Milyen elektródok vannak és miért. Elektródák korrózióálló, hőálló és hőálló acélok és ötvözeteinek hegesztéséhez. Az elektródák típusai és márkái.
Hegesztőanyagként villamos ívhegesztés alkalmazott darab elektródák, hegesztés és huzalhuzal.
Öntapadós elektródák
Az ívhegesztéshez használt elektródok két fő típusból állnak: olvadás és nem olvadás.
Olvadási elektródák. A bevont olvadó elektródokat széles körben használják hegesztés Otthon - ez a fő anyag.
Ennek eredményeképpen a hegesztést jelenleg számos ipari területen használják. A bélések általában elég erősek, és bizonyos alkalmazásokban a hegesztési jogorvoslatok végleges metallurgiai hiányosságaihoz egy réteget kell használni. Vannak olyan elektródák és huzalok, amelyek különböző fokú kopásállósággal, korrózióval és hővel rendelkeznek, és nehezen elérhető helyeken, például szelepeken és üléseken, vagy fordítva nagy területeken, például egy támasztó tengely felületén vagy acélhengereknél használhatók.
Az acél hegesztésére szolgáló elektróda rudak alacsony szén-dioxid-tartalmú, ötvözött vagy magas ötvözetűek hegesztési huzal. A szabvány 77 db acélhuzalra vonatkozik, amelyet 1,6–6 mm átmérőjű darabelektródák gyártására használnak.
lefedettség hegesztő elektródák Többszörös hatása van: olyan atmoszférát képez, amely megvédi a levegőt az oxigéntől és a nitrogéntől a levegőben, stabilizálja az ív égését, eltávolítja a káros szennyeződéseket az olvadt fémből, és megjavítja annak tulajdonságait. Az összes funkció elvégzéséhez a bevonat számos összetevőt tartalmaz:
A hegesztést leggyakrabban a földgáz- és bányászati módszerek javítására használják a cukor és a műanyag gyártásában és számos más iparágban. Merülő ívhegesztés során az ív meggyullad a munkadarab és a hegesztőhuzal vagy a szalag vége között, mindkettő egy fedett vagy agglomerált fluxus réteggel van bevonva. A többi áramot kivonják és újra felhasználják.
Az áramlás egy része megolvad és védő salak kupakot képez a hegesztési medence fölött. Az ívhegesztés kizárólag gépesített hegesztőberendezések. A teljesítmény javítása érdekében több elektródával is elrendezhető. A módszer nagy hozamának köszönhetően különösen alkalmas hosszú, egyenes csatlakozások készítésére a szokásos munkahelyzetben. Főként a nyomástartó edények, a vegyi berendezések, a nehézgépek és a hajók javítása és építése során használatos.

Olvasztó elektróda hegesztéshez: 1 - rúd, 2 - átmeneti szakasz, 3 - elektróda, 4 - bevonat.
- A salakképző anyagok, amelyek védik a fémet a nitrogéntől és az oxigéntől. Ezek közé tartozik a mangánérc, a kaolin, a titán-koncentrátum, a kréta, a márvány, a földpát, a dolomit, a kvarchomok.
- Az olvadt fémből oxigént eltávolító oxidálószerek. Mangán, szilícium, alumínium, titán, vasötvözetek formájában kerül felhasználásra.
- Gázképző komponensek, amelyek a bevonat égésekor gáznemű környezetet képeznek, megvédik az olvadt fémeket az oxigéntől és a nitrogéntől a levegőtől. Ez főleg dextrin és fa liszt.
- Ötvözött anyagok, amelyek a hegesztési fém speciális tulajdonságait adják meg - szilárdság, hőállóság, kopásállóság, fokozott korrózióállóság. Ebből a célból króm, mangán, titán, molibdén, nikkel, vanádium és néhány más anyag kerül felhasználásra.
- Ionizációs stabilizáló elemek hegesztési ív - nátrium, kálium, kalcium.
- A kötőanyagok a bevonó komponensek egymáshoz és a teljes bevonathoz való kötéséhez használhatók az elektróda tengelyéhez. A fő kötőanyag kálium- vagy nátrium-folyékony üveg (szilikát ragasztó).
A nemvasfémek és ötvözeteik hegesztéséhez, valamint a nem fogyasztható fémek és ötvözetek - alumínium, réz, nikkel, bronz, sárgaréz stb.
