Vegyes gáz hegesztéshez, ahogyan az történik. Hegesztésre szolgáló gázkeverék
Argon és szén-dioxid alapú hegesztési gázkeverékek.
Kiváló minőségű villamos hegesztés a védőgázok környezetében a "Cryogenservice" cég széles választékát kínálja hegesztési keverékek argon alapján, valamint töltőhengerek bármilyen térfogatú hegesztési keverékekkel!
Hasznos információk:
Lehetőség van a hegesztés költségeinek csökkentésére és minőségének javítására egyidejűleg?
IGEN! IGEN, majd ismét YES!
A hegesztési technológia hegesztőgázkeverékekkel védő környezetben jelentősen javítja a munka minőségét és a hegesztési munkák hatékonyságát. Az argon alapú gázkeverékek alkalmazása új szintre vált a hegesztési folyamatok javításában!
Az argon alapú gázhegesztési keverékek szén-dioxidon való alkalmazásának előnyei:
Az időegységenként lerakódott fém mennyiségének növelése, valamint az elektróda fém veszteségének csökkentése a permetezéshez.
Csökkentse a permetezés mennyiségét a területen (permetezés) hegesztett kötés és ennek következtében a munkaerő-intenzitás akár 95% -ának csökkentése is. Növelje a hegesztési fém sűrűségét és hajlékonyságát. Növelje a hegesztett kötés szilárdságát. A hegesztési folyamat néhány egyenetlen adagolás esetén is stabil. hegesztési huzal, valamint a technológiai zsírok és a rozsda nyomai a felületén. A hegesztési füstök és gőzök mennyiségének jelentős csökkentésével a hegesztő munkahelyi higiéniai feltételei javulnak.
Legjobb minőség:
Csökkenti az oxid zárványok mennyiségét és összetörik a gabonát, javítva a fém mikrostruktúráját. Növeli a varrat áthatolásának mélységét, növeli annak sűrűségét, ami végül növeli a hegesztett szerkezetek szilárdságát.
Magas fáradási szilárdság, a termékek legjobb megjelenése - a hegesztés során a hegesztési keverékek javára kedvező érvek.
Nagyobb teljesítmény:
A hegesztési sebesség a hagyományos (a CO2 védőkörnyezetében) képest megduplázódik. Ennek oka az olvadt fém alacsonyabb felületi feszültsége, ami 70-80% -os csökkenést eredményez az elektróda fröccsenésében és fröccsenésében. A fröcskölések és a felületi salak jelentéktelen mennyisége sok esetben kizárja a hegesztett elemek tisztítását.
Megtakarítás:
Csökkenti az energiafogyasztást és a hegesztési huzalt 10-15% -kal. Lehetővé teszi, hogy jelentősen csökkentsék a tisztítással járó munka költségét és a hegesztések előkészítését a festés vagy horganyzás előtt. Növeli a hegesztési fúvókák, az üvegmaszkok és a ruházat élettartamát, így csökken a cseréje.
A legjobb munkakörülmények:
Jelentősen kisebb mennyiségű füst, hegesztő aeroszolok és káros gázok megőrzik a hegesztő egészségét, és hosszú ideig nagy figyelmet szentelnek neki. A hegesztők foglalkozási megbetegedésének kockázata - a tüdő szilikózisa csökken.
Itt az ideje, hogy olyan fejlett technológiákat és új termékeket használjunk, amelyek lehetővé teszik a gyártók számára, hogy biztosítsák a magas színvonalú munkát és a termelés hatékonyságát, javítsák és biztosítsák munkatársaik munkakörülményeit.
A "Cryogenservice" cég hegesztési gázkeverékeket, töltőhengereket és speciális szállítások gyors szállítását biztosítja.
