Elektródák kézi ívhegesztéshez. A fajtaelektródák világa ívhegesztéshez. A fedett elektródák szimbóluma.
Elektródák kézi használatra ívhegesztés hegesztőhuzalból készült rudakból áll, amelyeken egy védőbevonat réteg van felhordva. Az elektróda bevonat olyan komponensek keverékéből áll, amelyek fokozzák az ionizációt és védik a hegesztési zónát a levegőtől való expozíciótól. A fedett elektródokat mindkét célra használják.
Hegesztési huzal az elektróda rudakhoz
Elektróda besorolás térbeli pozícióval a hegesztés során
A hegesztett részek megengedett térbeli elrendezésétől függően négy elektródcsoport van:
Az olvadékról
Megszakad-e az olvasztófürdő? Az olvasztófürdő létrehozása után az olvasztás során a bevonat füstöt vagy gázot okoz. Ezek a gázok fontos és létfontosságú szerepet játszanak! A 21% oxigén és 78% nitrogén kibocsátása, amely természetesen jelen van a lélegzett levegőben. Ezek a levegőben lévő két gáz hegesztési hibákat, oxidációt és nitridálást okozhat.
Az olvadt bevonat egy könnyű salakká válik, amely a folyékony és szilárd fémen vagy az olvadt fürdőben úszik, ami golyóvá válik. Összetétele és jelenléte miatt szűrőként működik. Szűrőként megkönnyíti a kicsapódott fémben a káros gázokat annak érdekében, hogy buborékokat szabadítson fel.
1 - megengedett a hegesztés bármilyen helyzetben;
2 - hegesztés bármilyen helyzetben, kivéve a függőleges hegesztések végrehajtását felülről lefelé;
3 - alsó pozícióban történő hegesztés, valamint vízszintes varratok és függőleges alulról felfelé történő hegesztés;
4 - az alsó helyzetben hegesztés és a "csónakban".
A fenti osztályozási módokon kívül a GOST 9466 az elektródák osztályozását is biztosítja a hegesztőáram polaritásától, a terhelés nélküli feszültségtől és az áramforrás típusától függően. hegesztési ív. Ezen mutatók alapján az elektródákat tíz csoportra osztjuk, és 0 és 9 közötti számokkal jelöljük.
Képzeljünk el egy pohár gyorsfagyasztott pezsgőt, és a kapott jégkockák hasonlítanak Gruyere-hez, ami a töréspontokhoz vezethet hegesztési varrás. A salak megakadályozza, hogy a fém leálljon. Néhány hegesztés esetén azt is elmondhatjuk, hogy az összeszerelendő rész bizonyos hibáinak kitöltéséhez speciális elemek szükségesek a mechanikai tulajdonságok növeléséhez, és ezáltal a betegségek vagy hegesztési hibák elkerüléséhez.
Hegesztés bevont elektródával, füst, védőgáz. hegesztes elektródák - a leggyakrabban használt hegesztési folyamat mind a mechanikai, mind a mechanikai fémszerkezetAlkalmazható szinte minden vas- és színesfém ötvözet hegesztésére, kivéve az alumíniumötvözeteket.
A bevonatos elektródák szerkezeti acélok kézi ívhegesztéséhez
A GOST9467 szerint hegesztő elektródák szerkezeti acélok A hegesztett kötés mechanikai tulajdonságaitól függően, egy vagy másik elektródával hegesztve, és a táblázatban bemutatott típusokba sorolhatók:
|
Elektróda típusa Ez egy nagyon sokoldalú folyamat, amelyben egy elektromos ív keletkezik a "hordható" elektróda között, amely megfelelően bevont és forrasztóelem. Az olvadt fém eltávolítása az elektródából az ívbe kerül az olvadt fürdőbe, míg a bevonat által előállított gázok megvédik azt a légkörtől. Az olvasztófürdő felett olvadó olvadék megvédi a légkört a megszilárdulás során. Az elektródával végzett hegesztési folyamat minden helyzetben jól alkalmazható hegesztésre, és a berendezés egyszerűsége miatt sok esetben, még in situ vagy zárt térben is használják. Ugyanakkor a kétségtelen működési előnyök ellenére alacsony termelékenységet kell mutatnunk, sőt az elektródának csökkentett hossza van, ezért gyakran cserélni kell. |
A hegesztési fém mechanikai tulajdonságai |
kinevezés |
||
|
Ideiglenes ellenállás, MPa |
Az ideiglenes ellenállású acélok hegesztése 500-600MPa |
|||
|
A magas és nagy szilárdságú szerkezeti acélból készült szén és alacsony ötvözetű acélok hegesztése, 600 MPa feletti ideiglenes ellenállással elektróda hegesztőgép egy generátorból és két féknyeregből áll: az egyik a tömegből, a másik az elektródatartó. Meg kell adnia az ív megkezdéséhez és a hegesztési fázisban tartásához szükséges teljesítményt. A bevont elektróda két részből vagy egy fémmagból áll, amely befogadó anyagként és védőbevonatként működik. A hegesztés során az elektródmagot megolvasztják, és cseppek formájában az olvasztófürdőbe kerül; Ugyanakkor a bevonat az olvadt fürdőben lévő magot is követi az elektródacsúcs kialakításához, és ez a konfiguráció megvédi az elektróda végét, ahol az anyag megolvadt, és olyan helyi gáz túlnyomást hoz létre, amely szakadáshoz és a csepp átadásához vezethet. |
||||
Az E70, E85, E100, E125, E150 elektródák esetében a mechanikai tulajdonságokat a hőkezelés után az elektróda útlevélének megfelelően jelezzük.
A táblázatban bemutatott elektródok minden típusa több elektróda márkának felel meg. Például az ANO-3, ANO-4, MP-3, OZS-4, OZS-6 elektródák márka típusai azonosak - E46.
Mindegyik elektród márka megfelel a védőbevonat bizonyos összetételének, egy bizonyos márkának. hegesztési huzala rúd készült, valamint a hegesztési tulajdonságok és a technológiai tulajdonságok.
Az elektródák főbb jellemzői
A bemeneti anyag egy részét elpárologtatjuk olyan gázok létrehozásával, amelyek ívvédő zónát hoznak létre, csökkentve a fürdő oxidációjának kockázatát. Ebben a "védett zónában" az olvadt fém cseppekké való átvitele következik be: ebben az esetben a fém bevonásával egyidejűleg olvadó bevonat megolvasztja az olvadt fémcseppeket, ami "további védelmet nyújt az oxidáció ellen".
Ezután el kell távolítani a szemetet. Bevonási tulajdonságok. Védelem az oxidáció ellen. A bevonat gáznemű, védőgáz keletkezik az elektromos ív körül, szilárd formában, megvédve az olvadt elektróda végét és a fürdőbe leeresztő cseppeket. Fürdő kirakodása. A fürdőhígítás a bevonatban lévő deoxidáló elemek, mangán és szilícium miatt következik be; Kémiailag reakcióba lépnek az olvadt fürdővel, kivonják az oxigént a fürdőben lévő vas-oxidokból, és így oldhatatlan oxidokat képeznek az olvadt fémben, amelyek a felületre salakként emelkednek. Az elektródot olyan anyagok okozzák, mint a kalcium és a magnézium karbonátjai, amelyek képesek kén és foszfor felvételére olyan vegyületek formájában, amelyek közvetlenül a sárfürdő felületére emelkednek.
Az elektróda típusának megválasztása a hegesztendő anyagtól, a hegesztendő alkatrészek vastagságától, a hegesztési körülményektől, a hegesztési körülményektől, a hegesztett termék céljától és működésének feltételeitől függ.
A fedett elektródák szimbóluma
Az elektróda megjelölése tartalmazza a típus típusát, az elektród márkáját és a rúd átmérőjét, valamint a bevonat típusát és a GOST-ot.
Az ötvözet elemei. A fenti elemeken kívül a bevonat ötvözetet, mangánt, krómot, nikkelt, molibdént stb. Tartalmazhat. Amelyek az olvasztott zónában ötvözet elemek maradnak, megváltoztatva kémiai összetételüket. Hatás az ív stabilitására. Ebben az esetben a fő elektródok használatához a legjobb a használata hegesztőáram P-típusú.
Elektródák szén- és alacsony ötvözetű szerkezeti acélok hegesztéséhez
Az olvasztó bevonat azon része, amely a fürdő felületén salakként képződik, a salak felületi feszültségének hatására segíthet, és a biztosíték megtartja a fürdőt az alapanyaghoz, így könnyebben meg tudjuk forrasztani. Ha ez a művelet meghiúsul, a hegesztésnek síknak vagy maximálisnak kell lennie az elülső helyzetben. Bevonat típusok Az előző bekezdésekben néhány alapvető információt ismertettünk az elektród bevonatokról, az alábbiakban további tipikus bevonatokkal kapcsolatos további információkat adunk meg.
A GOST9467 elektróda megjelölése szerint dekódoljuk:
E46A - az elektróda típusa (E - elektróda ívhegesztéshez; 46 - garantált hegesztési szilárdság (460 MPa); A - hegesztések magas hajlékonysággal rendelkeznek);
UONI-13/45 - elektródrúd márka;
3 - rúdátmérő;
Y - elektródák alacsony ötvözetű iskolák hegesztéséhez, valamint szénacélok hegesztéséhez;
D2 - a második csoport vastag bevonatával;
E - elektróda
43 2 (5) - a hegesztés mechanikai tulajdonságainak értéke (43 - ideiglenes szakítószilárdság legalább 430 MPa; 2 - legalább 22% relatív nyúlás; 5 - legalább 34,5 J / cm2 ütésállóság -40 ° C hőmérsékleten) C);
B - a fő bevonattal ellátott elektróda;
1 - az elektróda bármilyen térbeli helyzetben hegesztésre használható;
0 - állandó hegesztőáram fordított polaritás.
A hegesztő elektródok fő célja és összetétele
Savas bevonat Ezek vas-oxidok és vasötvözetek, például mangán és szilícium bevonatai. A bélés által létrehozott talaj könnyen eltávolítható, de nem használható újra, mindig a legjobb, ha eltávolítja azt, mielőtt a következő szakaszokra lépne, hogy elkerülje a szennyeződések kizárását.
Ezek a bevonatok kevéssé befolyásolják az alacsony nedvességtartalmú elemeket, ezért jobb, ha nem használjuk azokat alapanyagokra bizonyos mennyiségű kén- vagy foszfortartalommal, mivel olyan hibákat okozhatnak, mint a forró repedések. A savbevonatok jelentős mennyiségű alapanyagot olvadnak fel: folyékony fürdőformák, amelyek nem alkalmasak in situ hegesztésre. Ezek viszonylag higroszkópos bevonatok, ezért használat előtt jól kell kezelni, különben a hidrogén a hegesztés során behatolhat a későbbi hideg repedések kialakulásával.
A műszaki dokumentumokban az elektródákat rövidített névvel jelöltük, például UONI-13 / 45-3,0-2 GOST 9466-75.
A hegesztési fém egyenlő szilárdságát a hegesztési elektróda típusának megválasztása biztosítja, amely szabályozza a hegesztett kötés szilárdsági jellemzőit. Meg kell jegyezni, hogy a megnövelt fém mechanikai tulajdonságaival rendelkező elektródok alkalmazása, például húzószilárdság révén, a hegesztett szerkezet hatékonyságának csökkenéséhez vezethet.
