Смесен газ за заваряване, както е направено. Газова смес за заваряване
Смеси на заваръчни газове на основата на аргон и въглероден диоксид.
За високо качество електро заваряване в околната среда на защитни газове, компанията "Cryogenservice" предлага широка гама от заваръчни смеси на базата на аргон, както и пълнене на бутилки със заваръчни смеси от какъвто и да е обем!
ПОЛЕЗНА ИНФОРМАЦИЯ:
Възможно ли е едновременно да се намалят разходите за заваряване и да се подобри качеството му?
ДА! ДА, и ДА отново!
Технологията за заваряване в защитна среда при използване на заваръчни газови смеси значително подобрява качеството на работа и ефективността на заваръчните работи. Използването на газови смеси на основата на аргон се превърна в ново ниво в подобряването на заваръчните процеси!
Предимствата от използването на газови заваръчни смеси на основата на аргон върху въглеродния диоксид:
Увеличаване на количеството на метала, нанесен за единица време, както и намаляване на загубата на електродния метал за пръскане.
Намаляване на количеството пръскане (пръскане) в района заварена връзка и като следствие - намаляване до 95% от интензивността на труда за тяхното отстраняване. Увеличете плътността и пластичността на заваръчния метал. Увеличете здравината на заварената връзка. Процесът на заваряване е стабилен дори при някои неравномерно подаване. заваръчна телкакто и наличието на следи от технологична грес и ръжда по повърхността му. Хигиенните условия на работа на работното място на заварчика се подобряват чрез значително намаляване на количеството на заваръчните газове и изпарения.
Най-добро качество:
Намалява количеството на оксидните включвания и смачква зърното, подобрявайки микроструктурата на метала. Увеличава дълбочината на проникване на шева, увеличава плътността му, което в крайна сметка увеличава здравината на заварените конструкции.
Висока якост на умора, най-добър външен вид на продуктите - тежки аргументи в полза на заваръчни смеси по време на заваряване.
По-висока производителност:
Скоростта на заваряване в сравнение с традиционната (в защитна среда на CO2) се удвоява. Това се дължи на по-ниското повърхностно напрежение на разтопения метал, което води до 70% -80% намаляване на пръскането и пръскането на електродния метал. Незначителното количество пръски и повърхностна шлака в много случаи изключва работата по почистването на заварените елементи.
спестявания:
Намалява консумацията на енергия и заваръчната тел с 10-15%. Позволява значително да се намалят разходите за работа, свързана с почистването и подготовката на заваръчните шевове преди боядисване или поцинковане. Увеличава експлоатационния живот на заваръчните дюзи, маски за стъкло и облеклото, в резултат на което разходите за подмяната им се намаляват.
Най-добри условия на работа:
Значително по-малко дим, заваръчни газове и вредни газове поддържат заварчика здрав и му позволяват да работи с голямо внимание дълго време. Рискът от професионално заболяване на заварчиците - силикоза на белите дробове се намалява.
Време е да се използват модерни технологии и нови продукти, които позволяват на производителите да гарантират високо качество на работа и ефективност на производството, да подобряват и осигуряват условията на труд на своите работници.
Фирма "Cryogenservice" доставя заваръчни газови смеси, бутилки за пълнене и бърза доставка на специализиран транспорт.