Összehasonlító táblázat a hegesztési keverék összetételének kiválasztására
| A gázkeverék neve és megnevezése | Összetétel és szállítási mód | A hegesztés alkalmazási területe |
|---|---|---|
| Keverőgáz TU 2114-001-87144354-2012 Ar / 2CO2 | 98% Ar + 2% CO2Ar - legmagasabb minőségű argongáz (99,993%), CO2 - szén-dioxid legmagasabb minőségű gáz (99,8%) Szállított: 150 kgf / cm2 nyomáson acélhengerekben; monoblokkokban BMKB - 200 kgf / cm2 nyomás alatt. A palackok fekete színűek és fehér felirattal „Ar-CO2 keveréke” |
félig automatikus hegesztés: - rozsdamentes acélok; - vékonyfalú termékek (vastagsága kevesebb, mint 1 mm) a szokásos szerkezeti acélok; - hegesztés-keményforrasztás félautomata készüléken, horganyzott alkatrészek és réz-vas csatlakozások. |
| Keverőgáz TU 2114-001-87144354-2012 Ar / 10CO2 | 90% Ar + 10% CO2Ar - legmagasabb minőségű argongáz (99,993%), CO2 - szén-dioxid legmagasabb minőségű gáz (99,8%) Szállított: 150 kgf / cm2 nyomáson acélhengerekben; monoblokkokban BMKB - 200 kgf / cm2 nyomás alatt. | - az alacsonyan ötvözött és mérsékelten ötvözött szerkezeti acélok félig automatikus hegesztése; - minden típusú nagysebességű hegesztés; - impulzus hegesztés; - mind az atomizált átviteli üzemmódban, mind a jet üzemmódban lehet dolgozni. |
| Gázkeverék TU 2114-001-87144354-2012 Ar / 18CO2 |
82% Ar + 18% CO2Ar - legmagasabb minőségű argongáz (99,993%), CO2 - szén-dioxid legmagasabb fokozatú (99,8%) A hegesztési gázkeverék szállítása: acélhengerekben 150 kgf / cm2 nyomás alatt; monoblokkokban BMKB - 200 kgf / cm2 nyomás alatt. A palackok fekete színűek, és fehér felirattal „Ar-CO2 keverék” |
A legváltozatosabb gázkeverék szénszerkezeti acélok félautomata hegesztéséhez, szinte mindenféle anyaghoz és ízületekhez alkalmas. |
| Keverőgáz TU 2114-001-87144354-2012 Ar / 20CO2 NAKS № АЦСМ-12-01610 tanúsítvány |
80% Ar + 20% CO2Ar - legmagasabb minőségű argongáz (99,993%), CO2 - szén-dioxid legmagasabb minőségű gáz (99,8%) Szállított: 150 kgf / cm2 nyomáson acélhengerekben; monoblokkokban BMKB - 200 kgf / cm2 nyomás alatt. A palackok fekete színűek és fehér „Ar-CO2 keverék” felirattal vannak ellátva. |
- a hagyományos szerkezeti acélok félautomata hegesztése és burkolása; - rozsdamentes acél félautomata hegesztés fluxus maggal; - a függőleges varratok minimális fröccsenéssel való végrehajtásának képessége |
| Gázkeverék TU 2114-001-87144354-2012 Ar / 25CO2 |
75% Ar + 25% CO2Ar - legmagasabb minőségű argongáz (99,993%), CO2 - szén-dioxid legmagasabb minőségű gáz (99,8%) Szállított: 150 kgf / cm2 nyomáson acélhengerekben; monoblokkokban BMKB - 200 kgf / cm2 nyomás alatt. A palackok fekete színűek és fehér „Ar-CO2 keverék” felirattal vannak ellátva. | - a hagyományos szerkezeti acélok félautomata hegesztése és burkolása, - csövek hegesztése automata gépeken és robotokon, - maximális penetrációt biztosít minimális fröcsköléssel; |
felső
A "Cryogenservice" cég a különböző profilú vállalatok kínálatát technikai gázokkal biztosítja: nitrogén, argon, acetilén, gázkeverékek, "A" osztályú hélium és "B" jelzésű hélium, műszaki oxigén, propán és szén-dioxid. Az ellátás mellett műszaki gázoka vállalat kereskedelemre szakosodott gázpalackoka GOST 949-73 és a GOST 15860-84 szerint (propán esetében). A vállalat kiegészítő szolgáltatásai közül kiemelhető a gázpalackok javításának, bérbeadásának, megvásárlásának és újbóli vizsgálatának (tanúsítása) szolgáltatásai.
- Hegesztési gázkeverékek
- Kiválasztási kritériumok
- Áramforrás és funkció
- Aktuális beállítás és digitális kijelző
A hegesztéshez különféle berendezéseket használnak, de a hegesztési félautomata ma népszerűvé vált, amely a szükséges teljesítményt, a munka minőségét és kényelmét szolgálja.
A hegesztő félautomata eszköz az elektrotechnikai eszköz, amelyet elektróda alkalmazásával hegesztési folyamatra terveztek.