A lerakódások mechanikai tulajdonságai jóak, mivel a fürdő jól oxidálódik. Rutil bevonatok Ezek hasonlóak a savas bevonatokhoz, de olyan elemeket tartalmaznak, mint a titán-dioxid, rutil vagy ilmenit, ami a keményítés után felületi öntést eredményez. Az ilyen típusú elektródok tartalmazhatnak olyan anyagokat is, mint a cellulóz, vagy korlátozott mennyiségben kalcium- és magnézium-karbonátok, az elektródák tipikus elemei. Alapvető lefedettség.
A rutilbevonatú elektródák, valamint a cellulóz nem tisztítják a fürdőt, és nem termelnek nagy mennyiségű hidrogént, ezért ritkán fordulnak elő hidegen formált acélok hegesztésekor. Ezen okokból a közepes vastagságú hegesztés során a rutinszerű felhasználást alkalmazzák.
Forrásacélok hegesztéséhez (gyengén oxidált kemencéből előállított alacsony szénacél acélból) bármilyen bevonattal ellátott elektródokat használnak.
A félig pihentető acélok hegesztéséhez (a folyékony fém oxidálásával nyert acél kevésbé teljes, mint a nyugodt acél megolvasztásakor, de nagyobb, mint a forró acél olvasztásakor) nagy vastagság esetén az alap vagy rutil bevonattal ellátott elektródokat kell használni.
A cellulózelektród bevonat cellulóztartalmú ötvözetelemekből, például mangánból és szilíciumból áll, amelyek nagy mértékben deoxidáló elemek. Ezért a cellulóz egy nagy tisztaságú elektróda és bevonat, amely főleg gázozott és minimálisra csökkenti a salakot az olvadt fürdőben. Ez a típusú bevonat lehetővé teszi, hogy a „függőleges lefelé” pozíciót hegessze, és jelentős mennyiségű alapanyagot olvad, ami jó előterjedést biztosít. A cellulózhibák nem hatékonyak a szennyeződések ellen, ezért nem használhatók hegesztési folyamatokban alacsony ötvözetű elemeket tartalmazó alapanyagokkal, ahol forró gördülési problémákat okozhatnak.
Az alacsony hőmérsékleten vagy dinamikus terhelések alatt működő csendes acélszerkezetek hegesztését az alapbevonattal ellátott elektródokkal kell elvégezni.
Az ív stabilitása befolyásolja a varratok minőségét és a váltakozó áramú hegesztés lehetőségét. Az ív a legstabilabb a cellulóz, savas és rutil bevonattal rendelkező elektródáknál. Ez lehetővé teszi a hegesztő transzformátorok használatát. Az alapvető bevonóelektródák csak közvetlen áramforrásokat igényelnek.
Ezeket nem lehet használni még akkor is, ha hegesztés történik hígítószerkezetekre hajlamos anyagokkal, mivel a "levegő hidrogén" mellett ugyanaz a bevonat nedvesség hordozója. A főelektródák által létrehozott skálát nehéz eltávolítani és eltávolítani, ezért egymást követő áthidalások esetén teljesen el kell távolítani azt; ha az égés a zsinór szabálytalanságában marad és nem távolítható el, akkor „szilárd porozitást” eredményezhet. A főelektródákkal való hegesztést rövid húrokkal kell végrehajtani, hogy elkerüljük a hosszúkás porozitás kialakulását, amelyet „lemezeknek” is neveznek.
Az alsó, függőleges és mennyezeti helyzetben a varrat jobban képződik a cellulózbevonattal ellátott elektródákon, mivel az elektródfém kis csepp átadása és a salak magas viszkozitása kiváló minőségű hegesztési útmutatást nyújt. A fő bevonattal ellátott elektródáknál a varrás rosszabb.
A vastagfalú szerkezetek többrétegű varratokkal történő hegesztésekor a salakelválasztás jelentős mutató. A rutil-, cellulóz- és savas bevonatokkal ellátott elektródok a fő bevonathoz képest jobb salakelválasztást biztosítanak.
Az anyagátvitel nagyon nagy cseppeken történik, ami könnyen létrehozhat rövidzárlatot. A kalcium-karbonátok jelenléte a bevonatban lehetővé teszi, hogy a fürdőszobát kis súrlódású elemekkel, például kénnel és foszforral tisztítsák meg, hogy nagy tisztaságú lerakódásokat és jó mechanikai tulajdonságokat kapjanak; Emiatt ezeket az elektródákat akkor kell használni, ha forró hengerelt anyagok hegesztése történik. Az ilyen típusú bevonatok egyik legnagyobb problémája a magas higroszkóposság.
A nedvesség nyomait a bélésből kiküszöbölve az elektródát speciális kemencékben kell feldolgozni, ellenkező esetben a hideg repedéssel járhat. Az elektródák kiválasztása. Az elektródák típusának megválasztásánál figyelembe kell venni az alap hegesztőanyagának jellemzőit; ezért kívánatos tudni annak kémiai összetételét, szakító- és ütésállósági jellemzőit, metallográfiai szerkezetét és végül a hegesztési teljesítmény helyzetét.
Az alapvető bevonó elektródákkal való hegesztés alapos tisztítást igényel a rozsdától, olajtól, szennyeződéstől a porogenezis elkerülése érdekében. Ezenkívül a fő bevonattal ellátott elektródák hajlamosak a pórusképződésre a hegesztés kezdeti pillanatában és a hosszú ívben történő hegesztés során.
A szén és a hegesztés elektródáinak jellemzői. \\ T alacsony ötvözetű acélok
A szabvány alfanumerikus megnevezéssel osztályozza az elektród típusát tulajdonságainak megfelelően. Megfelelő szabványok. A második szám az elektród típusát jelzi. 1. táblázat - A kicsapódott fém minimális ellenállása és kitermelése. A jelenleg rendelkezésre álló hegesztési technológiák nagyon sok. Egy fontos osztályozási kritérium, amely szintén a különböző módszerek minősítésének alapvető eleme, az úgynevezett „hőbevitel”, azaz a hőforrás, amelyet a hőforrás a forrasztás során a közös zónához biztosít.
| E42 típus 412 MPa (42 kgf / mm 2) |
||||
| jel, | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| A fény | ||||
| 1-3 mm vastagságú acélból készült termékekhez. A hegesztés felülről lefelé végezhető. | ||||
| ANO-6 | ||||
| Hegesztés rövid vagy közepes ív. Megtisztított élek által engedélyezett. A hegesztési hegesztések hegesztésekor a hegesztés irányában 40-50 ° -os szögben döntse meg az elektródát. Magas ellenállással rendelkezik a pórusok és a forró repedések kialakulásával szemben. Uhh≥50V. | ||||
| ANO-6M | ||||
| Hegesztés rövid vagy közepes ív. A salak könnyen elválasztható. Minimális fröcskölés. Alacsony hajlam a pórusokra és a forró repedésekre. Uhh≥50V. | ||||
| ANO-17 | ||||
| Nagy teljesítmény. Hosszabb varratokkal vastagabb fémek hegesztéséhez. Alacsony érzékenység a pórusképződésre oxidált felületen történő hegesztés során. Uhh≥50V. | ||||
| WCC-4 | ||||
| A csővezetékek hegesztése elektróda rezgése nélkül, felülről lefelé. A varrás gyökere be van kapcsolva egyenáram bármilyen polaritás, a "forró" áthaladás a fordított polaritáson. Hagyjon legalább 50 mm-es kupakot. | ||||
| WCC-4M | ||||
| A gyökérvarrás hegesztése és a csőcsatlakozások „forró” áthaladása. Hagyjuk a hegesztést a "felülről lefelé" módon az elektróda támogatásával. Ellenőrizze a pórusok kialakulását. | ||||
| OZS-23 | ||||
| Az oxidált felületen kis vastagságú hegesztési szerkezetekhez. Alacsony érzékenység a pórusképződésre. Alacsony toxicitás. Uhh≥50V. | ||||
| OMA-2 | ||||
| Kis vastagságú (0,8-3,0 mm) kritikus fémszerkezetek hegesztéséhez. Hosszú ívhegesztés oxidált felületen. Az alacsony olvadási teljesítményű elektródák. Uhh≥60V. | ||||
| E42A típus Acél szakítószilárdságig 412 MPa (42 kgf / mm 2) nagy igényekkel rendelkezik a varrat számára a hajlékonyság és a keménység érdekében. |
||||
| UONI-13/45 | ||||
| Alacsonyabb hőmérsékleten működő kritikus szerkezetek hegesztéséhez. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| UONI-13 / 45A | ||||
| SHL-4, MS-1, St3sp és hasonló acél típusú kritikus szerkezetek hegesztéséhez. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| UONII-13/45 | ||||
| UONII-13 / 45A | ||||
| Alacsonyabb hőmérsékleten működő kritikus szerkezetek hegesztéséhez. Hegesztés rendkívül rövid ív a gondosan tisztított éleken. | ||||
| UONII-13 / 45R | ||||
| Hajóépítési acélok hegesztéséhez. Hegesztés egy rövid ívre a tisztított éleken. A hegesztési fém magas ellenállása a forró repedésekhez. | ||||
| E46 típus A legfeljebb 5% szakítószilárdságú acélokhoz. \\ T 451 MPa (46 kgf / mm 2) |
||||
| ANO-4 | ||||
| Minden csoport egyszerű és kritikus szerkezeteinek hegesztéséhez és a deoxidáció fokához. Hegesztési ív közepes hosszúságú. Megtisztított élek által engedélyezett. Nem hajlamos a pórusképződésre emelkedett áramban. Uhh≥50V. | ||||
| ANO-13 | ||||
| Függőleges sarok-, kör- és fenékvarratokhoz a "felülről lefelé" módon. Hegesztés rövid vagy közepes ív. A tisztítatlan éleken lehetséges. A hegesztési fém forró repedésálló. A bevonat higroszkópos. Uhh≥50V. | ||||
| ANO-21 | ||||
| Egyszerű és felelősségteljes formatervezés szénacél minden csoport és deoxidációs fok. Hegesztés hosszabbított ívekkel a tisztítatlan élek mentén. Uhh≥50V. | ||||
| ANO-24 | ||||
| Hegesztésre szerelési körülmények között. Hegesztés hosszabbított ívekkel a tisztítatlan élek mentén. Alacsony hajlam a lefelé. Uhh≥50V. | ||||
| ELN-34 | ||||
| Az alsó helyzetben az elektródát a hegesztés irányában a függőleges irányból 20-40 ° -kal hajtsa végre. Hegesztés lehetséges hosszúkás ív az oxidált felületen. Uhh≥50V. | ||||
| ELZ-C-1 | ||||
| Az alacsony szén-, szén- és alacsony ötvözetű acélok hegesztési szilárdsága akár 490 MPa. Uhh≥50V. | ||||
| IR-3 | ||||
| Felelős tervezés. Hegesztés rövid vagy közepes ív. Tisztítsa meg alaposan a felületeket. Jól átfedő rések. Nagyáramú hegesztéskor pórusok lehetségesek. Uhh≥60V. | ||||
| MR-3M | ||||
| Legfeljebb 0,25% széntartalmú acélok esetében. Lehetséges a nedves, rozsdás, rosszul tisztított fémoxidok hegesztése. Rendkívül produktív. A közepes és nagy vastagságú hegesztést magas "hátsó szögben" hajtjuk végre. Uhh≥60V. | ||||
| TAU-3 | ||||
| A kritikus alkatrészek hegesztéséhez. Rövid ívhegesztés. Hegesztés tisztítatlan felületeken megengedett. Uhh≥60V. | ||||
| OZS-4 | ||||
| A kritikus alkatrészek nagy teljesítményű hegesztéséhez. Hegesztés hosszúkás ívvel és tisztítatlan felületeken megengedett. Uhh≥60V. | ||||
| OZS-4I | ||||
| A felelősségteljes tervekért. Hagyja a nedves, rozsdás, gyengén tisztított fémoxidok hegesztését. Nagy teljesítmény. Hegesztés az alsó pozícióban közepes és nagy vastagságú "szög háttal". Az átlagos ívhossz. Uhh≥60V. | ||||
| OZS-6 | ||||
| Nagy teljesítményű hegesztéshez. Hosszú ívű hegesztés megengedett, az oxidált felületen is lehetséges. Uhh≥50V. | ||||