Сравнителна таблица за избор на състава на заваръчната смес
| Наименование и обозначение на газовата смес | Състав и метод на доставяне | Обхват на приложение при заваряване |
|---|---|---|
| Смесете газ TU 2114-001-87144354-2012 Ar / 2CO2 | 98% Ar + 2% CO2Ar - газ от най-висок клас аргон (99.993%), CO2 - въглероден двуокис най-висок клас газ (99.8%). в моноблокове BMKB - под налягане 200 kgf / cm2. Цилиндрите са боядисани в черно и имат бяла надпис „смес от Ar-CO2 |
полуавтоматично заваряване: - неръждаеми стомани; - тънкостенни продукти (дебелина по-малка от 1 mm) от обикновени структурни стомани; - заваряване-спояване на полуавтоматично устройство от галванизирани детайли и медно-железни връзки. |
| Смесете газ TU 2114-001-87144354-2012 Ar / 10CO2 | 90% Ar + 10% CO2Ar - газ от най-висок клас аргон (99.993%), CO2 - въглероден диоксид най-висок клас газ (99.8%). в моноблокове BMKB - под налягане 200 kgf / cm2. | - полуавтоматично заваряване на нисколегирани и умерено легирани конструкционни стомани; - всички видове високоскоростно заваряване; - импулсно заваряване; - възможно е да се работи както в режим на атомизиран трансфер, така и в реактивен режим. |
| Газова смес TU 2114-001-87144354-2012 Ar / 18CO2 |
82% Ar + 18% CO2Ar - газ от най-висок клас аргон (99.993%), CO2 - най-висок клас въглероден диоксид (99.8%). в моноблокове BMKB - под налягане 200 kgf / cm2. Цилиндрите са боядисани в черно и имат бял надпис "Ar-CO2" |
Най-гъвкавата газова смес за полуавтоматично заваряване на въглеродни конструкционни стомани, подходяща за почти всички видове материали и видове фуги. |
| Смесете газ TU 2114-001-87144354-2012 Ar / 20CO2 Сертификат на НАКС № АЦСМ-12-01610 |
80% Ar + 20% CO2Ar - газ от най-висок клас аргон (99.993%), CO2 - въглероден двуокис най-висок клас газ (99.8%), доставя се: в стоманени бутилки под налягане от 150 kgf / cm2; в моноблокове BMKB - под налягане 200 kgf / cm2. Цилиндрите са боядисани в черно и имат бял надпис "Ar-CO2". |
- полуавтоматично заваряване и напластяване на конвенционални конструкционни стомани; - полуавтоматично заваряване на неръждаема стомана с флюсова тел; -възможност за изпълнение на вертикални шевове с минимално пръскане |
| Газова смес TU 2114-001-87144354-2012 Ar / 25CO2 |
75% Ar + 25% CO2Ar - газ от най-висок клас аргон (99.993%), CO2 - въглероден двуокис най-висок клас газ (99.8%), доставя се: в стоманени бутилки под налягане от 150 kgf / cm2; в моноблокове BMKB - под налягане 200 kgf / cm2. Цилиндрите са боядисани в черно и имат бял надпис "Ar-CO2". | - полуавтоматично заваряване и напластяване на конвенционални конструктивни стомани, - заваряване на тръби на автоматични машини и роботи, - осигурява максимално проникване с минимум пръски, - работа във всички положения |
връх
Фирма "Криогенсервиз" извършва доставката на предприятия (от различни профили) с технически газове: азот, аргон, ацетилен, газови смеси, хелий от клас "А" и хелий от марка "Б", технически кислород, пропан и въглероден диоксид. В допълнение към доставките технически газовеФирмата е специализирана в търговията газови бутилкипроизведени по ГОСТ 949-73 и ГОСТ 15860-84 (за пропан). Сред допълнителните услуги на фирмата е възможно да се посочат услугите по ремонт, наем, покупка и преразглеждане (сертифициране) на газови бутилки.
- Смеси за заваряване на газ
- Критерии за подбор
- Текущ източник и функция
- Текуща настройка и цифров дисплей
За заваряване се използва разнообразно оборудване, но полуавтоматичната заварка е станала популярна днес, която има необходимата производителност, качество на работа и удобство.
Заваръчното полуавтоматично устройство е електротехническото устройство, предназначено за заваръчен процес с използване на електрод.
Преди да купите, трябва да решите как да изберете полуавтоматична заваръчна машина. Необходимо е да се вземат предвид многобройните параметри, за да се реши в коя газова среда ще се извърши работата.