Vásárlás előtt el kell döntenie, hogy hogyan válasszon egy félig automata hegesztőgépet. Számos paramétert kell figyelembe venni, hogy eldöntsük, melyik gázkörnyezetben végezzük el a munkát.
Hegesztési gázkeverékek
A hegesztőgép kiválasztásakor figyelembe kell venni a gáznemű közeget, amelyben a munkát végzik. Például egy inert gázt (argont) kell használni a MIG hegesztési eljáráshoz, és egy aktív gáz (szén) alkalmas a MAG-hez.
A hegesztőgépekhez használt minden típusú gáz két nagy csoportra osztható:

- Gázvegyületek, amelyek fémekkel aktívan reagálnak. Ezek közé tartozik a szén-dioxid, a nitrogén, az oxigén.
- Inert gázok, például hélium, argon.
A legegyszerűbb megoldás a szén-dioxid használata, és ez lesz a legolcsóbb. De ebben az esetben a varrás minősége szenved, nem nevezhető teljesen rossznak, de a munka után további tisztításra van szükség, különben a varrás rozsdásodik. Félautomata esetén ajánlott két gáz keveréke - ez egy összetétel, amely 20% szén-dioxidot és 80% argont tartalmaz. A tiszta argont nem színesfémeknél használják, és volfrámelektród használatakor a legjobb, ha 90% argont és 10% hidrogént tartalmazó keveréket használunk.
A tiszta nitrogént védő közegként bronz részek, sárgarézek hegesztésére használják. Vannak olyan modellek, amelyek gáz nélkül működhetnek, de szükség van a fluxus használatára. Fontos, hogy azonnal meghatározzuk, milyen körülmények között kell elvégezni a munkát, hogy van-e követelmény a gáz-halmazállapotra.
Vissza a tartalomjegyzékhez
Kiválasztási kritériumok
A félautomata típushoz különféle paramétereket kell figyelni. A kiválasztási kritériumok a következők:

A hegesztőgép kiválasztásakor fontos tényező az elektromos hálózat feszültségértéke.
- az elektromos tápközeg terhelhetősége;
- a hegesztendő anyag kiválasztása lehet rozsdamentes acél, alacsony szén-dioxid-tartalmú acél, alumínium, színesfémek;
- a feldolgozott fém vastagsága;
- hegesztési minőségi követelmények;
- minőség hegesztési varrás figyelembe véve annak hosszát, szélességét, helyét a térben;
- a berendezések működésének intenzitása.
választott hegesztőgép, figyelmet kell fordítani az elektromos hálózat feszültségére. Fontos, hogy pontosan meghatározzuk, melyik gépet lehet használni a munkához. Például az egyfázisú hálózatok esetében csak azok a készülékek alkalmasak, amelyek 220 V-os hálózatokkal működhetnek, legfeljebb 16 A-os terheléssel. Ha az eszköz 150 V-nál alacsonyabb feszültségre van tervezve, akkor félig automatikus eszköz használata, további inverter vagy elektromos generátor szükséges, mivel nem fog megfelelően működni.
Vissza a tartalomjegyzékhez
Mi legyen a hegesztőáram
Bármely egység kiválasztásakor fontos figyelembe venni az áramot. Ez a mutató azt határozza meg, hogy a készülék milyen értékekkel nem túlmelegszik, milyen vastagságú a fém főzése. Félautomata hegesztőgép kiválasztásakor bizonyos mutatókat figyelembe kell venni. Például, ha a hegesztett fém vastagsága legfeljebb 5 mm, akkor 150-200 A árammal lehet felszerelni. A vezetéken 0,8-1 mm átmérőjű. A hegesztett alkatrészek nagyobb vastagságával azonban a névleges áram értéke 250 A-ra emelkedik, a munkahuzalt 1,2-1,6 mm-es átmérővel használják. Részletesebben, a hegesztésre szolgáló eszköz kiválasztása a szén-dioxid használatának feltételei alapján a következő értékeken alapul:

- 0,8-1 mm fémvastagsággal 0,7-0,8 mm huzalátmérő szükséges. Hegesztőáram egyenlőnek kell lennie 50-80 A.
- 1,5-2 mm-es fémvastagsággal 0,8-1,2 mm-es huzalátmérő szükséges. A hegesztési áramnak 90-200 A.-nek kell lennie.
