Как да изберем електроди за заваряване. Как да изберем заваръчен електрод?
5 април 2017
Защо да придържаме електрод при заваряване с инвертор?
Разнообразният брой електроди понякога обърква дори опитни хора. Има логичен проблем при избора на електроди за заваряване с инвертор, така че кои са по-добри? Всеки вид електрод е предназначен за заваряване на определени материали, освен това трябва да има необходимото покритие, което не трябва да е влажно. Причината за залепване може да бъде неправилна работа на оборудването или неправилно зададени параметри на изходния ток, както и ниско напрежение на мрежата. Ще разкажем за основните причини за залепване на електроди при заваряване с инвертор.
За да разберете защо електродът се залепва по време на заваряване с инвертор, първо трябва да направите правилния избор на заваръчна машина по отношение на условията на конкретни работи. Устройството трябва да отговаря на определени изисквания, които ще осигурят оптимална работа на устройството в реални обстоятелства. Пример за такова устройство, създадено за руските условия, може да послужи като инвертори на линията "Неон" на Нижни Новгород. Въз основа на тези устройства ще говорим за основните изисквания за заваръчни машини, което ще намали вероятността от залепване на електродите по време на заваряване. Тези свойства са както следва:
- мрежовото захранващо напрежение е в диапазона от 160 V до 250 V, което позволява работа в условия на нестабилно електрозахранване;
- наличие на защита от прекъсвач, включително прегряване;
- PV при максимален ток на заваряване 60%;
- волтаж празен 70 V, което ви позволява уверено да запазите дъгата дори при екстремни входни напрежения;
- има функция за горещ старт за уверено запалване на дъга на късо съединение, както и за увеличаване на дъгата;
- така, че електродът не се залепва, има функция antistik;
- гарантирана стабилна работа при околна температура от -40 ° C до +40 ° C.
Трябва да се отбележи, че тези характеристики са в основата на подбора, а не на догмата, но стабилната работа при екстремни температури и линейни напрежения е много важна за руските условия. За удобна работа е полезно да се използва функцията за горещ старт, която помага да се започне уверено процеса и да се използва оптимално заваръчните електроди за инверторите.
Специално внимание трябва да се обърне на такива функции като анти-лепливост или антистик. Нейната същност е, че в момента на залепване заваръчен ток се нулира и това позволява както на самия електрод, така и на инвертора да останат непокътнати. Доизгарянето също така помага да се елиминира залепването, което позволява да се увеличи заваръчният ток в опасност от счупване на дъгата и не позволява прекъсване на заварката, което има благоприятен ефект върху качеството на работа.
Важно е при избора на инвертор да се обърне повече внимание руски моделизащото те са поддържащи и по-добре адаптирани за работа в условията на нашата страна.
Видове покрити електроди
Много, особено начинаещи, заварчици се тревожат за проблемите при правилния избор на консумативи. И така, какви електроди са необходими за инверторно заваряване, които са по-подходящи за различни материали? За да отговорите на този въпрос, трябва да кажете за видовете покрития и кои електроди да изберете за заваряване на специфични метали или сплави. Покритието служи за следните цели:
- С помощта на въглеродни оксиди той защитава заваръчната баня от действието на атмосферен кислород.
- Стабилизира дъговия разряд.
- Насърчава отделянето на кислород от метал или сплав, дезоксидиращ шева.
- С помощта на примеси има допинг ефект върху шева.
Дебелината на покритието, тези материали са тънки (М), средни (С), дебели (D) и много дебели (D). Този параметър се регулира от ГОСТ 9466-75 и оказва влияние върху процеса на заваряване, като увеличава ефекта на покритието върху шва и стабилизира неговите свойства. Според химичния състав на покритието електродите се разделят на следните типове:
- за постоянен ток се използва основното покритие, което осигурява пластмасов шев;
- покритие с железен прах за повишаване на якостта на заваряване;
- тип с киселинно покритие, което осигурява скоростта на работа и пластичността на заваръчния метал;
- за вертикални съединения е по-подходящо целулозното покритие с ниско образуване на шлака;
- тип с съдържание на рутил и наличието на феромарганец и магнезиев карбонат.

За да приложите правилния избор по отношение на заваръчния метал и за да избегнете залепване на електродите, трябва да знаете кои от тях най-точно съответстват на съединяваните парчета. Техническите характеристики на покритието и металите и сплавите, препоръчани за заваряване, съответстват на различни видове електроди, а именно:
- за работа с нисколегирани структурни въглеродни стомани е необходимо да се използват UONI-13/55, OMA-2, OZS-30, MR-3M, We-10-6, ANO-21 и VSF-65U;
- легирани високоякостни стомани са сварени EA-981/15, EA-395/9, NIAT-5, OZSh-1 и NIAT-3M;
- за топлоустойчивост и устойчиви на топлина стомани използвайте ANZHR-2, TML-3U, TsL-39, IMET-10, KTI-7A и OZL-35;
- неръждаеми и устойчиви на корозия сплави се заваряват с помощта на НЖ-13С, НИАТ-1, УОНИ-13НЖ, ЦТ-15 и ЕА-400 / 10Т;
- хетерогенни сплави и стомани ЕА-391/15, ЦТ-28, ОЗЛ-32, АНЖР-2, NII-48G, IMET-10, V-56U и VI-IM-1;
- oZL-44, ANV-20, EA-112/15 и NII48G са подходящи за специални стомани;
- чугунът се вари, като се използва OZZHN-1, OZCH-2, МНЧ-2, ЦЧ-4;
- за алуминиеви сплави са необходими OZA-2, OZANA-2, OZA-1 и OZANA-1;
- мед и неговите сплави готвят добре АНК / ОЗМ-2, ОЗБ-2М (бронз), Комсомолец-100, ОЗБ-3;
- за употреба на никел и сплави V-56U, OZL-32;
- рязане на метал, ANR-2M, OZR-2, OZR-1.