Смеси за заваряване на газ
При избора на машина за заваряване е необходимо да се вземе под внимание газообразната среда, в която ще се извършва работата. Например, инертен газ (аргон) трябва да се използва за метода на MIG заваряване, а активен газ (въглерод) е подходящ за MAG.
Всички видове газове, които се използват за заваръчни машини, могат да бъдат разделени на 2 големи групи:

- Газови съединения, активно реагиращи с метали. Те включват въглероден диоксид, азот, кислород.
- Инертни газове, например хелий, аргон.
Най-простият вариант е да се използва въглероден диоксид и той ще бъде най-евтиният. Но в този случай, качеството на шева страда, не може да се нарече напълно лошо, но е необходимо допълнително почистване след работа, в противен случай шевът ще ръждясва. За полуавтоматично се препоръчва използването на смес от два газа - това е състав, който се състои от 20% въглероден диоксид и 80% аргон. Чистият аргон се използва за цветни метали и когато се използва волфрамов електрод, най-добре е да се вземе смес от 90% аргон и 10% водород.
Чист азот като защитна среда се използва за заваряване на бронзови части, месинг, Има модели, които могат да работят без газ, но тогава има нужда да се използва поток. Важно е незабавно да се определи при какви условия трябва да се извърши работата, дали има изисквания за газообразната среда.
Обратно към съдържанието
Критерии за подбор
За полуавтоматичен тип е необходимо да се обърне внимание на различни параметри. Критериите за подбор включват:

Важен показател при избора на заваръчна машина е стойността на напрежението на електрическата мрежа.
- товароносимост на електрозахранващата среда;
- избор на материал за заваряване, той може да бъде от неръждаема стомана, нисковъглеродна стомана, алуминий, цветни метали;
- дебелина на обработения метал;
- изисквания за качество на заваряване;
- качество заварен шев като се вземе предвид нейната дължина, ширина, положение в пространството;
- интензивността на работата на оборудването.
избора заваръчна машина, необходимо е да се обърне внимание на напрежението на електрическата мрежа. Важно е точно да се определи коя машина може да се използва за работа. Например, за еднофазни мрежи са подходящи само устройства, които могат да работят с мрежи от 220 V с товар до 16 А. Ако устройството е проектирано да работи при напрежение под 150 V, е трудно да се използва полуавтоматично устройство, необходим е допълнителен инвертор или електрически генератор, тъй като полуавтоматичното устройство няма да работи нормално.
Обратно към съдържанието
Какво трябва да бъде заваръчния ток
При избора на всяка единица е важно да се вземе под внимание текущото. Този индикатор определя при какви стойности оборудването няма да прегрее, колко дебел може да се свари металът. Когато се избере полуавтоматична машина за заваряване, трябва да се вземат под внимание някои индикатори. Например, ако завареният метал има дебелина до 5 мм, тогава е възможно да се вземе оборудване с ток от 150-200 А. Диаметър от 0,8-1 мм е допустим за жица. Но с по-голяма дебелина на заварените части, стойността на номиналния ток ще се увеличи до 250 А, използва се тел за работа с диаметър 1,2-1,6 мм. По-подробно, изборът на устройство за заваряване при условия на използване на въглероден диоксид ще се основава на следните стойности:

- При дебелина на метала от 0,8-1 mm ще е необходим диаметър на телта от 0,7 до 0,8 mm. Заваръчен ток трябва да бъде равен на 50-80 A.
- С дебелина на метала 1,5-2 мм, ще бъде необходим диаметър на тел от 0,8-1,2 мм. Заваръчният ток трябва да бъде равен на 90-200 A.
- С дебелина на метала от 3 мм, диаметърът на проводника ще бъде 1,2-1,4 мм, заваръчен ток - 200-380 А.
- С дебелина на метала от 4 mm, диаметърът на проводника ще бъде 1,2-1,6 mm, заваръчен ток - 200-350 A.