- 3 mm-es fémvastagsággal a huzal átmérője 1,2-1,4 mm, hegesztőáram - 200-380 A.
- 4 mm-es fémvastagsággal a huzalátmérő 1,2-1,6 mm, hegesztőáram - 200-350 A.
- Amikor a fém vastagsága 8 mm, a vezetékek átmérője 1,2-2,5 mm. A hegesztőáramnak 300-450 A-nak kell lennie.
Egyes szakértők azt javasolják, hogy 50 A tartalékot biztosítsanak. Ez lehetővé teszi, hogy a készüléket nagyobb vastagságú fémre használjuk, ha szükséges. A félautomata hegesztőgép kiválasztásához figyelembe kell venni a terhelés időtartamát. Ez azért szükséges, hogy a berendezés működés közben ne melegítse túl. Az ilyen értékeket mindig a gyártó határozza meg, de általában a terhelés 60%. Ez elég a minőségi munkához.
A félautomata készülék elektromos ívvel rendelkezik a fém és a töltőanyag olvadásához. De a standardtól eltérően elektromos ívhegesztésamely bevonatos elektródák segítségével történik, a huzalt itt használják, amely nem rendelkezik védőbevonattal. A hegesztésre szolgáló gázkeverékek védelmet nyújtanak. A hegesztés során az olvadt fémfürdőt égő gáz vagy keverék védi, amely megbízható árnyékot képez az oxigén és a hidrogén levegőből történő behatolásától. A félautomata hegesztéshez használt gázkeverék hozzájárul az oxidok és egyéb negatív tényezők megsemmisítéséhez. Ennek eredményeként megbízhatóbb eredmény érhető el, mint a hagyományos hegesztésnél, de ez sok munkaigényt igényel.
alkalmazási körét
A hegesztési gázkeverékek szinte minden helyen használhatók, ahol fémszerkezettel dolgoznak. Nagy felelősséggel hegesztésre tervezték. A gázt használó varrás létrehozásának költsége sokkal több, mint anélkül, hogy ez a módszer olyan esetekben kerül felhasználásra, ahol nagyobb a garancia a kapcsolat megbízhatóságára. Az építési helyeken lévő fémszerkezetek, különösen az azokat hordozó alkatrészek, gázkeverékek segítségével mindig kapcsolódnak.
A privát szférában vagy az ipari üzemekben lévő csöveket félig automatikus eszközök csatlakoztatják, mivel itt szorosan kell elérni. Ez kiküszöböli a mikrokockák, a pórusok, az üregek és az egyéb szilárdságot rontó hibákat. Minden fémvegyület-típus esetében a készítménytől függően védőgázai és azok kombinációja van kiválasztva.
A javítóműhelyek és a háztartási területek is felhasználhatják ezeket az anyagokat, mivel közöttük viszonylag olcsó és elég megbízható lehetőségek állnak rendelkezésre. A felhasználás szélességét a keverékek összetevőinek különböző kombinációi biztosítják, és azt a képességét, hogy ezeket sok esetben alkalmazzák.
előnyök
A félautomata hegesztéshez szükséges minden gázkeverék egyedülálló, de általában mindegyiknek számos előnye van, és ezt a tényt érdemes ilyen széles körben használni. hegesztési terület. A fő előnyök a következők:
- Kiváló minőségű varratot ad;
- Növeli a hegesztési teljesítményt;
- Növeli a munka hatékonyságát;
- Csökkenti az olvadt fém fröccsenését a hegesztési medencéből;
- Stabil ívégetést biztosít;
- A varratok ugyanakkor sűrűbbé és műanyagabbá válnak;
- Növeli a fém olvadási sebességét;
- Csökkenti a füstszintet.
hiányosságokat
- A hegesztési gázkeverékek gyúlékonyak és a hengerek nem megfelelő tárolása robbanást okozhat;
- Egyes keverékek károsak az emberi egészségre, fulladáshoz vagy foglalkozási megbetegedésekhez vezetnek;
- Nem mindig lehetséges egy vagy másik fajta megszerzése, vagy önmagáért.
A gázkeverékek típusai
A keverékek több fő típusát is használják modern hegesztés. A gázok argon és szén-dioxid keveréke a felelősségteljes munka egyik leggyakoribb és legnépszerűbb típusa. Leggyakrabban alacsony dopingszintű acélok összekapcsolására használják. A szén-dioxid elősegíti a sugárzást. Egy ilyen keverék használata a varratok műanyagot képez, és csökkenti a pórusképződés valószínűségét is.
