Argon ívhegesztés a rézre az úton. Rézcsövek hegesztése. Rézötvözetek hegesztése.
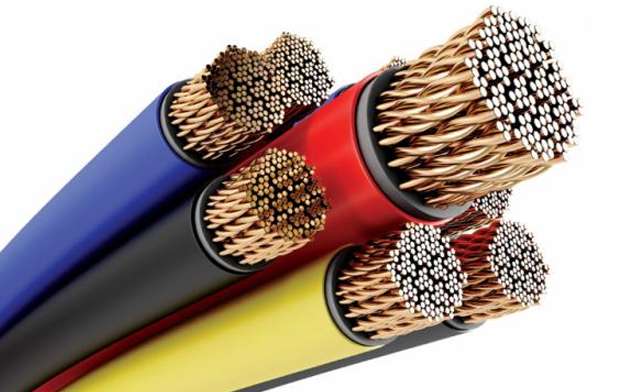
A réz számos egyedülálló tulajdonsággal rendelkezik, beleértve a legmagasabb elektromos és hővezető képességet, hajlékonyságot, korrózióállóságot. A fém magas esztétikája hozzáadódik a tisztán technikai tulajdonságokhoz, ami hozzájárul a nagy igényekhez, mint dekoratív anyag.
Mindez réz széles körű alkalmazás különböző területeken. A réz forrasztása és hegesztése - olyan műveletek, amelyek előbb-utóbb szembe kell néznie minden olyan mesterrel, aki fémszerkezettel szeret dolgozni. A technikailag tiszta réz mellett ötvözetei széles körben elterjedtek: bronz és sárgaréz.
Rézhegeszthetőség és néhány jellemző
A réz hegeszthetősége a kémiai tisztaságtól függ: a benne kevésbé káros szennyeződések - kén, foszfor, ólom stb. - minél jobb a hegesztés. A hegesztést hátrányosan befolyásoló tényezők a következők:- A réz hajlamos oxidálódni. Az oxigénnel való kapcsolat a tűzálló oxidok képződésével törékeny zónák és repedések kialakulásához vezet a hőkezelés területén.
- A nagy lineáris expanziós együttható (1,5-szer nagyobb, mint az acél) nagyobb zsugorodást okoz a megszilárdulás során, ami forró repedések előfordulásához vezet.
- A fém hajlamos a levegőből (főleg oxigénből és hidrogénből) az olvadt állapotban lévő gázok felszívására is negatívan befolyásolja a minőséget. hegesztési varrás. A hidrogén, különösen a fém kristályosodása idején a réz-oxid oxigénjével kombinálódik, és vízgőzt képez, ami pórusok és repedések kialakulását okozza.
- A szemcsemagok elhelyezkedése a heveny hatású zónában törékeny szerkezetek kialakulásához vezet.
- A hővezető képesség nagy tényezője (7-szer nagyobb, mint az acél) megköveteli a nagy teljesítményű és energia koncentrációjú fűtőforrást az olvadási zónában. A hő gyors eltávolítása következtében a varrás kialakulása romlik, és egyre növekszik a benne rejlő hibák - alulcsapások, megereszkedések stb.
- A réz nagy folyékonysága (2–2,5-szer nagyobb, mint az acél) nem teszi lehetővé az egyoldalas süllyesztést a tömeggel, a szélek teljes behatolásával és a jó hegesztéssel a hátoldalon. A csuklós illesztéseknél a bélés szükséges lehet a másik oldalon, szorosan a hegesztett fémhez. A réz nagy folyékonysága megnehezíti a függőleges és különösen a felső helyzetben történő hegesztést.
- 200 ° C feletti hőmérsékleten a réz szilárdsága csökken a hajlékonyság csökkenésével (más fémekkel, például acélokkal szemben, amelyek szilárdsága csökken). magas hőmérséklet fokozott plaszticitással). A 250-550 ° C hőmérsékleti tartományban, ahol a réz hajlékonysága eléri a minimális értéket, repedések léphetnek fel. E tekintetben kerülni kell a kemény rögzítéseket. Nem ajánlott a varratokat két lépésben végrehajtani, mivel az első menet már merev rögzítést eredményez. A kesztyűket csúsztatható rögzítőkkel kell kicserélni.
Sárgaréz hegesztésekor a cink elpárologhat (forráspontja 907 ° C, azaz a réz olvadáspontja alatt), ami pórusok kialakulásához vezet. Cink párok, amelyek oxigénnel kombinálódnak, cink-oxidot képeznek, amelyek maguk a párok mérgezőek és sűrű fehér felhő formájában szabadulnak fel. A párologtatás és a cink kiégése következtében a hegesztési ötvözetben való koncentrációja csökken. A fém előmelegítése és a magasabb hegesztési sebesség csökkenti a cink párolgását. Általában manuális ívhegesztés A sárgarézet ritkán használják, és folyamatos gázszívást igényel.
A deoxidált réz (M-1p, M-2p, M-3r), amelyben az oxigéntartalom nem haladja meg a 0,01% -ot, a legjobb.
A hegesztési nehézségek leküzdése érdekében a rézhegesztési technológia biztosítja a hegesztési medence gáz- vagy flux-védelmét, deoxidizátorokat vezetnek be az elektródák és a töltőhuzal összetételébe: szilícium, alumínium, mangán és mások.