С заваряване без грешки, чрез подравняване на метала на детайла с марката електрод, най-вероятно ще можете да избегнете залепване при работа с инверторни машини.
Много е важно да знаем колкото е възможно повече свойствата и името на метала на заготовките, тъй като от него зависи качеството на заваръчния шев.
Причини за залепване на електрода по време на инверторно заваряване
Обсъдихме темата за избор на заваръчна машина и научихме как да избираме електроди за заваряване с инвертор и сега трябва да вземем под внимание всички възможни причини за залепване на електродите и как да се отървем от тях. Те могат да имат напълно различен характер и са както следва:
- висока влажност на покритието, елиминирана чрез калциниране;
- лошо качество или целостта на покритието;
- несъответствие на материала на детайла с типа на електрода;
- твърде нисък заваръчен ток поради нестабилно напрежение в мрежата или страх от изгаряне тънък метал детайла;
- неправилни настройки на инвертора;
- неправилна полярност, например, алуминиеви сплави и някои други материали са заварени с обратна полярност;
- частично прекъсване на кабела или нестабилен контакт в държача;
- лошо почистване на повърхността на детайла от ръжда, масло, влага и оксиден слой;
- замърсяване с електрод;
- ниска квалификация на заварчика.
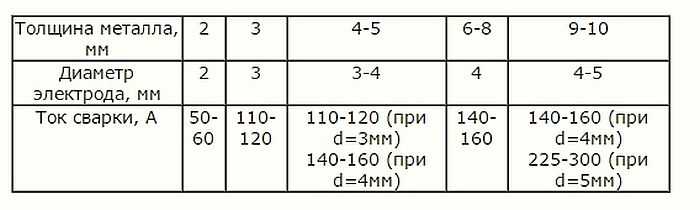
Що се отнася до изходния ток, той се изчислява въз основа на стойността от 20 A - 30 A на един милиметър от дебелината на електрода, а за 2 mm ще бъде в диапазона от 50 до 60 A, за дебелина от 3 mm от 70 до 120 A, за 5 mm от 150 до 220 А. Когато търсите причините за залепване, трябва да преминете от най-простите към по-сложните и трябва да разберете, че няма непоклатими правила за заваряване и желаният режим е избран експериментално. Процесът зависи от марката на електрода, дебелината на детайлите, химическия състав на метала или сплавта и полярността на връзката.
Важно е да се разбере, че при нормална работа на оборудването трябва да се положат усилия за разбиране на причините за залепване на електрода и, ако е необходимо, да се потърси съвет от професионалисти.
Обобщава
Разгледахме критериите за избор на заваръчни инвертори и избора на електроди, за да осигурим оптимален процес на заваряване, както и открихме възможните причини за залепване на електродите по време на работа. Няма изчерпателни съвети, които да помогнат за решаването на този проблем, но мнението на по-опитни хора ще дойде на помощ, а ние се опитахме напълно да покрием тази тема.
За начинаещ заварчик изборът на електрод може да бъде проблем: има повече от двеста марки с различни свойства, предназначение и характеристики. А около 100 марки са подходящи за ръчно електродъгово заваряване с инверторни устройства. Да се каже за всичко е невъзможно, да, да започнем с това и да не е необходимо. Просто опишете накратко основните типове и за какво електроди инверторно заваряване повече от други са подходящи за начинаещи. Друг въпрос ще бъде какъв диаметър да вземем и как да настроим тока за заваряване на метал с различна дебелина.
Какво е електрод и какво е покритието
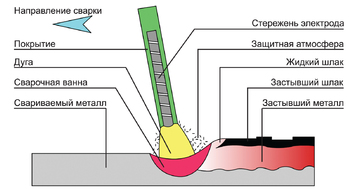
Електродът е парче метална жица със специално покритие - покритие. По време на заваряването сърцевината се топи от температурата на дъгата. В същото време мазилката изгаря и се топи, създавайки защитен газов облак около заваръчната зона - заваръчната вана. Той блокира достъпа до кислород, съдържащ се във въздуха. В процеса на изгаряне на покритието част от него преминава в течно състояние и покрива разтопения метал с тънък слой, като също го предпазва от взаимодействие с кислород. Така покритието осигурява добро качество на шва.
Преди започване на заваряването, всеки електрод се проверява: покритието не трябва да има чипове. В противен случай няма да постигнете равномерно отопление и висококачествен шев. Обърнете внимание и на върха на електрода: дебелината на покритието трябва да бъде еднаква от всички страни. Тогава дъгата ще излезе в центъра. В противен случай тя ще се компенсира. За заварчици с опит това е добро, но за начинаещи това може да създаде осезаеми проблеми.
Необходимо е да се следи влажността на покритието. Някои от тях, с висока влажност, се запалват много зле (например, SSSI). Във връзка с това "капризност" на покритието, те трябва да се съхраняват на сухо място, осигурявайки възможно най-стегнат пакет. Можете да поставите кутията в чантата и да сложите няколко торби с сол, които са в кутии за обувки.
Не трябва да купувате мокри електроди: те могат, разбира се, да бъдат изсушени, но техните характеристики ще намалеят. Ако все още се случи, че електродите са влажни, те могат да бъдат изсушени в конвенционална домашна пещ при ниски температури (обикновено са посочени на опаковката). Вторият начин е да се постави в сухо, добре проветриво помещение за дълго време.

Видове покрития и техните характеристики
Има само четири вида покрития:
- Основната.
- Рутил.
- Sour.
- Целулоза.
Основно (UONI) и целулозно покритие е подходящо само за заваряване с постоянен ток. Те могат да се използват при критични шевове: създават здрав, еластичен шев, устойчив на ударни натоварвания.

