Билети по професия електрически и газов заварчик. Билети за обучение на професията електрически заварчик на допълнително образование
04/02/2014 - Представяме на Вашето внимание Билети за тестване на знания по въпросите на охраната на труда с електрически и газови заварчици. Предложеният списък включва десет билета, всеки от които съдържа 4-5 въпроса. Билетите се съставят от инженер по безопасност на труда в съответствие с действащите разпоредби и документи за защита на труда.
БИЛЕТ номер 1
1. Цилиндри на втечнен газ, тяхното предназначение, устройство и видове.
2. Процедурата за допускане до работа на работници, обслужващи оборудването за газопламъчна обработка на метали.
3. Електрически заварчик на работното място.
4. Изисквания за безопасност при извършване на електро заваряване.
БИЛЕТ номер 2
1. Основните свойства на втечнения пропан-бутан.
2. Цел, обща структура и принцип на работа на регулатор на налягането на газа тип RDG.
3. Захранващи източници на заваръчната дъга, заваръчна телелектроди за заваряване.
4. Изисквания за съхранение на бутилки с горими газове.
5. Какви мерки за безопасност трябва да се съблюдават по време на работа и съхранение на бутилките.
____________________________________________________________________________
БИЛЕТ номер 3
1. Електрическа безопасност.
2. Оцветяване на цилиндри и надписи върху тях.
3. Какви мерки за безопасност трябва да се спазват при работа и съхранение на бутилките.
4. Действията на работника при появата на удари или обратни удари на пламъка.
5. Какви мерки за безопасност трябва да се спазват при транспортиране на бутилки с втечнен газ на автомобили.
____________________________________________________________________________
БИЛЕТ номер 4
1. Лични предпазни средства за извършване на електро заваряване на газ .
2. Какво трябва да се направи, ако по време на работа има неизправност в цилиндъра или спирателния вентил към него.
3. Съхранение на бутилки от втечнен газ в предприятието.
4. Когато е забранено извършването на работа по обработка на пламъка на метали и други материали, използващи втечнен газ.
____________________________________________________________________________
БИЛЕТ номер 5
1. Какви мерки за безопасност трябва да се спазват при поставянето на LPG инсталации за втечнен газ за газопламъчна обработка на метали в магазина.
2. Работа с бутилки за компресирани и втечнен газ.
3. Устойчиви горелки. Феноменът на пробив и пламък от горелките, техните причини и методи за превенция.
4. Устройство и оборудване на подвижни постове за газопламъчна обработка на метали.
5. Изисквания към каучуковата тъкан, редът на свързването им.
БИЛЕТ номер 6
1. Общо устройство и оборудване на стационарни постове за газопламъчна обработка на метали, за електрическо заваряване.
2. Какви мерки за безопасност трябва да се спазват при работа с бутилки за втечнен газ директно в помещението.
3. Основните свойства на втечнения газ - пропан-бутан.
4. Материали за пълнене, използвани при обработката на пламъка, изискванията към тях.
5. Колко горелки или фрези могат да бъдат прикрепени ръчно към един цилиндър, а максималното налягане на газа в газопровода е позволено на работното място.
БИЛЕТ номер 7
1. Предназначение на горелката за газово заваряване.
2. Когато е забранено монтирането на бутилки с втечнен газ.
3. Изисквания за складовите гънки на бутилки с втечнен газ.
4. Изисквания за ръкави (маркучи), използвани при обработка с пламък.
5. Какви изисквания за безопасност трябва да се спазват при поставянето на бутилки от втечнен газ в производствените помещения, обществени сгради в общинските обекти.
____________________________________________________________________________
Номер на билет 8
1. Изисквания за безопасност за електрическо заваряване.
2. Процедурата за подмяна на бутилките с втечнен газ директно в процеса на поставянето или монтажа.
3. Причини за възникване на произшествия и инциденти по време на експлоатацията на оборудване за обработка на газовия пламък.
4. Мерки за сигурност при заваряване, настилка и. \\ T рязане на метал.
5. Най-характерните причини за произшествия и аварии при експлоатацията на оборудване за газопламъчна обработка на метали и мерки за предотвратяването им.
_____________________________________________________________________________
Номер на билет 9
1. Газови отравяния, знаци и мерки за първа помощ.
2. Принципът на предавателната кутия.
3. Причини за експлозия на цилиндъра.
4. Изисквания за количките, носещи цилиндри.
5. Провеждане на газови заваръчни работи извън постоянни работни места.
_____________________________________________________________________________
БИЛЕТ номер 10
1. Първа помощ при изгаряния, отравяне с газ, при токов удар.
2. Кой има право да извършва газозаваръчни работи с пропан.
3. Максимално допустимата температура на бутилката с втечнен газ.
4. На какво разстояние от цилиндрите с кислород и горими газове е възможно да се извършват работи по газовото рязане, заваряване.
5. Какви са причините за въздействието на пламъка и мерките за тяхното предотвратяване.
_____________________________________________________________________________
Моля, имайте предвид, че други материали за защита на труда и сертифициране на работни места относно условията на труд в организациите могат да бъдат изтеглени в Охрана на труда».
http://osvarke.info/
Серия "Основно професионално образование"
NG Nosenko
WELDER. ЕЛЕКТРИЧЕН ДИГЪР Окончателно сертифициране
Ростов на Дон Финикс 2007
Това ръководство ще помогне на завършилите начални професионални учебни заведения да се подготвят за окончателното сертифициране.