Rézhegesztési módszerek
A gyártásban hegesztett szerkezetek rézből különböző típusú hegesztést alkalmaznak - védőgáz nélkül bevonatos elektródákkal, védőgázokkal, nem fogyasztható és olvadó (huzal) elektródákkal, fluxus alatt stb. védőgázok. A többi színesfémhez hasonlóan a réz a hegesztés előtt alapos tisztítást igényel. Először rongyok, aceton vagy más oldószerek segítségével el kell távolítania minden olyan szennyező anyagot, amely káros szennyező anyagok, különösen az ólom és a kén beszállítói lehetnek. Ezek tartalmazhatnak kenőanyagokat és hűtőfolyadékokat, zsírokat, olajokat és festékeket.Ezután teljesen eltávolították oxid film - fémkefe vagy rozsdamentes acél háló, vagy valamilyen csiszolószerszám - az alkatrész megmunkálására ragyog.


A résztisztítás nagyon fontos szakasz, amely közvetlenül befolyásolja a hegesztés minőségét. Enélkül lehetetlen egy erős és szép varrás.
5 mm-es falvastagsággal a hegesztést a rész előmelegítésével 300-700 ° C-ra végezzük. Különösen fontos a masszív részek fűtése, és minél nagyobb a rész, annál nagyobb a fűtés.
Rézhegesztés fémbevonatú elektródákkal (MMA mód)
A 2 mm-nél nagyobb vastagságú rézbevonatot bevont elektródákkal forraljuk. A 4-5 mm-ig terjedő fém vágási élek nélkül hegeszthető, nagyobb vastagsággal van szükség, V-alakú vagy X-alakú vágásra 60-70 ° -os nyitási szöggel. A hegesztést fordított polaritású egyenárammal végezzük. Az elektród és az átmérő hozzávetőleges értékei. \\ T hegesztőáram a réz vastagságától függően az alábbi táblázatban látható.| Rézvastagság, mm | Elektródátmérő, mm | Rézhegesztő áram, A |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
A fémlemez hegesztésénél szükség lehet az eredetileg beállított áram csökkentésére - az alkatrész fűtése és az ennek következtében keletkező égési veszély miatt.
A Komsomolets-100, ANTS / OZM-2, ANTS / OZM-3, ANTS / OZM-4, OZB-2M (bronz) stb. Elektródákat réz hegesztésére tervezték.
A réz hegesztésére szolgáló fedett elektródok nem képesek azonos minőségű hegesztést biztosítani, ami argon hegesztést biztosít. szilárdság hegesztett kötésA felhasználásuk számos tényezőtől függ: az elektródamárka helyes megválasztása, a szükséges technológiák betartása (tisztítás alapossága, előmelegítés, optimális áramerősség) és természetesen a hegesztő minősítése.

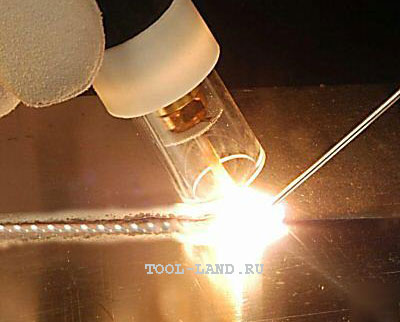
Rézhegesztés volfrámelektróddal argonban (DC / AC TIG mód)
Az eredmény szempontjából ez a módszer a legjobb. A TIG üzemmódban készült varratok tartóssága és pontossága különböztethető meg. Hegesztés történik volfrám elektróda változó vagy egyenáram egyenes polaritás. A hegesztőáram nagyságát a hegesztett fém vastagságától és az elektród átmérőjétől függően választjuk ki.Védőgázként argont, héliumot, nitrogént vagy ezek keverékét használják. Ezeket a gázokat technológiai tulajdonságaik alapján, némileg jobb, némileg rosszabbak egymással. A nitrogén különösen kevésbé hegesztési áramot igényel az argonhoz képest, de a használat során kialakított varratok bizonyos pórusképződésre hajlamosak. Emellett a ceteris paribus, a nitrogénfogyasztás meghaladja az argonfogyasztást. Ezért az utóbbit, figyelembe véve az egyetemességét, gyakrabban használják, mint más gázokat.
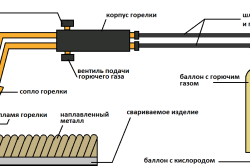
A töltőanyagként réz (M1, M2, M3) vagy bronz (Br KMts3-1 stb.) Rudakat használnak. A gyakorlatban gyakran használnak elektromos kábelekből és vezetékekből készült rézvezetékeket. Kívánatos, hogy az adalékanyag olvadáspontja az alapfém olvadáspontja alatt legyen. A varrás jobb védelme érdekében a rudat az égő előtt kell vezetni, és nem a mögötte (lásd a második képet). A 4 mm-es vastagságú rézlemezeket hegeszteni lehet a töltőanyag nélküli karimával.

Annak érdekében, hogy elkerüljük a volfrámelektróda szennyeződését az ív égése során, az utóbbit egy szén vagy grafit lemezen gerjeszthetjük, majd áthelyezhetjük a termékre.
A hegesztés elvégezhető a varrás alsó és függőleges helyzetében.
![]()
Ellentétben az alumíniummal, amelyet keresztirányú mozgások nélkül főznek, a réz hegesztése megköveteli a fáklya manipulációját, hogy varrást képezzen, és biztosítsa annak összekapcsolását a falakkal. A fémet körkörös vagy cikcakkos fáklya mozdulatokkal kell „elhelyezni”.