| OZS-12 | ||||
| T-csuklókhoz ajánlott kis lapú, konkáv varratokkal. A salak könnyen elválasztható. Hegesztés hosszúkás ív és oxidált felület. Uhh≥50V. | ||||
| E46A típus 451 MPa (46 kgf / mm 2) szakítószilárdsággal rendelkező acélok esetében, amelyek fokozott követelményeket támasztanak a hajlékonyság és a merevség tekintetében. | ||||
| TMU-46 | ||||
| A kritikus struktúrák, beleértve a csővezetékeket is. Hegesztés egy rövid ívre a tisztított éleken. Uhh≥65V. | ||||
| UONI-13 / 55K | ||||
| Kritikus struktúráknál, amelyek negatív hőmérsékleten és váltakozó terheléssel működnek. Hegesztés egy rövid ívre a tisztított éleken. A hegesztési fém erősen ellenáll a forró repedéseknek, és alacsony hidrogén-tartalma jellemzi. | ||||
| ANO-8 | ||||
| Alacsonyabb hőmérsékleten működő szén- és alacsony ötvözetű acélszerkezetek hegesztéséhez. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| E50 típus 490 MPa szakítószilárdságú acélokhoz (50 kgf / mm 2) | ||||
| WCC-4A | ||||
| A gyökérhegesztés és a csővezetékek és a kritikus struktúrák ízületeinek "meleg" folyosója nagy teljesítményű hegesztése. A gyökérvarrás hegesztése habozás nélkül, bármilyen polaritású egyenárammal. "Hot" áthaladás - a gyökér varrása után. Mindkét felülről lefelé rétegeket hegeszteni. Hagyjon legalább 50 mm-es kupakot. | ||||
| 55-U | ||||
| Hegesztés rövid ívgel vagy gondosan tisztított éleken nyugszik. Uhh≥65V. | ||||
| E50A típus 490 MPa (50 kgf / mm 2) szakítószilárdságú acélok esetében a hajlékonyság és a keménység fokozott követelményei. | ||||
| ANO-27 | ||||
| A kritikus szerkezetek hegesztéséhez -40 ° C-ig terjedő hőmérsékleten Rövid ívhegesztés gondosan tisztított felületen. Biztosítson alacsony hidrogéntartalmat a varratokban. | ||||
| ANO-T | ||||
| A kritikus szerkezetek és csővezetékek hegesztéséhez minden éghajlati zónában. Hegesztés gyökérvarrása hátlapok nélkül. A hátsó görgő kialakítása a felső helyzetben. | ||||
| ANO-TM / H | ||||
| 59-1420 mm átmérőjű olaj- és gázvezetékek és más kritikus szerkezetek forgócsuklóihoz. Hegesztés egy rövid ívre a tisztított éleken. Hatékony egyoldalas hegesztéshez. Uhh≥65V. | ||||
| ANO-TM | ||||
| Kritikus szerkezetek esetében, beleértve az alacsony szén-dioxid-kibocsátású és alacsony ötvözetű acélcsöveket. Hegesztés egy rövid ívre a tisztított éleken. A 0,5-3 mm magasságú fordított henger minőségileg képződik. | ||||
| ITS-4 | ||||
| St3sp, 09G2, 09G2S, 10HSND, 10G2S1D-35, 10G2S1D-40 stb. Rövid ívhegesztés a gondosan tisztított éleken. Magas korrózióállóság biztosítása. | ||||
| ITS-4C | ||||
| A hajóépítés kritikus szerkezeteinek hegesztéséhez; SHL-4, 09G2 acélok, stb. Hegesztés rövid tisztítással a tisztított élek mentén. Uhh≥65V. | ||||
| OZS-18 | ||||
| Acélból készült 10ХСНД, 10ХНДП és más, 15 mm vastagságú, légköri korróziónak ellenálló kritikus szerkezetek hegesztésére, alacsony hidrogéntartalommal. | ||||
| OZS-25 | ||||
| A kritikus szerkezetek hegesztéséhez. Rövid ívhegesztés a gondosan tisztított éleken. Jó salakelválasztás. Az alulcsapások és a kicsi pelyhes varrás hiánya. | ||||
| OZS / VNIIST-26 | ||||
| A hidrogén-szulfiddal szennyezett olaj- és gázvezetékek esetében. Rövid ívhegesztés a gondosan tisztított éleken. Magas korrózióállóság a hidratált 25% -os hidrogén-szulfid környezetében. | ||||
| OZS-28 | ||||
| Az acélból készült kritikus szerkezetek 09Г2, 10ХСН, stb. Hegesztés egy rövid ív gondosan tisztított élek mentén. Uhh≥60V. | ||||
| OZS-33 | ||||
| Különösen felelősségteljes formatervezéshez. A forró repedésekkel szembeni magas ellenállással és alacsony hidrogéntartalommal ellátott hegesztési fém. Hegesztés rövid vagy rendkívül rövid ívben a tisztított élek mentén. | ||||
| TMU-21U | ||||
| Az olyan acélokhoz, mint a 15GS, stb. erőművekhez. 16 mm-nél nagyobb falvastagságú csövekhez. Hegesztés szűk vágásnál, összesen 15 ° -os szögben. Rövid ívhegesztés a gondosan tisztított éleken. Az ív egyszerű gyújtása "kezdő" porozitás nélkül. | ||||
| TMU-50 | ||||
| Kritikus szerkezetek és csővezetékek. Hegesztés egy rövid ívre a tisztított éleken. Uhh≥65V. | ||||
| SSSI-13/55 | ||||
| Kritikus struktúráknál, amelyek negatív hőmérsékleten és váltakozó terheléssel működnek. Rövid ívhegesztés a gondosan tisztított éleken. A hegesztési fém ellenáll a forró repedéseknek és alacsony hidrogén-tartalommal rendelkezik. | ||||
| UONI-13 / 55С | ||||
| Különösen felelősségteljes formatervezéshez. A forró repedésekkel szemben nagy ellenállást biztosítson a hegesztéshez. Alacsony hidrogén-tartalom. Hegesztés csak egy rövid ív a tisztított élek mentén. | ||||
| UONI-13 / 55TZH | ||||
| Az alacsonyabb hőmérsékleten működő különösen fontos szerkezetek esetében. A hegesztési fém ellenáll a forró repedéseknek. Alacsony hidrogén-tartalom. Hegesztés csak egy rövid ív a tisztított élek mentén. | ||||
| UONII-13 / 55R | ||||
| 490-660 MPa szakítószilárdságú hajóépítő acélokhoz. Hegesztés rövid ívgel vagy gondosan tisztított éleken nyugszik. | ||||
| MC-5 | ||||
| 400 ° C-ig terjedő hőmérsékleten működő kazánegységek csővezetékeinek és hőcserélőinek. Alacsony hajlam a pórusképződésre. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| MC-7 | ||||
| A 400 ° C-ig terjedő hőmérsékleten működő kritikus szerkezetek esetében. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| CO-8 | ||||
| A kritikus szerkezeteknél, amelyek 400 ° C-os hőmérsékleten, kis fémvastagsággal és kis átmérőjű csövek hegesztésére szolgálnak. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| E-138 / 50N | ||||
| Erősen terhelt varratokhoz a víz alatti edények. St3S, St4S, 09G2, SHL-1, SHL-45, MS-1 és egyéb acéloknál rövid ívhegesztés gondosan tisztított élek mentén. A hegesztési fém ellenáll a tengeri víz korróziójának. | ||||
| E55 típus Legfeljebb 539 MPa szakítószilárdságú acélokhoz (55 kgf / mm 2) | ||||
| OZS / VNIIST-27 | ||||
| -60 ° C hőmérsékleten működő hidegálló alacsony ötvözetű acélból készült csővezetékek és szerkezetek esetében. Rövid ívhegesztés a gondosan tisztított éleken. Gyökér öltés - közvetlen áram polaritás. | ||||
| UONI-13 / 55U | ||||
| A fürdési módszerben használt hegesztési szerelvények és sínek a kritikus struktúrákhoz kézi ívhegesztéssel. Hegesztés egy rövid ívre a tisztított éleken. A fürdő módszerével az aktuális értékek 1,3-1,7-szeresére nőnek. A hegesztés közbeni megszakítások nem megengedettek. Uhh≥65V. | ||||
| E60 típus 588 MPa szakítószilárdságú acélokhoz (60 kgf / mm 2) | ||||
| ANO-TM60 | ||||
| A csövek és más kritikus szerkezetek csuklós csatlakozásaihoz. Hegesztés egy rövid ívre a tisztított éleken. Gyökér varratok kialakítása a feltöltőelemek nélkül és a hegesztés az alapfémre történő zökkenőmentes átmenet révén. | ||||
| WSF-65 | ||||
| Kritikus struktúrák, beleértve a törzsvezetékeket is. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| OZS-24M | ||||
| -70 ° C hőmérsékleten működő 06G2NAB, 12G2AFYU, 10GNMAYU stb. Acélszerkezetek és csővezetékek esetében. Hegesztés egy rövid ívre a tisztított éleken. A hegesztési fém magas hidegállósággal rendelkezik. | ||||
| SSSI-13/65 | ||||
| Az alacsony szén-dioxid-tartalmú szén króm, króm-molibdén, króm-szilícium-mangán acélok alacsony hőmérsékleten működő kritikus szerkezeteihez. Rövid ívhegesztés a gondosan tisztított éleken. A hegesztési fém magas ellenállása a forró repedésekre. Alacsony hidrogén-tartalom. | ||||
Az elektródák jellemzői a megnövelt szilárdságú ötvözött acélok hegesztéséhez
| E70 típus A legfeljebb 5% szakítószilárdságú acélokhoz. \\ T 686 MPa (70 kgf / mm 2) |
||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| ANO-TM70 | ||||
| A kritikus szerkezetek és csővezetékek hegesztés nélkül történő hegesztéséhez. Hegesztés egy rövid ívre a tisztított éleken. Uhh≥65V. | ||||
| ANP-1 | ||||
| A 14HG2MR, 14HMNDFR stb. Acélból készült kritikus szerkezetek hegesztéséhez alacsony hőmérsékleten működő szállítási és közúti gépek alkatrészei. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| ANP-2 | ||||
| A kritikus szerkezetek hegesztéséhez. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| WSF-75 | ||||
| Csővezetékekhez és kritikus szerkezetekhez a töltő- és az elülső rétegek hegesztése során. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| E85 típus 833 MPa szakítószilárdságú acélokhoz (85 kgf / mm 2) | ||||
| NIAT-3M | ||||
| Hőre keményített acél kritikus szerkezeteinek hegesztéséhez. Rövid ívhegesztés a gondosan tisztított éleken. | ||||
| UONI-13/85 | ||||
| Hőálló edzett acélból készült, nagy szakítószilárdságú szerkezetek esetén: 30HGSA, 30HGSNA, stb. A hegesztési fém ellenáll a forró repedéseknek. Alacsony hidrogén-tartalom. | ||||
| UONI-13 / 85U | ||||
| A fürdési módszerhez szükséges szerelvényekhez és sínekhez és a nagy teherbírású acélból készült szerkezetek kézi ívhegesztéséhez. Hegesztés egy rövid ívre a tisztított éleken. Fürdés közben használja a maradék vagy eltávolított űrlapot. | ||||
| E100 típus Legfeljebb 980 MPa szakítószilárdságú acélokhoz (100 kgf / mm 2) | ||||
| AN-HN7 | ||||
| Összeszerelés nélkül. A rövid és közepes ív hegesztése gondosan tisztított éleken. | ||||
| VI-10-6 | ||||
| Összeszerelés nélkül. Rövid vagy közepes ívű hegesztés az elektróda hurok alakú mozgásaival, óvatosan hornyolt élek mentén. Gyors hűtéssel repedések lehetségesek a kráterekben. | ||||
| OZSH-1 | ||||
| A rövid ív hegesztése folyamatosan, anélkül, hogy lehűlne, gondosan tisztított éleken. Előmelegítés 400-450 ° C-ra. Felületburkolatokhoz használható. | ||||
Az elektródák jellemzői nagy szilárdságú ötvözött acélok hegesztéséhez
A hőbevitel nemcsak a hegesztés során bekövetkező hőátmenetet határozza meg, hanem a fúzió és a közös tömörítés, a strukturális változások stb. Is: A V Final jelentősen befolyásolja a kapcsolat szerkezetét és ennek következtében a végső technológiai jellemzőit. A fűtési rendszer szerint elválasztott fő hegesztési technológiák a következők.