Az oxigénnel rendelkező argon a sűrűbb szerkezetet is adja, mivel a pórusok itt gyakorlatilag nem képződnek. A gázok aránya a keverékben eltérő lehet, de gyakran az argon szintje eléri a 95% -ot.

A hidrogént tartalmazó argont magas ötvözetű acélokhoz használják, beleértve a rozsdamentes, nikkel és ötvözeteiket. Ezt a kombinációt a gyakorlatban nemcsak, hanem formázásként is használják.
A héliummal készült argont úgy tervezték, hogy színesfémekkel és ötvözeteikkel dolgozzon. A keverék fő fémei az alumínium, a réz, a nikkel és a különböző nikkel-krómötvözetek.
Az aktív gázt tartalmazó argont az acélok széles skálájával való munkához univerzális keveréknek tekintik. Ezek lehetnek alacsony, közepes és magas doppingszintű fajták. Tulajdonságai miatt ez a kombináció viszonylag alacsony költséggel jár az iparág számára.
A félautomata gázkeverékek hegesztésének elve
Az argon és a szén-dioxid keverékeinek, valamint más típusok hegesztési keverékeinek sajátos jellemzői vannak. Az alkalmazás elve a védelem maximális szintjének biztosításán alapul, de annak érdekében, hogy a hegesztés során a fém ne sérüljön. Először is, az égő meggyullad, amellyel egy gázszivattyút szállítunk a csomópontba. Használható a helyszín előfűtésére, ha a technológia ezt megköveteli.
Ezután az ív nem olvadó elektródával gyullad. Automatikus félhegesztő eszközök gyakran használják volfrám elektródák. Az ív gyújtásával egyidejűleg a huzalellátást égő gázkeverék védi. Kiváló minőségű hegesztéshez szükséges a gázellátás mennyiségének és a vezeték sebességének megfelelő kiszámítása. Ehhez vannak olyan módok, amelyek az egyes csatlakozási típusokhoz egyedileg vannak kiválasztva.
A keverék égési hőmérséklete nem olvad a fémből, és úgy, hogy az égő rövid távolsága a fürdőből származó adalékanyaggal nem szükséges leválasztani. A varrás befejezése után, ha fokozatos hűtésre van szükség, akkor ugyanazzal a tüzelőanyaggal fűthető a működő égőből. Munkavégzéshez egyéni védőeszközök használata szükséges.
következtetés
A többkomponensű gázkészítmények nagyon gyakoriak ezen a területen, mivel segítenek egyedi tulajdonságok megszerzésében több elem kombinálásával. A standard opciók mellett megpróbálhatod a saját kívánt kombinációját. Számos módja van a gázkeverék előkészítésére a hegesztéshez. Mindenesetre a gáz- és félautomata berendezéssel való munkavégzésre vonatkozó biztonsági előírásokat kell először helyezni, mivel még mindig fennáll az áramütés veszélye.
A félautomata hegesztés az alkalmazott védőgázok gondos mérlegelését igényli. A fúziós hegesztés során védőgázként inert gázokat (argont, héliumot), aktív gázokat (szén-dioxid, nitrogén, hidrogén stb.) És inert és aktív gázokat használnak. A védőgáz kiválasztását a hegesztendő fém kémiai összetétele, a hegesztett kötés tulajdonságaira vonatkozó követelmények, a gazdasági folyamat és egyéb tényezők határozzák meg.
keverék inert gázok aktív gázokkal ajánlott az ív stabilitásának növelése, a behatolás mélységének növelése és a hegesztés alakjának megváltoztatása, az olvadt fém kohászati feldolgozása és a hegesztési teljesítmény növelése. A gázkeverék hegesztésekor növeli az elektróda fém átmenetét a varratban.
Argon és 1-5% oxigén keveréke Alacsony széntartalmú és ötvözött acélból készült elektróda hegesztéshez használható. Az oxigén hozzáadása az argonhoz csökkenti a kritikus áramot, megakadályozza a pórusok előfordulását, javítja a varrás alakját.
Argon és 10-25% szén-dioxid keveréke használt fogyóelektróda hegesztéséhez. A szén-dioxid hegesztése során a szén-dioxid hozzáadása lehetővé teszi a pórusok kialakulásának elkerülését, enyhén megnöveli a hegesztési zóna védelmét és a hegesztési zóna védelmét.