A kráter sörfőzését az ív meghosszabbításával kell elvégezni, ha az égőt fokozatosan eltávolítjuk hegesztőgép nincs speciális funkciója "kráterhegesztés".
Félautomata rézhegesztés (MIG mód)
A réz félig automata üzemmódban is hegeszthető MIG üzemmódban, az egyenáramú fordított polaritással argon, nitrogén vagy hélium felhasználásával védelemként. A hegesztéstechnika ebben az esetben magában nem különbözik az acélhegesztéstől.A webhely tartalmának használatakor aktív linkeket kell helyeznie ehhez a webhelyhez, amelyet a felhasználók és a keresőrobotok láthatnak.
A réz-argon hegesztés a leghatékonyabb vegyület a rézötvözetekhez.
Minden fémmunkásnak a réztermékek forrasztásával és hegesztésével kell foglalkoznia. Ma megvizsgáljuk, hogyan lehet a réz argont hegeszteni!
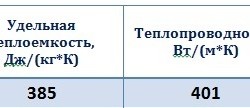
Réz és ötvözete (bronz és nikkel) az elektromos és hővezető képesség miatt, korróziógátló hatását számos iparágban használják. Az anyag olvadáspontja 1083 ° C. A tiszta réz hővezető képessége 2-szer több, mint az alumínium, ezért argonnal való hegesztéskor a fém jó fűtése szükséges.
De a rézötvözet hővezető képessége már kisebb, így nincs szükség a fokozott fűtésre.
A réz és az ötvözetek több osztályba sorolhatók. A jó minőségű hegesztett kötés megszerzéséhez jobb, ha deoxidált vagy oxigénmentes rézet használnak, kevés oxigén van benne.
Az argonnal végzett rézhegesztés fő hegesztési kompozícióit a táblázat tartalmazza.
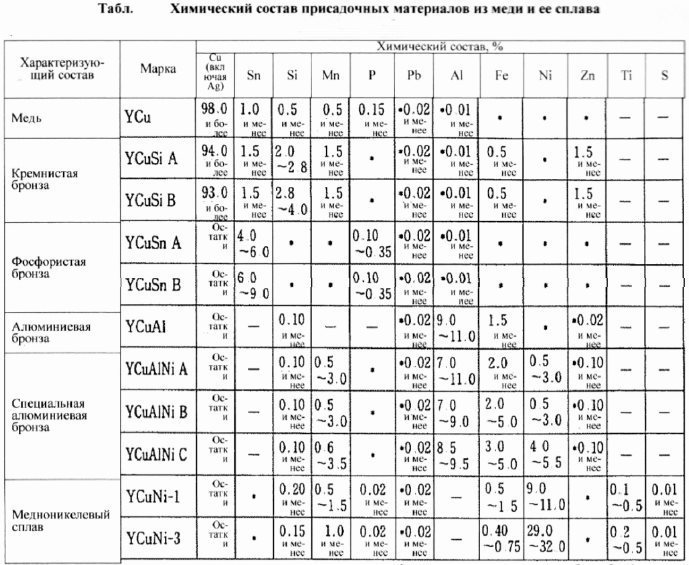
A gyakorlatban azonban a hasonló fémeket gyakran használják a kompozícióban (ami megtalálható az otthoni műhelyben).
A fém jobb olvasztásához és fúziójához a fluxusréteg vékony bevonatú rudakat is használunk.
Anyagkészítés (tisztítás)
Az argonnal végzett rézhegesztés nem végezhető el az anyag alapos tisztítása nélkül. Bármilyen csiszolószerszámot készítünk, és a hegesztett helyet fényre vágjuk. Ezután az anyagot bármilyen oldószerrel zsírtalanítjuk.

Az anyag előkészítése fontos eljárás.
Vegyünk felelősséget a réztermékek tisztítására - ez befolyásolja a kapcsolat minőségét.
A hibák kiküszöbölésére (nem fúzió, salak zárványok) előmelegítjük az anyagot 350-600 ° C hőmérsékletre. A hőmérsékletkülönbség az alapfémtől, a töltőanyagtól és a horonytól függ. A tapasztalatok alapján határozzuk meg.
videók: hogyan készítsünk egy repedést egy gáz réz radiátorban hegesztéshez.
Argonhegesztés (TIG mód)
Ez a technológia a hegesztők biztosítására a legjobb, a varratok szépek és tartósak. Az argonnal végzett rézhegesztést DC volfrámelektróddal végezzük. És itt, egy alumínium bronzötvözetnél, jobb, ha egy váltakozó áramra csatlakozunk.
A készülék aktuális beállításait a termék vastagságától és az elektród átmérőjétől függően választjuk ki. Táblázat, amely segít:
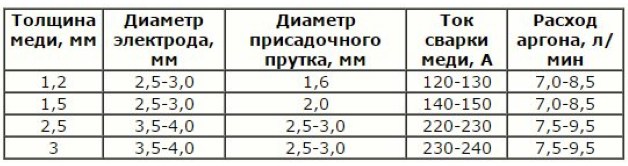
Az argon mellett nitrogén, hélium és ezek keverékei is használhatók a védőgázok összetételében. Minden felsorolt gáz előnye és hátránya van. De az argon még mindig igényli a hegesztést.