Наръчникът представя въпроси, от които могат да се формират изпитни билети, приблизителни възможности за изпитни работи, конкретни отговори на теоретични въпроси и практическата част на билетите, както и индикативен списък с допълнителни въпроси, предложени на изпита.
предговор
Според закона Руската федерация "За образованието", овладяване на програмата на курса на теоретично обучение на учениците по професия "заварчик" завършва със задължителна окончателна сертификация.
Окончателната форма за сертифициране е изпит, който включва контрол на знанията по три дисциплини: "Основи на теорията на заваряване и рязане на метали", "Оборудване, технология и технология на заваряване".
и рязане на метал "," Технология на електрическото заваряване и заваряване на газ ".
Най- изпитът изисква от студентите да демонстрират:
притежание на основните теоретични концепции за заваряване и рязане на метали;
добри познания за решаване на практически задачи или решаване на производствени ситуации;
способност за логично и убедително изграждане на вашия отговор;
способност за изразяване на независими преценки.
Подготовката на завършилите за изпита се затруднява от необходимостта от извършване на разнообразна работа по съдържание, свързана с голямо количество материал, както и от факта, че в момента учениците изучават проблемите на специалните технологични предмети в различни учебници.
следователно основната задача на това ръководство- да очертае на възпитаниците на училището кръг от задължителни знания и умения в съответствие с изискванията на стандарта при подготовката на електрически и газови заварчици.
Всички предложени учебни материали са разделени на три глави.
Най- глава 1 представя примерни варианти за изпитни билети. Съдържанието и структурата на изпитите са проектирани така, че да отговарят на изискванията на стандартния OST 9 софтуер 2.4-2003
за професия "заварчик". Те съдържат два теоретични въпроса и задача, свързана с решаването на производствени ситуации по време на електро- и газозаваръчни работи.
Най- глава 2 дава отговори на изпитите, както и решаване на практически задачи. Теоретичните въпроси, предложени в това ръководство, са само
въз основа на отговорите, които студентите подготвят самостоятелно.
Глава 3 съдържа списък от примерни допълнителни въпроси, предложени в изпита.
По този начин събирането на материали е специално ръководство за обучение, помагайки на студентите да повтарят курса на предметите по специална технология и да обобщят своите знания.
ПРИМЕРНИ БИЛЕТИ ЗА ИЗПИТВАНЕ
Номер на билет 1
1. Предимства и недостатъци на заваряване над други методи на свързване на части, неговата обща класификация и същност.
2. Заваряване на тръбни конструкции чрез електродъгово заваряване.
3. Задача.
Номер на билет 2
1. Заварени съединения (видове, определение, предимства, недостатъци, приложение).
2. Заваръчни редуктори (предназначение, класификация, устройство, принцип на работа, безопасност при работа).
3. Задача.
Номер на билет 3
1. Класификация на заваръчните шевове.
2. Контрол на качеството на заваръчните шевове (назначаване, видове).
3. Задача.
Номер на билет 4
1. Обозначаване на заварки в чертежи.
2. Колебателно движение на електродите (назначаване, вид).
3. Задача.
Номер на билет 5
1. Подготовка на метал за заваряване.
2. Заваръчни горелки (предназначение, класификация, устройство, маркировка, подготовка за работа, изисквания за безопасност).
3. Задача.
Номер на билет 6
1. Оборудване и класификация на заваръчни електромери и газови заварчици.
2. Режими на електродъгово заваряване (предназначение, същност, принцип на избор на основни и допълнителни индикатори).
3. Задача.
Номер на билет 7
1. Заваръчна дъга (определение, физическа същност, методи на запалване, стабилни условия на горене, структура, ефект на дължината на дъгата върху характеристиките и качеството на шева, края на шева).
2. Технологията на шевовете с различна дължина.
3. Задача.
Номер на билет 8
1. Устройство и предназначение на заваръчния трансформатор.
2. Начини за запълване на напречното сечение на шева.
3. Задача.
Номер на билет 9
1. Заваръчен пламък (методи на производство, видове, основни характеристики, структура).
2. Технология и техника на шевовете в долното положение.
3. Задача.
Номер на билет 10
1. Дефекти на заваръчни съединения (причини, методи за тяхното отстраняване).
2. Генератор на ацетилен (предназначение, класификация, устройство, подготовка за поддръжка, изисквания за безопасност).
3. Задача.
Номер на билет 11
1. Концепцията за заваряемост на метала. Класификация на стоманата по заваряемост.
2. Техника и технология на шевовете в хоризонтална, вертикална и таванна позиция.
3. Задача.
Номер на билет 12
1. Заваръчна тел (предназначение, изисквания, химичен състав, маркировка).
2. Високопроизводителни видове ръчно електродъгово заваряване (стойност, видове, техника).
3. Задача.
Номер на билет 13
1. Електроди (класификация, етикетиране, изисквания за съхранение).
2. Предпазни клапани (предназначение, класификация, устройство, изисквания за безопасност).
3. Задача.
Номер на билет 14
1. Назначаване и устройство на заваръчния изправител.
2. Защитни газове (предназначение, класификация, свойства).
3. Задача.
Номер на билет 15
1. Основни изисквания за заваряване на ниско и средно въглеродни стомани.
2. Автоматични заваръчни машини (предназначение, устройство, принцип на действие, основни характеристики).
3. Задача.
Номер на билет 16
1. Потоци (предназначение, класификация, приложение).
2. средства заваряване на газ (назначаване, техника на изпълнение).
