، به ویژه در خانه. مناسب بودن برنامه بستگی به سرعت فرآیند دارد. در این مورد می توان از جوشکاری مس با دستگاه نیمه اتوماتیک یا اتوماتیک استفاده کرد.
تکنولوژی جوشکاری مس به شرح زیر است:
- لبه قطعات متحرک از آلودگی پاک میشوند، که برای هر حلال استفاده میشود.
- سپس فیلم اکسید با قلم های آهن، کاغذ پوست یا سایر ابزارهای ساینده از بین می رود.
- بعد فرایند جوشکاری الکترود است.
اما از آنجا که ضخامت قطعات مس در محدودیت های وسیع متفاوت است، حالت جوشکاری خود متفاوت خواهد بود. برای مثال، برای پیوستن به قطعه کار با ضخامت 6-12 میلی متر، لبه ها باید برش داده شود تا شکاف شکل V تشکیل شود. زاویه بین لبه ها باید در محدوده 60-70 درجه باشد. اگر جوش دو طرفه استفاده می شود، زاویه را می توان به 50 درجه کاهش داد. شکاف بین قطعات بوسیله جابجایی قطعات به طوری که فاصله بین 2.5٪ طول جوش بین آنها ایجاد می شود ایجاد می شود.
اگر قطعات از هم جدا نشوند، ضروری است که با آنها برخورد شود. بسته شدن با 300 میلیمتر نفوذ جوشی 30 میلیمتری انجام می شود. در همان زمان باید فاصله ای بین 2 تا 4 میلی متر وجود داشته باشد. در طی جوشکاری مس با یک اینورتر، رسیدن به تسمه، باید آن را با ضربه ای از هر ابزار کوبه ای بکشد. از آنجا که نفوذ دوگانه مس، منجر به تغییر در ساختار آن و ظهور نقص در جوش خواهد شد.
اگر فلز جوش داده شده دارای ضخامت بیش از 12 میلی متر باشد، بهتر است از یک شیار شکل X و از این رو جوش دو طرفه استفاده کنید. اگر به دلایلی استفاده از این برش غیرممکن است، می توانید از V شکل استفاده کنید. درست است که شکاف کامل، که الکترود و زمان بیشتری می گیرد، لازم است.
- مفاصل مفاصل بهتر است بر روی لنت ها طبخ کنند، که درجه حرارت را در ناحیه جوش کاهش می دهد و از عبور فلز از طریق شکاف جلوگیری می کند. در اینجا شما می توانید از پوشش فولاد، مس، گرافیت و دیگران استفاده کنید. عرض پوشش 40-50 میلیمتر.
- قبل از جویدن مس با یک الکترود، لبه ها باید تا 300-400 درجه گرم شوند.
- میله الکترود مورد استفاده برای جوشکاری آلومینیوم باید از مس یا برنز با افزودنی های آلیاژی (سیلیکون، منگنز و غیره) ساخته شود.
جوشکاری TIG دستی
جوشکاری مس-آرگون یکی دیگر از گزینه های برای پیوستن به بلوک های مس است. برای این منظور، جریان مستقیم قطب مستقیم، الکترود غیر قابل مصرف تنگستن و مواد پرکننده از آلیاژ مس، برنز یا نیکل مس نام تجاری MNZHKT استفاده می شود.
قبل از شروع کار، لبه های مفصل به دمای 800 درجه سانتیگراد گرم می شود. جوش سرب از سمت راست به سمت چپ، میله پرکننده در مقابل مشعل. قوس کوتاه است.
جوشکاری با الکترودهای کربن و گرافیت
این نوع جوشکاری از آلیاژهای مس به ندرت استفاده می شود. الکترودهای کربنی هنگام اتصال به قطعه کار با ضخامت تا 15 میلی متر استفاده می شود، گرافیت بیش از این مقدار است. حالت جوشکاری:
- جریان ثابت است
- قطب راست است
- میله پرکننده در استخر جوش غوطه ور نیست. فاصله 5-6 میلی متر
- این فرآیند در یک شارژ محافظ انجام می شود. این به میله پرکننده اعمال شده است، که در شیشه مایع پیش از آن پوشیده شده است.
- پاک کردن - 0.5 میلی متر.
- پوشش آزبست یا گرافیت استفاده می شود.
- مس تا ضخامت 5 میلی متر بدون پیش گرم شدن جوش داده شده است.
- جوشکاری باید در یک گذر انجام شود.
جوشکاری مس و آلومینیوم
این دو فلز ممکن است به دو روش جوش داده شود: جوشکاری مقاومت و اتصال قلعه در مورد اول لازم است توجه داشته باشیم که مواد آلومینیومی نقطه ذوب کمتر از مس دارند. بنابراین، هنگام اتصال، لازم است که یک ضایعات آلومینیومی با طول بلندتر برای اصلاح ذوب شدن داشته باشید.
هنگام جوشکاری توصیه می شود که با استفاده از نیتروژن منطقه جوش را بکشید. هوا به اینجا نمی آید، فورا یک فیلم اکسید تشکیل می دهد. اگر لوله های مس و آلومینیوم جوش داده شوند، آنها باید بر روی میله پوشیده شوند و در یک نقطه قرار گیرند.
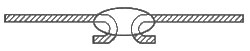
اتصال قفل زمانی است که قطعه مسطح مس روی یک صفحه آلومینیومی قرار می گیرد. این کار به وسیله جوشکاری مس در طول محیط انجام می شود. عرض عرض باید برابر با ضخامت پوشش مسی باشد. این فرایند با استفاده از درجهای گرافیت انجام می شود که جفت مشترک را تشکیل می دهد.
جوشکاری مس-فولاد
مس مبرد با فولاد دشوار است، اما ممکن است. برای این منظور، تمام روش های مشابه همانند جوشکاری دو نوع فولاد استفاده می شود. تنها چیزی که باید توجه داشته باشید نقطه ذوب فلزات مختلف است. بنابراین، هنگام تشکیل لبه ها، لازم است لبه فولادی بلندتر (3.5 برابر) و نازک به طوری که در طول فرآیند جوشکاری فلز نازک شروع به ذوب شدن سریعتر می کند
اگر جوشکاری با الکترودهای کربن انجام شود، فرآیند با جریان مستقیم قطب مستقیم انجام می شود. طول قوس 14-20 میلی متر است، ولتاژ آن 40-55 ولت و قدرت فعلی 300-550 آمپر است. جوشکاری در یک شار محافظ انجام می شود که دقیقا همان ترکیب را در هنگام جوشکاری آلیاژهای مس دارد. شارو خود را به شکاف بین سطوح پر شده است.
گاهی اوقات شرایطی وجود دارد که لازم باشد جوش یک گل میخس مس را به یک بخش فولادی متصل کنیم. برای این شما باید درخواست کنید قطب معکوسفرایند خود را بدون شستشو بدون لبه ها انجام می شود. ستون های فولادی به قطعات مس کم جوش داده می شوند، بنابراین حلقه مس روی ستون ها قرار می گیرد، که به ورق مس مجهز شده است.
اینها روشهای جوشکاری آلیاژهای مس و بیلت است که امروزه در صنعت و کارگاه های خانگی استفاده می شود. مطمئن باشید که ویدیو را که در این صفحه از سایت پست شده است تماشا کنید.




