Electrodes pour le soudage à l'arc manuel. Un monde d'électrodes variées pour le soudage à l'arc. Symbole des électrodes couvertes.
Electrodes pour manuel soudage à l'arc sont constitués de tiges en fil de soudure sur lesquelles est appliquée une couche de protection. Le revêtement d'électrode est constitué d'un mélange de composants qui renforcent l'ionisation et protègent la zone de soudage de l'exposition à l'air. Les électrodes couvertes sont utilisées pour les deux, et pour.
Fil de soudage pour barres d'électrode
Classification des électrodes par position spatiale pendant le soudage
Il existe 4 groupes d'électrodes, en fonction de la disposition spatiale admissible des pièces soudées:
À propos de fonte
Le bain de fonte sera-t-il cassé? Une fois qu'un bain de fusion est créé, le revêtement pendant la fusion provoque un nuage de fumée ou de gaz. Ces gaz joueront un rôle important et vital! La libération de 21% d'oxygène et de 78% d'azote, qui est naturellement présent dans l'air que nous respirons. Ces deux gaz présents dans l'air peuvent provoquer des défauts de soudure, d'oxydation et de nitruration.
Le revêtement en fusion devient un laitier léger qui flotte sur le métal liquide et solide ou dans le bain en fusion, qui devient une boule. En raison de sa composition et de sa présence, il agit comme un filtre. En tant que filtre, il facilite les gaz nocifs dans le métal précipité afin de le libérer sans causer de bulles.
1 - le soudage dans n'importe quelle position est autorisé;
2 - le soudage dans n'importe quelle position, à l'exception de la réalisation de soudures verticales de haut en bas;
3 - le soudage en position basse, ainsi que l'exécution des coutures horizontales et verticales du bas vers le haut;
4 - soudure en position basse et basse "dans le bateau".
Outre les méthodes de classification ci-dessus, le GOST 9466 prévoit la classification des électrodes en fonction de la polarité du courant de soudage, de la tension à vide et du type de source d'alimentation. arc de soudure. Sur la base de ces indicateurs, les électrodes sont divisées en dix groupes et sont désignées par des numéros allant de 0 à 9.
Imaginez un verre d’eau gazeuse surgelée et les glaçons obtenus ressembleront au Gruyère, ce qui entraînerait des points de rupture dans le cas de joint de soudure. Le laitier empêchera également le métal de durcir par trempe. Dans le cas de certaines soudures, on peut également dire que pour combler certains défauts de la pièce à assembler, il est nécessaire d’ajouter des éléments spéciaux pour augmenter les propriétés mécaniques et ainsi éviter les maladies ou les défauts de soudure.
Soudure avec électrode enrobée, fumée, gaz protecteur. Soudage électrodes - le procédé de soudage le plus utilisé à la fois en mécanique et construction métalliqueIl convient au soudage de presque tous les alliages ferreux et non ferreux, à l'exception des alliages d'aluminium.