- Когато дебелината на метала е 8 mm, е необходимо да се използва диаметър на телта 1,2-2,5 mm. Заваръчният ток трябва да бъде 300-450 A.
Някои експерти препоръчват да се осигури резерв от 50 А. Това ще ви позволи да използвате апарата за метал с по-голяма дебелина, ако е необходимо. За да изберете полуавтоматична машина за заваряване, трябва да вземете предвид продължителността на товара. Това е необходимо, за да не се прегрява оборудването по време на работа. Тези стойности винаги се определят от производителя, но обикновено продължителността на натоварването е 60%. Това е напълно достатъчно за качествена работа.
Полуавтоматичното устройство използва електрическа дъга за топене на метален и пълнежен материал. Но за разлика от стандарта електродъгово заваряванекоето се осъществява с помощта на покрити електроди, тук се използва жица, която няма защитно покритие. Защитата се осигурява от газови смеси за заваряване. По време на заваряване, ваната от разтопен метал е защитена от горещ газ или смес, образувайки надежден щит от проникването на кислород и водород от въздуха. Също така, газовата смес за полуавтоматично заваряване допринася за унищожаването на оксиди и други негативни фактори. В резултат на това се получава по-надежден резултат, отколкото при обикновеното заваряване, но това изисква много труд.
сфера на приложение
Заваръчните газови смеси могат да се използват в почти всички места, където има работа с метална смес. Те са предназначени за заваряване с голяма отговорност. Цената на създаването на шев с газ е много повече, отколкото без нея, така че този метод се използва в случаите, когато се нуждаете от повишена гаранция за надеждност на връзката. Металните конструкции на строителните площадки, особено частите, които ги носят, са винаги свързани с газови смеси.
Тръбите в частната сфера или в промишлените предприятия са свързани с полуавтоматични устройства, тъй като тук трябва да постигнете плътност. Това елиминира наличието на микропукнатини, пори, кухини и други дефекти, които нарушават якостта. За всеки тип метално съединение, в зависимост от неговия състав, се избират неговите защитни газове и тяхната комбинация.
Ремонтните цехове и битовите площи също могат да осигурят използването на тези вещества, тъй като сред тях има сравнително евтини и доста надеждни възможности. Широката употреба се осигурява от различни комбинации от компоненти в смеси и от способността им да се използват за широк спектър от случаи.
предимства
Всяка газова смес за полуавтоматично заваряване е уникална, но като цяло всички те имат редица предимства и този факт заслужава такова широко използване в зона на заваряване, Основните предимства включват:
- Дава висококачествен шев;
- Повишава производителността на заваряване;
- Повишава ефективността на работа;
- Намалява количеството пръски от разтопен метал от заваръчната вана;
- Дава стабилно запалване на дъгата;
- Шевовете стават по-плътни и пластмасови едновременно;
- Увеличава скоростта на топене на метала;
- Намалява нивата на дим.
недостатъци
- Смесите на заваръчните газове са запалими и неправилното съхранение на бутилките може да причини експлозия;
- Някои смеси са вредни за човешкото здраве, водят до задушаване или поява на професионални заболявания;
- Не винаги е възможно да се получи един или друг сорт или да го направите сами.
Видове газови смеси
Има няколко основни вида смеси, които се използват в модерно заваряване, Сместа от газове аргон и въглероден диоксид е един от най-често срещаните и популярни видове за отговорна работа. Най-често се използва за свързване на стомани с ниско ниво на допинг. Въглеродният диоксид спомага за облекчаване на преминаването на струята. Използването на такава смес прави пластмасовите шевове и също така намалява вероятността от образуване на пори в тях.
Аргонът с кислород също дава по-плътна структура на съединението, тъй като порите тук практически не се образуват. Съотношението между газовете в сместа може да бъде различно, но често нивото на аргон достига около 95%.

