Érintkező hegesztési elv. Érintkező hegesztés. Az ellenálláshegesztés típusai. Érintkező hegesztési eljárás.
A hegesztés elengedhetetlen eljárás minden építési folyamathoz vagy javításhoz. Végtére is, segítségével biztonságosan rögzítheti a különböző fémrészeket, kereteket, kerítéseket, kerítéseket.
A hegesztőgép szakszerű használatához azonban tapasztalatra van szükség. Ez különösen igaz ellenállás hegesztésVégül is ez a folyamat nagy pontosságot és jó szintű tulajdonjogot igényel. Az alkatrészek rögzítésének módjáról és az alábbiakban olvasható különböző formákról bővebben olvashat.
Ezért csökken az érintkező ellenállás az interfészen, ami csökkenti a hőt és a hegesztési rögök méretét. Fém felületeken oxidok, vízgőz, olaj, szennyeződés és egyéb szennyező anyagok is jelen vannak. Amikor a hőmérséklet emelkedik, az első két ciklusban néhány felületi szennyeződést égetnek fel, és a fémek magas hőmérsékleten is lágyulnak. Így az érintkezési ellenállás a hőmérséklet emelkedésével általában csökken.
Annak ellenére, hogy az érintkezési ellenállás csak az első pár ciklusban a legjelentősebb hatással rendelkezik, döntő hatással van a hő eloszlására a hő előállítási és eloszlása miatt. Az anyag majdnem minden tulajdonsága a hőmérséklet függvényében változik, ami az ellenálláshegesztés folyamatának dinamikájához vezet. Az anyag ellenállása hatással van a hőtermelésre. A hővezető képesség és a hőteljesítmény befolyásolja a hőátadást. Az olyan fémekben, mint az ezüst és a réz alacsony ellenállóképességgel és magas hővezető képességgel, kis hő keletkezik még a magas hegesztési áramerősség mellett is, és gyorsan átvihető.
A kontakthegesztési módszer jellemzői
Az ellenálláshegesztés a fémelemek összekapcsolásának folyamata, amely az elektromos áram áthaladásán keresztül történik egy hegesztőgépből.
Az érintkezési módszer nagyon fontos eleme az a zóna, amely a fémelemek csatlakoztatásának zónájában található. Ezért ezt a típust elektromos hegesztési ellenállásnak is nevezik. A fém alkatrészek kombinációja két fizikai folyamat miatt következik be: fűtés elektromos áram és nyomás hatására a fémre.
A gumi hegesztésével nehezen hegeszthető. Másrészt jó elektródák lehetnek. Ha különböző fémeket hegesztünk, nagyobb hő keletkezik a fémben, nagyobb ellenállással. Ezt figyelembe kell venni a tervezés során hegesztési alkatrészek a kivetítés hegesztésében és az elektróda formák kiválasztásában a hegesztés során. Az anyag keménysége is befolyásolja az érintkezési ellenállást. A szilárdabb fémek nagyobb érintkezési ellenállást eredményeznek, ugyanolyan hegesztőerővel, mert a durva felület nehezebb deformációja miatt csökken, ami a tényleges érintkezési terület csökkenéséhez vezet.
Ezt a típust széles körben használják, mivel számos előnye van, összehasonlítva másokkal. A nagy elektromos teljesítmény lehetővé teszi, hogy kiváló sebességgel és teljesítménygel dolgozzon. Egy csukló gyártása akár 1 másodpercig tart! Az ezzel a módszerrel végzett munka kiváló minőségű.
Az elektród anyagokat is használták a hegesztés során a hőegyensúly befolyásolására, különösen a könnyű és színesfémek összekapcsolására. A legtöbb felületi bevonatot korrózióvédelemre vagy a felület további kezelésére használják. Ezek a felületi bevonatok gyakran bonyolítják a hegesztési folyamatot. A folyamatparaméterek speciális beállításait az egyes felületi bevonatok típusainak megfelelően kell elvégezni. Néhány felületi bevonatot bevezetünk, hogy megkönnyítsük a komplex anyagkombinációk hegesztését.