3. Задача.
Номер на билет 17
1. Металургични процеси при заваряване на топене.
2. Ръчни фрези (предназначение, устройство, принцип на действие, изисквания за безопасност).
3. Задача.
Номер на билет 18
1. Устройство и предназначение на заваръчния конвертор.
2. Напластяване (видове, предназначение, технология, материали).
3. Задача.
Номер на билет 19
1. Напрежения и деформации по време на заваряване (понятия, видове, класификация, причини, методи на борба).
2. Технологии и технологии кислородно рязане (основни условия за рязане на метали, предназначение, същност).
3. Задача.
Номер на билет 20
1. Поток на кислород рязане на метал.
2. Цилиндри за сгъстени и втечнени газове (видове, налягане, цвят, надписи върху бутилки, изисквания за безопасност).
3. Задача.
Номер на билет 21
1. Заваряване на цветни метали (мед и сплави, алуминий, титан).
2. Автоматични заваръчни полуавтомати (предназначение, класификация, устройство, изисквания за безопасност).
3. Задача.
Номер на билет 22
1. Характеристики на заваряване на легирани стомани.
2. Газово заваряване на тръбни конструкции.
3. Задача.
Номер на билет 23
1. Газови маркучи (ръкави) (предназначение, класификация, изисквания за безопасност).
2. Заваряване на чугун (газ, дъга).
3. Задача.
ОТГОВОРИ НА ВЪПРОСИ ЗА ПРОВЕРКА И ПРАКТИЧЕСКИ ЗАДАЧИ Номер на билет 1
Въпрос 1. Предимствата и недостатъците на заваряването върху други начини на свързване на части, неговата обща класификация и същност.
Заваряването е едно от най-големите руски изобретения и за първи път е усвоено в нашата страна. Без съмнение Русия е лидер по броя на важните открития в областта на науката и технологиите. Сега е невъзможно да си представим една индустрия в икономиката или инженерството, където не се използва заваряване.
През 1802 г. руският академик Василий Владимирович Петров е първият в света, който изучава и описва феномена на електрическа дъга, която възниква, когато електрическият ток преминава през два пръта от въглища и метал и има много висока температура; Той също така посочи възможността да се използва топлината от електрическа дъга за топене на метали.
След 80 години руските инженери Николай Николаевич Бенадос и Николай Гаврилович Славянов разработиха промишлени методи за електрическо заваряване на метали.
NN Benardos през 1882 г. е изобретил метода на електродъгово заваряване с помощта на въглероден електрод. И след като той разработи следните методи на заваряване: дъга, изгаряне между два и няколко електрода; в атмосферата защитен газ; съпротивление точково заваряване с помощта на кърлежи. Той също така е изобретил редица проекти на заварени автомати, патентовани много изобретения в областта на заваръчна техника и заваръчни процеси.
NG През 1888 г. Славянов изобретява дъгова заварка с топим метален електрод. С помощта на специално обучен екип от заварчици, той коригира леенето с електродъгово заваряване, реконструирани парни двигателни части и др. Създава първия заваръчен генератор и автоматичен регулатор на дължината на дъгата, разработва флюсове, които повишават качеството на заваръчния метал.
Основен принос за развитието на заваряването е Електротехническият институт за заваряване E.O. Патон, който през 1934 г. в Киев е организиран от известния съветски учен, академик Евгений Оскарович Патон. Под негово ръководство екипът на института разработи нов прогресивен метод за автоматично заваряване под флюс, който започна да се използва през 1940 година.
Заваряването е процес на получаване на постоянна връзка чрез установяване на междуатомни връзки между частите, които трябва да бъдат заварени по време на тяхното локално нагряване или пластична деформация, или чрез съвместното действие на двете.
Преди появата на заваряване, занитването и болтовете бяха широко използвани. Използването на заваряване позволява използването на голямо разнообразие от метални профили.
Интератомните връзки могат да бъдат установени само когато атомите, които се свързват, получават допълнителна енергия, за да преодолеят съществуващата между тях специфична енергийна бариера. Тази енергия се нарича енергия за активиране.При заваряване се въвежда отвън чрез нагряване (термично активиране) или пластична деформация (механично активиране).
В зависимост от вида на енергията при осъществяване на връзката се различават два вида заваряване: чрез стопяване и налягане.
При заваряване на стопяване частите се разтопяват по съединени ръбове под действието на източник на топлина. Общ обем течен метал се образува, когато се стопят две ръбове, наречени заваръчни вани. Когато охладителната вана се охлажда, течният метал се втвърдява и образува заварка.
Същността на заваряването под налягане се състои в непрекъсната или прекъсваща съвместна пластична деформация на материала по ръбовете на заварените части.
Това е видът на енергията на активиране, която е в основата на физическите характеристики на видовете заваряване и има повече от 150 вида от тях. Физически, заваряването се класифицира в три класа (cx. 1): термичен, термомеханичен, механичен.
K термичен клас включват всички видове заваряване на топене, извършвано с използване на топлинна енергия - газ, дъга, електрошлак, електронен лъч, лазер и др.
K всички видове заваряване, извършвани с използване на топлинна енергия и налягане, се отнасят към термомеханичния клас - контактно, дифузионно, газо- и електродъгово пресоване, коване и др.
K механичният клас включва всички видове заваряване под налягане, извършвано с механична енергия - студено, триещо, ултразвуково, експлозия и др.