Argon és szén-dioxid (legfeljebb 20%) és legfeljebb 5% oxigént tartalmazó elegy szén és ötvözött acélok fogyó elektróda hegesztéséhez használják. Az aktív gázok adalékai javítják az ív stabilitását, a varratok kialakulását és megakadályozzák a porozitást.
Szén-dioxid és oxigén keveréke (legfeljebb 20%) használt elektromos elektróda hegesztéshez szénacél. Ez a keverék nagy oxidatív kapacitással rendelkezik, mély behatolást és jó alakot biztosít, megvédi a varrást a porozitástól.
A rozsdamentes acéloknál gyakran nem használják fel félig automata hegesztést tiszta argonnal. Aktív védőgáz (oxigén vagy CO2) nélkül az ív nem stabil. Az argon hővezető képessége és ionizációs energiája alacsony, és az alkatrész fűtése nem elegendő. Ennek eredményeként az olvadás nagyon lassú, és a fém átviteli és áramlási jellemzői alacsonyak. Ez egyenetlen varratokhoz és nem megfelelő behatoláshoz vezet. Ezen hatások kiküszöbölése érdekében a védőgázok hegesztésének aktív összetevőket, például oxigént vagy szén-dioxidot kell tartalmaznia. Ez stabilizálja az ívet, javítja az áramlási jellemzőket és növeli az alkatrész fűtését.
Az argon-oxigén keverék védőgázokhoz króm-nikkelötvözetek hegesztésében 1-3% oxigént tartalmaz. Működés közben ív stabilitást és alacsony fröcskölést biztosítanak. Ez azonban a szén-dioxidot tartalmazó gázokkal összehasonlítva nagyfokú oxidációt, elégtelen fűtést és pórusképződést okoz. A fűtés az oxigéntartalom növelésével érhető el, ami arányosan növeli a hegesztés oxidálhatóságát. Ez növeli a salakozást, így a hegesztés előtt meg kell tisztítani egy kalapáccsal vagy polírozással.
Ebben a tekintetben a króm-nikkel-acélok félig automata hegesztésénél leggyakrabban használt védő argon alapú gázkeverékek, amelyek CO2-tartalma körülbelül 2,5%. A széndioxid molekulák disszociációjának és átalakulásának eredményeként az ívben magasabb fűtés érhető el az oxidáció csökkenésével és a pórusok számának csökkenésével. Az Ar + O2 keverékhez képest a varrás szélesebb, és az anyag a magasabb fűtés miatt megbízhatóbban olvad.
A további héliumtartalmú védőkeverékek felhasználhatók az áramlási tulajdonságok javítására és a hegesztési sebesség növelésére. A hélium tartalom tipikusan 20% és 50% között van. Az argonnal összehasonlítva a hélium ionizációs energiája és hővezető képessége jóval magasabb, ami nagyobb részfűtést eredményez. Ennek eredményeként az olvadék erősebbé válik és folyékonyabbá válik. A hélium lehetővé teszi az alapanyag felmelegedését. A hegesztendő felületek csomópontján világosan látszik, hogy a varrás enyhe mélyítésével a felszíni henger szélesebbé válik. A héliummal kevert gázkeverékek javítják a króm-nikkel ötvözetek nagyon viszkózus molibdén ötvözeteinek hegesztését. Ezek az acélok, különösen a nagyfeszültségű hegesztés során hajlamosak arra, hogy a felületen szén keletkezzenek, amelyet nagy nehézségekkel távolítanak el. Héliumot tartalmazó védőgáz használata esetén a korom mennyisége jelentősen csökken.
Hogyan jelenik meg kiadványunk témája egy rozsdamentes acél hegesztés, amely széndioxidban van egy félig automatikus eszközzel.
- Áramforrás ();
- hegesztőhuzal;
- védőgáz.
A hegesztőhuzalnak meg kell egyeznie a hegesztendő fémvel. A mi esetünkben válasszon egy rozsdamentes acélt a félautomata számára.
Hegesztő huzal rozsdamentes acél félautomata
A piacon van egy orosz és külföldi gyártók huzalja, amely por és szilárd részekre oszlik. Az átmérő 0,13 és 6,0 mm között van. Otthon 0,6 és 0,8 mm átmérőjű, és több mint 1,0 mm a gyártásban.