Nyilvánvaló előnye, hogy az ellenálláshegesztés nem igényel semmilyen fogyóeszközt: sem gáz, sem folyadék, sem töltőhuzal. Fontos, hogy ez a módszer környezetbarát, és ezért nem befolyásolja sem a munkavállalót, sem a környezetet. Megjegyezzük, hogy az érintkezési módszerrel végzett munkát akár egy újszerű hegesztő is elvégezheti a folyamat egyszerűsége miatt.
Ezeket a felületi bevonatokat stratégiailag úgy választják meg, hogy a hőegyensúlyt az interfészhez hozzák hegesztési varrás. A legtöbb felületbevonatot a hegesztés során extrudáljuk, néhányuk pedig a hegesztés csomópontjában marad, mint a fém forrasztás.
Az elektródák és a munkadarabok geometriája és méretei nagyon fontosak, mivel befolyásolják az áram sűrűség eloszlását, és ezáltal az ellenálláshegesztés eredményeit. Az elektródák helyszíni hegesztésén belüli geometriája szabályozza az áram sűrűségét és a hegesztési rög kialakulását. A fémlemez különböző vastagsága különböző hegesztőáramokat és más folyamatparaméter paramétereket igényel. A munkadarabok helyi vetületi geometriájának kialakítása döntő fontosságú a kivetítő hegesztésnél, amelyet figyelembe kell venni az anyag tulajdonságaival, különösen az eltérő fémek csatlakoztatásakor.
Point View kapcsolat
A kontakthegesztést a fémrészek összekapcsolási folyamatának változatossága jellemzi.
Sok fajta van.
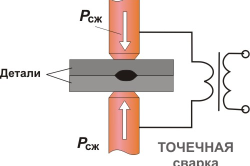
Különösen munkaigényes és vékony munka elvégzéséhez általában a hegesztési pont típusát használják. Ez a fém kis pontokon történő összekapcsolását jelenti, amely az elektródák méretétől függ hegesztőgép. Az elektródák áramot szolgáltatnak és összenyomják a fűtött anyagokat. Annak ellenére, hogy a csatlakozási pontok mérete kicsi (4-12 mm), a fémrészek szorosan egymáshoz vannak rögzítve, ezért ne aggódj a kapcsolat megszakításáról.
Elvileg a dombornyomást vagy a vetítést alacsonyabb ellenállású anyagra kell helyezni annak érdekében, hogy a hegesztés csatlakozásánál jobb hőegyensúly alakuljon ki. A hegesztőgép elektromos és mechanikai jellemzői jelentősen befolyásolják a gumi hegesztési folyamatokat. A ferde hegesztőgép ideje nagyon fontos lehet a mikrorezisztens hegesztés során, mivel a teljes hegesztési idő gyakran nagyon rövid. A helyszíni hegesztés mágneses veszteségei az egyik fontos tényezőkegy folyamat kezelése során.
A csatlakozási pontok átmérője az elektródok erősségétől és az áramtól, a fémre gyakorolt nyomástól, az elektródák fűtő részeinek méreteitől, valamint az összekapcsolandó részek állapotától függ. A spot munka folyamatában impulzusokat használnak. egyenáram.
Domborított hegesztési módszer
Ha az elektróda későbbi megfigyelése túl lassú, a projektor hegesztésekor könnyen eltolódhat. Az alábbi ábra a kivetített hegesztés során mért folyamatparamétereket mutatja, amelyek dinamikus görbéket tartalmaznak hegesztőáram, hegesztő erők és elektróda elmozdulása, ahol az éles mozgás megfelel a munkadarabban lévő vetület összeomlásának.
Elektróda lebomlása és a csúcs-dúsítás
Az ellenállási hegesztés folyamatát nagy az áram, amely az elektródák között hegesztendő anyagokon átnyúlik a nyomás alatt koncentrált hő előállítása érdekében. Ez a rendkívül koncentrált hő is okoz problémát az elektródák csúcsaival a hegesztések számának növekedésével.
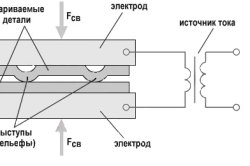
A fém alkatrészek összekapcsolására a következő típusú érintkezési mód van: megkönnyebbülés. Az eljárás lényege, hogy a részek felületén előre elkészített kiemelkedések kapcsolódnak egymáshoz. Ezeket a kiemelkedéseket speciális felszereléssel bélyegzik. Különböző formájúak lehetnek: kerekek hosszúkásak. Így az alkatrész előzetes felülete megkönnyebbülés, ezért a feldolgozás folyamata.