Аргон с водород се използва за високолегирани стомани, включително неръждаема, никелова и техните сплави. Тази комбинация се използва на практика не само като, но и като формоване.
Аргон с хелий е предназначен за работа с цветни метали и техните сплави. Основните метали за тази смес са алуминий, мед, никел и различни никел-хромни сплави.
Аргон с активни газове се счита за универсална смес за работа с широка гама стомани. Те могат да бъдат разновидности на ниско, средно и високо ниво на допинг. Със своите свойства тази комбинация има сравнително ниска цена за своята индустрия.
Принципът на заваряване на полуавтоматични газови смеси
Заваръчните смеси от аргон и въглероден диоксид, както и други видове имат свои собствени характеристики на употреба. Принципът на приложение се основава на осигуряване на максимално ниво на защита, но за да не се повреди металът по време на заваряване. Най-напред се запалва горелката, с която се подава газов поток към връзката. Може да се използва за предварително загряване на обекта, ако се изисква от технологията.
След това дъгата се запалва с неплавящ се електрод. Полуавтоматични заваръчни апарати често се използва волфрамови електроди, Едновременно с запалването на дъгата, захранването на тел е защитено от поток от гореща газова смес. За висококачествено заваряване е необходимо да се изчисли правилно количеството газ и скоростта на телта. За това има режими, които са индивидуално избрани за всеки тип връзка.
Температурата на горене на сместа не трябва да разтопява метала и така, че с кратко разстояние на горелката с добавката от банята не е необходимо да се изключва. След завършване на шва, ако се нуждае от постепенно охлаждане, той може да се нагрее със същото гориво от работната горелка. При работа се изисква използването на лични предпазни средства.
заключение
Многокомпонентните газови състави са много често срещани в тази област, тъй като те спомагат за получаване на уникални свойства чрез комбиниране на няколко елемента. В допълнение към стандартните опции, можете да опитате да направите своя собствена желана комбинация. Има няколко начина да се подготви газова смес за заваряване. Във всеки случай на първо място трябва да се поставят правила за безопасност при работа с газово и полуавтоматично оборудване, тъй като все още съществува опасност от токов удар.
Полуавтоматичното заваряване изисква внимателно разглеждане на използваните защитни газове. Инертни газове (аргон, хелий), активни газове (въглероден диоксид, азот, водород и др.) И смеси от инертни и активни газове се използват като защитни газове по време на заваряването на топенето. Изборът на защитен газ се определя от химическия състав на заварения метал, изискванията, наложени върху свойствата на завареното съединение, икономическия процес и други фактори.
смес инертни газове с активни газове се препоръчва да се използва за увеличаване на стабилността на дъгата, увеличаване на дълбочината на проникване и промяна на формата на заваръчния шев, металургичната обработка на стопения метал и повишаване на производителността на заваряване. При заваряване в смес от газове се увеличава преходът на електродния метал в шева.
Смес от аргон с 1-5% кислород Използва се за заваряване на електроди с ниско съдържание на въглерод и легирана стомана. Добавянето на кислород в аргона намалява критичния ток, предотвратява появата на пори, подобрява формата на шва.
Смес от аргон с 10-25% въглероден диоксид използва се при заваряване на консумиращ електрод. Добавянето на въглероден диоксид по време на заваряване на въглеродни стомани позволява да се избегне образуването на пори, леко увеличава стабилността на дъгата и надеждността на защитата на заваръчната зона при наличие на течения и подобрява образуването на заварка при заваряване на тънък ламарина.
Смес от аргон с въглероден диоксид (до 20%) и с не повече от 5% кислород използва се при заваряване на електроди от въглеродни и легирани стомани. Добавките на активни газове подобряват стабилността на дъгата, образуването на шевове и предотвратяват порьозността.
Смес от въглероден диоксид с кислород (до 20%) използва се при заваряване на електроди въглеродна стомана, Тази смес има висока окислителна способност, осигурява дълбоко проникване и добра форма, предпазва шева от порьозност.