Другите две (рутил и кисели) могат да работят при заваряване с променлив и постоянен ток. Но киселинното покритие е много токсично: можете да работите в помещенията само ако на работното място оборудван с принудително изпускане.
Рутиловата мазилка има зелено или синьо оцветяване, електродите са лесни за възпламеняване. Те са добре осветени, дори ако инверторът има ниско напрежение без празен ход (за уверено запалване на основното покритие е необходима добра характеристика на напрежение-ток). При заваряване с рутилови електроди (МР-3), металът почти не се пръска, но има много шлака и не идва лесно: трябва да работите с чук.
Как да изберем инверторни заваръчни електроди
Първо, се избира съставът на ядрото: той трябва да бъде подобен на вида на заварения метал. В домакинството най-често се използва структурни стомани, Тук от същия проводник и трябва да бъдат електроди. Понякога трябва да се готви от неръждаема стомана. Тогава сърцевината трябва да бъде изработена от неръждаема стомана, а за високо-легирани и устойчиви на топлина, те са изработени от метал със същите характеристики.
Можете да извършвате всички домакински или строителни работи, като използвате само няколко вида електроди:
- SSSI 13/55
- Ano 21
- ОК 63.34
Те се разпознават от много от най-добрите електроди за начинаещи, с които работят: по-лесно е да се работи с тях, като в същото време те позволяват да се готвят висококачествени шевове дори при липса на значителен опит. По-долу са описани характеристиките и общото приложение на тези консумативи, които много специалисти считат за добри електроди за инвертора. Във всеки случай, те често се препоръчват на начинаещите заварчици да придобият опит.
Електроди с рутилово покритие MP 3

Това са може би най-популярните заваръчни електроди за инвертори сред начинаещите: UONI 13/55 (За да увеличите размера на картината, кликнете с десен бутон върху него)
Най-често на начинаещите се препоръчва да започнат овладяване заварки с електроди MR-3. Те се запалват лесно, дори и при не много добра волта-амперна характеристика на заваръчната машина, осигуряват добра защита на заварената вана, правят лесно неговото управление. Ако електродът не се запали, калцинирайте го при температура 150-180 ° за 40 минути.
Използват се в устройства с променливи (заваръчни трансформатори) и с постоянен ток (заваръчни токоизправители и инвертори). Инверторите обикновено са свързани в обратна полярност (+ на електрода). Подходящ за всякакъв вид шев, с изключение на вертикалния отгоре-надолу.
Електроди MP 3 некапризни към качеството на заварените повърхности. Те дори могат да работят върху необработени, ръждясали и мокри части. Заваряването е средно (2-3 mm) или къса дъга.
Характеристиката MP 3 е много важна за начинаещите заварчици: те добре се движат. За това не всички професионалисти обичат тази марка: наричайте ги бенгалски светлини. Те готвят прекалено меко: за добро загряване е необходимо забавяне на движението. Какво професионалистите не харесват, новодошлите - това, от което се нуждаем. Опитайте се да започнете да изучавате заваряването с MP3. Трябва да успеете.
| Диаметърът на електрода LEZ MP-3, мм | Дължина mm | Тегло на опаковката, кг | Цена, търкайте | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 A | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
UONI 13/55 с основно покритие

Предпочитани професионални електроди за инвертора SSSI 13/55 (За да увеличите размера на картината, кликнете с десния бутон върху него)
Това вероятно са най-разпространените и популярни електроди с основно покритие. Те се препоръчват за заваряване на въглерод и нисколегирани стомани, Подходящ за съединения от отговорни структури. Шевовете са издръжливи на удари и пластмаса, добре понасят ефектите на ниските температури.
Недостатъкът на тези електроди: те са добре осветени само при достатъчно голяма стойност на празен ход в инвертора (над 70 V). Вторият основен недостатък: високи изисквания за отстраняване и обработка на заварени метали. Ако ръждата, прахът, маслото или други замърсители останат на ръба, тя ще бъде пореста.
Работата с SSSI 13/55 е възможна само на заваръчни машини DC, включително инвертори, с обратна полярност (+ подадена на електрода), с къса дъга (задържайте върха на електрода по-близо до повърхността за заваряване). Минималното напрежение на празен ход е 65 V.
| Диаметърът на електрода UONI 13/55 (производител "Межкозметик") | Дължина на електрода, mm | Препоръчителен заваръчен ток, А | Цена на дребно на опаковка, разтрийте |
|---|---|---|---|
| 2,0 | 250 | 30-60 A | |
| 2,5 | 300 | 40-70 A | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
Ano 21
Този вид електрод с рутилово покритие е предназначен за работа с въглеродни стомани с малка дебелина. () Когато се използва, дъгата се запалва лесно (включително при повторно запалване), шевът е фино на люспи (от малки вълни), шлаката лесно се отделя. Електродите ANO 21 могат да се използват за заваряване на тръби за вода или газ.

Те работят както с променлив, така и с постоянен ток с всякаква полярност. Преди заваряване е необходима топлинна обработка: те са калцинирани при 120 ° C за 40 минути.
Електроди върху неръждаема стомана ОК 63.34
Ако трябва да заварите неръждаема стомана, опитайте ОК 63.34. Те също могат да бъдат варени и стоманени конструкции. Това води до фин шев с гладък преход към основната метална повърхност. Размерът на шлаката е малък, лесно се отскача.
С този електрод е добре да се готвят 6-8 мм в метал, преминавайки отгоре надолу. Подходящ за заваряване с многократно затваряне и припокриване. Работи с пряк и променлив ток с всякаква полярност, минималното напрежение без товар е 60 V.