Elektróda lebomlási mechanizmusai
A hegesztés során fellépő súlyos áram- és nyomásfeltételek az elektródák csúcsát nagy mértékben károsítják. A jobb oldalon látható kép az új és használt elektródacsúcsok összehasonlítását mutatja a horganyzott acéllemezek hegesztésére. Az elektródák csúcsán a hegesztések számának növekedésével két fő változás következik be.
Az ívhegesztés a fémek egyesítésének egyik módja. Intenzív hő alkalmazása esetén a két rész közötti összekötő fém megolvad, és közvetlenül vagy gyakrabban keveredik egy közbenső olvadt töltőanyaggal. Hűtés és megszilárdulás után egy kohászati kötést hozunk létre. Mivel a kötés fémek keveréke, a végső varratnak ugyanolyan szilárdsági tulajdonságai lehetnek, mint a fém alkatrészek. Ez jelentősen ellentétes a nem-fúziós folyamatokkal a csomóponton, ahol a mechanikai és fizikai tulajdonságok Az alapanyagok nem duplikálhatók egy közösen.
A megkülönböztető módszer és a pont módszer közötti fő különbség az, hogy az első fajta esetében az ütközési területet és a varrat méretét az előkészített kiemelkedések, nem pedig az elektródok mérete határozza meg, mint a második módszer. Az ilyen részegységekkel való érintkezéstípushoz nagyobb villamos energia szükséges, ami hátránynak is nevezhető.
A sütés főzése: jellemző
Az ellenálláshegesztés másik módszere a varratok. Ezt a típust megkülönbözteti az a tény, hogy az alkatrészeket összekapcsolják egy folytonos vagy folyamatos varrat segítségével. Az időszakos hegesztés gyakori területeket tartalmaz. A hegesztés maga a lemezelektródák miatt történik, ami egy időben elegendő térfogatáramot biztosít. Az időszakos varrási módszert gyakrabban használják, mint a folyamatos.
Az ívhegesztés során a fém olvadásához szükséges intenzív hőt elektromos ív alakítja ki. Az aktuális munka és az elektród között egy ív van kialakítva, amely manuálisan vagy mechanikusan vezethető a csukló mentén. Az elektróda egy rúd az egyszerű cél érdekében, hogy áramot nyerjen a csúcs és a munka között. Vagy lehet egy speciálisan előkészített rúd vagy huzal, amely nemcsak áramot vezet, hanem olvad és táplálja a töltőanyagot. legtöbb hegesztés acéltermékek gyártásában a második típusú elektródot használva.
![]()
Az a tény, hogy a folyamatos varrás a munkavállaló nagyobb készségét igényli, és sokkal nagyobb hatással van a berendezésre, mint egy időszakos, amely fokozatosan kidolgozható a berendezés és a hegesztő túlterhelése nélkül.
Létezik egy lépésenkénti módszer a varrásra, amelyben az áramot az elektróda görgőjébe csak a mozgó részek után adagoljuk. A görgők folyamatosan vannak a részleteken. Az utóbbi módszert gyakorlatilag nem használják, mivel nem eléggé produktív és összetettebb berendezéseket igényel.
Főhegesztő áramkör Fő áramkör ívhegesztés ábrán látható. Az ív az elválasztással jön létre, amikor az elektróda csúcsán lévő erővel rendelkező áramkör megérinti a részt, és eltávolításra kerül, és ezért szoros kapcsolatban áll. Ez a hő elolvad mind az alapfémben, mind az elektródában, ami egy csomó olvadt fémből áll, amit néha „kráternek” hívnak. A kráter keményedik az elektróda mögött, amikor a csukló mentén mozog. Az eredmény egy egyesülés.