Полуавтоматичното заваряване с чист аргон не се използва често за неръждаеми стомани. Без активен защитен газ (кислород или CO2) дъгата не е стабилна. Топлинната проводимост и йонизационната енергия на аргона са ниски, а нагряването на детайла е недостатъчно. В резултат на това, топенето става много бавно и характеристиките на пренасяне на метал и потока са ниски. Това води до неравни шевове и недостатъчно проникване. За да се преодолеят тези ефекти, защитните заваръчни газове трябва да съдържат активни съставки като кислород или въглероден диоксид. Това стабилизира дъгата, подобрява характеристиките на потока и увеличава нагряването на детайла.
Аргоно-кислородна смес за защитни газове при заваряване на хромо-никелови сплави съдържат от 1 до 3% кислород. Те осигуряват стабилност на дъгата и ниски пръски по време на работа. Въпреки това, в сравнение с газовете, съдържащи CO2, това води до висока степен на окисление, недостатъчно нагряване и образуване на пори. Нагряването може да се постигне чрез увеличаване на съдържанието на кислород, което пропорционално ще увеличи окислителната способност на заваръчния шев. Това увеличава шлаковете, така че преди ецване на заварката е необходимо да се почисти с чук или полиране.
В тази връзка, най-широко използваните при полуавтоматично заваряване на хромоникелови стомани са защитни газови смеси на основата на аргон с съдържание на СО2 около 2,5%. В резултат на дисоциация и трансформация на молекули СО2 върху дъгата се постига по-високо нагряване с едновременно намаляване на окислението и намаляване на броя на порите. В сравнение със сместа Ar + O2, шевът е по-широк и материалът се топи по-надеждно поради по-високото нагряване.
За подобряване на характеристиките на потока и повишаване на скоростта на заваряване могат да се използват защитни смеси с допълнително съдържание на хелий. Съдържанието на хелий обикновено варира от 20% до 50%. В сравнение с аргона енергията на йонизация и топлопроводимостта на хелия са много по-високи, което създава по-голямо нагряване на детайла. В резултат, стопилката се загрява по-силно и става по-течна. Хелий, позволява да се затопли основния материал. На мястото на съединяване на заварените повърхности ще се види ясно, че при леко удължаване на шва неговата валцовка се разширява. Газовите смеси с хелий подобряват качеството на заваряване на много вискозни молибденови сплави на хромо-никелови сплави. Тези стомани, особено при заваряване с високо напрежение, имат склонност да образуват въглерод на повърхността, която се отстранява с голяма трудност. Когато се използва защитен газ, съдържащ хелий, количеството на саждите значително се намалява.
Начинът, по който заварка от неръждаема стомана с полуавтоматично устройство в въглероден диоксид е тема на нашата публикация.
- Източник на ток ();
- заваръчна тел;
- защитен газ.
Заваръчната тел трябва да бъде идентична на заварения метал. В нашия случай изберете неръждаема стомана за полуавтоматичната.
Заваръчна тел от неръждаема стомана за полуавтоматично заваряване
На пазара има проводник на руски и чуждестранни производители, който е разделен на прах и твърда секция. Диаметърът е от 0,13 до 6,0 mm. В домашни условия се използват диаметри от 0,6 и 0,8 mm и над 1,0 mm при производството.
- Твърдият проводник се използва за свързване в защитни газове и потопени среди. Този метод елиминира проникването на въздух в зоната на заваряване, като по този начин подобрява качеството на заварката.
- Неръждаемият тел със самопокритие (самозащитен) е тънкостенна тръба, пълна с флюс и газ. Сместа от компоненти ви позволява да заварявате продукти без защитни газове (въглероден диоксид и аргон).
Тел за заваряване на неръждаема стомана полуавтоматичен, произведен с термообработка или студено изтеглена. И тя е разделена на окислена (Т) и светла (бяла, TS).