Az anyag összetételénél a töltő rudakat választjuk ki. De általában az otthoni műhelyben alkalmazzák rézhuzalok elektromos kábelekből vagy transzformátorból nyerik ki. Korábban a rézmagot a lakkról csiszolópapírral tisztítják és oldószerrel zsírtalanítják.
Jó, ha az extrahált töltőhuzal olvadáspontja alacsonyabb, mint a hegesztéshez előállított termék.
Néhány tipp a tapasztalt hegesztőktől:
- mindig tartsa az adalékot az égő előtt;
- a vastag réz argonhegesztése töltőhuzal nélkül hajtható végre;
- a fém jobb tapadásának biztosítása érdekében az égőt ajánlott a cikkcakkhoz;
- vékony anyag, annak érdekében, hogy elkerüljék az égést, rövid szakításokkal kell szakítani, megszakításokkal;
- ha a készülék kráterhegesztési funkció nélkül működik, az égőt fokozatosan kell eltávolítani (az ív meghosszabbítása);
- az argonhegesztést a varrat függőleges és vízszintes helyzetében végezzük.
videók: fűtés és rézvegyület.
Rézcsőhegesztés
Az argon rézcsövek csatlakoztatása esetén az áram alacsony. A hegesztés lassú, a varrat különálló részei, legalább 1/3 átfedéssel. A töltőhuzalt a fáklya oldali mozgások nyomják. Az elv egyszerű.
Hegesztés réz argonnal. A videó a javasolt cikk végén található részletes utasításokat dolgozni argon ívhegesztés. Az ilyen hegesztés biztosítja a kiváló minőségű és megbízható varrat kialakulását. A hegesztendő anyagban lévő különböző szennyeződések mennyisége, azaz a réz, meghatározza a szerkezet közvetlen összekapcsolási módját. Például a tiszta réz hegesztéséhez a töltőhuzalt és a volfrámelektródákat használjuk. Az argon védőkörnyezet lehetővé teszi az ívkisülés csökkentését, és ez rendkívül fontos a vékony szerkezetek esetében.
Hogy a réz argonnal van hegesztve - az alapszabályok.
Az ív argonhegesztést széles körben használják hegesztett rézszerkezetek gyártásához. A jó minőségű hegesztés érdekében célszerű védőgázokat használni, beleértve a kiváló minőségű argon vagy a hélium és az argon keverékének legjobb tulajdonságait (ez utóbbi legalább 50-75 százalék). Otthonban a rézeket gyakran hegesztik volfrámelektród segítségével. Egy adalékanyag szerepében jól kialakított, keskeny távtartó vagy huzal, csuklós csukló kiváló. Az argon rézhegesztés nem fogyasztható volfrámelektródával kiváló ívstabilitás jellemzi. Ezt a típusú hegesztést használják vékony elemek (legfeljebb négy milliméter) vagy nehezen elérhető helyeken történő csatlakoztatásakor.
A 6 mm-es vastagságú rézrészek vágóélek nélkül hegeszthetők. Ha a rézlemez vastagsága két-három milliméter, akkor az alapfémet nem kell melegíteni. A réz argonhegesztésének technikáját, amelynek vastagsága meghaladja a négy millimétert, 400 ° C-ra kell felmelegíteni. A színesfémek (réz) hegesztésének technológiája lehetővé teszi a fogyó elektródák használatát.
Hogyan hegesztik a réz otthon - a hegesztés elve.
Általában otthon van szükség arra, hogy a vízvezetékek vagy a fűtőberendezések telepítésekor rézrészeket hegessenek. A réz kiváló anyag a vízvezetékek számára, mivel az anyag sík, sima felületű, nem érzékeny a korrózióra, elegendő vízáramot biztosít, nem tartalmaz káros anyagokat, nem üledik fel különböző üledékekkel, és kiváló baktericid tulajdonságokkal rendelkezik. A rézcsövek több mint ötven évig tarthatnak. Azonban a technológia rézhegesztés rendkívül nehéz folyamat.
A réz hegesztése hazai gáz módszerrel.
Ha mindent betart, akkor a réz tökéletesen hegeszthető gázpalackok, acetilénnel töltve. A megfelelő hegesztés elvégzése és a varrás megmunkálása után kiváló minőségű kötést kapunk. A hegesztés végső szilárdsága milliméter négyzetméterenként 17-22 kgf. Mivel a réz magas hővezető képességgel rendelkezik (a vas hővezető képességének ötszöröse), a hegesztéshez nagy teljesítményű lángot kell használni. Túl vastag egységeket két égővel kell főzni.
Az alsó és felső hőelvezetés csökkentése érdekében kívánatos, hogy a hegesztendő anyagot azbesztlemezekkel helyezzük el. Otthoni rézhegesztésben ajánlott redukáló láng használata, mivel magja a fém élek felé irányul, ami valójában egyenes szögben van. A réz-oxid képződésének csökkentése és a forró repedések kialakulásának megakadályozása érdekében a hegesztést a lehető leggyorsabban, szünetek nélkül kell bevezetni. Ne felejtse el figyelemmel kísérni a láng megőrzését a munka során.
A hegesztés során szükséges hőelosztás szükséges ahhoz, hogy a huzal elolvassa az első rézéleket. Ezt a töltőanyagot az olvadó élek felé irányítjuk. A lapokon lévő, három milliméteres vastagságú széleit 45 foknál kell elvégezni. Közvetlenül a hegesztés előtt a széleit fényes ragyogásnak kell kitörölni, vagy nitrogénoldattal meg kell marni, és vízzel öblíteni kell.