За заваряване все още се нуждаете от маска. За да улесните работата, вземете
Как да изберем диаметъра на електрода, как да го свържем и как да настроим силата на тока
Изборът на марката електроди за инвертора не е всичко. Дори ако сте решили, има поне три въпроса:
- какъв е диаметърът на електрода при заваряване;
- какъв ток да изложи;
- към който изход "+" или "-" свързват електрода.
Първи неща. Да започнем с диаметъра на електрода, необходим за заваряване. По принцип се препоръчва да се премине от дебелината на заварените метали: за малки дебелини, електродът се взема с диаметър със същия размер като метала. Ако сварите метала с дебелина 3 мм, вземете електродите от същия размер. Ако готвите нещо по-дебело, съответно, вземете 4 мм. Но за начинаещите ще бъде трудно да работят с големи електроди. Започнете да майстор заваряване с метална дебелина от 3-4 мм. За да направите това, използвайте електродите 3 мм, или както казват "тройка".
Относно начина на свързване на изходните електроди. Техническите спецификации на опаковката най-вероятно показват полярността, за която е предназначен електродът. Когато свързвате обратно към положителния изход, свържете електрода към отрицателния извод, който е прикрепен към частта. Когато полярността на частта е засадена плюс, на електрода служи минус. На снимката е показано как изглежда на заваръчния инвертор.

Каква е разликата между тези два вида връзки? Друга посока има поток от електрони. Както знаете, електроните се движат от "минус" на "плюс". Затова при заваряване се оказва, че елементът, свързан с „+“, се загрява по-силно. Сменяйки режимите на свързване, можете да контролирате интензивността на нагряване на метала.
Помислете за няколко ситуации. Например, имате електрод от 3 mm, метал 2 mm. Ако файлът „+“ може да изгори. Ето защо, в този случай е по-добре да се използва обратна полярностпри което електродът ще се нагрява повече. Ако искате да заварите 6 мм метал с една и съща тройка, по-добре е да направите това с пряка полярност: по този начин нагряването на метала ще бъде по-дълбоко и шевът ще бъде по-траен.
Заваръчен ток
В общия случай, при монтирането на електрода, заварената сила на тока за инвертора се настройва в зависимост от диаметъра на използвания електрод. Като цяло, има препоръки за всяка опаковка, но можете да направите и без тях: за всеки милиметър от диаметъра се вземат 20-30 Ампера от ток. Оказва се, доста широк диапазон, но след това все още трябва да се помисли как ще постави шева: с или без разделяне. За заваряване без разделяне поставете по-ниски токове, с разделяне - по-високо.
Например, за електрод с диаметър 3 мм, изчисленият ток се получава от 60 А до 90 А. Всъщност те работят в диапазона от 30 А до 140 А. При заваряване без разделяне се настройва ток от около 70-90 А, с пролука 90-120 А. Тези параметри могат да „се разхождат” в двете посоки: то също зависи от скоростта на движение на електродния връх, от степента и „добива” на заварената стомана, от позицията на шва. (за вертикален и хоризонтален шев, определени малко по-малко, за тавана - още по-малко).
По принцип дори токовете, препоръчани от производителя, далеч не са изискване. Започнете с тях и след това изберете така, че да се чувствате комфортно, а шевът да е добър. Трябва да имате качествена връзка и ще изберете експериментално съотношението на силата на тока и скоростта на движение. В този случай се ръководи от състоянието на заварената баня. Тя - вашият основен показател за качество.
Сега вече знаете не само как да избирате електроди за инверторно заваряване, но и как да ги свържете, какъв диаметър ви е необходим за тази работа и как да изберете ток за всеки тип електрод и заварка. Сега нека поговорим малко за притежателите на електродите.
Държачи за електрод
На един от заваръчните кабели има поставен държач (държач) заваръчен електрод, Те са от два вида:
- с бутона за задействане, електродът се затяга автоматично в тях при освобождаване на пружинния ключ, който се освобождава, когато го натиснете;
- с резба - дръжката се завърта и завърта, освобождавайки или затягайки вмъкнатото електродно ядро.
Кое е по-добро? Вие решавате, но като случайно натиснете клавиша, можете да изпуснете електрода по време на заваряване. Нищо лошо не се случва едновременно, но е неприятно ...
При избора на държач за електрод е важно да се обърне внимание на силата на тока, за който е проектиран. Изберете максималния параметър, който е достъпен за Вашата заваръчна машина.
На видеото е показано как да се свърже кабела към държача на заваръчния електрод с резба.
Недостатъкът на държача на прищепка е, че тъй като пружината, сърцевината на затягащия електрод е отслабена, контактът се влошава. Трябва да поставим нова. Как да го направя на държача-прищепка, виж във видеото.
Свържете държача на електрода за заваряване лесно. Само че има един нюанс: кога честа работа заваръчен кабел потърка края си. Разбира се, можете да скъсите кабела и да го заредите отново, но не винаги искате да режете дори 10-20 см. За да предотвратите това, намерете маркуч, чийто вътрешен диаметър е същият или малко по-малък от външния диаметър на заварения кабел. Нарежете малко парче - 15 сантиметра - и изрежете. Сега тя може да бъде поставена на кабела, издърпана нагоре и закрепена там.
Свързването на различни метални изделия най-често се извършва чрез заваряване. За целта се използва специално оборудване, което включва както трансформаторни, така и инверторни устройства. Но дори и най-простите от тях не могат да работят без електроди. Всъщност, за да се получи добре направена заварка, е необходимо да се стопи стоманения прът. Но за всеки материал електродите за инвертора трябва да са направени от определена сплав. Само тогава можете да постигнете добър резултат.