Физическа класификация на заваряване
Заваряването има няколко предимства, основните от които са както следва:
1. Спестяване на метал благодарение на най-пълното използване на работни участъци от елементи заварени конструкции, давайки им по-подходяща форма, в съответствие със съществуващите натоварвания и намаляване на теглото на свързващите елементи.
2. Намаляване на времето на работа и намаляване на разходите за производствени структури чрез намаляване на потреблението на метал и намаляване на сложността на работата.
3. Възможността за широко използване на заваряване, настилка и рязане по време на ремонти, където тези методи за обработка на метали позволяват бързо и икономично възстановяване на износеното, отказано оборудване и разрушени структури.
4. Възможността за производство на заварени изделия от сложна форма от щамповане и листови елементи вместо коване и леене.
5. По-евтино производствено оборудване, тъй като няма нужда от скъпи машини за пробиване, пробиване и занитване.
6. Плътност и надеждност на заварените съединения.
7. Намаляване на шума от производството и подобряване на условията на труд в работилниците.
Заваряването може да бъде заварена сила над основния метал. Ето защо, заваряването се използва широко в производството на критични структури, работещи при високи налягания и температури, както и динамични (ударни) товари - парни котли, химически апарати с високо налягане, мостове, самолети, парни турбини, хидротехнически съоръжения, ракети, космически кораби, изкуствени спътници и други
Ако говорим отделно за газовото заваряване, неговите недостатъци са:
1. Намаляване на производителността на процеса с увеличаване на дебелината на заваръчния метал. Ето защо, заваряването на газ се използва главно за дебелина на метала до 10 мм.
2. Голяма зона, засегната от топлина върху основния метал, което води до значителна изкривяване на заварените части.
Предимствата на газовото заваряване включват:
1. Простотата на метода и неговата гъвкавост.
2. Простотата на оборудването.
3. Липса на източник на електрическа енергия.
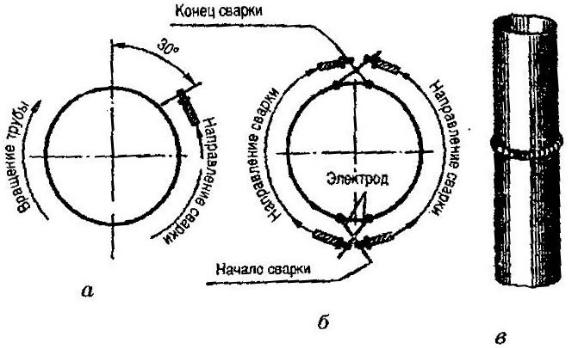
Въпрос 2. Заваряване на тръбни конструкции чрез електродъгово заваряване.
При конструирането на тръбопроводи, заварените тръбни съединения могат да бъдат въртящи, не ротационни и хоризонтални (фиг. 1).
Фиг. 1. Заварени тръбни съединения:
а - завъртане; b - не ротационен; в - хоризонтално
Преди сглобяване и заваряване, тръбите се проверяват за съответствие с изискванията на проекта, за който се изгражда тръбопроводът, и техническите условия. Основните изисквания на проекта, както и техническите условия са: наличие на сертификат за тръби; липса на елипса на тръбата; липсата на дебелина на тръбата; съответствие на химическия състав и механичните свойства на металната тръба с изискванията, посочени в техническите спецификации или ГОСТ.
При подготовката на тръбните съединения за заваряване, проверете перпендикулярността на режещата равнина на тръбата към нейната ос, ъгъла на отваряне на шва и размера на затъмняване. Ъгълът на отваряне на шева трябва да бъде 6070 °, а размерът на тъп - 2-2,5 мм (фиг. 2). Фасовете се отстраняват от краищата на тръбата механично, газовото рязане или други методи, които осигуряват желаната форма, размер и качество на заоблените ръбове.
Дебелината на дебелината на стените на заварените тръби и денивелацията на ръбовете им не трябва да надвишават 10% от дебелината на стената, но да не са повече от 3 мм. При свързването на тръбите трябва да се осигури равномерно разстояние от 2-3 мм между съединените ръбове на съединените елементи.
Преди сглобяване, ръбовете на съединените тръби, както и вътрешните и външните повърхности, съседни на тях по дължина от 15-20 mm, се почистват от масло, накип, ръжда и мръсотия.
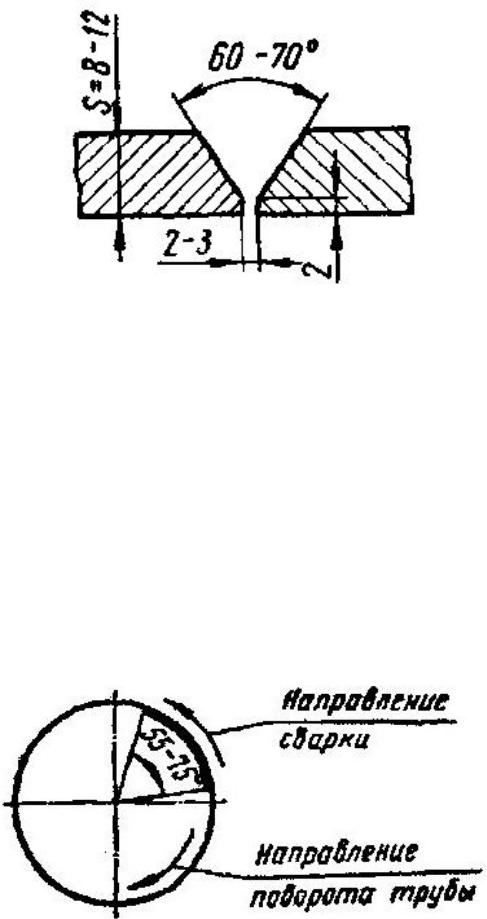
Фиг. 2. Подготовка на краищата на тръбите за заваряване с дебелина на стената 8-12 мм
Халките, които са част от заваръчните шевове, се изпълняват от същите заварчици, които ще заваряват фугите със същите електроди.