Védett ív A fémek megkötése azonban több, mint az elektróda mozgatása a csukló mentén. A magas hőmérsékleten lévő fémek általában kémiailag reagálnak a levegőben lévő elemekkel, például az oxigénnel és a nitrogénnel. Amikor az olvadt medencében lévő fém érintkezik a levegővel, oxidokkal és nitridekkel, megsemmisítik a hegesztett kötés szilárdságát és keménységét. Ezért számos ívhegesztési eljárás bizonyos módszereket biztosít az ív bevonására és a gáz, gőz vagy salak védőrétegével való megkötésre.
Butt nézet és jellemzői
A fenékmódszer egy másik módja annak, hogy az elektromos áramot befolyásolja az alkatrészek. Ez a nézet különbözik másoktól abban, hogy az alkatrészek olyan helyeken vannak összekötve, ahol speciálisan előkészített végeket csatlakoztatnak, amelyek az alkatrészek felületén helyezkednek el. A fémrészek hegesztésének számos módja van: ellenállás, folyamatos és szakaszos visszafolyás.
Ezt védett ívnek nevezik. Ez az árnyékolás megakadályozza vagy minimalizálja az olvadt fém érintkezését a levegővel. Az árnyékolás javíthatja a hegesztést is. Példa erre egy szemcsés patak, amely valójában deoxidánsokat ad a hegesztéshez.
A 2. ábra szemlélteti az árnyékolást. hegesztési ív és olvadt fürdő bevonattal ellátott elektródával. A kitöltő fémrudat lefedő extrudátum biztosítja védőgáz az érintkezési ponton, és a salak megvédi a friss forrasztást a levegőtől. Az ív maga egy nagyon összetett jelenség. Az ív fizikai jellemzőinek mély megértése valójában nem számít sokat a hegesztő számára, de általános ismereteinek kevés ismerete hasznos lehet.
Az első esetben az alkatrészek előcsatlakoztatva és tömörítve vannak, utána pedig áramot kapnak nekik, és így a fém egy képlékeny állapotba kerül. Az utolsó két módszerrel az alkatrészeket melegítjük, majd csatlakoztatjuk. Csak a folyamatos olvasztás során a fém forró a teljes forráspont alatt, és időszakosan - az alkatrészeket ezután felmelegítik, majd hígítják a berendezések erőforrásainak megtakarításához.
Íves tulajdonságok Az ív egy elektromos áram, amely két elektróda között ionizált gázoszlopon áramlik. A negatív töltésű katód és a pozitív töltésű anód létrehozza az ív intenzív hőt. A negatív és pozitív ionok a plazma oszlopban gyorsulnak.
Hegesztéskor az ív nemcsak az elektróda és az alapfém megolvasztásához szükséges hőt biztosítja, hanem bizonyos körülmények között az olvadt fémnek az elektróda csúcsától való működtetéséhez szükséges eszközt is biztosítania kell. Több fémátviteli mechanizmus létezik. Két példa a.
Meg kell jegyezni, hogy a fém alkatrészek főzésének módszerei egyaránt kombináltak: varrókapocs, megkönnyebbülés. Léteznek, hogy a hegesztési folyamatot egy adott helyzethez igazítsák.
Csak annyit kell tudnod, hogy a fémek érintkezési vegyületei milyen típusúak az elektromos áram hatására! Az ellenálláshegesztés típusának helyes megválasztása a sikeres munka kulcsa.
Ívpermetezés - az elektróda csúcsán az olvadt fémből egy cseppecskét dobunk ki egy elektromos részecske segítségével, amely az olvadt olvadt fürdőbe tolja. Az elektróda csúcsát megolvasztja az ív hője, és az olvadt cseppeket elválasztjuk és az ívoszlopon keresztül továbbítjuk. Bármely ívhegesztési rendszert, amelyben egy hegesztés részét képező elektróda olvad, leírják ív fém. A szén-volfrámban nincsenek olvadt cseppek, amelyeket a résen és a munka felett lehet nyomni.
A burkolófémet a vegyületben külön-külön megolvasztják az elektródon vagy az elektródán hegesztési huzal. Az ív által termelt hő nagy része az elektródákkal a hegesztési medencébe kerül. Ez több termikus hatásfokot és kevésbé hőt érintő területeket biztosít.