"Aurora 180" - félérzékeny inverter. Az alumínium-réz hegesztése ezzel az egységgel.
Az "Aurora 180" készülék íves, mechanizált hegesztés elektromos, olvadó elektróda (vagy huzal) segítségével aktív vagy inert védőgáz környezetben. Ebben a töltőhuzalban automatikusan adagolódik. A félig automatikus készüléket a legmodernebb inverteres technológiával gyártották. Ezt a hegesztőgépet a megbízható, stabil és rendkívül hatékony működés jellemzi, a hegesztés során alacsony zajszintet eredményez. Az "Aurora 180" alkalmazása hegesztésre használható:
- rozsdamentes és szénacélok,
- mindenféle acélötvözet
- alumínium és réz
- A rézhegesztés jellemzői
- A réztermékek gázhegesztése
- A réz argon ívhegesztése
- A réztermékek kézi hegesztése
A réz és ötvözetei (sárgaréz, bronz, stb.) Széles körben használatosak különböző iparágakban (különösen villamosmérnöki és csövek gyártásánál) szerkezeti anyagként.

A rézet széles körben használják az iparban, mivel jó hő- és áramvezető.
A réz villamos energiát és hőkezelést végez, tökéletesen ellenáll a korróziónak, magas plaszticitással és esztétikával rendelkezik. Bárki, aki gyakran dolgozik fémekkel, tudja, hogyan kell forralni a rézet.
A rézhegesztés jellemzői
A réztermékekkel való munka folyamata nagyban függ attól, hogy az összetétele különböző szennyeződéseket (ólom, kén stb.) Tartalmaz-e. Minél kisebb az ilyen szennyeződések aránya a fémben, annál jobb lesz a hegesztés. A rézzel végzett munka során figyelembe kell venni az alábbi jellemzőket:
- Fokozott oxidálhatóság. Ennek a fémnek a hőkezelése során a közeli hegesztési zónában lévő oxigénnel repedések és törékeny zónák jelennek meg.
- A gázok felszívódása a réz olvadt állapotában rossz minőségű hegesztés kialakulásához vezet. Például a hidrogén, amely a fém kristályosodása során oxigénnel kombinálódik, vízgőzt képez, aminek következtében repedések és pórusok lépnek fel a hőkezelési zónában, ami csökkenti a hegesztés megbízhatóságát.
- Nagy hővezető képesség. A réz ezen tulajdonsága azt eredményezi, hogy hegesztését nagy teljesítményű fűtőforrással és nagy hőtartalmú hőenergiával kell végrehajtani a hegesztési területen. A gyors hőveszteség miatt csökken a hegesztés minősége, és megnő a megdöntés, alulcsapás stb. Kialakulásának lehetősége.
- A nagy lineáris tágulási együttható a keményítés során a fém jelentős zsugorodását okozza, aminek következtében forró repedések keletkezhetnek.
- A 190 ° C feletti hőmérséklet emelkedésével csökken a réz szilárdsága és hajlékonysága. Más fémekben, növekvő hőmérséklet mellett csökken a szilárdság, miközben a hajlékonyság megnő. 240 és 540 ° C közötti hőmérsékleten a réz hajlékonysága eléri a legalacsonyabb értéket, aminek következtében repedések keletkezhetnek a felületén.
- A nagy folyékonyság teszi lehetetlenné a kiváló minőségű, egyoldalas hegesztés elvégzését. Ehhez a hátoldalon további tömítéseket kell használni.
Vissza a tartalomjegyzékhez
A szennyeződések hatása a réz hegeszthetőségére
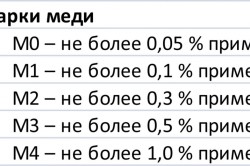
A rézben található szennyeződések különböző hatással vannak a hegeszthetőségre és a teljesítményre. Egyes anyagok megkönnyíthetik a hegesztési folyamatot és javíthatják a hegesztés minőségét, és néhányat csökkenthet. Különböző réztermékek előállításához a legnépszerűbb az M1, M2, M3 rézlemezek, amelyek bizonyos mennyiségben ként, ólmot, oxigént stb. Tartalmaznak.
Az O 2 a legnagyobb negatív hatást gyakorolja a hegesztési folyamatra: minél nagyobb, annál nehezebb lesz egy jó minőségű hegesztést elérni. Az M2 és M3 rézlemezekben legfeljebb 0,1% O 2 koncentráció megengedett.
Egy kis ólomkoncentráció normál hőmérsékleten nem befolyásolja hátrányosan a fém jellemzőit. Növekvő hőmérséklet mellett az ólom jelenléte ugyanabban az mennyiségben vörös törékenységet okoz.
A bizmut (Bi) gyakorlatilag nem oldódik a szilárd fémben. A törékeny héj rézszemcséket tartalmaz, aminek következtében a hegesztési varrat mind meleg, mind hideg körülmények között törékeny lesz. Ezért a bizmut tartalma nem lehet több, mint 0,003%.
Az oxigén után a legveszélyesebb szennyeződés a kén, mert szulfidot képez, amely a szemcsék határain belül jelentősen csökkenti a réz teljesítményét, és reddiszké teszi. A nagy kéntartalmú réz hőkezelése során kémiai reakcióba lép, ami kéngáz megjelenéséhez vezet, amely a hűtés során porózusvá teszi a varrást.