Elektronikus íves folyamatok, nem fuzionált elektródákkal, olvadó elektródákkal, bevont elektródákkal, víz alatti ívekkel. - Ellenállás, fényesség, indukciós fűtés. - Lézer, elektronnyaláb, plazma folyamatok. Ezek olyan technológiák, amelyek a hegesztés során minden pontos tapadásvédelmi rendszert használnak, hogy elkerüljék vagy korlátozzák a maximális kölcsönhatást a környezettel és különösen a levegővel. Valójában minden anyag hegesztésének fő követelménye az, hogy megakadályozza az oxidfóliák képződését keményforrasztott felületeken, amit a hegesztett anyagok olvadási hőmérsékletének melegítésével biztosítanak.
| E125 típus A fenti húzószilárdságú acélok esetében 980 MPa (100 kgf / mm 2) |
||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| SRI-3M | ||||
| A 30HGSNA, 30HGSN2A, stb. Acélok esetében, hőkezelve 1274 MPa-ig (130 kgf / mm 2). Hegesztés egy rövid ívre a tisztított éleken. | ||||
| E150 típus 1470 MPa szakítószilárdságú acélokhoz (150 kgf / mm 2) | ||||
| NIAT-3 | ||||
| Nagy szilárdságú acélokhoz, 30ХГСНА típusú, 1470 MPa szakítószilárdsággal (150 kgf / mm 2) | ||||
Elektródák a burkoláshoz
A felszíni elektródák különböző kémiai összetételű, szerkezeti és tulajdonságú fémeket biztosítanak. A GOST 10051-75 szerint "Fém bevonattal ellátott elektródák speciális tulajdonságokkal rendelkező felületi rétegek kézi ívburkolásához" 44 ilyen típusú elektróda van.Mindegyikük alapfelületű. Ez biztosítja a legjobb ellenállást a repedések kialakulásához, amikor a magas széntartalmú acélrészeket és a szerkezet nagy merevségű részeit bevonják.
Az átfedő bevonatokkal rendelkező szerkezetek működési körülményeitől függően a burkolóelektródok általában 6 csoportra oszthatók.
A felületkezelő elektródák jellemzői
| Első csoport Elektródák a burkoláshoz, alacsony széntartalmú, alacsony ellenállású, magas ellenállással rendelkező fémhegesztéssel, fém és súrlódási terhelések esetén (ennek érdekében a 3. csoportba tartozó elektródák egyes márkái ebbe a csoportba tartoznak). | ||||
| Elektróda márka / fém típus, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| OZN-300M / 11G3S | ||||
| A szén- és alacsony ötvözetű acélokból készült alkatrészek súrlódási és ütési terhelés mellett működnek, például: tengelyek, tengelyek, csatlakozók, kereszteződések és az autó- és vasúti szállítás egyéb részei. | ||||
| OZN-400M / 15G4S | ||||
| Ugyanez, a hegesztett fém fokozott keménységével. | ||||
| НР-70 / Э-30Г2ХМ | ||||
| Olyan alkatrészeknél, amelyek intenzív ütésterheléssel és súrlódással rendelkeznek a fémen: sínek, keresztek és így tovább. | ||||
| TsNIIN-4 / E-65H25G13N3 | ||||
| 110G13L vasúti kereszteződések és egyéb nagy mangánacél részek öntési hibáinak hegesztéséhez. | ||||
| Második csoport Elektródák, amelyek közepes-szén-alacsony ötvözetű hegesztési fémeket biztosítanak magas ellenállással a fém-súrlódás és a fém- és ütésterhelés ellen normál és magas hőmérsékleten (600-650 ° C-ig). | ||||
| EN-60M / E-70H3SMT | ||||
| Minden típusnál a 400 ° С-ig terjedő érintkezőfelületek fűtésével és a szerszámgépek magas kopású alkatrészeivel: fogaskerekek, excentrikusok, vezetők stb. | ||||
| TL-14 | ||||
| Forró bélyegzéshez és vágáshoz, beleértve a kést, ollót, szerszámokat stb. | ||||
| 13KN / LIVT / E-80H4S | ||||
| A kotrógépek, vödörök, kotrógépek, úthasználati gépek kések fogazására, csiszoló kopás nélkül, jelentős sokkok és nyomás nélkül. | ||||
| OZSh-3 / E-37H9S2 | ||||
| Hideg és forró bélyegzés (max. 650 ° C) vágásához és vágásához és gépek és berendezések nagy kopású részeihez. | ||||
| OZI-3 / E-90H4M4VF | ||||
| A fémek forró és hideg (legfeljebb 650 ° C) deformációi, valamint a bányászati és kohászati és szerszámgépek kopásrészeihez. | ||||
| Harmadik csoport Elektródák, amelyek szén-, ötvözött (vagy magas ötvözetű) hegesztési fémeket biztosítanak nagy kopásállósággal és ütközési terhelésekkel szemben. | ||||
| OZN-6 / 90H4G2S3R | ||||
| A bányászati, építőipari gépek, stb. Nagy kopású részeihez, intenzív koptató kopással és jelentős ütési terhelésekkel. | ||||
| OZN-7 / 75H5G4S3RF | ||||
| Nagy kopású alkatrészekhez, főként 110G13L nagy mangánacélokból, intenzív kopással és jelentős ütésterheléssel. | ||||
| VSN-6 / E-110X14V13F2 | ||||
| Szén és magas mangán acélok nagy kopású alkatrészei esetében, amelyek jelentős terhelési terhelés alatt vannak koptató kopás. | ||||
| T-590 / E-320H25S2GR | ||||
| Abrazív körülmények között működő, mérsékelt terhelésű alkatrészek esetén. | ||||
| Negyedik csoport Elektródák, amelyek nagy ellenállású, magas nyomáson és magas hőmérsékleten (legfeljebb 680-850 ° C-ig) magas ellenállású szénhidrogénhegesztést biztosítanak. | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| Radiális kovácsológépek sztrájkolóinak, hideg és forró bélyegzőinek (legfeljebb 800-850 ° C) a fémek deformálódása, forró fémvágó kések, kopásálló alkatrészek a súlyos hőformálási körülmények között. | ||||
| UONI-13 / N1-BK / E-09H31N8AM2 | ||||
| Az erősen agresszív közeggel érintkező szelepek felületének tömítésére. | ||||
| OZI-5 / E-10K18V11M10H3SF | ||||
| Fémvágó szerszámokhoz, forró bélyegekhez (legfeljebb 800-850 ° C-ig) és különösen nehéz hőmérsékleti körülmények között működő alkatrészekhez. | ||||
| Ötödik csoport Elektródák, amelyek nagyfokú ötvözetű ausztenites hegesztési fémeket biztosítanak magas ellenállással a korrózióálló erózió kopása és a fém-fém súrlódás mellett magas hőmérséklet (akár 570-600 ° C-ig). | ||||
| CN-6L / E-08H17N8S6G | ||||
| 570 ° C-ig terjedő hőmérsékletű kazánok szerelvényeinek felületeihez és 7800 MPa (780 kg / mm 2) nyomásig. | ||||
| Hatodik csoport Elektródák, amelyek nagy ellenállóképességgel rendelkező, nagy hőmérsékletű és deformációs körülmények között (legfeljebb 950-1100 ° C) diszperzióval erősített, nagy ötvözetű hegesztési fémeket biztosítanak. | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| A fémek hideg és meleg alakváltozásának, a kohászati és gépi szerszámgépek alkatrészeinek kovácsolására és megmunkálására, a termikus fáradtság (950 ° C-ig) és magas nyomás mellett. | ||||
| OZSh-8 / 11H31N11GSM3YuF | ||||
| A fémek forró deformációjának szerszámgépek kovácsolására szuper-komoly termikus fáradtsági körülmények között (1100 ° C-ig) és magas nyomáson. | ||||
Elektródák öntöttvas hegesztéséhez és burkolásához
Az ilyen elektródák úgy vannak kialakítva, hogy kiküszöböljék a vasöntvények hibáit és javítsák a sérült és kopott alkatrészeket. Hegesztett szerkezetek gyártásához használhatók. Elektródák a hideghegesztés és az öntöttvas előfűtés nélküli bevonása acél, rézalapú ötvözetek, nikkel és vas-nikkel formájában alakul ki. Ezek a TsCh-4, OZCH-2, OZCH-6, stb. Márkák. Néha tanácsos az elektródákat más célra használni. Tehát, ha öntöttvas csöveket javítanak magas szennyezés és magas páratartalom mellett, jobb az OZL-25B márka. A szennyezett vas első rétegei az OZL-27 és az OZL-28 jelekkel végezhetők. Sikeresen használt és márkájú OZB-2M, bronz hegesztésre szánt.Az öntöttvas hegesztésére és burkolására szolgáló elektródák jellemzői
| , hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| TsCh-4 / FeV | ||||
| Szürke, nagy szilárdságú és gömbgrafitos vasrészek öntési hibáinak hegesztéséhez és hegesztéséhez. A szürke és nagy szilárdságú öntöttvas hegesztése. | ||||
| OZCH-2 / Cu | ||||
| OZCH-6 / Cu | ||||
| Szürke és gömbgrafitos vékony falú alkatrészek hegesztéséhez. | ||||
| MNCh-2 / NiCu | ||||
| A hegesztéshez, hegesztéshez és hegesztéshez a szürke és a gömbgrafitos öntöttvas alkatrészekből. | ||||
| OZCH-3 / Ni | ||||
| A szürke és nagy szilárdságú öntöttvas részeinek öntési és hegesztési hibáinak hegesztéséhez és hegesztéséhez, ha az illesztések fokozott követelményeket támasztanak a felületkezeléssel szemben. | ||||
| OZCH-4 / Ni | ||||
| Szürke és nagy szilárdságú öntöttvas részeinek hegesztéséhez és bevonásához. Előnyös az utolsó rétegeknél, amelyek kopás- vagy ütésterheléssel foglalkoznak. | ||||
Elektródák nemvasfémek hegesztéséhez
Alumínium, réz, nikkel és ötvözeteik hegesztésére tervezték. A titán és ötvözetei nem hegeszthetők meg egy bevont elektródával az erős oxidáció miatt.Elektródák alumínium hegesztéshez. A fő nehézség az alumínium és ötvözeteinek hegesztése - jelenléte oxid film. Olvadáspontja 2060 ° C, míg az alumínium olvadáspontja 660 ° C. A sűrű tűzálló film zavarhatja a hegesztési folyamat stabilitását, és ezáltal befolyásolhatja a hegesztés minőségét, ami a belső hibák a hegesztési fémben. Az oxid film eltávolításához az alkáli és alkáliföldfémek klorid- és fluorid-sóit vezetjük be az elektród bevonatába. Ezek az anyagok kiváló minőségű hegesztést is biztosítanak.