При заваряване на тръби с диаметър до 300 mm, прилепването се извършва равномерно по периферията на 4 места с шев с височина 3-4 mm и дължина 50 mm всяка. При заваряване на тръби с диаметър над 300 mm, дъгите се поставят равномерно по цялата обиколка на фугата на всеки 250-300 mm.
При монтажа на тръбопроводите е необходимо да се гарантира, че възможно най-много съединения са заварени в положение на завъртане.
Броят на пластовите слоеве при електродъгово заваряване тръбите се определя от дебелината на стените на тръбите и техния диаметър. С дебелина на тръбата повече от 8 мм и диаметър над 300 мм, заваряването се извършва в четири слоя (корен, две основни, декоративни). В случая, когато дебелината на стената на тръбата е до 8 mm, заваряването се извършва в два слоя с непрекъснат шев.
По външен вид заварка трябва да има леко изпъкнала повърхност с плавен преход към повърхността на основния метал. Височината на армировката на шева трябва да бъде една и съща около периметъра в диапазона от 1 до 3 mm, ширината не трябва да надвишава 2,5 дебелината на стената на тръбата.
Заваряването на тръби с малък диаметър и малка дебелина на стената се извършва въртящо. В процеса на заваряване тръбата се завърта (фиг. 3) в посока, обратна на посоката на заваряване. Вторият слой се изпълнява подобно на първия, но в обратна посока.
Заваряване на дебелостенни тръби.Тръбите с дебелина на стената 8-12 мм са заварени в три слоя плюс декоративна шева.
Фиг. 3. Схемата на заваръчните тръби с малък диаметър
Първият слой създава локално проникване в корена на шева и надеждно сливане на ръбовете. За тази цел е необходимо металът на заварка да образува тесен валяк с височина 1-1.5 mm вътре в тръбата, равномерно разпределен по цялата обиколка. Използвайте електроди с диаметър 2-3 mm.
За да се получи проникване без ледени висулки и грата, движението на електрода трябва да бъде възвратно-постъпателно с кратко закъснение на електрода върху заваръчната вана, леко напречно колебание между краищата и образуването на малък отвор в горния край на ъгловия ръб. Отворът се получава чрез проникване на дъгата от основния метал. Неговият размер не трябва да надвишава 2 мм - повече от установената пролука между тръбите.
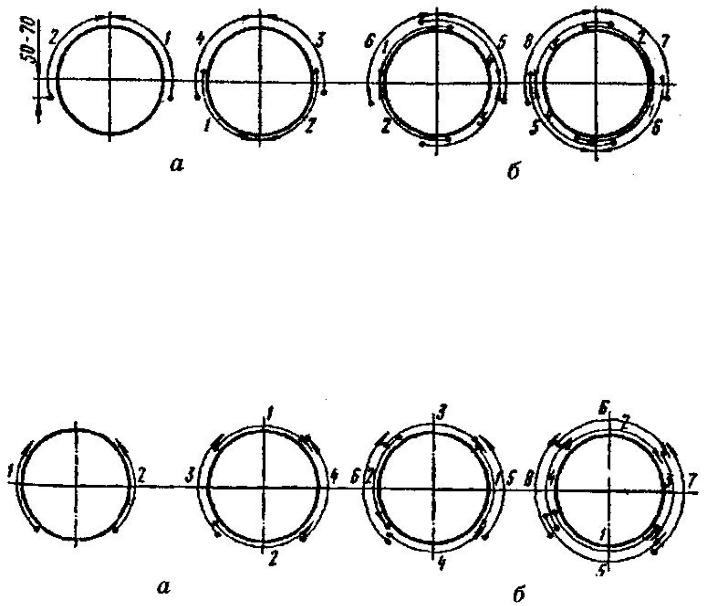
Вторият и третият слой се изпълняват с електрод с диаметър 4-5 mm и с повишен ток по един от следните начини: чрез завъртане на тръбата 180 ° и завъртане на тръбата 90 °.
180 ° въртене на тръбата (Фиг. 4). 1. Съединението е разделено на четири части.
Първо се заваряват секции 1–2, след което тръбата се завърта на 180 ° и се заваряват участъци.
3 и 4 (фиг. 4, а).
Фиг. 4. Схема на заваръчната тръба:
и - втория слой; b - третия слой
2. Тръбата се завърта на още 90 ° и участъците 5 и 6 са заварени, след това тръбата се завърта на 180 ° и участъците 7 и 8 са заварени (фиг. 4, б).
По време на процеса на заваряване е необходимо да се гарантира, че началото и краят на шва не съвпадат, припокриването на съседния слой е 20-25 мм.
Завъртете тръбата на 90 °.
Съединението също е разделено на 4 секции. В началото на заваръчните секции 1-2. След това тръбата се завърта на 90 ° и участъците 3-4 се заваряват (фиг. 5, а). След заваряване на първия слой, тръбата се завърта на 90 ° и участъците 5-6 се заваряват, след това се завъртат на 90 ° и се заваряват участъците 7-8 (ориз) 5, б).