Инвертори и аксесоари за тях
Модерните заваръчни апарати са много различни от техните предшественици. Те имат компактни размери, ниско тегло, удобни при работа и транспорт. Но за да бъде шевът направен с тяхната употреба да бъде с високо качество, е необходимо да се използват правилно подбрани електроди. Успехът на заваряването зависи от това с 90%.
Конструктивни характеристики и спецификации
Какво е необходимо при изпълнение заваряване елемент? Това е парче стоманена тел с покритие. Необходимо е да се поддържа стабилна дъга, а също така се предвижда:
- Защита на метали;
- Допинг шев.
Въпреки това, функционалните характеристики на елемента зависи от неговата цел.
Гледаме видеоклипове, видове и техните основни цели, както и критерии за подбор:
основните технически характеристики заваръчни електроди за инвертора са:
- Диаметърът и дължината на пръта;
- Материал или сплав, от който е направен.
Дължината на продукта може да бъде от 300 до 450 mm и зависи от естеството на допирането на електрода. Що се отнася до диаметъра, има цяла линия от пръчки, където най-тънкият прът е с размер 1,6 mm, а най-дебел - до 5 mm. Но електроди за заваряване с диаметър 1,6 mm обикновено се правят по поръчка, тъй като не намират широко разпространение на вътрешния пазар.
Видове електроди
Що се отнася до класификацията на тези елементи, те се разделят на два основни типа:
- топене;
- Non-консумативи.
Първите могат да бъдат направени от стоманена тел и специални сплави, в зависимост от това кои материали ще се използват за заваряване. Обикновено за работа заваръчен инвертор с чугун, мед, разнородни стомани използват електроди, изработени от сплави.
Продуктите, които не се консумират или са от волфрам, се използват за заваряване с аргон. Те могат също да имат разлики в производителността в зависимост от приложението.
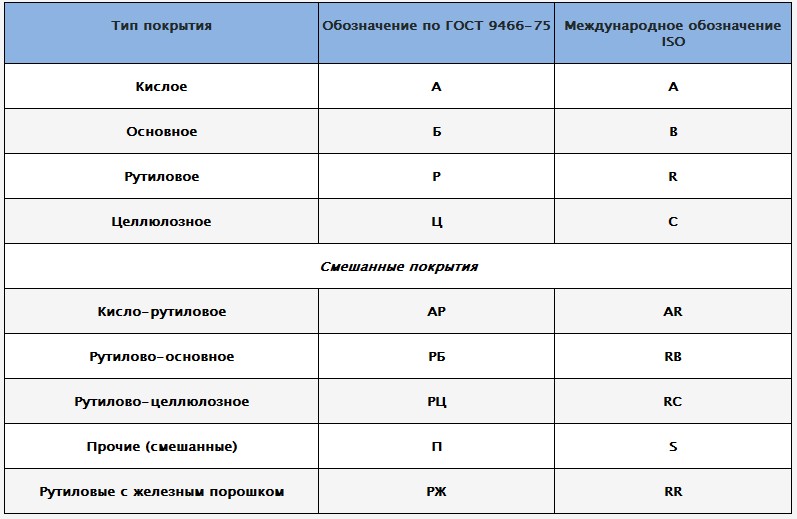
Таблица на вариациите на електрода
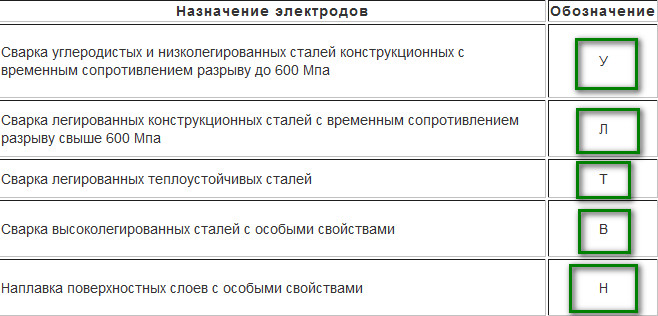
Освен това електродите се разделят по предназначение на следните типове:
- За различни стомани;
- От неръждаема стомана;
- На алуминий;
- никел;
- За ремонт;
- За твърди заварени сплави.
Има различия в типа на покритията. Пазарът представя електроди с четири разновидности, като най-често срещаните са: основен и рутил.
Критерии за подбор
Тъй като този разходен материал е необходим за всякакъв вид заваряване, той трябва да бъде придобит, като се вземат предвид специфичните характеристики на оборудването и спецификата на извършената работа.
Гледайте видеоклипове, изгледи и техните различия:
Това следва да отчита такива характеристики като:
- диаметър;
- Съставът на материала.
За висококачествен шев е необходимо да се изберат правилните консумативи. И на първо място, техните параметри, включително диаметърът, са взети под внимание. Все пак, кои електроди са по-добри за инвертор? За различни видове стомана е изброено в нормативни документи, Но трябва да се отбележи, че номиналният диаметър съответства на размерите на вътрешния прът и не включва мазилка.
 Дебелината на този слой е индивидуална за определен вид продукт и е маркирана с букви:
Дебелината на този слой е индивидуална за определен вид продукт и е маркирана с букви:
M - показва малък диаметър и малък слой покритие до 1,2 mm, а D - над 1,8 mm. И местните, и чуждестранните компании се придържат към този етикет. Въпреки това, техните диаметри ще бъдат различни.
Гледайте видеото, как да изберете правилния електрод за заваряване:
Но не само измеренията са важни при избора на електроди. Голяма роля играе съставът на компонентите в него. Тъй като електродът се състои от пръчка и мазилка, материалът, от който са направени, също се взема под внимание. За повечето продукти като основа се взема нисковъглеродна тел, а съставът на покритието включва различни компоненти:
- Флуорни съединения;
- Титанов диоксид;
- Рутил.