Az alumínium és ötvözeteinek hegesztésére szolgáló elektródák jellemzői
| Elektróda márka / főhegesztési fém, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| OZA-1 / Al | Psole. | |||
| Technikailag tiszta alumínium A0, A1, A2, A3 alkatrészek és szerkezetek esetében. Hegesztés 250–400 ° C-os előmelegítéssel a tisztított élek mentén. Távolítsa el a salakot forró vízzel és ecsettel. | ||||
| OZA-2 / Al | Psole. | |||
| Az alumínium-szilíciumötvözetek AL-4, AL-9, AL-11 stb. Öntött hegesztéseinek és alkatrészeinek hegesztéséhez. Hegesztés előkezeléssel 250-400 ° C-ig a tisztított élek mentén. Távolítsa el a salakot forró vízzel és acél kefével. | ||||
| OZANA-1 / Al | Psole. | |||
| Technikailag tiszta alumínium alkatrészei és kivitelei. Hegesztési termékek, amelyek vastagsága több mint 10 mm, előmelegítéssel 250-400 ° C-ig a tisztított élek mentén. | ||||
| OZANA-2 / Al | Psole. | |||
| Az alumínium-szilíciumötvözetek AL-4, AL-9, AL-11 stb. Öntött hegesztéseinek és alkatrészeinek hegesztéséhez. Legfeljebb 10 mm vastagságú alkatrészek hegesztése fűtés nélkül, nagy vastagsággal - 200 ° C-ra melegítve a tisztított élek mentén. | ||||
Elektródák réz és ötvözeteinek hegesztéséhez. A réz hegesztésekor a fő probléma a hegesztett fémben lévő pórusok képződése, ami nagy hatással van a gázokkal való kölcsönhatás során, különösen oxigénnel és hidrogénnel. Ennek elkerülése érdekében csak jól dezoxidált réz és alaposan kalcinált elektródákat használjon. A hegesztést a fémfényre simított éleken végezzük.
A sárgaréz nehéz és veszélyes hegesztése az intenzív cink kiégés miatt.
A hegesztési bronz nehézségeket okoz a magas feszültség és a fűtött állapot erősségének hiánya miatt.
A réz és ötvözeteinek hegesztésére szolgáló elektródák jellemzői
| Elektróda márka / főhegesztési fém, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| Komsomol-100 / Cu | Pspets. | |||
| Technikailag tiszta réz M1, M2, M3 hegesztéséhez és felületkezeléséhez. A réz acélra hegeszthető. Hegesztés előzetes helyi melegítéssel 300-700 ° C-ra | ||||
| ANC / OZM-2 / Cu | Pspets. | |||
| A 0,01% -nál nem nagyobb oxigéntartalmú kereskedelmi forgalomban tiszta rézből készült termékek hegesztéséhez és felületkezeléséhez. Hegesztés 10 mm-nél nagyobb vastagsággal, előmelegítéssel 150-350 ° C-ra | ||||
| ANC / OZM-3 / Cu | Pspets. | |||
| Műszakilag tiszta réz hegesztéséhez és bevonásához (oxigén nem több, mint 0,01%). Acélos hegesztés lehetséges. Hegesztés, legfeljebb 10 mm vastagságú, rövid ívben, fűtés nélkül és élvágás nélkül egy vagy kétoldalas varrással, kis elektróda rezgésekkel. | ||||
| OZB-2M / CuSn | ||||
| Bronz hegesztéséhez és burkolásához, bronz- és öntöttvas hibák hegesztéséhez. A sárgaréz lehetséges hegesztése és hegesztése. | ||||
| OZB-3 / Cu | Pspets. | |||
| Az ellenállási ponthegesztő gépek elektródáinak gyártásához és helyreállításához, beleértve a hegesztőpálca megerősítését is. | ||||
Elektródák nikkel és ötvözeteinek hegesztéséhez. A nikkel és ötvözeteinek hegesztése nehéz, mert a hegesztési medencében oldott gázok nagyfokú érzékenysége: nitrogén, oxigén és hidrogén, ami forró repedések és pórusok kialakulását okozza. Ezen hibák előfordulásának megakadályozása érdekében nagy tisztaságú, nemesfém és hegesztési elektródákat kell használni, és kiváló minőségű előkészítésre van szükség.
A nikkel és ötvözetei hegesztési elektródáinak jellemzői
| Márkaelektróda, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| RLA-32 | ||||
| Nikkel NP-2, NA-1-ből készült termékekhez, szén és magas ötvözetű acélok felületkezeléséhez alkáli és klórtartalmú szóda-készítő környezetekben, szappan készítés, szintetikus szálak gyártása stb., Valamint a nikkelnek szén- és korrózióálló acélokkal történő hegesztése. Hegesztő "töltőanyag" görgők, amelyeknek az amplitúdója az elektróda legfeljebb két átmérője. Az elektróda merőleges a termékre. Fokozatosan szakítsa meg az ívet, és irányítsa a hegesztési fémre. | ||||
| In-56U | ||||
| A Monel fémből és a kétrétegű acélból (St3sp + Monel-fémből) készült termékek hegesztéséhez a korrózióálló réteg oldaláról, valamint a burkolásra. A monel fém alacsony szén-dioxid-tartalmú acélok hegesztése lehetséges. Hegesztő görgők max. 12 mm széles. | ||||
Elektródák fém vágásához
Fémszerkezetek szereléséhez és javításához gyakran használják a fém bevonatát a bevont elektródákkal. Hatékony, mert nem igényel kiegészítő berendezések valamint a munkavállalók különleges képesítései. A vágáshoz használt elektródok különböznek az elektródáktól a nagy hőhő erejű hegesztéshez, a bevonat nagy hőállóságához, a folyékony fém intenzív oxidálhatóságához. Javasoljuk, hogy ezeket az elektródákat használják a hibás kötések vagy azok metszeteinek eltávolítására, eltávolítsák a tapadókat, szegecseket, csavarokat, vágási repedéseket stb. Hegesztés előtt: 170 ° C; 1h.A fémvágáshoz használt elektródák jellemzői
| Márkaelektróda, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| ISP-1 | Pspets. | |||
| Vágás, lyukasztás, lyukasztás, hegesztett kötések és öntvények hibás részeinek eltávolítása, hegesztési élek vágása és hegesztési gyökér, hasonló munkák elvégzése az acél (beleértve a nagy ötvözetű), öntöttvas alkatrészeinek és szerkezeteinek gyártása, szerelése és javítása során, \\ t réz és alumínium és ötvözeteik. Tisztítsa meg a vágást (a vágás felületén nincsenek sorok és inkrustációk). A vágást magas körülmények között végezzük, az elektródát a vágási iránykal ellentétes irányban (előre szög) elforgatjuk. Ebben az esetben az elektródának a következő lépéseket kell végrehajtania: "oda-vissza" vagy "felülről lefelé". | ||||
| ORM-2 | Pspets. | |||
| Vágó rúd megerősítése, kipörgés. Vágás, lyukak lyukasztása, hegesztett kötések és öntvények hibás területeinek eltávolítása, hegesztési élek vágása és hegesztési gyökér, hasonló hasonló munkák elvégzése az összes acélfajta (beleértve a nagy ötvözetet), öntöttvas, réz és réz alkatrészek gyártása, szerelése és javítása során. alumínium és ötvözeteik. Tisztítsa meg a vágást (a vágás felületén nincsenek sorok és inkrustációk). Nagyobb hatékonyságúak, ha nagy átmérőjű építési rúderősítést vágnak (a 16 mm átmérőjű rúd vágási ideje 2-3 másodperc, 40 mm - 14-16 s átmérőjű). A vágást magas körülmények között végezzük, az elektródát a vágási iránykal ellentétes irányban (előre szög) elforgatjuk. Ebben az esetben az elektródának a következő lépéseket kell végrehajtania: "oda-vissza" vagy "felülről lefelé". | ||||
Elektródák ötvözött hőálló acélok hegesztéséhez
Az adalékolt hőálló acélok hegesztésére szolgáló elektródoknak elsősorban a hegesztett kötések szükséges hőállóságát kell biztosítaniuk - a magas hőmérsékleten a mechanikai terhelések ellenálló képességét.475 ° C-ig terjedő hőmérsékleten működő szerkezetekhez E-09M típusú molibdén elektródokat alkalmazunk, és 540 ° C-on legfeljebb E-09MH, E-09X1M, E-09X2M1 és E-05X2M típusú kromolibdén elektródokat használnak.
600 ° C-ig terjedő hőmérsékleten működő szerkezetek esetén az E-09X1MF, az E-10X1M1NBF, az E-10X3M1BF króm-molibdén-vanádium elektródokat használják.
A nagy krómtartalmú Э-10Х5МФ elektródák nagy krómtartalmú acélok (12Х5МА, 15Х5М, 15Х5Мфа stb.) Hegesztésére szolgálnak, amelyek agresszív közegben dolgoznak 450 ° C-ig.
Hőálló acélok hegesztésére a fő bevonattal ellátott elektródákat gyakrabban használják, amelyek a hegesztett fém erősségét magas hőmérsékleten biztosítják, valamint alacsony meleg és hideg repedések kialakulásának hajlamát.