Фиг. 5. Схема на заварка на заваръчна тръба: a - втори слой; b - третия слой
Четвъртият декоративен слой във всички гореспоменати методи се прилага в същата посока, в която тръбата се върти.
Тръбите с диаметър повече от 500 mm са заварени в обратна стъпка. Дължината на всяка секция зависи от диаметъра на тръбата и е 150-300 мм (фиг. 6).
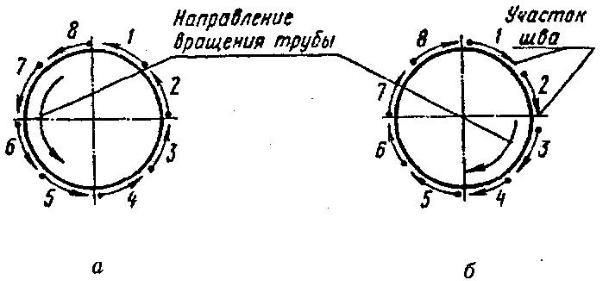
Фиг. 6. Схема на заваряване на тръби с голям диаметър:
и - първият слой; b - втори слой
3. Задача. Обяснете и покажете как инжекторът на горелката е тестван преди стартиране.
За да тествате инжектора на горелката, маркучът от кислородния редуктор е свързан с кислородния нипел, а върхът е свързан с тялото на горелката. Върхът е затегнат с ключ, ацетиленовият клапан е отворен, а необходимото налягане на кислорода се определя от кислородния редуктор според броя на върха.
Нека кислород в горелката, отваряне кислороден клапан, Кислородът, преминаващ през инжектора, създава вакуум в ацетиленовите канали и ацетиленовото зърно, което може да бъде открито чрез поставяне на пръст върху ацетиленовото зърно.
Ако има вакуум, пръстът ще се прилепи към зърното. Ако няма вакуум, затворете кислородния клапан, развийте върха, развийте инжектора и проверете дали отворът му не е блокиран.
Ако е запушена, тя трябва да се почисти. В същото време е необходимо също да се проверят отворите на смесителната камера и мундщука. Уверете се, че те са в добро състояние, повторете теста за засмукване (вакуум).
Номер на билет 2
Въпрос 1. Заварени връзки (видове, определение, предимства, недостатъци, приложение).
Заварената връзка се нарича постоянна връзка на няколко части, направени чрез заваряване.
При заваряване има четири вида фуги: челно, ъглово, Т-съединение и припокриване. Гъвкавото съединение има няколко предимства:
неограничена дебелина на заваръчните елементи;
равномерно разпределение на напреженията при предаване на силите;
минимален разход на метал за образуване на заварени съединения;
удобство на шевовете за качествен контрол.
Недостатъци на челно съединение: необходимостта от по-точно сглобяване на елементи за заваряване.
Ъглите и Т-връзките се използват при заваряване на греди, ферми, увеличавайки твърдостта на конструкцията. Те могат да бъдат едностранни и двустранни. Ъгловите и Т-образни двустранни шевове са много издръжливи при статични натоварвания.
Припокриващата се връзка има предимства пред другите връзки:
липса на конусни ръбове за заваряване;
лекота на сглобяване на връзката (възможността да се побере размерът поради размера на обиколката).
недостатъци:
повишена консумация на основния метал за припокриване в фугата. Изкуствените фуги се използват за метал с дебелина не повече от 6 мм Размерът на припокриване (припокриване)
по въпроса
"Технология на ръчно електродъгово и газово заваряване".
Професия: „Електрически и газови заваръчни машини”
Продължителност на обучението: 6 месеца.
Разработен учител:
Мелихова Г.Н.
г-н Михайловка
2015
1.1 Билети за изпит
по дисциплина: "Технологията за ръчно електродъгово и газово заваряване".
Специалност: електрически и газови заварчици.
Билет 1.
1. Класификация на видовете заваряване.
2. Видове и устройство на горелката за заваряване.
3. Общи изисквания мерки за безопасност по време на заваряване.
Билет 2.
1. Класификация заваръчни връзки
2. Цилиндри за втечнени газове (кислород) \\ t
3. Изисквания за безопасност преди заваряване.
Билет 3.
Заваръчни трансформатори, устройство и принцип на работа.
2. Цилиндрови устройства за разтворени газове (ацетилен).
3. Изисквания за безопасност по време на заваряване.
Билет 4 .
1. Заваръчни токоизправители, устройство и принцип на работа
2. Газозаваръчни материали:горими газове, пълнител, флюси.
3. Изисквания за безопасност в края на заваряването.
Билет 5.
1. Основни и заваръчни материали за стоманени заваръчни метали.
2. Генератор на ацетилен, устройство, видове.
3. Изисквания за безопасност при аварийно заваряване.
Билет 6.
1. Изисквания към електрода. Класификация на електродите.
2. Структура и видове газов пламък.
3. Изисквания за защитно облекло и лични предпазни средства за електрическия заварчик.
Билет 7.
1. Изисквания за захранване заваряване дъга.
2. Методи и режими на заваряване на тръби (тръбопроводи) ).
3. Правила газови бутилки за съхранение на газ.
Билет 8.
1. Заваръчна дъга, нейните свойства, методи на запалване на дъгата.
2. Методи за газово заваряване.
3. Мерки пожарна безопасност по време на заваряване
Билет 9.
1. Методи за контрол на заваръчните шевове.