- Szilárd vezetéket használnak védőgáz és víz alatti vízfolyások környezetében. Ez a módszer kiküszöböli a levegő behatolását a hegesztési zónába, ezáltal javítja a hegesztés minőségét.
- A rozsdamentes fluxusú huzal (önvédő) egy vékonyfalú cső, amely fluxussal és gázzal van feltöltve. A komponensek keveréke lehetővé teszi a hegesztési termékek védőgázok nélkül (szén-dioxid és argon).
Huzal rozsdamentes acél félautomata hegesztéséhez, hőkezeléssel vagy hidegen húzva. És ez oxidált (T) és fény (fehér, TS).
A korrózióálló huzalnak két pontossági osztálya van:
- nagy pontosság (P);
- normál pontossággal.
A nagy pontosságú huzal a varrás minőségének javítására szolgál.
A rozsdamentes acélok kémiai összetétele különböző osztályokra van felosztva, és a huzal különböző jelölésekkel rendelkezik. Az alábbi táblázat bemutatja a rozsdamentes vezetékek márkáit, átmérőjét és tömegét:
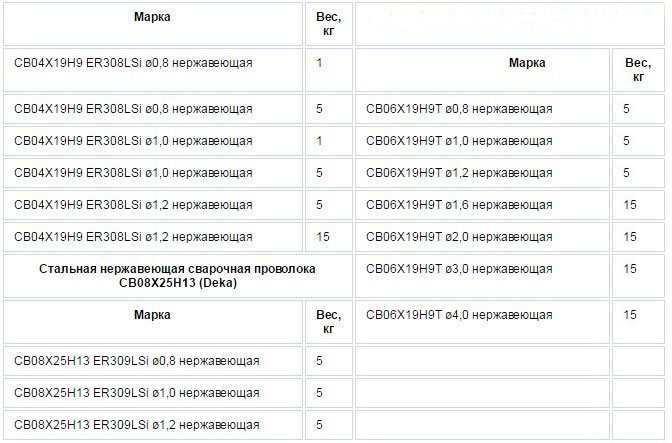
A rozsdamentes huzal költsége félig automatikus
Az ár a gyártótól és a vevő lakóhelyétől függ.
átlagok:
- ER 308 LSI 0,8 mm 1kg - 825 rubel;
- ER 308 LSI 0,8 mm 5kg - 4237 dörzsölje.
videók:
Gáz kiválasztása
Félig semleges gázmentes - nem lehet, kivéve a porhuzalok használatát. A rozsdamentes acél félautomata hegesztés szén-dioxid vagy szén-dioxid keverékének környezetében végezhető.

A szén-dioxid megfizethető és olcsó gáz a rozsdamentes acélok összekapcsolásához. Tisztán használva a hegesztő túlzott fém fröcsköléssel és gömbös hegesztéssel rendelkezik.
Kényelmesebb az argon és a szén-dioxid keveréke, amely 98/2% (Ar-98%, CO2-2%). A keverék tapasztalt hegesztői összetétele a rozsdamentes acél márkájától és azok preferenciáitól függ.
A szén-dioxid és az argon százalékos aránya két külön hengerrel állítható be. Két sebességváltó kimenetét a hazai gyártmányú ablaktörlőből vett pólóval kell összekötni. A videó részleteinek részletei:
Mindössze a választott védőgáz és vezeték csatlakozik az eszközhöz. Ne feledje: a vezető csúcsnak ugyanolyan átmérőjűnek kell lennie, mint a vezeték.
Tippeket vásárolhat, a folyamatban, amit kiégetnek, és a készülék még rosszabb lesz.
videók: hogyan lehet felállítani egy félautomata munkát (kezdőknek).
Hogyan lehet a rozsdamentes acélt szén-dioxidban hegeszteni?
A 4 mm-es vagy annál nagyobb vastagságú fémek munkafelületének tisztításához, hogy élek (hornyok fémfúzióhoz) készüljenek. Bemutatja a rozsdamentes acélok jelölését és a felületek előkészítését.
Késleltetés után csatlakoztassa a részeket csipesszel, és hagyjon hézagot a termékek között (legalább 1,5 mm).