Types d'électrodes enrobées pour le soudage à l'arc manuel des aciers de construction
Selon GOST9467, des électrodes de soudage aciers de construction Ils sont classés en fonction des propriétés mécaniques du joint soudé obtenu par soudage avec une ou une autre électrode et sont répartis dans les types présentés dans le tableau:
|
Type d'électrode Il s'agit d'un processus très polyvalent dans lequel un arc électrique est créé entre une électrode "portable", revêtue de manière appropriée et un élément de soudure. L'élimination du métal en fusion de l'électrode est transférée par l'arc dans le bain en fusion, tandis que les gaz produits par le revêtement le protègent de l'atmosphère. La masse fondue au-dessus du bain de fusion le protège de l'atmosphère pendant la solidification. Le procédé de soudage avec une électrode est bien adapté au soudage dans toutes les positions et, en raison de la simplicité de l'équipement, il est utilisé dans de nombreuses situations, même sur site ou dans des espaces confinés. Cependant, malgré les avantages opérationnels indéniables, il faut démontrer une faible productivité. En effet, l’électrode a une longueur réduite et doit donc souvent être remplacée. |
Propriétés mécaniques du métal fondu |
But |
||
|
Résistance temporaire, MPa |
Soudage d'aciers à résistance temporaire 500-600MPa |
|||
|
Soudage des aciers au carbone et des aciers faiblement alliés des aciers de construction à haute et haute résistance avec une résistance temporaire supérieure à 600 MPa Électrode machine à souder se compose d’un générateur et de deux étriers: l’un pour la masse et l’autre pour le porte-électrode. Il doit avoir la puissance nécessaire pour démarrer l’arc et le maintenir tout au long de la phase de soudage. L'électrode revêtue est constituée de deux parties ou d'un noyau métallique qui joue le rôle de matériau d'incrustation et de revêtement protecteur. Pendant le soudage, le coeur de l'électrode est fondu et sous la forme de gouttelettes est transféré dans le bain de fusion; En même temps, le revêtement suit également le noyau dans le bain fondu pour former la pointe de l'électrode, et cette configuration protège l'extrémité de l'électrode où le matériau est fondu et crée également une surpression locale de gaz pouvant provoquer une déchirure et un transfert de la goutte. |
||||
Pour les électrodes E70, E85, E100, E125, E150, les propriétés mécaniques sont indiquées après traitement thermique, conformément au passeport de l'électrode.
Chaque type d'électrodes présenté dans le tableau peut correspondre à plusieurs marques d'électrodes. Par exemple, les marques d'électrodes ANO-3, ANO-4, MP-3, OZS-4, OZS-6 sont du même type - E46.
Chaque marque d'électrode correspond à une certaine composition du revêtement protecteur, une certaine marque. fil de soudurela tige est constituée de propriétés de soudure et de propriétés technologiques.
Les principales caractéristiques des électrodes
Une partie du matériau d'entrée est évaporée en créant des gaz qui créent une zone de protection contre les arcs, réduisant ainsi le risque d'oxydation dans le bain. Dans cette "zone protégée", il se produit un transfert de métal en fusion en gouttelettes: dans ce cas, le revêtement fondant simultanément avec le métal enveloppe les gouttes de métal en fusion, créant ainsi une "protection supplémentaire contre l'oxydation".
Ensuite, les ordures doivent être enlevées. Propriétés de revêtement. Protection contre l'oxydation. Le revêtement est sous forme gazeuse, créant un gaz protecteur sous forme solide autour de l’arc électrique, protégeant à la fois l’extrémité de l’électrode fondue et les gouttelettes qui descendent dans le bain. Bath déchargement. La désacidification au bain est due aux éléments désoxydants, au manganèse et au silicium contenus dans le revêtement; Ils réagissent chimiquement avec le bain en fusion, soustraient l'oxygène des oxydes de fer présents dans le bain, formant à leur tour des oxydes insolubles dans le métal en fusion, qui remontent à la surface sous forme de laitier. L'électrode est causée par des substances telles que des carbonates de calcium et de magnésium, capables de capturer le soufre et le phosphore sous la forme de composés qui montent directement à la surface du bain de boue.
Le choix du type d'électrode dépend du matériau à souder, de l'épaisseur des pièces à souder, de la position dans l'espace, des conditions de soudage, de la fonction du produit soudé et des conditions de son fonctionnement.
Symbole des électrodes couvertes
La désignation de l'électrode comprend la désignation de son type, la marque de l'électrode et le diamètre de sa tige, ainsi que le type de revêtement et de GOST.
Éléments de l'alliage. En plus des éléments ci-dessus, le revêtement peut contenir un alliage, du manganèse, du chrome, du nickel, du molybdène, etc. Qui restent sous la forme d'éléments d'alliage dans la zone fondue, en changeant leur composition chimique. Impact sur la stabilité de l'arc. Dans ce cas, pour utiliser les électrodes principales, il est préférable d’utiliser courant de soudage C-type.