A foszfort az egyik legjobb deoxidizáló anyagnak tekintik. A rézburkolatban lévő tartalom nemcsak nem csökkenti a varrat szilárdsági jellemzőit, hanem javítja őket. Ezenkívül a tartalma nem haladhatja meg a 0,1% -ot, mert különben a réz törékeny lesz. Ezt figyelembe kell venni a töltőanyag kiválasztásakor. A foszfor csökkenti a réz azon képességét, hogy felszívja a gázokat és növeli a folyékonyságát, és ez növelheti a hegesztendő munka sebességét.
Vissza a tartalomjegyzékhez
A réz különböző módon hegeszthető, a legnépszerűbbek a következők:
- gázhegesztés;
- automatikus fluxus;
- argon ív;
- kézi hegesztés.
Bármelyik módszert is választjuk, a munka megkezdése előtt szükséges a hegesztendő felületek megfelelő előkészítése. A réz, bronz, sárgaréz és más ötvözetek hegesztése előtt meg kell tisztítani a széleit és a töltőhuzalt a szennyeződésektől és az oxidációtól egy fém fényűségig, majd zsírtalanítani. A széleit ecsettel csiszoljuk fém vagy csiszolópapír számára. Ebben az esetben a durva csiszolópapír használata nem javasolt.
A szélei és a huzal marása savas oldatban történhet:
- kénsav - 100 cm3 1 liter vízre;
- nitrogén - 75 cm3 / 1 liter víz;
- só - 1 cm 3 - 1 liter víz.
A maratás után a vakokat vízben és lúgban mossuk, majd ezt követően meleg levegővel szárítjuk. Ha a munkadarab vastagsága nagyobb, mint 1 cm, akkor először gázlánggal, ívrel vagy más módszerrel kell melegíteni. A hegesztési hézagok csapokkal vannak összekötve. Az egyesített elemek közötti résnek az egész szakaszon azonosnak kell lennie.
Vissza a tartalomjegyzékhez
A réztermékek gázhegesztése
Rézhegesztéssel gázhegesztés és a munkavégzés technikájának betartása mellett lehetőség van jó működési jellemzőkkel rendelkező minőségi varrásra. Ebben az esetben a csukló maximális szilárdsága körülbelül 22 kgf / mm2 lesz.
Mivel a réz magas hővezető képességgel rendelkezik, a következő gázáramlást kell használni a hegesztéshez:
- 150 l / h, legfeljebb 10 mm vastagságú;
- 200 l / h 10 mm-nél nagyobb vastagsággal.
A réz-oxid képződésének csökkentése és a termék védelme érdekében a forró repedések előfordulása ellen a hegesztést a lehető leggyorsabban és megszakítás nélkül kell elvégezni. Adalékanyagként elektromos rézből vagy rézből készült drótot használnak, amelynek szilíciumtartalma (legfeljebb 0,3%) és foszfor (legfeljebb 0,2%). A huzal átmérője kb. 0,6 vastagságú legyen a hegesztett lemezeknek. Ugyanakkor a megengedett legnagyobb átmérő 8 mm.
A hegesztés során szükséges a hőt elosztani, hogy a töltőanyag egy kicsit hamarabb megolvadjon, mint a munkadarab.
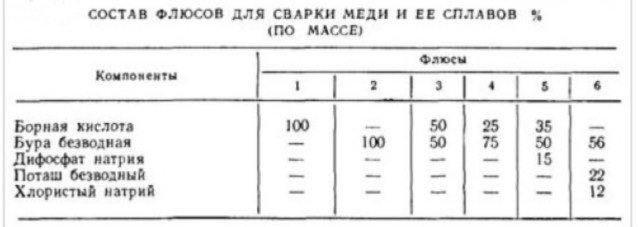
A fluxusokat a fém desoxidizálására és a salakból való tisztítására használják, amelyeket a hegesztési medencébe vezetnek be. Megmunkálják a huzal végeit és a hegesztendő lemezek széleit mindkét oldalon. A hegesztési fémek szemcséinek őrléséhez és a hegesztés szilárdságának növeléséhez a munka befejezése után kovácsolt. Ha a munkadarab vastagsága nem haladja meg az 5 mm-t, a kovácsolást hideg állapotban, 5 mm-nél nagyobb vastagságban végezzük - körülbelül 250 ° C hőmérsékleten. A kovácsolás után a varratokat 520-540 ° C hőmérsékleten vízzel gyorsan lehűtjük.
Vissza a tartalomjegyzékhez
Automatikus ívelt hegesztés
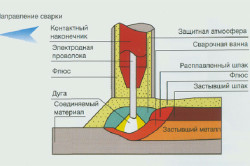
Ezt a hegesztési eljárást egy hagyományos hegesztőgép hajtja végre, egyenáramú fordított polaritással. Kerámia fluxus használata esetén a váltakozó árammal dolgozhat. A réz hegesztéséhez legfeljebb 1 cm vastagságú szokásos fluxusok használhatók. Ha a vastagság 1 cm-nél nagyobb, akkor száraz granulációs folyadékokat kell használni.
A legtöbb esetben az összes munkát 1 lépésben végezzük, rézhuzal segítségével. Ha a varratok nem rendelkeznek magas termofizikai mutatókkal, akkor az erejének növelése érdekében a bronz és a réz bronzelektródákkal kombinálható. Annak érdekében, hogy az olvadt fém ne terjedjen, és a munkadarab hátoldalán egy varrás jön létre, fluxus párnákat és grafitbéléseket használnak.