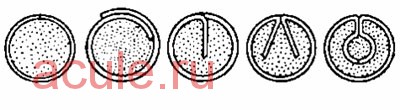
Az ív az elektróda és a hegesztés közötti hegesztés megkezdése után következik be. Amikor az olvadt folyadékot megolvasztjuk az ízületbe, a salak képződik, majd a fürdő mélysége növekszik. Amikor a salak hőmérséklete emelkedik, az ív kialszik, és hegesztőáram olvadt salak által szabályozott, amelyben a szükséges hegesztési energiát az ellenállás biztosítja.
A hegesztést szilárd, vízhűtéses réz vagy mozgó lábak és az ízületek előtt alakítják ki. A hegesztőfej hegesztési eljárással felfelé mozog. A lemezvastagságtól függően egy vagy több elektródát használnak. Ha az alapanyag nagyon erős, az elektróda leng.

Az elektródák osztályozása és kijelölése. A hegesztéshez és a burkolatokhoz használt elektródokat számos jellemző szerint osztályozzák:
- cél szerint (acél, öntöttvas, színesfémek, felületkezelési munkák stb. hegesztéséhez);
- a technológiai jellemzőkről (különböző térbeli pozíciók varrására, mély behatolással történő hegesztésre stb.);
- a bevonat típusa (savanyú, rutil, alap, stb.) és vastagsága (vastag, vékony, közepes, nagyon vastag);
- a bevonat és a rúd kémiai összetételéről;
- a hegesztési fém mechanikai tulajdonságaira;
- az áram természetéből és polaritásából, a névleges feszültségből tétlen áramforrás.
- a gyártás minőségéről, a bevonat felületének állapotáról, a foszfor és kén káros szennyeződésének tartalmáról.
Mindegyik elektródparaméternek saját jelölése vagy numerikus jelölése van a jelölés egy bizonyos részében. Különösen a szén és az alacsony ötvözet hegesztésére szolgáló elektródák szerkezeti acélok az ideiglenes szakítószilárdság legfeljebb 60 kgf / mm 2 értékre van jelölve -ban. A közepes vastagságú rutilbevonatokkal ellátott elektródák betűvel rendelkeznek a jelölésben C (átlag) és P (Rutil). Az utolsó előtti szám 1 arról számol be, hogy az elektróda használható bármilyen térbeli helyzet megkötésére és a végleges kijelölési számra 0 tájékoztatja, hogy ez az elektróda üzem közben működik hegesztőgép állandó áramot adva.
Ennek a módszernek az a hátránya, hogy a felhasznált nagy mennyiségű energia lassú hűtést okoz, ami jelentősen megnöveli a hőt a hő által érintett zónában. Az alapanyag keménysége ezen a területen nem elég magas ahhoz, hogy megfeleljen a követelményeknek hegesztett szerkezetek és biztosítsa a repedés ellenállását alacsony hőmérsékleten.
Az elektrológ-hegesztés hasonlít az elektroklaghegesztéshez, és a tervezés és a használat szempontjából hasonlít. A fő anyagot az olvasztófürdő hőmérséklete megolvasztja. Mint minden más típusú hegesztésnél, a védő légkörben a teljes és a cső alakú vezetékeket is használják. Ugyanez a típus is használható. védőgáz. Az elektroszálas hegesztéssel összehasonlítva ez a módszer kisebb hőhatással járó zónát eredményez, és valamivel jobb, mint a nyírószilárdság. A hosszú rúd elektróda előnyös lehet, mivel nagyobb hegesztési sebességet biztosít, és kevesebb olvasztott alapanyagot és kevesebb hőt termel.
A GOST 9466-75 szerint az elektróda megnevezése információkat tartalmaz a típusról, a márkáról, az átmérőről és annak egyéb jellemzőiről. A szerkezeti acélok hegesztésére szolgáló elektródák típusának megjelölése tartalmazza a betűt E ("Elektróda ívhegesztéshez") és az ábra, amely azt mutatja, hogy a hegesztési fém minimális átmeneti ellenállása kgf / mm2-ben van. Ha a számok után van egy levél A (pl. Э42А, Э46А), ez azt jelenti, hogy az ilyen típusú elektróda nagyobb hegesztési fém műanyag tulajdonságokkal rendelkezik.