2. Правила за избор на заваръчни проводници, тяхното свързване към източника на захранване, на електрическия държач и на продукта.
3. Основни изисквания за безопасност при заваряване и рязане на газ.
Билет 10.
1. Заваръчни преобразуватели, устройство и принцип на работа.
2. Техника заваръчни шевове "На прохода", "каскада" и "слайд".
3. Квалификационни характеристики на електрическите и газови заварчици: какво трябва да знае какво трябва.
Билет 11.
1. Основната зона на дъгата.
2. Устройството и принципът на работа на уплътнителя с ниско налягане.
3. Видове газови маркучи (маркучи), изисквания за тяхното съхранение.
Билет 12
1. Ефектът от прилепване, сглобяване и подготовка на заварени ръбове върху качеството на заваръчния шев.
2. Оборудване за заваръчна станция за газово заваряване.
3. Изисквания за защита на труда в заваръчните цехове.
Билет 13
1. Класификация на заваръчните шевове.
2. Калциев карбид и кислород.
3. Общи изисквания за безопасност при електрическо заваряване.
Билет 14
1. Техника на движение на електродите при заваряване.
2. Избор на режими на заваряване
3. Общи изисквания за безопасност за газово заваряване.
Билет 15
1. Техника на заваряванев долно, вертикално и хоризонтално положение.
2. Характеристики на заваряване на тръби и не-въртящи се съединения.
3. Видове инструктажи за безопасност, тяхното предназначение.
Билет 16
1. Електроди, тяхната структура и предназначение ..
2. Дефекти на заваръчните шевове, причините за тях.
3. Общи изисквания за безопасност при заваряване на височина.
Билет 17
1. Покрития за заваръчни електроди, цел и видове.
2. Предимства и недостатъци на газовото заваряване.
3. Защитно заземяване по време на заваряване, видове и предназначение.
Билет 18
1. Концепцията за заваряемост на метала. Класификация на металите по заваряемост.
2. Заваръчни редуктори (предназначение, класификация, устройство, принцип на работа, безопасност при работа)
3. Първа помощ за жертви на електрически удар.
Билет 19
1. Заваръчна тел (предназначение, изисквания, химически състав, маркировка).
2. Предпазни вентили (предназначение, класификация, устройство).
3. Правила за съхранение, транспортиране, експлоатация на газови бутилки.
Билет 20
1. Напрежения и деформации по време на заваряване (понятия, видове, класификация, причини за възникването им, методи на борба)
2. Защитни газове (предназначение, класификация, свойства).
3. Поддръжка на заваръчни трансформатори.
Билет 21
1. Технология на заваряване и заваръчно заваряване.
2. Характеристики и режими на заваряване на различни метали.
3. Схема за производство на ацетилен.
Критерии и норми на оценъчната дейност при устен теоретичен изпит.
Критериите за оценка на учебните дейности на студентите се основават на обективност и единен подход. С оценка от 5 точки за всички установени общи дидактически критерии.
Оценка на устния изпит:
Резултат „5“ постави, ако студентът:
1) отговори на всички въпроси без грешки и пропуски;
2) е направил не повече от един недостатък.
Резултат 4
поставя, ако студентът отговори изцяло, но го е признал:
1) не повече от една нестабилна грешка и един дефект;
2) или не повече от два недостатъка.
Резултат "3"
ако ученикът е отговорил правилно поне на два въпроса или е разрешил:
1) не повече от две грешки;
2) или не повече от една брутна и една брутна грешка и един дефект;
3) или не повече от две или три малки грешки;
Резултат 2 постави, ако студентът:
1) е направил броя на грешките и пропуските, надвишаващи нормата, при която може да се определи оценката "3";
2) или ако са отговорили неправилно на два въпроса.
Забележка.
1) Учителят има право да постави на ученика по-висока оценка от тази, предвидена от стандартите, ако студентът отговори на въпросите по оригинален начин..
1.2 Списък на крайните практически упражнения за присвояване на квалификация Електрически и газови заварчици 2-3 категории:
1. Заваряване на плочи с газова заварка.
2. Напластяване на повърхности с твърди сплави, покрити с електрод.
3. Извършвайте многослойно напластяване върху триещи се повърхности с покрити електроди.
4. Извършване на газово заваряване на валцовани продукти.
5. Заваряване на носещата конструкция на сградата (настилка) чрез ръчно електродъгово заваряване.
6. Извършвайте заваряване на тръби чрез газово заваряване.
7. Структури на заваръчната греда от валцувания газ чрез газово заваряване.
8. Извършвайте заваряване на ламарина с кръстовидни съединения.
9. Извършване на кръпка по време на ремонт метални конструкции ръчно електродъгово заваряване.
10. Извършване на заваряване на неповара, при ремонт на метални конструкции чрез газово заваряване.
11. Заваряване на тънкостенни тръби (с помощта на кърпи) чрез ръчно електродъгово заваряване.
12. Заваряване на застъпващи се фуги чрез газово заваряване.
13. Извършва заваряване на отвори с малък диаметър с газово заваряване.
14. Извършване на решетъчно заваряване с ръчно електродъгово заваряване.
15. Напластяване на цилиндрични повърхности чрез газово заваряване.
16. Технология на многопластово напластяване върху режещия инструмент с покрити електроди.
17. Технологията на заваряване на тръби с визьор за ръчна дъгова заварка.
18. Технология на заваряване на тръби с завой D = 250mm ръчна дъгова заварка.