A sárgaréz hegesztése alacsony feszültség alatt történik, mivel a cink párolgási valószínűsége csökkenő íverővel csökken. A bronzhegesztést fordított polaritású egyenárammal végezzük. A fluxus magasságát a nagy granulátum fluxusa korlátozza (3 mm-ig).
A réz hegesztésénél meg kell érteni, hogy ez a fém egyedülálló tulajdonságokkal rendelkezik. Nevezetesen: kiváló rugalmasság, nagy hővezető képesség és elektromos vezetőképesség, a legnagyobb korrózióállóság. Plusz nagy esztétikai tulajdonságok. Ezért a réz ma több területen használatos. És mivel mindenkinek gyakran találkoznia kell vele, az a valószínűsége, hogy nagy emberkör fog érdekelni a fémhegesztés folyamatában. Ezért az a kérdés, hogy a réz otthon hegeszthető-e, sokan érdekesek.
Meg kell jegyezni, hogy minél tisztább a réz, annál jobb a hegesztés. Ezenkívül a következő tényezők is befolyásolják a folyamat minőségét.
- Mint sok színesfém is, oxigénnel érintkezve a réz elkezd oxidálni. Az oxid egy vékony, hőálló film, amely megakadályozza a rézlemezek hegesztését. Ezért az előkészítési szakaszban az oxidfólia szükségszerűen különböző módon távolítható el.
- A réz nagyon nagy lineáris tágulási együtthatóval rendelkezik. Másfélszer nagyobb, mint az acél. Ezért hűtés esetén erős zsugorodás tapasztalható. Ez a tényező negatívan befolyásolja a varrás minőségét, amelyben repedések jelennek meg a zsugorodás során.
- A fűtött állapotban a réz elnyeli a hidrogént és az oxigént. Az első fém a hűtés után pórusokat képez. A második oxid a felületen.
- Éles fűtéssel és hűtéssel a fémszerkezet megváltozik. A finomszemcsés anyagból durva szemcsé alakul. Ez pedig a hegesztési zóna törékenységének növekedése.
- A réz hővezetési tényezője hétszerese az acélé. Ez azt jelenti, hogy melegítéskor a fém gyorsan megolvad, mivel a hőmérséklet csökken, gyorsan válik szilárdsá. A hirtelen átmenet egy szakaszból a másikba hibákat képez.
- Rézáramlás. Ez az érték 2,5-szer több, mint az acél. Magas hővel, és ez gyakran szükséges a vastag munkadarabok hegesztéséhez, a teljes olvadás az egyik oldalon szinte lehetetlen. Ezért a réz és ötvözeteinek hegesztése kétirányú technológiával történik. Ha az egyik oldalon a hegesztés teljesen hegesztett, és végül egy hegesztés történik a hátsó oldalon. Egyébként a réz folyékonysága megnehezíti a hegesztést függőleges és mennyezeti helyzetben.
- A réz forrása előtt meg kell érteni, hogy az anyag szilárdsága és hajlékonysága a hőmérséklet emelkedésével csökken. + 200 ° C-ig ezek a számok még mindig normálisak, de értékük növekedésével jelentősen csökken. Például, ha 500-550 ° C tartományban melegítik, a plaszticitás szinte nullára csökken. Ezért a bekövetkezés valószínűsége hegesztési varrás repedések. Magas áramerősséggel nem szabad két rétegben kitölteni a hézagot a hegesztett lemezek között, még akkor is, ha az alkatrészek nagyobb vastagsággal rendelkeznek. Meg kell próbálnunk mindent egy lépésben megtenni.
Mint fentebb említettük, a legegyszerűbb módja a tiszta réz szennyeződés nélküli vagy deoxidált hegesztésének, amelyben az oxigén csak 0,01%. És mivel az ilyen réz ritka, az ötvözeteit főként az iparban használják, ezért ajánlott, hogy a hegesztést védőgázokban vagy fluxusokban végezzék, töltőanyagokkal, beleértve a deoxidizátorokat is. Nevezetesen: szilícium, mangán, alumínium és egyéb adalékanyagok. Egyébként rézhegesztést is végezhetünk elektródokkal (olvasztott). Az egyetlen dolog az, hogy a fent említett deoxidizátorokat a rúd tartalmazza.
A rézötvözetek kézi ívhegesztése
Általában gyakran használják a réz elektromos ívhegesztését, különösen otthon. Az alkalmazás megfelelősége a folyamat sebességétől függ. Ebben az esetben a rézhegesztés félautomata vagy automata géppel használható.
A rézhegesztési technológia a következő.
- Az egyesített munkadarabok széleit megtisztítják a szennyeződéstől, amelyhez bármilyen oldószert használnak.
- Ezután az oxidfóliát vaskefékkel, csiszolópapírral vagy más csiszolószerszámokkal kaparják le.
- Ezután az elektróda által végzett hegesztési folyamat.
De mivel a rézrészek vastagsága széles határok között változhat, a hegesztési mód is eltér. Például 6-12 mm vastagságú munkadarabok összekapcsolásához szükség van az élek vágására, hogy V-alakú rés alakuljon ki. Az élek közötti szögnek 60-70 ° között kell lennie. Kétoldalas hegesztés esetén a szög 50 ° -ra csökkenthető. Az alkatrészek közötti rés a munkadarabok elmozdításával jön létre úgy, hogy a hegesztés hossza 2,5% -át képezze a köztük.