Az elektródák jellemzői ötvözött hőálló acélok hegesztéséhez
| E-09M típus Molibdén acélokhoz | ||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| CL-6 | ||||
| UONI-13 / 15M | ||||
| MC-2M | ||||
| A 16M, 20M stb. Acéloknál a gőzvezetékek hegesztésekor a kazáncsatornák 475 ° C-ig működnek. Hegesztés egy rövid ívre a tisztított éleken. | ||||
| E-09H1M típus | ||||
| SSSI-13HM | ||||
| 15XM, 20XM stb. Acélokhoz, beleértve a hegesztési csővezetékeket és az erőművek alkatrészeit is, amelyek legfeljebb 520 ° C hőmérsékleten működnek. Hegesztés rendkívül rövid ívgel a tisztított élek mentén, előzetes és kísérő melegítéssel 150-200 ° C-ig. | ||||
| TML-1 | ||||
| 500 ° C hőmérsékleten működő gőzvezetékek esetén Hegesztés a megtisztított élek rövid ívével, előzetes és kísérő melegítéssel 150-300 ° C-ra. Lehetséges hegesztés szűk vágásnál. | ||||
| TML-1U | ||||
| A 12MH, 15MH stb. Acéloknál 540 ° C hőmérsékleten működő hegesztő csővezetékekhez és elektromos berendezések alkatrészeihez. Hegesztés egy rövid ívre a tisztított éleken. Lehetőség van keskeny vágással 15 ° -os szögben is. Az ív nagyon stabil. A salak jól elkülönül. | ||||
| E-05H2M típus Nagy krómtartalmú króm-molibdén-acélokhoz. | ||||
| H-10 | ||||
| A legfeljebb 550 ° C hőmérsékleten működő, 10X2M, 12XM, 12X2M1-L acélból készült, hőálló, króm-molibdén acélok, gőzvezetékek hegesztéséhez. Hegesztés a megtisztított élek rövid ívével, előzetes és kísérő melegítéssel 150-300 ° C-ra. | ||||
| E-09H2M1 típus Króm-molibdén-acélokhoz, amelyek nagy mennyiségű krómot és molibdént tartalmaznak | ||||
| CL-55 | ||||
| A 10Х2М és más acélokhoz, beleértve a 550 ° C-ig terjedő hőmérsékleten működő hegesztő csővezetékek esetében is. Rövid ívhegesztés a tisztított élek mentén, előzetes és egyidejű felmelegítéssel 150-300 ° C-ra | ||||
| E-09MH típus Króm-molibdén acélokhoz. | ||||
| UONI-13 / 45MH | ||||
| 12MH, 15XM stb. Acélokhoz, beleértve a 500 ° C-ig terjedő hőmérsékleten működő hegesztő csővezetékeket is. Hegesztés a megtisztított élek rövid ívével, előzetes és kísérő melegítéssel 150-300 ° C-ra. | ||||
| OZS-11 | ||||
| A 12MH, 15MH, 12HMF, 15H1M1F stb. Acéloknál 500 ° C-on működő hegesztővezetékek hegesztéséhez. Hegesztés egy rövid ívre a tisztított éleken. 12 mm-nél nagyobb vastagságú acélok hegesztése előzetes és egyidejű melegítéssel 150-200 ° C-ra. Ajánlott telepítési munkákhoz. | ||||
| E-09H1MF típus | ||||
| TML-3 | ||||
| 575 ° C hőmérsékleten működő csővezetékek nem forgó kötéseinek hegesztéséhez. Rövid ív hegesztése a tisztított élek mentén előzetes és kísérő melegítéssel 250-350 ° C-ra. A salak könnyen elválasztható. Nagy fémállóság a pórusképződésben a varrásban. | ||||
| TML-3U | ||||
| 12MH, 15MH, 12H2M1, 12H1MF, 15H1M1F, 20HMF1, 15H1M1F-L stb. 565 ° C-ig terjedő hőmérsékleten működő csővezetékek esetében. Rövid ívhegesztés a tisztított élek mentén előzetes és kísérő melegítéssel 350-400 ° C-ra. Hegesztés keskeny vágásnál, 15 ° -os szögben. | ||||
| CL-39 | ||||
| 12H1MF, 12H2MFSR, 12H2MFB acélokhoz stb legfeljebb 100 mm átmérőjű kazánok és csővezetékek fűtőfelületeinek hegesztőelemeihez, legfeljebb 8 mm falvastagsághoz, legfeljebb 575 ° C hőmérsékleten. Rövid ívhegesztés a tisztított élek mentén előzetes és kísérő melegítéssel 350-400 ° C-ra. | ||||
| E-10H1M1NFB típus Króm-molibdén-vanádium acélokhoz | ||||
| CL-27A | ||||
| A 15H1M1F acélokhoz öntött, kovácsolt és csőszerű részekből álló szerkezetek, amelyek legfeljebb 570 ° C hőmérsékleten működnek. Rövid ívhegesztés a tisztított élek mentén előzetes és kísérő melegítéssel 350-400 ° C-ra. | ||||
| CL-36 | ||||
| A 15H1M1F, 15H1M1F-L stb. Acéloknál a gőzvezetékek és szerelvények hegesztéséhez, 585 ° C hőmérsékleten. Rövid ív hegesztése a tisztított élek mentén előzetes és egyidejű melegítéssel 300-350 ° C-ra. | ||||
| E-10H3M1BF típus Króm-molibdén-vanádium-niobium acélokhoz | ||||
| CL-26M | ||||
| A 12HMFB-es fűtőfelületeknél a 600 ° C-os hőmérsékleten működő fűtőfelületek, valamint a túlhevítők vékonyfalú csövei a telepítési körülmények között. Rövid ív hegesztése a tisztított élek mentén előzetes és egyidejű melegítéssel 300-350 ° C-ra. | ||||
| CL-40 | ||||
| 12H2MFB acélokhoz, beleértve vékonyfalú csövek a túlmelegítőkből, a kazánok fűtőfelületei 600 ° C hőmérsékleten működnek. Rövid ív hegesztése a tisztított élek mentén előzetes és egyidejű melegítéssel 300-350 ° C-ra. 2,5 mm átmérőjű. | ||||
| E-10H5MF típus Króm-molibdén-vanádium és króm-molibdén acélhoz | ||||
| CL-17 | ||||
| A 15X5M (H5M), 12X5MA, 15X5MFA acélok esetében a kritikus szerkezetekben, amelyek korrozív környezetben működnek, legfeljebb 450 ° C hőmérsékleten. Hegesztés rövid ívben a tisztított élek mentén előzetes és kísérő melegítéssel 350-450 ° C-ra. | ||||
Elektródák nagy ötvözetű acélok hegesztéséhez
A 13% krómot tartalmazó acélokat magas krómtartalmúnak tekintik. Ezek ellenállnak a légköri korróziónak és enyhén agresszív környezetben. Ezek a 08X13, 12X13, 20X13 acélok, amelyek a széntartalomtól függően különböznek a hegeszthetőségtől.Az ilyen acélok hegesztésére szolgáló elektródák kiválasztásakor biztosítani kell a hegesztési fém következő tulajdonságait: a légköri korrózióval szembeni ellenállás, gyengén agresszív környezetekben, hőálló ellenállás 650 ° C-ig és hőállóság 550 ° C-ig Ezeket a követelményeket az LMZ-1, ANV-1 stb. Osztályú E-12X13 típusú elektródák teljesítik, amelyek biztosítják a hegesztett fém kémiai összetételét, szerkezetét és tulajdonságait, amelyek közel vannak az alapfém jellemzőihez.
A csökkentett széntartalmú és nikkelrel ötvözött hegesztési acéloknál ajánlott az E-06X13N típusú, a TsL-41 fokozatú elektródák.
A króm mennyiségének növekedésével a magas krómacélok korrózióállósága és hőállósága nő. A 17-18% -os tartalom korrózióállóságot biztosít folyékony közepes agresszív közegben. Az ilyen acélok savállóak: 12X17, 08X17T, 08X18T stb. Ha a króm mennyisége eléri a 25-30% -ot, akkor a hőállóság nő - a gáz korrózió ellenállása 1100 ° C-ig. Ez az hőálló acél15X25T, 15X28 stb. Acél és elektródok, amelyekben legalább 25% króm alkalmas kéntartalmú közegekben.
A nagy krómacélok hegesztéséhez használt elektródák kiválasztása a hegesztett acélok krómmennyiségétől függ. Tehát a 17% -os krómozott acélok hegesztéséhez, amelyekhez a folyékony oxidáló környezetek korrózióállósága vagy a 800 ° C-ig terjedő hőmérséklettel szembeni hőállóság követelményei, az E-10X17T, VI-12-6.
A 25% krómot tartalmazó hegesztési acélokhoz E-08H24N6TAFM típusú elektródokat kell használni, amelyek a hegesztés után a hegesztési fémnek nagy rugalmasságot, keménységet és ellenállást biztosítanak az intergranuláris korrózióval szemben.
A nagy krómacélok hegesztését mérsékelt körülmények között, csökkentett hőteljesítmény mellett kell elvégezni. Minden áthaladás után ajánlott a hő hatására kialakuló zóna fémét 100 ° C alatti hőmérsékletre hűlni, ami minimális szemcseméretet biztosít.
A 13% króm alapú, magas dómtartalmú molibdénnel, vanádiummal, volfrámmal és niobiummal rendelkező magas krómacélok hőállóak. Magas hőmérsékleten képesek ellenállni a mechanikai terhelésnek. Az ilyen acélok elektródáinak kiválasztásakor a fő követelmény, hogy biztosítsa a hegesztési fém szükséges hőállóságát. Ez a varratok kémiai összetételének megszerzésével érhető el, közel az alapfémhez. Ezt a feltételt leginkább teljesíti a KTI-9A, E-12H11NVMF jelzésű, a TsL-32 jelzéssel ellátott KTI-9A, E-12H11NVMF típusok E-12H11NMF típusai.
Az elektródák jellemzői nagy ötvözetű krómacélok hegesztéséhez
| E-12H13 típus mert korrózióálló acél | ||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| UONI-13 / Н 12X13 | ||||
| 600 ° C-os hőmérsékleten működő 08X13, 12X13, 20X13 acélok stb. Hegesztéséhez, valamint acélbetétek tömítőfelületeihez. Hegesztés előmelegítéssel 200-250 ° C-ra A gőz atmoszférájában és a levegőben 540 ° C-ig hőállóságot biztosít, hőhatás 650 ° C-ig. | ||||
| LMZ-1 | ||||
| 08X13, 1X13, 2X13 stb. Acéloknál, friss vízben és enyhén agresszív környezetben, normál hőmérsékleten. Erősítés tömítőfelületeinek burkolásához. Rövid ív hegesztése a tisztított élek mentén előzetes és egyidejű melegítéssel 300-350 ° C-ra. A hegesztés után szükség van nyaralásra. | ||||
| AHB-1 | ||||
| Acél 08X13, 12X13, stb. Esetében, friss vízben és enyhén agresszív környezetben, normál hőmérsékleten. Erősítés tömítő felületeinek fedésére alkalmas. A hegesztés után szükség van nyaralásra. Gőz és levegő atmoszférájában 540 ° C-os hőállóságot és 650 ° C-os hőállóságot biztosítanak. | ||||
| E-10X17T típus Korrózióálló és hőálló acélokhoz | ||||
| UONI-13 / Н 10Х17Т | ||||
| A 12X17, 08X17T és egyéb acélok esetében magas hőmérsékleten és oxidáló környezetben működnek. Rövid ívhegesztés a tisztított élek mentén minimális hőbevitel mellett. Hőállóság 800 ° C-ig | ||||
| VI-12-6 | ||||
| A 12X17, 08X17T stb. Acéloknál, oxidáló környezetben dolgoznak, 800 ° C-ig. Hegesztés egy rövid ívre a tisztított éleken. | ||||
| E-06H13N típus Rozsdamentes nikkel ötvözött acélokhoz | ||||
| CL-41 | ||||
| Legfeljebb 400 ° C hőmérsékleten működő 0Х12НД, 10Н12НД-Л, 06Х12Н3Д, 06Х14Н5ДМ stb. Acélokhoz. Rövid ív hegesztése a tisztított élek mentén előzetes és kísérő melegítéssel 80-120 ° C-ra. | ||||
| E-12H11NMF típus mert hőálló acélok | ||||
| KTI-9A | ||||
| 565 ° C hőmérsékleten működő 15H11MF, 15H11VF acélokhoz stb. Hegesztés egy rövid ívre a tisztított éleken. | ||||
| E-12H11NVMF típus Hőálló acélokhoz | ||||
| CTI-10 | ||||
| A 15H11MF, 15H12VNMF és 15H11MFB-L acéloknál 580 ° C hőmérsékleten üzemel. Rövid ívhegesztés a csupasz szélek mentén, az elektróda rezgése nélkül 350-400 ° C-os fűtéssel | ||||
| E-14H11NVMF típus Hőálló acélokhoz | ||||
| CL-32 | ||||
| A 10H11V2MF acélból készült gőzvezetékek kazánjainak gőzmelegítőinek hegesztéséhez, 610 ° C-ig működő hőmérsékleten. Hegesztés egy rövid ívre a tisztított éleken. | ||||
| E-10H16N4B típus Korrózióálló és hőálló acélokhoz. | ||||
| UONI-13 / EP-56 | ||||
| Az acélból készült 09X16H4B és mások szerkezetei agresszív környezetben és nagynyomású csővezetékek hegesztésére szolgálnak. | ||||
Elektródák korrózióálló, saválló acélokhoz. A saválló acélok hegesztésére szolgáló elektródák kiválasztásakor a fő követelmény a hegesztési fém korrózióállóságának biztosítása a korrozív folyadékokban normál és magas hőmérsékleten és nyomáson. Az oxidáló és nem oxidáló tulajdonságokkal rendelkező savak és oldataik a leginkább agresszív folyékony közegek közé tartoznak.