A súrlódási hegesztés szilárd fázisú behatolási folyamat, amely fémlemez, különösen alumínium kötésére használható olvadáspontja elérése nélkül. A súrlódási hegesztés során egy hengeres vállú szerszámot és egy profillapot forgat, és lassan a fémdarab vagy a hegesztett lemez két darabja között összecsukódik. Az alkatrészeket az alábbi módon kell összenyomni, hogy az arcuk ne adja fel. A kopásálló hegesztőszerszám és a hegesztőszerszám között keletkező hő miatt a hegesztő megpuhul, és nem éri el az olvadáspontot, lehetővé téve a szerszámnak a hegesztési vonal mentén történő áthaladását.
A típus mellett az elektródák márkájúak. Az elektródák egyfajta típusának felel meg. Például az E42 típusú elektródák megfelelnek a GOSTS-2, TsM-7, ANO-6 márkáknak.
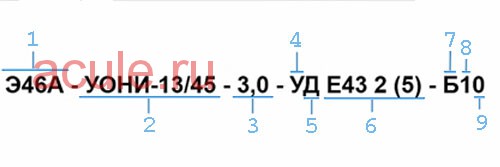
1 - Az elektróda típusa (E - elektróda ívhegesztéshez, 46 - erősség 460 MPa, A - a hegesztett fém rugalmassága és keménysége);
2 - Az elektróda jelölése;
3 - a rúd átmérője;
4 - Az elektróda célja (Y - szén- és alacsony ötvözetű acélok hegesztéséhez);
5 - A bevonat vastagságának jellemzői (D - vastag);
6 - A hegesztési fém jellemzőit mutató indexcsoport;
7 - A lefedettség típusa (B - alap);
8 - A varrás térbeli elhelyezkedése (1 - minden pozíciónál);
9 - Áramtípus (0 - állandó, fordított polaritás).
A lágyabb anyagot a szerszám szélére helyezik, és a szerszámkar és a csapszeg profilja közötti szoros érintkezéssel kitolja. A két rész között lehűtött szilárd fázisú kötés megengedett. A súrlódási hegesztés alumínium lemezek és lemezek csatlakoztatására használható további huzal vagy árnyékoló gáz nélkül. Lehetőség van 1, 6 és 30 mm közötti vastagságú hegesztésre, teljes behatolással és pórusok és belső üregek nélkül. Nagy impedanciát érhet el alacsony alakváltozással hegesztésektúlnyomórészt alumíniumötvözetek és még olyan anyagok is, amelyeket a hagyományos fúziós hegesztési módszerekkel nehéz hegeszteni.
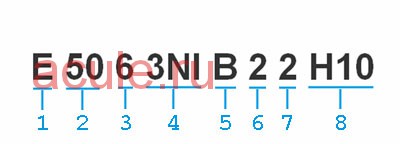
1 - Elektróda ívhegesztéshez;
2 - Minimális hozamerősség (500N / mm 2);
3 - Jellemzi azt a hőmérsékletet, amelyen a minimális ütésállósága 47 J (kb. 60 ° C);
4 - Jellemzi a hegesztési fém kémiai összetételét (Ni - 2,6-3,8%);
5 - Az elektród bevonat típusa (fő);
6 - Teljesítménykód és az áram típusa (<=105%, постоянный);
7 - Hegesztési pozíciókód a hegesztéshez (függőlegesen felülről lefelé);
8 - Jellemzi a hegesztési fém hidrogéntartalmát (10 ml / 100 g).
Nemrégiben súrlódási hegesztést tartottak az ólom, a réz, a magnézium és a titánötvözetek számára. Melyek a hegesztési huzal-rögzítők követelményei? Hogyan kell elválasztani a bemeneti és hegesztési áramot? Mit észlel a kapcsoló és kapcsoló eszközökről? Mit kell tennie a típusvizsgálatnak az elektródák forgalomba hozatalakor?
A hegesztő berendezések ellenőrzése és tesztelése. A szabvány az első átfogó pillantás a hegesztőberendezések problémáinak megoldására. A vizsgálati és vizsgálati eljárásokat a javítások és ellenőrzések és a rendszeres vizsgálatok után állapítják meg. Az ellenőrzéseket szakembereknek kell elvégezniük, és a legjobb megoldást figyelembe kell venni, ha ismerik a hegesztést.
Nem fogyasztható elektródák. A nem fogyasztható elektródok szén, grafit és volfrám. Ezeknek az anyagoknak az olvadáspontja meghaladja a hegesztés során felmelegedett anyagot. Ez a funkció határozta meg a nevüket.