Electrodes pour le soudage des aciers de construction au carbone et des aciers de construction faiblement alliés
La partie du revêtement fondant qui se forme sous forme de laitier à la surface du bain peut aider sous l'influence de la tension superficielle du laitier.Le fusible maintiendra le bain collé au matériau de base, ce qui facilitera la soudure en place. Lorsque cette action échoue, le soudage doit être plat ou maximum en position avancée. Types de revêtements Dans les paragraphes précédents, certaines informations de base ont été présentées sur les revêtements d'électrodes. Nous fournissons ci-dessous des informations supplémentaires sur certains revêtements typiques.
Nous décodons selon la désignation de l'électrode GOST9467:
E46A - type d'électrode (électrode E pour le soudage à l'arc; 46 - résistance garantie de la soudure (460 MPa); les soudures A ont une ductilité élevée);
UONI-13/45 - marque de tige d'électrode;
Diamètre de 3 tiges;
Y - électrodes pour le soudage de noyaux faiblement alliés, ainsi que pour le soudage d'aciers au carbone;
D2 - avec une couche épaisse du deuxième groupe;
E - électrode
43 2 (5) - valeur des propriétés mécaniques de la soudure (43 - résistance temporaire à la traction d'au moins 430 MPa; 2 - allongement relatif en traction d'au moins 22%; 5 - résistance au choc d'au moins 34,5 J / cm2 à une température de -40 ° C C);
B - électrode avec le revêtement principal;
1 - l’électrode peut être utilisée pour le soudage dans n’importe quelle position spatiale;
0 - courant de soudage constant inversion de polarité.
Le but principal et la composition des électrodes de soudure
Revêtement acide Ce sont des revêtements d'oxydes de fer et de ferroalliages, tels que le manganèse et le silicium. La terre créée par la doublure est facile à enlever, mais elle ne peut pas être réutilisée, il est toujours préférable de l'enlever avant de procéder aux passages suivants pour éviter les inclusions de saleté.
Ces revêtements ont peu d’effet sur les éléments à faible teneur en humidité; il est donc préférable de ne pas les utiliser sur des matériaux de base contenant une certaine quantité de soufre ou de phosphore, car ils peuvent provoquer des défauts tels que des fissures chaudes. Les revêtements acides font fondre des quantités importantes de matériau de base: un bain liquide se forme, ce qui les rend inutilisables pour le soudage in situ. Ce sont plutôt des revêtements hygroscopiques et il faut donc bien les traiter avant de les utiliser, faute de quoi l’hydrogène pourrait envahir pendant le soudage avec formation ultérieure de fissures à froid.
Dans les documents techniques, les électrodes sont désignées par un nom abrégé, par exemple UONI-13 / 45-3,0-2 GOST 9466-75.
L'obtention du métal de soudure, à résistance égale, est assurée par le choix du type d'électrode de soudage, qui régit les caractéristiques de résistance du joint soudé. Il convient de noter que l'utilisation d'électrodes présentant des propriétés mécaniques améliorées du métal déposé, par exemple, en raison de la résistance à la traction, peut entraîner une diminution du rendement de la structure soudée.
Les propriétés mécaniques des dépôts sont bonnes, car le bain est bien désoxydé. Revêtements rutiles Ils ressemblent aux revêtements acides, mais contiennent des éléments tels que le dioxyde de titane, le rutile ou l'ilménite, ce qui entraîne un coulage en surface après le durcissement. Ce type d'électrode peut également contenir des substances telles que la cellulose ou, en quantités limitées, des carbonates de calcium et de magnésium, des éléments typiques des électrodes. Couverture de base.
Les électrodes à revêtement rutile, ainsi que la cellulose, ne nettoient pas le bain et ne produisent pas de grandes quantités d'hydrogène. Elles sont donc rarement rencontrées lors du soudage d'aciers formés à froid. Pour ces raisons, une utilisation courante est utilisée pour le soudage d'épaisseur modérée.