Използването на електроди от първия тип ви позволява да постигнете здрава и топлоустойчива връзка, характеризираща се с добра пластичност. Продуктите с титанов диоксид създават стабилна дъга и позволяват да се постигне висока якост на свързване. Рутиловите електроди се използват в заваръчни конструкции с висока влажност. Освен това при избора на електроди трябва да се вземат предвид характеристиките на заварения метал.
Например, за въглеродни стомани се използват UONI или MP пръти. Първият има малка степен на пръскане, а вторият - се отличава с бързото разделяне на шлаката. Те могат да се използват както в професионално, така и в преносимо оборудване.
Производителите - чиито продукти са по-добри
Тъй като има голям брой различни марки и видове такива продукти, ще разгледаме само предназначените за тях ръчно заваряване, И от тях ще избираме само пробите, използвани при работа с въглеродни и нисколегирани стомани.
Гледайте видеото, тествайте различни електроди за заваряване:
Ще се основаваме на обратна информация, оставена от потребителите, както и на публикации от специализирани списания. Според тези източници най-добрите електроди за инвертора на вътрешния пазар са продукти от следните инсталации:
- Петербург ESAB-SVEL;
- Тюмен;
- Kamensk-;
- Orlowski;
- Losinoostrovsky.
Сред чуждестранните производители най-търсени са продуктите на следните фирми:
- Kobelco;
- ECAB,
Тези електроди за инверторно заваряване надминават местните продукти по много начини, въпреки че имат доста висока цена.
Гледайте видеоклип за продуктите на Monolith:
Що се отнася до руските продукти, те губят в повечето варианти, въпреки че вече се появяват някои проби, които се издигат до нивото на най-бедните вносни електроди. Но дори такива резултати могат да бъдат постигнати само от съвместни предприятия, притежавани от европейски или азиатски производители.
Сега се обръщаме към разглеждането на самите продукти. Така електродите на петербургския завод струват около 135 рубли на 1 кг и, по мнението на заварчиците, са най-добрите сред местните модели.
Цената на електродите за инверторно заваряване на фирмата в Тюмен е малко по-висока, въпреки че по качество практически не се различават от предишната.
Продукти Kamensk-Shakhtinsky завод е основно предназначени за използване с домакински инвертори и има цена от около 130 рубли. за 1 кг.
 Електродите от Пенза се считат за най-добри по отношение на цена и качество. Тяхната цена не надвишава 58 рубли.
Електродите от Пенза се считат за най-добри по отношение на цена и качество. Тяхната цена не надвишава 58 рубли.
Продукти на японската компания, въпреки че е скъпо, но ви позволява да постигнете отлични резултати при тестване за здравина. Експертите казват, че тези електроди напълно оправдават такава висока цена.
Процесът на заваряване не може да бъде наречен прост, така че преди да започнете да сглобявате определена конструкция с неговото използване, трябва да го практикувате предварително, ако никога преди не сте го правили.
За да направите това, скобата е прикрепена към частта, а електродът е зареден в държача. Тогава токът се настройва в зависимост от диаметъра на стоманената шина. В същото време човек трябва да изучава нови електроди - това ще помогне да се разбере по-добре смисъла на работата.
Гледайте видеоклипа, основните умения за заваряване:
Създаването на дъга е както следва. Електродът се монтира под ъгъл от около 70 ° към детайла. След това те бързо ги пренасят през детайла и трябва да се появи сноп от искри и характерен звук.
След това трябва да докоснете детайлите, така че да има разстояние до 5 мм. По това време се появява дъга и под нейното влияние металът ще започне да се топи. Разстоянието трябва да се поддържа, като електродът се движи хоризонтално, докато изгаря.
Ако се наблюдава залепване, това означава, че устройството има слаба сила на тока и трябва да се увеличи.
Ще обсъдим как да изберем електроди за употреба електродъгово заваряванеНека обърнем внимание на класификацията на електродите и тяхното етикетиране.
Електродът е метален прът за подаване на ток към заварената част. По време на заваряване, ръбовете на заварените части се стопяват и заварката се запълва с електрод. Този тип заваряване също се нарича заваряване на покрит електродТъй като електродът е покрит със слой от флюс, който при разтопено образува газова защита на заварката.
 Дебелината на заварените части определя диаметъра на електрода. Затова първо определете желаното диаметър на електрода.
Дебелината на заварените части определя диаметъра на електрода. Затова първо определете желаното диаметър на електрода.
За заваряване с дебелина до 1 мм в Европа се използват електроди с диаметър 1,6 мм (за истински професионалисти), в Русия те могат да бъдат намерени само под поръчката. Като правило, в този случай, не се използва методът на ръчно електродъгово заваряване и се използва заваряване с аргон или полуавтоматично.
Ако искате да получите надежден и красив шев с минимални усилия, тогава първо купувайте добри електроди! Вземи ръчни заваръчни електроди (те също се наричат електроди за еднократна употреба) в съответствие с химическия състав на заварените части.
Електродите могат да бъдат разделени на няколко условни групи:

- диаметър (2-6 mm);
- върху маркировката;
- от производителя.
Марки на електрода
Помислете само за най-популярните етикети и аналози на електроди.
SSSI— електроди за постоянен ток с основно покритие. За критични структури от всички видове стомана.
унции— рутилови електродиуниверсален, за работа както на директен, така и на променлив ток. В сравнение с SSSI, те изискват по-малко заваръчен ток и образуват по-малко шлака.
MP3 - електроди с рутилово покритие, за заваряване с променлив и постоянен ток.
ANO-4 е друг популярен универсален електрод. Най-често те се продават в малки опаковки по 1 кг, което е много удобно. И ако на дача изведнъж е необходимо само да вземете нещо и за това имате нужда от 2-3 електрода, тогава няма да се налага да купувате голям пакет от 5-6 кг, който след това все още може да бъде влажен, докато се съхранява, но това е достатъчно. Удобен и икономичен.