A grafitelektródák szintetikus préselt grafitból, szénből készülnek az elektromos szénből. A grafitból készült elektródoknak bizonyos előnyei vannak a szénnel szemben. Magasabb elektromos vezetőképességük van, lehetővé téve az áram sűrűségének 2,5-3-szoros növekedését, és magasabb hőmérsékleten az oxidációval szembeni nagyobb ellenállást. Az utóbbi minőség lehetővé teszi a szén-dioxidhoz viszonyított fogyasztás csökkentését.
Az előírt vizsgálatot óvatosan kell elvégezni az ellenőrzések és vizsgálatok során. Ez az „óvatosság” különösen azt jelenti, hogy egyes vizsgálatok károsíthatják a berendezést. Ezekben az esetekben a mérést a hegesztési és az elsődleges áramkörök szivárgási áramának mérésével helyettesítik. Az ellenőrzések és vizsgák sorrendje és tartalma.
Rendszeres ellenőrzések: - vizuális ellenőrzés - az üres feszültség mérése - a szigetelési ellenállás mérése Megjegyzés: a rendszeres ellenőrzések nem igényelnek funkcionális vizsgálatot. Ellenőrzések és tesztek a javítás után - vizuális ellenőrzés - az üres feszültség mérése - a szigetelő ellenállás mérése - a védővezető ellenállása - ellenőrzés történik. A vizuális ellenőrzés lehetséges területe.


A volfrám nem fogyasztható elektródok tiszta vagy volfrám adalékanyagok jelenlétében készülnek. A tórium, az ütrium, a lantán és más anyagok oxidjait adalékanyagként használják. Egy adott adalékanyag jelenlétét az elektród márka és színe jelzi. Az EV (WP) megjelölés tiszta volfrámot jelent (a vége zöld színű), EVT (WT) - volfrám tóriummal (piros), EVI (WY) - ittriummal (sötétkék), (WL) - lantánnal (kék vagy arany, a lantán tartalmától függően), WC - cériummal (szürke), cirkóniummal (fehér).
A vákuumfeszültség mérése: a kimeneti hegesztési kapcsok és a hegesztő áramforrás közötti üresjárat mért feszültsége névleges feszültségre van tervezve. Az egyes alkatrészekre vonatkozó további követelmények a szabványban találhatók. Ez akkor tekinthető kielégítőnek, ha a mérés során a készülék adattábláján feltüntetett értékek ≤ értékei elértek. Különösen a régebbi eszközökön a címke olvashatatlan vagy egyáltalán nem olvasható.
Ebben az esetben a gyártási szabvány követelményei irányíthatók. A terhelés nélküli feszültség mérésére szolgáló eszköz. Szivárgási áramok: A szivárgási áramot a hegesztő áramkörön és az elsődleges áramkörön mérik. Az elsődleges áramkör mérésekor használhatja az aktuális mérési módszert vagy a differenciáláram mérési módszert. A mérési kapcsolat alább látható.
Acél, öntöttvas, réz, sárgaréz, bronz, alumínium és más fémek nem fogyasztható elektródákkal vannak hegesztve. A hegesztést leggyakrabban védőgázban (argon, hélium, nitrogén és ezek keverékei) végezzük. Végezhető töltőanyaggal vagy anélkül is. Huzal, fémrudak vagy szalagok kerülnek felhasználásra.
A legnagyobb megengedett értékek az elsődleges szivárgási áram. A maximális megengedett értékek a hegesztőáram szivárgási árama. Csatlakoztatás a hegesztőáram szivárgási áramának méréséhez. Elsődleges szivárgási áram mérése: A mérést olyan körülmények között kell végezni, ahol a készüléket a névleges tápfeszültségről táplálják, a kimeneti áramkör készenléti állapotban van, a szűkítő kondenzátorok nincsenek leválasztva, és a készülék nem csatlakozik a talajhoz, kivéve a mérőelemeket. Ha az áramot egy védővezetéken keresztül mérik, a készüléket a földről is el kell különíteni.
Az elektródák kiválasztása acélhegesztéshez
A hegesztési acélok elektród típusának megválasztása nemcsak az utóbbi típusától függ, hanem az ízület jellegétől, a hegesztés térbeli helyzetétől, a hegesztési áram típusától (állandó vagy változó), a környezeti hőmérséklettől, stb. Jelenleg több száz típusú elektróda készül. legkülönbözőbb célokra.