Неръждаемата тел се издава 2 класа на точност:
- висока точност (Р);
- нормална точност.
Тел с висока точност се използва за подобряване на качеството на шева.
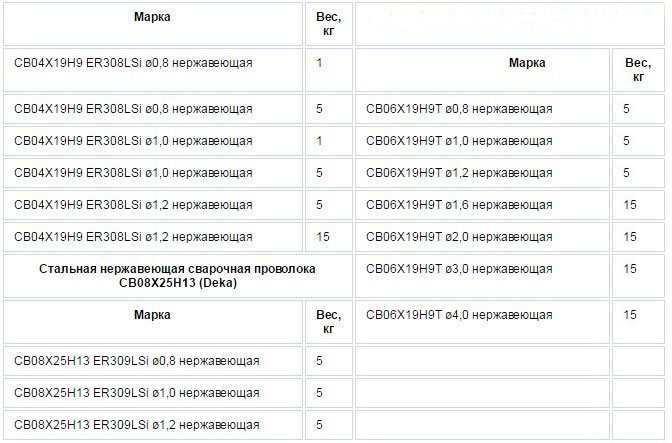
Химичният състав на неръждаемите стомани се разделя на различни степени и тел също има различни маркировки. Таблицата (по-долу) ще представи марките, диаметъра и теглото на неръждаемите жици:
Цената на неръждаема тел за полуавтоматична
Цената варира в зависимост от производителя и региона на пребиваване на купувача.
Средно:
- ER 308 LSI 0.8 mm 1kg - 825 рубли;
- ER 308 LSI 0.8 mm 5kg - 4237 rub.
видео:
Избор на газ
Кук полуавтоматичен газ-свободен - не можете, освен в случай на използване на прах проводници. Полуавтоматичното заваряване от неръждаема стомана може да се извърши в среда с въглероден диоксид или смес от въглероден диоксид и.

Въглеродният диоксид е достъпен и евтин газ за свързване на неръждаеми стомани. Когато се използва чисто, заварчикът е изправен пред прекомерно разпръскване на метал и накъсан заварен шев.
По-удобно е да се използва смес от аргон и въглероден диоксид, процентът 98/2 (Ar-98%, CO2-2%). Опитният състав на заварчиците на сместа варира в зависимост от марката на неръждаемата стомана и техните предпочитания.
Процентът на въглероден диоксид и аргон може да се регулира с помощта на два отделни цилиндъра. Изходите от две предавателни кутии трябва да се свържат с помощта на тройник, който се взема от чистачките на автомобила. Подробности за този дизайн във видеоклипа:
Остава само избраният защитен газ и жица, свързани към устройството. Имайте предвид: проводимият връх трябва да е със същия диаметър като проводника.
Купи съвети с марж, в процеса те изгарят и устройството след това готви по-лошо.
видео: как да настроите полуавтоматична работа (за начинаещи).
Как да заварите неръждаема стомана в въглероден диоксид
За почистване на работната повърхност на продукта, когато се свързва метал с дебелина от 4 mm или повече, за да се направят ръбове (канали за метален сплав). В, разказва за маркиране на неръждаеми стомани и подготовка на повърхности.
След като се скосят, свържете частите с форцепс, като оставите празнина между продуктите (най-малко 1,5 mm).
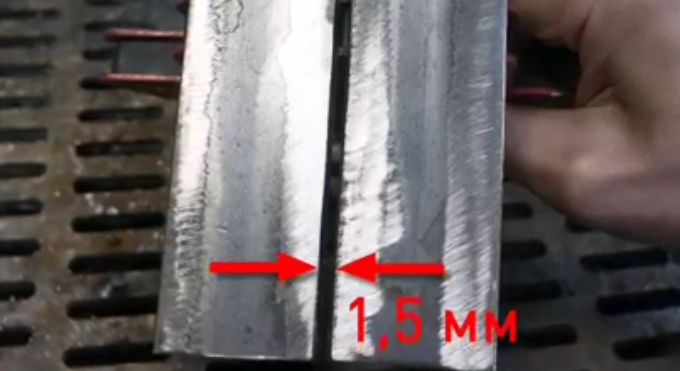
Разстоянието трябва да бъде по цялата дължина на детайла, което ще позволи на метала да кипи по цялата дебелина. Свържете масата и настройте настройките си на полуавтоматична в зависимост от дизайна на устройството и дебелината на метала.