A hegesztés egyik fő típusa a nyomás a kontakthegesztés, mely a termomechanikai osztálynak tulajdonítható. A fűtés folyamatát az elektromos áramok átviteléből a csatlakozó részeken keresztül kibocsátott hő biztosítja. Az érintkezés megkülönböztető jellemzője, valamint a nyomás alatti hegesztés minden más típusa az anyag műanyag alakváltozása a csatlakozó ívek közötti érintkezési zónában.
Mivel ionizálva kell lennie a villamos energia vezetéséhez a résen keresztül, amikor a hegesztőáramot „hideg” elektródával kapcsolják be, az ív nem indul el. Ennek oka, hogy a kezdeti tápfeszültség elég magas ahhoz, hogy kisüljön, vagy érintse meg a működésben lévő elektródát, majd vegye ki, amikor az érintkező zóna melegszik.
Az ívhegesztés egyenárammal vagy váltakozó áramú pozitív vagy negatív elektróddal végezhető. Az áram és a polaritás megválasztása a folyamattól, az elektród típusától, az ív légkörétől és a hegesztett fémtől függ. Helyszíni hegesztés. Ez a leghíresebb gumihegesztési folyamat. Általában fémlemezek vagy lemezek hegesztéséhez használják. A hegesztés egy vagy több pontra korlátozódik, ahol a két rész átfed. Általában az elektródacsúcsokat használjuk.
Az ellenálláshegesztés elve
A kontaktpontos hegesztés során az érintkezésbe kerülő fémek kristályrácsaiban az interatomikus kötések kényszerképződése hozzájárul a hegesztés kialakulásához. Az érintkezési pontokban nagy sűrűségű áram hatására a nyersdarabok fémei hőre lágyuló formába való átmenet vagy olvasztás közben melegíthetők. A fűtött termékek állandó tömörítéséből további érintkezési területek képződnek. A folyamat során egyre inkább a végső konvergenciaig, vagyis a hegesztésig terjednek.
Az ellenálláshegesztés alaprendszere három lépésben biztosítja a műveletek végrehajtását. Ezek közé tartoznak a hegesztendő alkatrészek fizikai érintkezésének kezdete, a kémiai kötések kialakulása az anyagok kristályrácsaiban és a folyamatos reakciók folytatása az élek szélén, amíg a kapcsolat létre nem jön. Az ellenálláshegesztő gép első szakasza hozzájárul az egyesített felületek atomjainak konvergenciájához. Ugyanakkor nemcsak fizikai kölcsönhatásuk biztosított, hanem a felületi érdességet is eltávolítják a filmfelületekről.
Ugyanakkor megkezdődik az anyagok interatómiai kölcsönhatása. A második szakaszban az elektronikus héjak csatlakoztatásakor kémiai reakciók jönnek létre, amelyek hozzájárulnak a hegesztett kötés kialakulásához. A hegesztés harmadik szakaszában az atomok kölcsönös diffúziós penetrációja az alkatrészek érintkező határainál fordul elő. A hegesztési zónában előforduló kapcsolódó reakciókkal deformálódó hatása van a kialakuló hegesztés fémére és a szomszédos területekre.
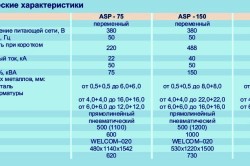
A kontakthegesztés, melynek ára ma mindenki számára elérhető, speciális gépekkel készül. Ennek a berendezésnek a mechanikai összetevői azok a készülékek, amelyek olyan mechanizmusokkal rendelkeznek, amelyek hozzájárulnak a szükséges nyomás kialakításához a csatlakoztatott termékek tömörítéséhez. Ennek a berendezésnek az elektromos része egy hegesztő transzformátorból, egy ellenálláshegesztő kapcsolójából (szabályozóból), hegesztőáram-megszakítóból és vezető elemekből áll.

A gépeket a varratok típusai szerint osztják szét, a varratokat vagy a varratokat. Az ellenálláshegesztő gépek tervei hasonlóak egymáshoz. A varratok összekapcsolására szolgáló készüléket továbbá az elektródákat forgó meghajtóval látják el. A hátsó hegesztéshez használt berendezés speciális hajtással rendelkezik a munkadarabok bizonyos sebességgel való megközelítéséhez: alacsony - fúzióhoz, több - a lerakáshoz.