A nem oxidáló folyékony közegben 360 ° C-os hőmérsékleten és hegesztés után hőkezelés nélkül működő, saválló acélból készült hegesztési szerkezeteknél az alábbi típusok elektródái ajánlottak: EA-400 / 10T, EA-400 / 10U stb., OZL-8 stb. ., márka EA-606/10, stb. Az ilyen elektródák által hegesztett kötések hőkezelése nem megengedett.
Olyan szerkezetek esetében, amelyek nem oxidáló vagy alacsony oxidációjú folyékony közegben dolgoznak, amelyeknél a hegesztés után temperálásra van szükség, az EA-898/19 fokozatú elektródák és mások ajánlottak, amelyek biztosítják a varrat ellenállását az intergranuláris korrózió ellen mind a kezdeti állapotban, mind a temperálás után.
Az oxidáló folyékony közegben, például salétromsavban működtetett szerkezeteket ajánljuk a TsT-15, ZIO-3 és más típusú E-08Х19Н10Г2Б típusú elektródák hegesztéséhez.
Alacsony szén-dioxid-savtartalmú acélok esetében, amelyek legfeljebb 0,03% szenet tartalmaznak, az OZL-14A, OZL-36 osztályú Э-04Х20Н9 típusú elektródokat használják; E-02H20N14G2M2 márkák OZL-20 stb.
Az elektródák jellemzői korrózióálló saválló acélok hegesztéséhez
| E-08H19N10G2B típus | ||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| CT-15 | ||||
| Zio-3 | ||||
| Azoknál az acéloknál, amelyek nikkeltartalma legfeljebb 16% - 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б és mások oxidáló környezetben dolgoznak. Hőállóság 650 ° C-ig | ||||
| E-07H20N9 típus | ||||
| RLA-8 | ||||
| RLA-14 | ||||
| UONI-13 / -04,09 | ||||
| nem jelenik meg | ||||
| LEZ-8 | ||||
| A 08Х18Н10, 12Х18Н9, 12Х18Н10Т és egyéb acélokhoz, amikor a hegesztési fém nem jelenik meg szigorú követelmények az intergranuláris korrózió ellen. | ||||
| RLA-8 | ||||
| A 08Х18Н10, 12Х18Н9, 12Х18Н10Т és egyéb acélokhoz, amikor a hegesztési fém nem jelenik meg szigorú követelmények az intergranuláris korrózió ellen. Hegesztés egy rövid ívre a tisztított éleken. | ||||
| CT-50 | ||||
| A 08Х18Н10, 12Х18Н9, 12Х18Н10Т és egyéb acélok esetében, amikor szigorú követelményeket írnak elő a hegesztési fémre az intergranuláris korrózió ellen. Hegesztés egy rövid ívre a tisztított éleken. | ||||
| E-08H19N9F2G2SM típus | ||||
| EA-606/10 | ||||
| 09X17N7Yu, 09X15N8Yu és egyéb acélokhoz, valamint a 14X17H2 acélokhoz stb. | ||||
| E-07H19N11M3G2F típus | ||||
| EA-400 / 10U | ||||
| EA-400 / 10T | ||||
| A 08Х18Н10Т, 12Х18Н10Т, 08Х17Н13М2Т és egyéb acélokhoz folyékony, agresszív közegben, 350 ° C-os hőmérsékleten, hegesztés után hőkezelés nélkül. Alkalmas korrózióvédő bevonatok bevonására. Az intergranuláris korrózióval szembeni ellenállást a hegesztés és ausztenizálás után állapítják meg. elektródák EA-400 / 10T jobb, mint a EA-400 / 10Usalakelválasztás. elektródák CL-11 több korrózióálló acélhoz. | ||||
| E-08H19N9F2S2 típus | ||||
| EA-606/11 | ||||
| A 08Х18Н10Т, 12Х18Н9Т és egyéb acéloknál 350 ° C-on, hegesztés után hőkezelés nélkül. Nem ajánlott titánnal vagy niobiummal nem ötvözött hegesztési acélokhoz. | ||||
| GL-2 | ||||
| A 08Х18Н10Т, 12Х18Н9Т és egyéb acéloknál 350 ° C-on, hegesztés után hőkezelés nélkül. Nem ajánlott titánnal vagy niobiummal nem ötvözött hegesztési acélokhoz | ||||
| E-08H19N10G2MB típus | ||||
| EA-898/19 | ||||
| 08Kh18N10T, 08Kh17N13M2T és egyéb acélok esetében oxidáló és alacsony oxidáló környezetben, 350 ° C-os hőmérsékleten és hegesztés után hőkezelésnek vetve. | ||||
| E-04H20N9 típus | ||||
| RLA-36 | ||||
| RLA-14A | ||||
| ANV-32 | ||||
| UONI-13 / NZh-2 / 04H19N9 | ||||
| 08Kh18N10T, 06Kh18N11, 08Kh18N12T, 04Kh18N10 stb. Acélok esetében, amikor a hegesztési fémre a kristályos korrózióval szembeni ellenállásra vonatkozó követelményeket mind a kezdeti állapotban, mind a rövid távú expozíció után a kritikus hőmérsékleti intervallumban alkalmazzák. Hőállóság 800 ° C-ig kéntartalmú gázok nélkül. | ||||
| E-02H20N14G2M2 típus Korrózióálló kis szénacél acélokhoz | ||||
| RLA-20 | ||||
| A 03H16N15M3, 03H17N14M2 acélokhoz szigorú követelményeknek kell megfelelni a varratoknak az intergranuláris korrózió ellen. | ||||
Elektródák korrózióálló, nagy szilárdságú acélok hegesztéséhez. Az ilyen acélok elektródái nagyon korlátozottak. Tehát a 12X21H5T, 08H21N6M2T acéloknál ajánlott az elektródák, amelyek a hegesztési fém szerkezetét nem egyfajta alapanyaggal, hanem másként adják meg. Ebben az esetben a TsL-11, OZL-7 stb. Osztályú E-08H20N9G2B típusok elektródáit használjuk, EA-09H19N10G2M2B típusú elektródákat használhatunk az EA-902/14, ANV-36, EA-400/13 stb. és 10Х25Н6АТМФ egyfajta elektródot biztosít - Э-08Х24Н6ТАФМ, amely magában foglalja az Н-48 márka elektródáit. A hegesztési fém egyenlő szilárdságú az alapfémhez, 200 mm vastagságig. Az ilyen típusú elektródok is használhatók a 12Х21Н5Т, 08Х21Н6М2Т acélokra. A 08Kh22N6T és a 08X21N6M2T acélok esetében az OZL-40 és az OZL-41 elektródákat fejlesztették ki, amelyek növelik az illesztések korrózióállóságát az alkáli közegekben való munkavégzés során. Az elektródák jellemzői a korrózióálló nagy szilárdságú acélok hegesztéséhez
| E-08H20N9G2B típus | ||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| CL-11 | ||||
| Korrózióálló és hőálló acélokból készült, a 08-18-as típusok, a 08Х18Н12Т, a 08Х18Н12Б és hasonlók korrózióálló acélból készült hegesztési szerkezeteknél, amelyek korróziós környezetben dolgoznak, 400 ° C-ot meg nem haladó hőmérsékleten, amikor a hegesztési fém merev követelményei vannak az intergranuláris korrózió ellen. | ||||
| OZL-40 és OZL-41 | ||||
| 08H22N6T, 08X21N6M2T acél és mások számára, korrozív környezetben. | ||||
| DH-15K | ||||
| Legfeljebb 600 ° C hőmérsékleten működő 10Х17Н13М2Т, 08Х18Н10 acéloknál. A korróziógátló réteg burkolására alkalmas. | ||||
| RLA-7 | ||||
| A 08X18H10, 08Kh18N10T, 08KH18N12B és más acélok esetében, amelyek korrozív környezetben dolgoznak, amikor a hegesztési fémre szigorú követelményeket támasztanak a kristályos korrózió ellen. | ||||
| Э-09Х19Н10Г2М2Б típus | ||||
| EA-902/14 | ||||
| EA-400/13 | ||||
| VAW-13 | ||||
| ANV-36 | ||||
| 550 ° C-ig terjedő hőmérsékleten működő acélból készült 10Х17Н13М3Т, 08Х17Н15М3Т, 101317Н13М2Т, 2218Н22В2Т2 stb. Szerkezetek esetén, amikor a kötések szigorú követelményeket támasztanak a kristályos korrózióállósággal szemben, amelyeket a hegesztés után nem hőkezelnek. Hegesztés rövid ívet a "filar" varratok tisztított széle mentén keresztirányú rezgések nélkül. elektródák ANV-36 az ív egyszerű gyújtása és a kis szórás között különbözik. | ||||
| SL-28 | ||||
| 550 ° C-ig terjedő hőmérsékleten működő acélból készült 10Х17Н13М3Т, 08Х17Н15М3Т, 101317Н13М2Т, 2218Н22В2Т2 stb. Szerkezetek esetén, amikor a kötések szigorú követelményeket támasztanak a kristályos korrózióállósággal szemben, amelyeket nem hegesztés után hőkezelésnek vetnek alá. Hegesztés rövid ívet a "filar" varratok tisztított széle mentén keresztirányú rezgések nélkül. | ||||
| E-08H24N6TAFM típus | ||||
| H-48 | ||||
| A 12Х25Н5ТМФЛ, 12Х21Н5Т, 08Х22Н6Т stb. Acéloknál, amelyek nem oxidáló korrozív környezetben működnek, 300 ° C-os hőmérsékleten | ||||
Elektródák hőálló (skálaálló) acélok hegesztéséhez. A hőálló (skálaálló) acélnak tekinthető, amely képes ellenállni a felületnek a levegőben vagy egy másik gáznemű közegben történő káros megsemmisítésére 850 ° C feletti hőmérsékleten a terheletlen vagy enyhén terhelt állapotban. Legfeljebb 20-25% krómot tartalmaznak, és legfeljebb 1050 ° C hőmérsékleten működnek.
A hegesztési fém hőállósága legfeljebb 1000 ° C-on a 20Х23Н13, 20Х23Н18 acéloknál stb. A СЛ-25, ОЗЛ-6, ЦЛ-25 grades-10Х25Н13Г2 típusú elektródokkal érhető el.