Amint az a következő ábrákból látható, a túlfeszültséget mérjük, és a szivárgási áramot a következőből számítjuk ki. Az elsődleges szivárgási áram mérésére szolgáló áramkör. Csatlakozás a védővezetéken átáramló áram méréséhez. Funkcionális tesztek. A be- és kikapcsoló készüléket le kell kapcsolni, vagy minden vezetékre földelés nélkül, és az állapotot egyértelműen jelezni kell. Ha a tápegység feszültségcsökkentő készülékkel rendelkezik, akkor ezt a feszültséget csökkenteni kell, ha a hegesztőáramkör ellenállása meghaladja a 200 ohmot. A protokollnak tartalmaznia kell a következőket: - a vizsgálandó hegesztőberendezések azonosítása; - a vizsgálat időpontja; - a vizsgálati eredmények; - a vizsgálatot végző személy azonosítása; - a szakember és szervezete aláírása; - a vizsgálati tárgy azonosítása.
- Minden biztonsági és hegesztési funkciót ellenőrizni kell.
- Ellenőrizzük az összes adó funkcióját.
Az acélok elektródái több csoportra oszlanak - attól függően, hogy milyen anyagból készülnek hegesztésre.
Az első csoport a szén- és alacsony ötvözetű szerkezeti acélok legfeljebb 0,25% szénig terjedő hegesztési acéljainak hegesztési szilárdsága. Az ilyen acélok közé tartoznak a St5ps, a St3sp, az St0 és a fémhengerek gyártásához használt egyéb osztályok, amelyekből a legtöbb szerkezet mindennapi életben készül, és amelyek nem támasztanak semmilyen különleges követelményt az erősségükre - kapukra, kerítésekre stb. Hegesztésükhöz az összes hegesztő számára ismert elektródákat használják. mint ANO-4, ANO-21, MP-3, OZS-41. A népszerű MP-3 elektróda alkalmas hegesztésre mind a váltakozó, mind az egyenárammal a hegesztés minden térbeli helyzetében, kivéve a függőleges felsőt alulról.
Érdekes, hogy a javítás után a sablonként jelenik meg a protokoll, és nem a rendszeres ellenőrzések általános sablonja. A protokollnak tartalmaznia kell az összes tesztet, ha egyiket sem hajtották végre, azt meg kell jelölni. A tesztelés után a készüléket egy teszt dátum címkével kell ellátni. Ezek az eszközök nem felelnek meg a fenti szabvány követelményeinek.
Ebben az esetben a következő adatokat is be kell írni a naplóba: - annak meghatározása, hogy mely konkrét követelmények nem teljesülnek, - annak megállapítása, hogy e követelmény nem teljesül, - a meg nem felelés kockázatának felmérése - szükség esetén korrekciós intézkedéseket javasol.
490-590 MPa szakítószilárdságú acélok hegesztéséhez az E50A, E60 (UONI-13/55, OZS-28, UONI-13/65) típusú elektródokat használjuk. Ezek az elektródák olyan varratokat biztosítanak, amelyek nagyobb terheléseket tudnak elviselni, mint az előző elektródcsoport.
Az 590 MPa-nál nagyobb szakítószilárdságú, magas és nagy szilárdságú ötvözött acélokat NIAT-5, EA-981/15, EA-395/9 elektródákkal kell forralni (ha a termék hegesztés után nem történik hőkezelésnek) vagy az OZSh-1, NIAT- 3M, UONI-13/85 - ha a hegesztett szerkezetet tervezték hőkezelésre, hogy biztosítsák a varratok egyenlő szilárdságát.
Megjegyzés: tulajdonos vagy akk. a hegesztőberendezés felhasználója lehet elektromos minősítés nélküli személy. Ezért a fenti adatokat egy naplóban kell megfogalmazni, hogy a felhasználó minősített döntést hozhasson arról, hogy használja-e az eszközt, vagy módosítsa vagy letiltja.
A hivatkozott szabvány ezen részének fejezeteit a gyártókra vonatkozó szabályoknak szánják, számos számítást és típuseljárást, valamint más vizsgálatokat és hasonló információkat tartalmaznak. Ez a tartomány. A követelmények tartalma teljesen felesleges ezen eszközök működtetéséhez, karbantartásához, javításához, ellenőrzéséhez és teszteléséhez. Ezért ennek a fejezetnek az a célja, hogy csak az ezen eszközök felhasználóinak, a kísérőknek és különösen az ellenőrző és tesztelő technikusok alapvető tájékozódásának szükségességére vonatkozó információkat szolgáltasson.