Pour le soudage des aciers à ébullition (acier à faible teneur en carbone produit à partir d'un four faiblement oxydé), des électrodes avec n'importe quel revêtement sont utilisées.
Pour le soudage des aciers semi-quiescents (l'acier obtenu par désoxydation du métal liquide est moins complet que pour la fusion de l'acier calme, mais plus grand que pour la fusion de l'acier bouillant) pour des épaisseurs importantes, il convient d'utiliser des électrodes avec des revêtements d'espèces principales ou rutiles.
Le revêtement d'électrodes cellulosiques est constitué d'éléments d'alliage contenant de la cellulose, tels que le manganèse et le silicium, d'éléments fortement désoxydants. Par conséquent, la cellulose est une électrode et un revêtement hautement nettoyants, principalement gazéifiés et minimisant les scories sur le bain en fusion. Ce type de revêtement vous permet de souder la position «verticale vers le bas», en faisant fondre une quantité importante de matériau de base, offrant ainsi une bonne pénétration en avant-plan. Les défauts de cellulose ne sont pas efficaces contre les impuretés et ne doivent donc pas être utilisés dans les processus de soudage avec des matériaux de base contenant des éléments faiblement alliés où ils peuvent poser des problèmes de laminage à chaud.
Le soudage des structures en acier silencieuses fonctionnant à basses températures ou sous des charges dynamiques doit être effectué avec des électrodes avec un revêtement de base.
La stabilité de l'arc affecte la qualité des coutures et la possibilité de soudage avec un courant alternatif. L'arc est le plus stable aux électrodes recouvertes de cellulose, d'acides et de rutiles. Cela permet d'utiliser des transformateurs de soudage. Les électrodes de revêtement de base ne nécessitent que des sources de courant continu.
Ils ne peuvent pas être utilisés même lors du soudage avec des matériaux sujets aux structures de trempe, car, outre "l'air à l'hydrogène", le même revêtement est porteur d'humidité. Le tartre créé par les électrodes principales est difficile à enlever et à enlever, il est donc nécessaire de l'enlever complètement dans le cas de passes successives; si la brûlure reste dans les irrégularités du cordon et n'est pas enlevée, elle peut générer une «porosité solide». Le soudage avec les électrodes principales doit être effectué avec des cordes courtes pour éviter la formation de porosité allongée, également appelée "plaques".
Dans les positions inférieure, verticale et au plafond, le joint est mieux formé au niveau des électrodes avec un revêtement de cellulose, car le faible transfert de gouttes du métal de l'électrode et la viscosité élevée du laitier fournissent un guidage de soudage de haute qualité. La couture au niveau des électrodes avec le revêtement principal est pire.
Lors du soudage de structures à parois épaisses avec des joints multicouches, la séparabilité des scories est un indicateur important. Les électrodes à revêtement rutile, cellulosique et acide permettent une meilleure séparabilité des scories par rapport au revêtement principal.
Le transfert de matière s'effectue par l'intermédiaire de très grosses gouttelettes, ce qui peut facilement créer un court-circuit. La présence de carbonates de calcium dans le revêtement permet de nettoyer la salle de bain avec des éléments à faible frottement, tels que le soufre et le phosphore, pour obtenir des dépôts de grande pureté et de bonnes propriétés mécaniques; Pour cette raison, ces électrodes doivent être utilisées lors du soudage de matériaux sujets au laminage à chaud. L'un des principaux problèmes de ce type de revêtement est une hygroscopicité élevée.
Pour éliminer les traces d'humidité du revêtement, l'électrode doit être bien traitée dans des fours spéciaux, sinon elle pourrait rencontrer des problèmes de fissuration à froid. Le choix des électrodes. Le choix du type d'électrodes doit tenir compte des caractéristiques du matériau de soudage de la base; par conséquent, il est souhaitable de connaître sa composition chimique, ses caractéristiques de résistance à la traction et aux chocs, sa structure métallographique et, enfin, la position de la performance de soudage.