ЦУ-5 - специализиран електроди за заваряване на тръби(Вода).
ESAB OK 53.70 - покрити електроди за заваряване на тръби за вода, аналог ЦУ-5.
ЦЧ-4 - чугунени електроди.
ESAB ОК 92.18 - за чугун, аналогов ЦЧ-4.
ЦЛ-11 - за заваряване на неръждаема стомана.
ESAB OK 61.30 - електроди от неръждаема стоманааналог на CL-11.
ESAB ОК 96.20 - алуминиеви заваръчни електроди.
KOBELKO LB-52U - популярни японски електроди за критични структури. Може дори да се използва за заваряване на тръби за вода и газ. Най-добрият и най-скъп.
Производители на електроди
Нека поговорим за производителите на електроди, защото най-често това се отразява на тяхното качество.
KOBELCO - Япония. Най-добри електродино и най-скъпо. Отлични резултати при изпитване за дълготрайност.

ESAB - eSAB електродивисоко качество. Най-често в магазините ще намерите тези електроди на сравнително висока цена. Но! Тези електроди наистина си струват.

"Лосиноостровски завод" - електроди, средни по цена и качество.
 "Каменски завод" - надеждни електроди с добра стойност за парите.
"Каменски завод" - надеждни електроди с добра стойност за парите.
 "Урал" - най-често това са най-евтините електроди. Не очаквайте от тях отлично качество. Като цяло, те ще заваряват и запазват структурата.
"Урал" - най-често това са най-евтините електроди. Не очаквайте от тях отлично качество. Като цяло, те ще заваряват и запазват структурата.
Съхранение на електрод
Съхранявайте електродите само в подготвени места. Когато купувате, обърнете внимание на срока на годност. Просрочени електроди няма да дадат удобна заваряване и надеждна връзка на части!
По-добре е електродите да се съхраняват в специален случай, който предотвратява проникването на влага. Калъфът за моливи служи и за транспортиране на електродите до мястото на заваряване. Ако електродите все още са влажни, тогава изсушаването на електродите и калцирането на електродите ще ви помогнат. За целта използвайте пещ за калциниране на електроди, която се загрява до 400 ° С. Ако електродите са все още горещи, след загряване в пещ, тя ще запази топлината за дълго време.
Не всички начинаещи заварчици знаят, че заваръчните електроди са повече от 200 вида, от които около сто вида се използват при ръчно заваряване. Не е нужно да знаят всичко, но е необходимо да получат информация за някои от най-популярните и често използвани. Затова се обръщаме към избора на електроди за ръчно електродъгово заваряване.
Електродът е жица, която е покрита отгоре със специално съединение, наречено покритие. В процеса на заваряване, жицата (сърцевината) се топи под действието на електрически ток с висока мощност, запълвайки пространството между заварените метални изделия. Покритието също се топи, което в горивния процес отделя газ. Последният обгръща зоната на заваряване, като предотвратява проникването на кислород вътре.
Втората цел на покритието е да се защити самият заварен слой. В процеса на топене част от покривния материал става течност и се покрива заварен шев, Този тънък филм го предпазва от негативните ефекти на кислорода. Защо е необходима тази защита?
- В процеса на топене на метал, кислородът ще поеме част от енергията върху себе си, така че електрическият ток може да не е достатъчен за самата заварка.
- При контакт с кислород при ниска влажност оксидът се появява върху метали, намалявайки неговите качествени характеристики.
Видове покрития
В момента се използват четири вида покрития.
- Основна с надпис "B".
- Кисело - "А".
- Целулоза - "С".
- Рутил - "P".
Има смесени видове, например, AR - кисел рутил, RB - рутил - базичен, GJ - рутил, смесен с железен прах и RC - рутил - целулоза.
Най-често за ръчно заваряване с инвертор се използват заваръчни електроди с основно или рутилово покритие. Първата категория включва електроди марка UONI. Те обикновено се използват в случаите, когато трябва да получите заваръчен шев с високо качество. Това означава, че шева трябва да отговаря на висока якост, здравина и висока пластичност. В същото време заваръчните шевове от заварения електрод на UONI гарантират, че в заварения материал няма да се образуват пукнатини от кристален тип, а електроди от този тип не са подложени на стареене. Ето защо, експертите препоръчват използването им за заваряване на критични структури, които ще работят в тежки условия.

UONI има своите отрицателни страни. Влага на електродите, ръжда на края на проводника, петна от масло или грес върху покритието, ръжда върху присъединените метални изделия - всичко това е гаранция за появата на черупките вътре в заваръчния шев, които намаляват неговото качество. Освен това е възможно да се работи с тези електроди само при постоянен ток с обратна полярност.
Заваръчните материали с рутилово покритие се използват главно за свързване на части от ниско въглеродна стомана, Техният виден представител е марката MR. Ето положителните характеристики на тази категория.
- Може да работи както на директен, така и на променлив ток.
- Металното пръскане е минимално.
- С помощта на електроди от този тип могат да се получат висококачествени заваръчни шевове, направени във всяка позиция на детайлите.
- Шлака след заваряване лесно излиза.
- С помощта на MP, можете да готвите и ръждясали продукти, и дори силно замърсени.
- Лесно запалване дори и при нисък индикатор на токовите напрежения на инвертора.
Когато един новодошъл е изправен пред въпроса как да избере най-подходящия електрод за заваряване, най-добрият вариант за него е марката MP.
Рутиловите покрития включват марки АНО. Те се използват за свързване на изделия от въглеродна стомана, например за заваръчни тръбопроводи. Всички други характеристики са точно същите като MP.