Az E-09X1M, E-09MH, E50A (ANZhR-2, OZS-11, TsU-5) típusú elektródok alacsony ötvözetű és ötvözött hőálló acélok 550-600 ° C hőmérsékleten történő hegesztésére szolgálnak.
Nem gyakran, de a mindennapi életben a hőálló és hőálló acélok 550-600 ° C feletti hőmérsékleten történő hegesztésével kell foglalkozni. Például a kemence tűzálló rácsainak gyártásában. Ha ilyen acélt kap, akkor KTI-7A, OZL-38, TsT-15 elektródákkal kell főzni.
A savas, lúgos és egyéb korrozív környezetben korróziónak ellenálló, rozsdamentes acélként ismert, korrózióálló acélt a TsL-11, OZL-7, OZL-22 osztályú elektródákkal főzik.
Elektródátmérő kiválasztása. Az elektróda átmérőjét elsősorban a hegesztendő fém vastagsága alapján választjuk meg. Egyéb munkakörülmények: a hegesztett fém típusa, az áram típusa, a hálózati feszültség paraméterei, az élkészítő formák stb. - az elektród átmérőjére is saját igényeket támasztanak, de sokkal kisebb mértékben, mint a hegesztendő fém vastagsága.
Az elektród kezdeti kiválasztásához használja az alábbi táblázatot, melynek értékei megfelelnek az alsó varratnak.
A hegesztések függőleges és mennyezeti helyzetben történő végrehajtásakor nem lehet nagyobb 4 mm-nél nagyobb átmérőjű elektródokat. Ha vágóél van, vagy meg kell olvadnia a részek közötti rést, a gyökérvarrást 2,5-3 mm-nél kisebb átmérőjű elektródával lehet elvégezni.

Hegesztett gyökérhegesztés
A hegesztőhuzalt különböző minőségű acélból, rézből, alumíniumból és más fémekből állítják elő. Acélhuzal, a GOST 2246-70 szerint gyártott bot-elektródák hegesztésére, burkolására és gyártására. A szabvány 77 különböző minőségű kémiai összetételű acélhuzalt tartalmaz - alacsony szén-, ötvözött és magas ötvözetű.
Az anyag átmérője 0,3-12,0 mm. A 3 mm-es huzalvastagságot fél-automata tömlőhegesztéshez használják, 1,6-6 mm átmérővel - kézi hegesztéshez 2–5 mm átmérőjű, tapadós elektródákkal - automatikus hegesztéshez. Nagy átmérőjű anyag, amelyet felületekre használnak. A bevonat típusa szerint a huzal tiszta és réz. A rézbevonat javítja a varrat szilárdságát és tisztaságát, növeli az ív stabilitását, csökkenti a fém fröccsenését.
A huzal betűk és számok jelölésekor használatosak. A Sv-08GS megnevezése szerint a hegesztési huzal (Sv), a szén - 0,8%, a mangán (H) - legfeljebb 1%, a szilícium (C) - legfeljebb 1%.

Hegesztőhuzal: rozsdamentes, réz bevonatú, alumínium.
Szálas huzal
A félautomata hegesztéshez használt fluxus-maghuzal (más néven fluxus vagy önvédő) egy speciális por alakú fémburkolat. Ez utóbbi olyan anyagok keverékéből áll (vasötvözetek, ásványi anyagok, ércek, vegyszerek, stb.), Amelyek ugyanolyan funkciót töltenek be, mint a ragasztóelektródák bevonása - az olvadt fém védelme az oxigén és nitrogén, a fém ötvözése és deoxidálása, az ívkisülés stabilizálása stb.
Vevőként 10,5 literes OHP-10 tűzoltó készüléket vettek fel, a PM5 nyomáskapcsolót is megvásárolták, vízhez tervezve, de levegőre is alkalmas. Vettem két nedvesség elválasztó szűrőt és egy autóipari tüzelőanyag-szűrőt, finom tisztítást. Rögtön a kompresszor bejáratánál helyeztem el. Vettem különböző adaptereket, kereszteket, így ...