Le soudage avec des électrodes de revêtement de base nécessite un nettoyage en profondeur des bords de la rouille, de l'huile et des impuretés pour éviter la porogenèse. De plus, les électrodes avec le revêtement principal sont sujettes à la formation de pores au moment du soudage initial et lors du soudage à l'arc long.
Caractéristiques des électrodes pour le soudage du carbone et aciers faiblement alliés
La norme classe, à l'aide d'une désignation alphanumérique, le type d'électrode en fonction de ses propriétés. Normes pertinentes. Le deuxième chiffre indique le type d'électrode. Tableau 1 - Résistance minimale et rendement en métal précipité. Les technologies de soudage actuellement disponibles sont très nombreuses. Un critère de classification important, qui est également un élément essentiel dans la qualification de diverses méthodes, est ce que l’on appelle «l’entrée thermique», c’est-à-dire la source de chaleur fournie par la source de chaleur à la zone de jonction pendant le soudage.
| Type E42 412 MPa (42 kgf / mm 2) |
||||
| Marque, | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| La lumière | ||||
| Pour les produits en acier d'une épaisseur de 1-3 mm. Le soudage peut être effectué de haut en bas. | ||||
| ANO-6 | ||||
| Soudure arc court ou moyen. Autorisé par les bords non nettoyés. Lors du soudage de filets, inclinez l'électrode d'un angle de 40 à 50 ° dans le sens du soudage. Il présente une résistance élevée à la formation de pores et de fissures chaudes. Uhh≥50V. | ||||
| ANO-6M | ||||
| Soudure arc court ou moyen. Le laitier est facilement séparé. Éclaboussures minimes. Faible tendance aux pores et aux fissures chaudes. Uhh≥50V. | ||||
| ANO-17 | ||||
| Haute performance. Pour souder des métaux plus épais avec de longues coutures. Faible sensibilité à la formation de pores lors du soudage sur une surface oxydée. Uhh≥50V. | ||||
| CMC-4 | ||||
| Soudage de canalisations sans oscillations d'une électrode, reposant sur des arêtes descendantes. La racine de la couture est sur courant continu toute polarité, le passage "chaud" - sur la polarité inverse. Laisser une racine au moins 50 mm. | ||||
| CMC-4M | ||||
| Soudure du joint racinaire et passage "à chaud" des joints de tuyaux. Laisser effectuer la soudure "de haut en bas" en soutenant l'électrode. Fournir une résistance à la formation de pores. | ||||
| OZS-23 | ||||
| Pour le soudage de structures de faible épaisseur sur la surface oxydée. Faible sensibilité à la formation de pores. Faible toxicité. Uhh≥50V. | ||||
| OMA-2 | ||||
| Pour le soudage de structures métalliques critiques de faible épaisseur (0,8-3,0 mm). Soudage à l'arc long sur une surface oxydée. Electrodes à faible pouvoir de fusion. Uxx≥60V. | ||||
| Type E42A Acier résistant à la traction jusqu'à 412 MPa (42 kgf / mm 2) avec des exigences élevées en termes de ductilité et de résistance. |
||||
| UONI-13/45 | ||||
| Pour le soudage de structures critiques fonctionnant à basse température. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| UONI-13 / 45A | ||||
| Pour le soudage de structures critiques en acier de type SHL-4, MS-1, St3sp et similaires. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| UONII-13/45 | ||||
| UONII-13 / 45A | ||||
| Pour le soudage de structures critiques fonctionnant à basse température. Soudage à l'arc extrêmement court sur des arêtes soigneusement nettoyées. | ||||
| UONII-13 / 45R | ||||
| Pour le soudage des aciers de construction navale. Soudage d'un arc court sur les bords nettoyés. Haute résistance du métal de soudure à la fissuration à chaud. | ||||