Обикновено полуавтоматично на предния панел има 2 настройки:
- заваръчно напрежение;
- скорост на подаване на тел.
Разширените модели са оборудвани с копче за регулиране на индуктивността. Също така скоростта на подаване на тел от диаметъра може да се регулира чрез превключвател.
Настройката на индуктивността променя твърдостта на дъгата, дълбочината на проникване и формата на валяка:
- С малка индуктивност: дъгата е студена - получаваме тънък валяк с дълбоко проникване;
- С голяма индуктивност: дъгата е гореща - широк валяк с плитка проникване.
Придържайки горелка с наклон от 20-60 градуса (разстоянието от дюзата до заваръчната вана е 10-20 мм), свържете свързването на неръждаема стомана с къси дръжки. Дръпнете спусъка - освободен, натиснат и освободен, така че бавно и пълнене на отрязаните ръбове с метал става. Можете да готвите като ъгъл назад (към себе си) и ъгъл напред (от себе си).
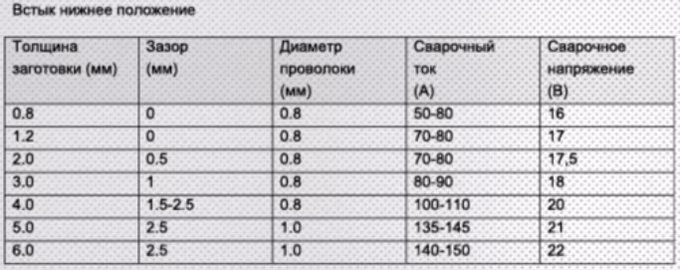
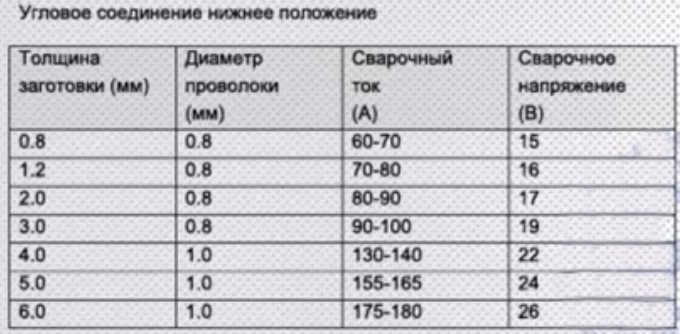
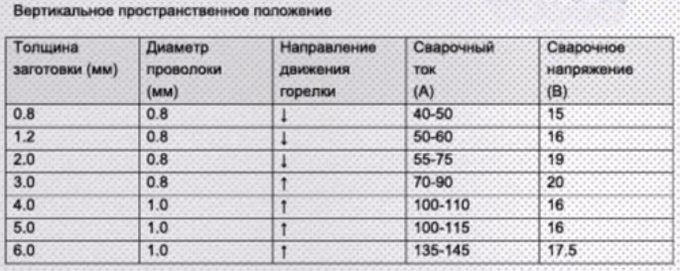
Таблиците (по-долу) ще ви помогнат да определите настройките на полуавтоматичното:
Когато заваряването се припокрива, не е необходимо да се срязвате, просто почиствайте повърхността, поставяйте частите един на друг и свързвайте.
В процеса на заваряване, преди новият шев да отхапе топката заварка на върха на жицата.