A vízvezeték és a szennyvíz vezetéséhez háziállatok és madarak számára lobbizni, szép virágállványokat és sok más, a háztartásban hasznos dolgot segíteni fog a rendelkezésre álló alkatrészekből és anyagokból készült elektromos hegesztőberendezések. 4 mm-es átmérőjű elektródoknál 1-20 mm vastagságú hegesztést lehet alkalmazni. A telepítés váltakozó áramú árammal működik ...
A szerszámgépek otthoni műhelyének arzenálja hasznos az ingafűrész feltöltéséhez. Egy munkapadra rögzíthető, egy fémszerkezet mellett, amelyen a munkadarab van rögzítve. Szerszámfűrész - csiszolótárcsa. Acélrudak, szögek, csövek, lapok és még a metla csempe, porcelán és üveg, keménységre kikeményedve, nehéz ... a felület ...
A különböző hegesztési elektródák lehetővé teszik a hegesztési intézkedések jelentős egyszerűsítését, ugyanakkor garantálják az anyagok ésszerű hegesztését és a hegesztett kötés magas minőségét.
1 Hegesztő elektródák - jellemzők, alapvető információk
Megértjük, hogy egy nem elektromos vagy fém rúd egy bizonyos elektromos vezetőképességű anyagból, amelyet a hegesztett felület áramának biztosítására használnak. A hegesztési technológiák története és a hegesztés fejlesztésének folyamata elválaszthatatlanul kapcsolódik az elektródok megjelenésének és javulásának módjához. 1802-ben V. Petrov kísérletsorozatot hajtott végre, amelyben először használta az elektródokat a világon. Mindössze 80 évvel később, N. Bernados Oroszország feltalálója közzétette munkáit, amelyek leírják az elektromos ív használatának főbb rendelkezéseit a fém élek hegesztéséhez.
Művei "korrigált" N. Slavyanov. Azt javasolta, hogy hegesztést végezzenek egy fém rúdelektróda használatával, nem pedig a nem fogyasztható szénnel, és a hegesztési folyamatot egy kohászati olvasztott folyadékban végezzék. Ennek a technológiának köszönhetően az éghető fém mennyisége a hegesztési medencében jelentősen csökkent, sokkal kevésbé kezdett oxidálódni, és maga a hegesztés (nagyon káros) foszforból és kénből állt.
Ezt követően folyamatosan javultak az elektródák bevonatainak jellemzői és típusai, ami növelte a hegesztési munkák minőségét. Szóval 1904-ben Svédország O. Kjellberg kezdte megolvasztott bevonatú elektródák használatát. 7 év elteltével a britek A. Strohmenger javította (nátrium-szilikáttal impregnált azbesztbevonat és egy további alumíniumhuzal). 1925-ben A. Smith szabványokat dolgozott ki az elektródok bevonására ötvöző és védő por alakú anyagokkal.
Mindezek a találmányok azt eredményezték, hogy az 1930-as évekre az olvasztóelektródák tiszta bevonat-összetételűek és egy egyszerűsített gyártási rendszerrel rendelkeztek.

A hegesztéshez használt bevonó termékek ilyen speciális összetevőket tartalmaznak:
- ötvözés (a varrat jobb szerkezete és összetétele);
- gázképződés (a levegő eltávolítása a hegesztési területről);
- stabilizáló (megértették az alacsony ionizációs potenciállal rendelkező elemeket);
- salakképző (szükséges a kristályosító és az olvadt fémnek a gázfázissal való érintkeztetéséhez).
2 Az elektródák típusai: hogyan osztályozzák őket?
Mint ilyen, az elektródák egyetlen osztályozása jelenleg nem létezik. Ezt a hegesztési termékek jellemzőinek különbségei okozzák, amelyek a világ különböző országaiban vannak, és közvetlenül a sokféleségük miatt. Az elektródok meghatározott márkákba történő felosztását nem szabályozza a hivatalos szabványok, hanem a késztermékek útlevelének és a gyártás műszaki feltételeinek megfelelően történik.

Jelenleg több mint 200 hasonló termék márka készül. Néha látható, hogy egyes elektródok nem számítanak semmilyen márkára, vagy több márka egyszerre felel meg nekik. Hazánkban az elektródokat két nagy csoportba sorolják (fémes és nem-fém), amelyek ezt követően több alcsoportra oszlanak. A fémtermékek nem fogyaszthatók (lantanirovannymi, volfrám, itrirovannymi és toriated) és megolvaszthatók:
- fedetlen: jelenleg kizárólag folyamatos típusú hegesztési huzalként használják a hegesztési medencét védő gázok környezetben történő munkájához;
- bevonat: acél, bronz, öntöttvas, alumínium, rézelektródák hegesztéshez és mások.