Adja meg ezeket az eszközöket változó transzformátorárammal. Az ilyen transzformátorok elsődleges tekercselése a kontakthegesztéshez a 220-380 V-os elektromos hálózathoz van csatlakoztatva. Ez a szakaszokból áll, amelyek szükségesek a teljesítményszint megváltoztatásához a működési fordulatszámok beállításával. A transzformátor másodlagos tekercsét egy vagy két 1-12 V feszültségű fordulat képezi. Ezek a gépek az elsődleges transzformátor tekercselés helyéről származnak.
A rendszeres be- és kikapcsolás szükségessége a munka során a speciális megszakítók használata miatt. Ezek elektronikus, elektromágneses vagy hagyományos mechanikus kontaktorok formájában készülnek. Ez utóbbit leggyakrabban kis teljesítményű helyszíni vagy ütésálló hegesztőgépekben használják, nem automatikus működéssel. Az elektromágneses típusú kontaktorok nemcsak a helyszínen, hanem a hegesztésnél is hatékonyak, és egy átlagos teljesítményű berendezéssel is rendelkeznek. Az elektronikus megszakítók, amelyek biztosítják, hogy a szünetek és az impulzushatás bizonyos időtartama alatt bekapcsolás (szétkapcsolás) szinkronizálódjon, különböző ellenállási ponthegesztő gépekben használatosak automatikus elv intézkedéseket.

Az ellenállás-hegesztőgépek elektródái közötti alkatrészek összenyomásakor speciális nyomástartó eszközökre van szükség. A termékek tömörítését a hajtások támogatják: elektromechanikus, rugós, hidraulikus, pneumatikus. Kevésbé használt a kézi meghajtás, alkalmazásának célszerűsége alacsony feszültségű, feszes hegesztőgépeknél bizonyított.
A helyszíni hegesztőgépek hatékonyak a kis vastagságú munkadarabok feldolgozására. A csőcsatlakozások - az automatikus hegesztés során aktívan használatosak, és jelentős keresztmetszetű reflekciót alkalmaznak. Ezektől eltérően a varratok összekapcsolására szolgáló eszközök speciális csúszóvezetékkel és a görgős elektródák meghajtó mechanizmusával vannak ellátva az ellenállás hegesztéséhez.
m 1-12 V a transzformátor másodlagos tekercsét képezi. Ezek a gépek az elsődleges transzformátor tekercselés helyéről származnak.

A jó teljesítménynek köszönhetően a könnyű kivitelezés miatt minden típusú érintkezőberendezést széles körben használnak az ipari termelésben, különösen az autóiparban. Ez a hegesztési módszer a karosszéria folyamatának alapja. Mind a helyhez kötött berendezések, mind a speciális állványok, mind az ellenálláshegesztéshez használt felfüggesztett fogók hatékonyak. A gép megválasztása a fémek jellemzőitől függ, hegesztett kötéseka feldolgozott anyagok profiljainak típusai, gyakorlatilag nincsenek korlátozások ezekre, függetlenül attól, hogy a szerelvények, csövek, láncok vagy sínek érintkezési hegesztése.
Az érintkezõ hegesztés mind olvadó anyag nélkül, mind anélkül lehetséges. Az utóbbi kiviteli alakban a kapcsolat az anyag deformálásával érhető el a hegesztendő felületek fizikai kölcsönhatásával, aminek eredményeképpen kialakul a teljes szerkezet. Egy másik esetben az olvadékot egy később kristályosodó fém műanyag deformációjával keverjük össze. Az ellenállási ponthegesztés eszköze lehetővé teszi ezt egy korlátozott területen, és az olvadási módszerrel történő csavarhegesztés részben az olvadék extrudálását feltételezi.
A hegesztési fém jellemzői és a hegesztett kötések tulajdonságai jelentősen befolyásolják a fűtés, a műanyag deformáció és a hűtés sebességét. Növekvő sebességgel a kötés szilárdsága és keménysége magasabb. Ha az utóbbi érték kielégítő, és az első nem elegendő, a terméket hőkezelésnek vetik alá a szükséges teljesítménytulajdonságok elérése érdekében. A csuklós terület helyi hőkezelése közvetlenül ellenállási hegesztőgépben végezhető.