19. Кутии за заваръчна техника за ръчно електродъгово заваряване.
20. Технология на без ротационно заваряване на тръби D = 250mm ръчно електродъгово заваряване.
Критерии за оценяване Окончателни практически квалификации:
Резултат "5" (отлично) - сертифициран уверено и точно познава техниката на практическата работа, отговаря на изискванията за качество на работата, умело използва оборудването, инструментите, ефективно организира на работното място, отговаря на изискванията за безопасност на труда;
Оценка “4” (добро) - притежава практиките на практическата задача, но може да има някои незначителни грешки, които се коригират от сертифицираното лице, правилно организира работното място, отговаря на изискванията за безопасност на труда;
Резултат "3" (задоволителен) - поставя се при недостатъчно овладяване на практиките на практическата задача, наличието на коригирани от съветника грешки, някои незначителни грешки в организацията на работното място и спазването на изискванията за професионална безопасност;
Главен инженер
_______________ (пълно име)
“___” ______________ 20__
B & L E T S
да тества знанията на електрическите и газовите заварчици.
БИЛЕТ номер 1
- Бутилки за пропан-бутан за тяхното предназначение, устройство и видове.
- Процедурата за допускане до работа на работници, обслужващи оборудване за газопламъчна обработка на метали.
- Електрически заварчик на работното място.
БИЛЕТ номер 2
- Основните свойства на втечнения пропан-бутан.
- Предназначение, обща структура и принцип на работа на регулатор на налягането на газа тип RDG.
- Захранващи източници на заваръчна дъга, заваръчна тел, електроди за електродъгово заваряване.
- Изисквания за съхранение на бутилки със запалими газове.
- Какви мерки за безопасност трябва да се съблюдават по време на работа и съхранение на бутилките.
____________________________________________________________________________
БИЛЕТ номер 3
- Електрическа безопасност.
- Оцветяващи цилиндри и надписи върху тях.
- Какви мерки за безопасност трябва да се спазват при товаренето и разтоварването и съхранението на бутилките.
- Действия на работника в случай на пляскане или възпламеняване на пламъка.
- Какви мерки за безопасност трябва да се спазват при транспортиране на бутилки с втечнен газ с автомобил.
____________________________________________________________________________
БИЛЕТ номер 4
- Лични предпазни средства при извършване на електрически и газови заваръчни работи.
- Какво трябва да се направи, ако по време на работа има неизправност в цилиндъра или спирателния вентил към него.
- Съхранение на бутилки от втечнен газ в предприятието.
- Когато е забранено извършването на работи по пламъчната обработка на метали и други материали, използващи втечнен газ.
____________________________________________________________________________
БИЛЕТ номер 5
- Какви мерки за безопасност трябва да се спазват при поставянето на газови газови инсталации за обработка на метали с газ и пламък в магазина.
- Правила за работа с цилиндри за сгъстени и втечнени газове.
- Устойчиви горелки. Феноменът на пробив и пламък от горелките, техните причини и методи за превенция.
- Устройството и оборудването на мобилни постове при газопламъчна обработка на метали.
- Изисквания към каучуковата тъкан, редът на свързването им.
БИЛЕТ номер 6
- Общото устройство и оборудване на стационарни постове за газопламъчна обработка на метали, за електрическо заваряване.
- Какви мерки за безопасност трябва да се спазват при работа с бутилки за втечнен газ директно в помещението.
- Основните свойства на втечнения газ - пропан-бутан.
- Материали за пълнене, използвани при обработката на пламъка, изискванията към тях.
- Колко горелки или фрези могат да бъдат прикрепени ръчно към един цилиндър и кое е максималното налягане на газа в газопровода е разрешено на работното място.
БИЛЕТ номер 7
- Предназначение на горелка за газово заваряване.
- Когато е забранено инсталирането на бутилки с втечнен газ.
- Изисквания за съхранение на бутилки с втечнен газ.
- Изисквания за ръкави (маркучи), използвани при обработка с пламък.
- Какви изисквания за безопасност трябва да се спазват при поставянето на бутилки от втечнен газ в производствените помещения, обществени сгради в общинските обекти.
____________________________________________________________________________
Номер на билет 8
- Изисквания за безопасност при електрическо заваряване.
- Процедурата за подмяна на бутилките от втечнен газ директно в процеса на поставянето или монтажа.
- Причини за възникване на произшествия и злополуки по време на експлоатацията на оборудване за обработка с газов пламък.
- Мерки за сигурност при заваряване, заваряване и рязане на метал.
- Най-характерните причини за произшествия и инциденти по време на експлоатацията на оборудване за обработка на метални газове и мерки за предотвратяването им.
_____________________________________________________________________________
БИЛЕТ номер 9
- Газови отравяния, знаци и мерки за първа помощ.
- Принципът на предавката.
- Причини за експлозия на цилиндъра.
- Изисквания за количките, носещи цилиндри.
- Провеждане на газови заваръчни работи извън постоянни работни места.
_____________________________________________________________________________
БИЛЕТ номер 10
- Първа помощ при изгаряния, отравяне с газ, при токов удар.
- Кой има право да извършва газови заваръчни работи с използването на пропан.
- Максимално допустимата температура на бутилката с втечнен газ.
- На какво разстояние от цилиндрите с кислород и горивни газове може да се извърши работа газово рязане, Заваряване.
- Какви са причините за възпламеняването на огъня и мерките за тяхното избягване.
_____________________________________________________________________________
Изработен: ______________ (пълно име)