A fém-olvadás és nem fogyasztható elektródák speciális öntési opcióval az ívhegesztéshez már GOST 1975 9466 szerint készülnek. Ezt az alábbiakban tárgyaljuk. Itt megemlítjük, hogy az argon-ívhegesztés egy nem fogyasztható elektródával történő alkalmazása során (leggyakrabban) volfrámtermékeket használnak, más típusaikat sokkal ritkábban használják.
3 Hogyan osztályozzák a fedett elektródákat?
Először is, a felhasznált bevonat típusa szerint hat típusra oszthatók:
- rutil - jelölés P;
- a fő - B;
- savanyú - A;
- vegyes (két betűvel jelölve): РЖ - vaspor és rutil, RC - cellulóz-rutil, AR - savanyú rutil, AB - rutil bázis);
- cellulóz-C;
- egyéb - P.
Ez az állami szabvány az elektródákat a keresztmetszetük és a rúd D / d keresztmetszetének aránya szerint osztja fel (valójában a bevonat vastagsága szerint). Ebből a szempontból a bevonat lehet:
- átlag (C): a D / d értéke kisebb, mint 1,45;
- vékony (M) - kevesebb mint 1,2;
- különösen vastag (G) - több mint 1,8;
- vastag (D) - 1.45–1.8.
A kinevezés során az elektródákat általában az alábbi acéltípusok hegesztéséhez optimálisan osztják fel:
- szerkezeti ötvözet, amelyben a rés ellenállása (ideiglenes) legalább 600 MPa (az "L" betűvel van jelölve);
- alacsony ötvözetű és szénszerkezetű, legfeljebb 600 MPa ellenállással (jelölés - "U");
- magas ötvözetű, különleges jellemzőkkel rendelkező ("In");
- hőálló, adalékolt ("T").

A speciális felületrétegek felszínét elektródákkal, a "H" betűvel jelöltük.
A besorolás magában foglalja a hegesztési tevékenységek több típusra történő megosztását is, a hegesztési fém kémiai összetételétől és mechanikai paramétereitől függően, valamint három különálló csoportban, amelyeket a fémben lévő foszfor és kén tartalma, a bevonat állapota és az elektródakimenet pontossági osztálya jellemez.
Az elektródok többek között rendelkezhetnek más térbeli pozícióval, ahol használatuk megengedett:
- alacsonyabb "a hajón" és alacsonyabb;
- kivéve függőleges;
- abszolút bármilyen;
- függőleges és alacsonyabb.
4 Különleges elektródák réz hegesztéséhez
A tapasztalt hegesztők mindig speciális elektródokat használnak a rézszerkezetek összekapcsolásához, amit a réz speciális tulajdonságai okoznak (nagy folyékonyság, forró törékenység, viszonylag alacsony hőmérsékleten olvadó, magas és így tovább). Ebben az esetben a rézhuzalok hegesztésére szolgáló elektródokat gyakran használják eléggé hagyományos - grafit vagy szén.
Az elsők jó eróziós ellenállással és hőállósággal rendelkeznek, nem törékenyek (a hegesztés során bekövetkező repedésük valószínűsége minimális), sok évig eltartható tulajdonságaik nélkül tárolhatók, hosszú élettartamuk van, és nagyon gazdaságosak. A szén nem rendelkezik ezeknek az előnyöknek a legtöbbjével, így egyre kevesebbet használnak.

Különösen megjegyezzük, hogy cső alakú elektródák (réz) vannak a kivágott huzalrendszerekben lévő lyukak villogásához (nem keverhető össze a különböző felhasználási eljárásokkal), legfeljebb két milliméteres keresztmetszettel.
![]()
Ezek a következő előnyökkel rendelkeznek:
- merev szerkezet;
- alacsony elektromos ellenállás;
- maximális fúrási mélység;
- az elektród kívánt hosszúságának kiválasztásának lehetősége attól függően, hogy melyik gépet használják;
- a termék külső részének kis érdessége és egyedi pontossága;
- egy speciális csatorna jelenléte az elektródában, amelyen keresztül folyadék áramlik az erózió termékeinek eltávolításához.