Ha az alkatrészeket nem távolítják el egymástól, akkor meg kell ragadni őket. A targoncát 300 mm-enként 30 mm-es hiányos varrással behatolják. Ugyanakkor 2-4 mm-es résnek kell lennie. Az inverterrel végzett rézhegesztés során a tapadást elérve el kell távolítani, és ütközés közben le kell ütni. Mivel a réz kettős behatolása a szerkezet szerkezetének megváltozásához és a hegesztésen belüli hibák megjelenéséhez vezet.
Ha a hegesztett fém vastagsága meghaladja a 12 mm-t, akkor jobb, ha egy X-alakú hornyot használunk, és így a kétoldalas hegesztést. Ha valamilyen oknál fogva lehetetlen használni ezt a vágást, akkor egy V-alakú. Igaz, teljesen ki kell tölteni a rést, ami több elektródát és időt vesz igénybe.
- A csőkötések jobban főzhetnek a béléseken, ami csökkenti a hegesztési zóna hőmérsékletét és megakadályozza a fém átáramlását a résen. Itt acél, réz, grafit stb. Bélésszélesség 40-50 mm.
- A réz elektródával történő hegesztése előtt a széleket 300-400С-ra kell melegíteni.
- A rézötvözetek hegesztéséhez használt elektródák rúdját rézből vagy bronzból kell készíteni, ötvöző adalékokkal (szilícium, mangán stb.).
Kézi TIG hegesztés
A réz-argon hegesztés egy másik lehetőség a rézblokkok összekapcsolására. Ebből a célból közvetlen polaritást, volfrám nem fogyó elektródát és réz, bronz vagy réz-nikkel ötvözet töltőanyagát használják.
A munka megkezdése előtt a csukló szélét 800 ° C-ra melegítik. Hegesztési vezeték jobbról balra, a töltő rúd az égő előtt. Az ív rövid.
Hegesztés szén- és grafit elektródákkal
A rézötvözetek ilyen típusú hegesztését ritkán használják. A 15 mm-es vastagságú munkadarabok összekapcsolásakor szénelektródákat használnak, a grafitok pedig ennél nagyobb értéket képviselnek. Hegesztési mód:
- Az áram állandó.
- A polaritás egyenes.
- A töltő rúd nem merül fel a hegesztési medencében. Távolság 5-6 mm.
- Az eljárást védőáramban végezzük. Ez a töltő rúdra van felhordva, amely folyékony üvegbe kerül.
- Távolság - 0,5 mm.
- Azbesztet vagy grafitbélést használnak.
- Az 5 mm vastag réz előmelegítés nélkül forralható.
- A hegesztést egy menetben kell elvégezni.
Réz és alumínium hegesztés
Ez a két fém két módon hegeszthető: ellenállás hegesztés és várkapcsolat. Az első esetben figyelembe kell venni, hogy az alumínium anyag olvadáspontja alacsonyabb, mint a réz. Ezért a dokkoláskor az olvasztás korrekciójához hosszabb hosszúságú alumínium tuskót kell venni.
Hegesztés közben ajánlott a hegesztési zónát nitrogénnel fújni. A levegő nem megy ide, azonnal oxidfóliát képez. Ha réz- és alumíniumcsöveket hegesztünk, akkor a rúdon kell viselniük, egy ponton megfogva.
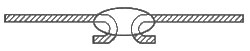
A reteszelő csatlakozás akkor van, amikor egy lapos rézréteget egy alumínium lemezre helyeznek. Ezt úgy végezzük, hogy a réz rúdot a kerület mentén hegesztjük. A varrás szélességének meg kell egyeznie a rézbélés vastagságával. A folyamatot grafitbetétek segítségével hajtjuk végre, amelyek a csuklós varratot képezik.
Rézacél hegesztés
A réz forralása acélból nehéz, de lehetséges. Ebből a célból ugyanazok a módszerek használatosak, mint a két acéllemez hegesztésénél. Az egyetlen dolog, amit meg kell figyelni, a fémek olvadáspontja. Ezért az élek kialakításakor az acél él hosszabb (3,5-szeres) és vékony legyen, így a hegesztési folyamat során vékony fém gyorsabban elolvadt.
Ha a hegesztést szénelektródákkal végzik, az eljárást közvetlen polaritású egyenárammal végezzük. Az ívhossz 14-20 mm, feszültsége 40-55 volt, és az áram erőssége 300-550 amper. A hegesztést védőáramban végezzük, amely pontosan ugyanolyan összetételű, mint a rézötvözetek hegesztése során. Maga a fluxus a betétek közötti résbe kerül.
Néha vannak olyan helyzetek, amikor a rézcsapot acélrészhez kell hegeszteni. Ehhez alkalmazni kell fordított polaritásMaga az eljárás fluxus alatt történik, az élek előfűtése nélkül. Az acél csapok gyengén hegesztve vannak a rézrészekhez, így rézgyűrűt helyeznek a csapokra, amelyek a réz hegesztéshez vannak hegesztve.
Ezek a módszerek a rézötvözetek és a bugák hegesztésére, amelyeket ma az iparban és az otthoni műhelyekben használnak. Ügyeljen arra, hogy a webhely ezen az oldalán közzétett videót nézze meg.