| Type E46 Pour les aciers ayant une résistance à la traction jusqu'à 451 MPa (46 kgf / mm 2) |
||||
| Ano-4 | ||||
| Pour le soudage de structures simples et critiques de tous les groupes et de tous les degrés de désoxydation. Arc de soudure de longueur moyenne. Autorisé par les bords non nettoyés. Non sujet à la formation de pores à courant élevé. Uhh≥50V. | ||||
| ANO-13 | ||||
| Pour les coins verticaux, les coutures des genoux et des fesses dans le sens "descendant". Soudure arc court ou moyen. C'est possible sur les bords non nettoyés. Le métal fondu est résistant à la fissuration à chaud. Le revêtement est hygroscopique. Uhh≥50V. | ||||
| ANO-21 | ||||
| Pour des conceptions simples et responsables de acier au carbone tous les groupes et degrés de désoxydation. Soudure avec un arc étendu le long des bords non nettoyés. Uhh≥50V. | ||||
| ANO-24 | ||||
| Pour le soudage en conditions de montage. Soudure avec un arc étendu le long des bords non nettoyés. Faible tendance aux contre-découpes. Uhh≥50V. | ||||
| ANO-34 | ||||
| En position basse, déviez l'électrode de 20 à 40 ° par rapport à la verticale dans le sens du soudage. Soudure possible arc allongé sur la surface oxydée. Uhh≥50V. | ||||
| ELZ-S-1 | ||||
| Pour le soudage des aciers faiblement carbonés, faiblement alliés et alliés avec une résistance à la traction allant jusqu'à 490 MPa. Uhh≥50V. | ||||
| MP-3 | ||||
| Pour un design responsable. Soudure arc court ou moyen. Nettoyer les surfaces à fond de la balance. Bien chevaucher les lacunes. Lors du soudage à des courants élevés, des pores sont possibles. Uxx≥60V. | ||||
| MR-3M | ||||
| Pour les aciers ayant une teneur en carbone allant jusqu'à 0,25%. Il est possible de souder des oxydes métalliques par voie humide, rouillée ou mal nettoyée. Très productif. Le soudage des moyennes et grandes épaisseurs est effectué à "angle arrière" élevé. Uxx≥60V. | ||||
| OZS-3 | ||||
| Pour le soudage de pièces critiques. Soudage à l'arc court. Le soudage sur des surfaces non nettoyées est autorisé. Uxx≥60V. | ||||
| OZS-4 | ||||
| Pour le soudage haute performance de pièces critiques. Le soudage avec un arc allongé et sur des surfaces non nettoyées est autorisé. Uxx≥60V. | ||||
| OZS-4I | ||||
| Pour des conceptions responsables. Permettent de souder des oxydes de métaux humides, rouillés et mal nettoyés. Haute performance. Soudure en position basse avec une épaisseur moyenne et grande "angle arrière". La longueur moyenne de l'arc. Uxx≥60V. | ||||
| OZS-6 | ||||
| Pour le soudage haute performance. Le soudage avec un arc allongé est autorisé, il est également possible sur la surface oxydée. Uhh≥50V. | ||||
| OZS-12 | ||||
| Il est recommandé pour les joints en T avec obtention de joints concaves à petits rabats. Le laitier est facilement séparé. Soudure arc allongé et surface oxydée. Uhh≥50V. | ||||
| Type E46A Pour les aciers avec une résistance à la traction de 451 MPa (46 kgf / mm 2) avec des exigences accrues pour les joints en termes de ductilité et de ténacité. | ||||
| TMU-46 | ||||
| Pour les structures critiques, y compris les pipelines. Soudage d'un arc court sur les bords nettoyés. Uxx≥65V. | ||||
| UONI-13 / 55K | ||||
| Pour les structures critiques fonctionnant à des températures négatives et des charges alternées. Soudage d'un arc court sur les bords nettoyés. Le métal fondu est très résistant à la fissuration à chaud et se caractérise par une faible teneur en hydrogène. | ||||
| ANO-8 | ||||