Защо опитни заварчици не обичат да използват електроди с рутилово покритие? Първо ги наричат Бенгалски светлини. На второ място, това е меко и бързо заваряване, а за добро загряване на метала е необходимо бавно заваряване. Ето защо, професионалистите имат негативно отношение към тях, но за начинаещи - това е точно.
Други опции за избор
Още няколко параметъра, които определят избора на електроди за заваряване. Един от най-важните показатели - Това е полярността на връзката и съответно вида на тока.
Ако за заваряване се използва инвертор, трябва да се разбере, че той произвежда тип постоянен ток. Следователно, свързването на електрода за заваряване може да се извърши съгласно две схеми.
- Полярността е права. Схемата е следната: минусът е свързан със заваръчния електрод, плюс масата.
- Полярността е обърната. Ето обратното: минус теглото, плюс держ.
Каква е особеността на всяка схема на свързване. Всичко зависи от силата на проварки метали. С директна полярност металните заварени продукти са подложени на висока температура. При обратна полярност температурата на нагряване не е толкова висока. Ето защо, когато е необходимо да се заварят два метални листа с малка дебелина, е по-добре да се използва обратна полярност, която ще осигури защита срещу прогаряне. В допълнение, обратната полярност се използва при заваряване на продукти от високолегирани стомани. Те са чувствителни към високи температури.
Има още три индикатора, на които трябва да обърнете внимание.
Дебелина на заварката
Диаметърът на електрода трябва да бъде свързан с дебелината на заварените части. Това означава, че тези два параметъра са взаимно свързани. Ето някои отношения.
Изборът на диаметъра на електрода е важен. Работата е там, че колкото по-голям е този показател, толкова по-лоша е плътността на шва, като се имат предвид съотношенията в таблицата. Освен това грешният избор води до нестабилност заваряване дъга, влошаване на проникването, увеличаване на ширината на шева.
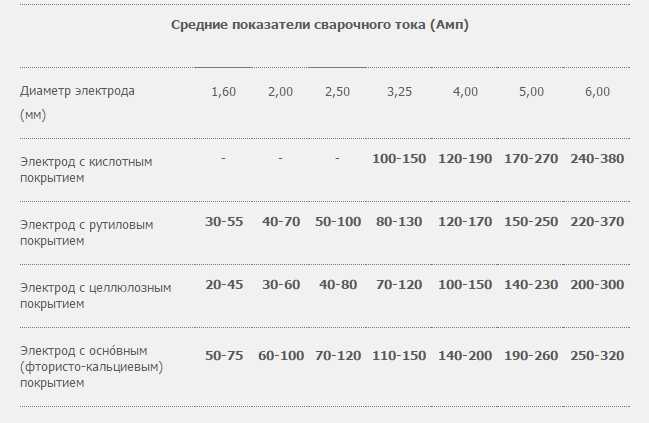
Друга зависимост на диаметъра на заваръчния електрод. В този случай текущата сила.
Оказва се, че три параметъра: сила на тока, дебелина на заварените метали и диаметър на електродите са свързани помежду си. Следователно, отговаряйки на въпроса кои електроди да изберат, е необходимо да се вземе предвид тази връзка. Въпреки това отбелязваме, че токът във всяка категория може да се различава леко от представените в таблицата. Електродите MP с диаметър 2 mm могат да готвят и с ток от 40 A. UONI при 30 A. Следователно, не забравяйте да изберете електродите, да проучите техните характеристики, които са посочени от производителя върху опаковката на заваръчния материал.
Видове заварени метали
Не винаги е лесно да се изберат заваръчни материали за необходимите метали, тъй като е възможно само да се определи стомана, неръждаема стомана, чугун или цветни метали. Ясно е, че освен стоманени конструкциикъдето се използват описаните по-горе електроди, във всички останали случаи се използват специални заваръчни продукти: за чугун, за неръждаема стомана, за алуминий и така нататък.
Що се отнася до стоманените продукти, има някои трудности в зависимост от определението на типа стомана. Но ако се справите с това, тогава въпросът как да изберете електродите ще бъде по-лесен за отговор.
- За заваряване на стомани с кипящ тип можете да използвате всяка марка с всяко покритие. Такива стомани включват: нисковъглеродно и слабо окисление.
- За заваряване на полу-тихи стомани е по-добре да се използват електроди с рутилова или основна мазилка.
- За заваръчни конструкции, изработени от тиха стомана, които са подложени на високи динамични натоварвания, и които работят при относително ниски температури под минус, е по-добре да се използват марки с основно покритие.
Качеството на шева също ще бъде повлияно от стабилността на дъгата. Следователно избраният от вас електрод трябва да съответства на използвания ток. За заваръчни материали с основно покритие постоянен токза други типове можете да използвате както постоянни, така и променливи. За електроди с рутилово, целулозно и киселинно покритие, които работят от заваръчни трансформатори, т.е. на променлив ток, дъгата постоянно гори. А това означава, че шевът е с високо качество.

Що се отнася до посоката на заваряване, електродите с целулозно покритие са добре сварени и вертикално. Тъй като тези електроди произвеждат доста вискозна шлака и плюс металът на жицата се прехвърля към шва с малки капки, което ви позволява да запълвате равномерно фугата между металните части. В тази връзка, заваръчният шев при електродите с основното покритие е най-лошото образуване.
Когато става въпрос за заваряване на дебели стени, технологията определя многопластовия шев. Следователно, такъв параметър като добра сепарация на шлака става основна при избора на електроди. В тази връзка, електродите с основно покритие отново губят. Тук добавяме, че заваръчните продукти от този тип изискват определена чистота на заварените метали.
Заключение по темата
За да вземете заваръчния материал във всички отношения, не е лесно. Трябва да се вземат предвид много нюанси, затова е препоръчително да се възприемат горните таблици, както и информация, която показва предназначението на самите електроди.