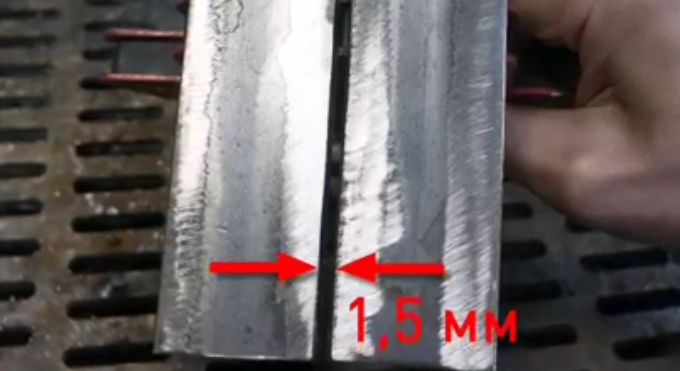
A résnek a munkadarab teljes hosszában kell lennie, lehetővé téve, hogy a fém a teljes vastagságon forraljon. Csatlakoztassa a tömeget és állítsa be a beállításokat a fél-automata függvényében a készülék tervezésétől és a fém vastagságától függően.
Egyszerű, félig automata az előlapon 2 beállítás:
- hegesztési feszültség;
- drót betáplálási sebesség.
A fejlett modellek induktív beállító gombokkal vannak felszerelve. A vezeték átmérője az átmérőtől egy kapcsolóval is beállítható.
Az induktivitás beállítása megváltoztatja az ív merevségét, a behatolási mélységet és a görgő alakját:
- Kis induktivitással: az ív hideg - vékony görgőt kapunk mély behatolással;
- Nagy induktivitással: az ív forró - széles görgő, sekély behatolással.
Tartsa a 20-60 fokos lejtővel rendelkező égőt (a fúvókától a hegesztési medencéhez képest 10-20 mm-es távolság), a rozsdamentes acél csatlakozását rövid ütésekkel végezze. Húzza ki a kioldó, préselt és kioldott triggert, így lassan, és a fém vágott széleit betölti. Főzhetsz úgy, mint egy sarok hátul (magadnak) és szöget előre (magadból).
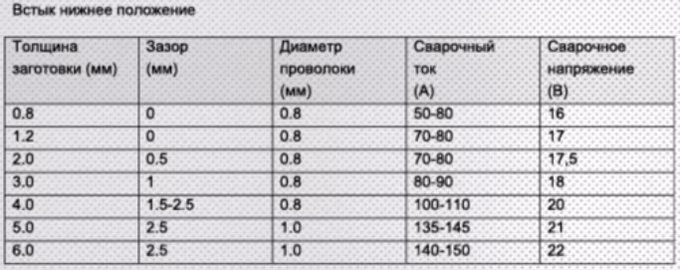
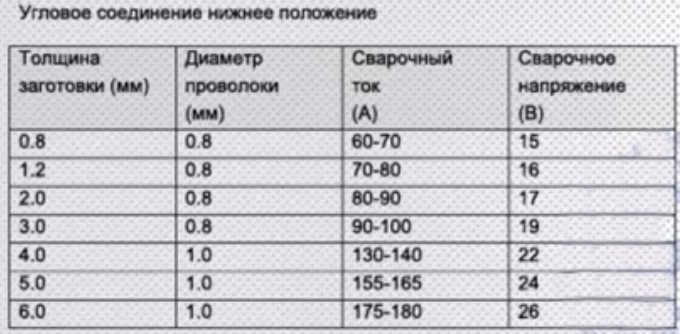
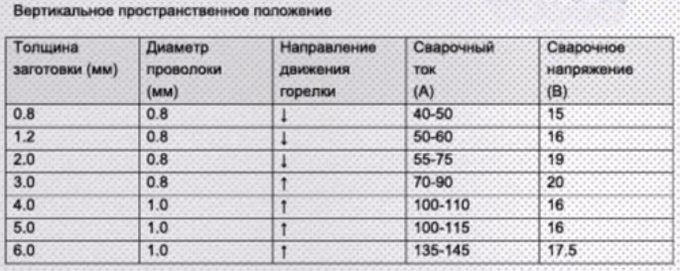
Az alábbi táblázatok segítenek meghatározni a félautomata beállításait:
A hegesztés átfedésekor a vágás nem szükséges a vágáshoz, csak tisztítsa meg a felületet, tegye egymásra az alkatrészeket, és hozza létre a csatlakozást.
A hegesztés folyamata előtt, mielőtt az új varrás megharapná a hegesztési labdát a huzal csúcsán.