Hőálló acélok hegesztéséhez, amelyek hosszú ideig működnek 1000 ° C feletti hőmérsékleten, az E-12H24N14S2 típusú, OZL-5, TsT-17 stb. Osztályú elektródákat, valamint az E-10X17N13S4 típusú, OZL-29 jelű elektródákat használják, amelyek hőállóságot biztosítanak 1100-ig ° C oxidáló és karburáló környezetben. A kéntartalmú környezetekben működő szerkezetek esetében nikkelmentes, magas króm hőálló acélokat használnak 15X25T, 15X28 stb.
Az elektródák jellemzői hőálló (skálaálló) acélok hegesztéséhez
| E-10H25N13G2 típus | ||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| UONI-13 / NZh-2 / 07H25N13 | ||||
| ZIO-8 | ||||
| CL-25 | ||||
| RLA-6 | ||||
| 10Х23Н18, 20Х23Н13, 20Х23Н18 stb. Esetében, kénvegyületek nélküli környezetben dolgozva 1000 ° C-ig, valamint kettős rétegű acélokból az ötvözött rétegből, anélkül, hogy szükség lenne az intergranuláris korrózióval szembeni ellenállásra. Az öltések 600-800 ° C-on hajlamosak a zavarodásra. Rövid ív A termikus élek előkészítése nem megengedett. | ||||
| SL-25 | ||||
| Ugyanez vonatkozik a hőálló acélokra is. | ||||
| E-12H24N14S2 típus | ||||
| RLA-5 | ||||
| CT-17 | ||||
| A 20izing25Н20С2, 200020Н14С2 stb. Szűk hengerek hegesztése. | ||||
| E-10H17N13S4 típus | ||||
| RLA-29 | ||||
| RLA-3 | ||||
| A 20izing20Н14С2, 20Х25Н20С2, 45Х25Н20С2 stb. Acéloknál, amelyek 1100 ° C hőmérsékleten működnek oxidáló és karburáló környezetben, valamint 15Х18Н12С4ТЮ acél esetében, agresszív közegben dolgoznak, anélkül, hogy magas követelményeket támasztana az intergranuláris korrózióval szemben. | ||||
Elektródák hőálló acélok hegesztéséhez. Hőálló acélok esetében, amelyek magas hőmérsékleten egy bizonyos ideig terhelt állapotban működnek, és ugyanakkor elegendő ellenállással rendelkeznek a skála kialakulásával. A króm-nikkelacélok magas hőállósága a nikkeltartalom és titán, niobium, molibdén, volfrám stb.
Ne feledje, hogy a hegesztett kötések hőállósága jelentősen eltérhet az alap és a hegesztési fém hőállóságától. Ezért az elektródának a hegesztés és az alapfém egyenlő vagy szoros hőállóságának elve alapján történő megválasztása csak a hegesztett kötések rövid távú erőforrásai számára indokolt. Hosszú távú erőforrások esetén jobb, ha olyan elektródákat használunk, amelyek egy többfunkciós hegesztési fémet kapnak. Ez az elv megfelel a hegesztett fém molibdénnel ötvözõ elektródjainak, például az EA-395/9 osztályú E-11X15N25M6AG2 típusnak, TsT-10, NIAT-5 és az E-08Kh16N8M2 típusnak a TsT-26 márka.
Hőálló acélok legfeljebb 16% nikkeltartalmú hegesztéséhez és 600-650 ° C-ig terjedő hőmérsékleten, valamint hegesztett kötések a hegesztés után hőkezelésnek vetik alá, a KTI-5, a TsT-7 és az E-08H19N10G2B (lásd fent) E-09H19N11G3M2F típusok elektródáit használják a TsT-15 és a ZIO-3 osztályokban.
Hőálló acélok többrétegű csavarhegesztéseinek hegesztésekor, amikor az alapfém összekeverése a hegesztési fémhöz nagy, és nem biztosítja a hegesztések technológiai szilárdságát, a TsT-15-1 osztályú E-08Х20Н9Г2Б típusú elektródokat kell használni.
A Э-27Х15Н35В3Г2Б2Т КТИ-7 és a КТИ-7А típusú elektródokat 35% nikkelt tartalmazó, niobiumot tartalmazó, hőálló acélok hegesztésére használják, amelyek 700-750 ° C hőmérsékleten működnek.
Hőálló acélok 35% -os nikkelrel való hegesztéséhez, de molibdénnel és mangánnal ötvözve, EA-395/9, NIAT-5, TsT-10 és E-09H15N25M6AGGF osztályú E-11H15N25M6AGG2 típusú elektródákat használnak. Meg kell jegyezni, hogy az ilyen elektródák által lerakódott fém nem ellenáll a hegesztés és a hőkezelés utáni állapotban az intergranuláris korróziónak, ezért az ilyen elektródok nem megfelelőek, ha a szerkezet korróziós folyékony környezetben is működik. Az agresszív közeggel érintkező rétegeket Е-07Х19Н11М3 (lásd fent), ЕА-400 / 10У és ЭА-400 / 10Т típusú elektródokkal kell elvégezni.
A hőálló acélok hegesztésére szolgáló elektródák jellemzői
| E-11H15N25M6AG2 típus | ||||
| jel, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| EA-395/9 és TsT-10 | ||||
| ХН35ВТ, Х15Н25АМ6 és egyéb acélok és ötvözetek esetében, legfeljebb 35% nikkelt, de niobium nélkül, 700 ° C-ig terjedő hőmérsékleten. Különböző, magas szénacélú és alacsony ötvözetű ötvözött acélokhoz. -196 ° C hőmérsékleten működő szerkezeteknél. Rövid ív Tisztítsa meg az éleket. | ||||
| NIAT-5 | ||||
| ХН35ВТ, Х15Н25АМ6 és egyéb acélok és ötvözetek esetében, legfeljebb 35% nikkelt, de niobium nélkül, 700 ° C-ig terjedő hőmérsékleten. Különböző, magas szén-dioxid-tartalmú ötvözött acélokhoz. -196 ° C hőmérsékleten működő szerkezeteknél. Rövid ív Tisztítsa meg az éleket. | ||||
| E-08H16N8M2 típus | ||||
| CT 26 | ||||
| A 10Х14Н14В2М, 08Х16Н13М2Б és más acélok esetében 600-850 ° C hőmérsékleten működő gőzvezetékekben. | ||||
| E-08H20N9G2B típus | ||||
| CT 15-1 | ||||
| A CT-15 elektródák által végrehajtott varratok gyökérrétegeinek hegesztéséhez. | ||||
| E-09H19N11G3M2F típus | ||||
| LPS-5 | ||||
| CT-7 | ||||
| Acél 08H16N13M2B, 15H14N14M2VFBTL (LA-3) és mások számára, 600 ° C-ig terjedő hőmérsékleten és hegesztés után hőkezelésnek, valamint ezen acélok öntési hibáinak hegesztéséhez. Rövid ív hegesztése a tisztított élek mentén rövid görgőkkel, keresztirányú rezgések nélkül. | ||||
| E-27H15N35V3G2B2T típus | ||||
| KTI-7 | ||||
| KTI-7A | ||||
| Ötvözetek vas-nikkelbázison, ХН35ВТ, ХН35ВТЮ és másoknál, amelyek hosszabb ideig dolgoznak 750 ° C-ig, valamint a reaktorcsövek fémkonverziós kemencéiben, acélból 45Х20Н35С, 25Х20Н35 stb. Hegesztés rövid ívű keskeny görgők keresztirányú rezgések nélkül. | ||||
| E-09H15N25M6AG2F típus | ||||
| EA-981/15 | ||||
| Magasan ötvözött, korrózióálló króm-nikkel-molibdén és króm-nikkel-molibdén-vanádium acélok, valamint az AK típusú nagy szilárdságú acélok, valamint a 110Г13-Л típusú magas mangán acélok hegesztéséhez. | ||||
Elektródák különböző acélok és ötvözetek hegesztéséhez
A változatos acélok és ötvözetek olyan anyagok, amelyek a fizikai és mechanikai tulajdonságok, a kémiai összetétel és a hegeszthetőség tekintetében jelentősen eltérnek. A heterogenitás jele szerint az acél négy csoportra osztható: szén és ötvözet, megnövelt és nagy szilárdságú ötvözet, hőálló, nagy ötvözet.Különböző acélok és ötvözetek hegesztése jelentősen eltérhet a homogén anyagok hegesztésétől, mivel növeli a hegesztési fém repedéseinek valószínűségét, a strukturális heterogenitású területek olvadási zónájában, a hegesztett anyagok tágulási együtthatóinak nagy eltérése miatt a maradék feszültségek túlzott növekedését.
A különböző acélok és ötvözetek hegesztéséhez használt elektródok nagy része olyan elektródák, amelyek nagy ötvözetű acélok és nagy szilárdságú és nagy szilárdságú ötvözött acélok hegesztésére szolgálnak.
Az elektróda kiválasztása a táblázat szerint összeállítható, figyelembe véve a különböző fémek hegesztési tapasztalatait.
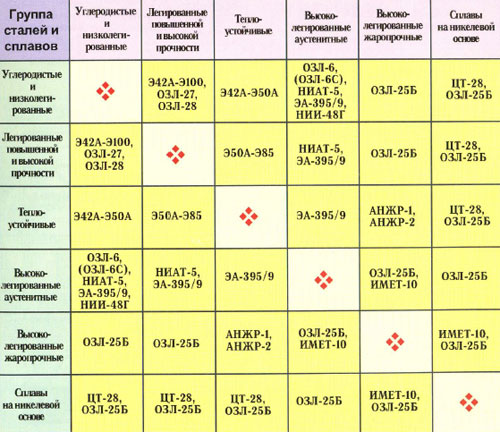
Az elektródák jellemzői különböző acélok és ötvözetek hegesztéséhez
| Márkaelektróda, hatókörét és technológiai jellemzőit | Pok- rytie | Nemzetség, aktuális polaritás | Együtthatók. nap- üzletek, g / a • h | pozitív varratok feszültség |
| ANZHR-1 | ||||
| ANZHR-2 | ||||
| Hőálló acélok hegesztése magas ötvözetű hőálló acélokkal. | ||||
| RLA-27 | ||||
| RLA-28 | ||||
| Szénacélok ötvözött hegesztése, beleértve a nehezen hegeszthető acélokat is. | ||||
| RLA-6 | ||||
| RLA-6C | ||||
| Szén- és alacsony ötvözetű acélok hegesztése nagy ötvözetű acélokkal. | ||||
| NIAT-5 | ||||
| EA 395/9 | ||||
| Alacsony ötvözött és ötvözött acélok hegesztése nagy ötvözetű acélokkal. | ||||
| RLA-25B | ||||
| Különböző acélok hegesztése: korrózióálló, hőálló, hőálló és nikkel alapú ötvözetek. | ||||
| IMET-10 | ||||
| Különböző hőálló acélok és ötvözetek hegesztése. | ||||
| CT-28 | ||||
| Szén, alacsony ötvözetű és krómacélok hegesztése nikkel alapú ötvözetekkel. | ||||
| NII-48g | ||||
| Alacsony ötvözetű, speciális és nagy mangánacélok hegesztése nagy ötvözetű acélokkal | ||||
A webhely tartalmának használatakor aktív linkeket kell helyeznie ehhez a webhelyhez, amelyet a felhasználók és a keresőrobotok láthatnak.