| Pour le soudage de structures en acier au carbone et en acier faiblement allié fonctionnant à basse température. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| Type E50 Pour les aciers ayant une résistance à la traction de 490 MPa (50 kgf / mm 2) | ||||
| CMC-4A | ||||
| Soudure haute performance de la soudure de racine et de l’allée "à chaud" des joints de canalisations et de structures critiques. Soudure du joint de racine sans hésitation, en appui, sur un courant continu de toute polarité. "Hot" passage - après le nettoyage de la suture de la racine. Souder les deux couches de haut en bas. Laisser une racine au moins 50 mm. | ||||
| 55 ans | ||||
| Soudez avec un arc court ou reposez sur des bords soigneusement nettoyés. Uxx≥65V. | ||||
| Type E50A Pour les aciers avec une résistance à la traction de 490 MPa (50 kgf / mm 2) avec des exigences accrues pour les joints de ductilité et de ténacité. | ||||
| ANO-27 | ||||
| Pour le soudage de structures critiques à des températures allant jusqu'à -40 ° C Soudage d'un arc court sur une surface soigneusement nettoyée. Fournir une faible teneur en hydrogène dans les coutures. | ||||
| Ano-t | ||||
| Pour le soudage de structures critiques et de pipelines dans toutes les zones climatiques. Souder la couture de racine sans anneaux de soutien. Former le rouleau arrière en position au-dessus de la tête. | ||||
| ANO-TM / H | ||||
| Pour les joints tournants des oléoducs et des gazoducs d'un diamètre de 59-1420 mm et autres structures critiques. Soudage d'un arc court sur les bords nettoyés. Efficace pour le soudage unilatéral. Uxx≥65V. | ||||
| ANO-TM | ||||
| Pour les structures critiques, y compris les conduites en acier à faible teneur en carbone et en acier faiblement allié. Soudage d'un arc court sur les bords nettoyés. Le rouleau inversé avec une hauteur de 0,5-3 mm est formé qualitativement. | ||||
| ETS-4 | ||||
| Pour les aciers St3sp, 09G2, 09G2S, 10HSND, 10G2S1D-35, 10G2S1D-40, etc. Soudage d'un arc court sur les bords soigneusement nettoyés. Fournir une haute résistance à la corrosion. | ||||
| ETS-4C | ||||
| Pour le soudage de structures critiques dans la construction navale; Aciers SHL-4, 09G2, etc. Soudage à l'arc court le long des arêtes nettoyées. Uxx≥65V. | ||||
| OZS-18 | ||||
| Pour le soudage de structures critiques en acier 10ХСНД, 10ХНДП et autres d'une épaisseur jusqu'à 15 mm, résistant à la corrosion atmosphérique, avec une faible teneur en hydrogène. | ||||
| OZS-25 | ||||
| Pour le soudage de structures critiques. Soudage d'un arc court sur les bords soigneusement nettoyés. Bonne séparabilité des scories. Manque de contre-dépouilles et petite couture. | ||||
| OZS / VNIIST-26 | ||||
| Pour les oléoducs et les gazoducs contaminés par l'hydrogène sulfuré. Soudage d'un arc court sur les bords soigneusement nettoyés. Haute résistance à la corrosion dans l'environnement du sulfure d'hydrogène hydraté à 25%. | ||||
| OZS-28 | ||||
| Pour les structures critiques en acier 09Г2, 10ХСНД, etc. Soudage d'un arc court le long de bords nettoyés avec soin. Uxx≥60V. | ||||
| OZS-33 | ||||
| Pour des designs particulièrement responsables. Fournir un métal de soudure à haute résistance à la fissuration à chaud et à faible teneur en hydrogène. Soudez un arc court ou extrêmement court le long des bords nettoyés. | ||||
| TMU-21U | ||||
| Pour les aciers comme le 15GS, etc. pour l'équipement d'alimentation. Pour les tuyaux avec une épaisseur de paroi supérieure à 16 mm. Soudage en coupe étroite avec un angle de biseau total allant jusqu'à 15 °. Soudage d'un arc court sur les bords soigneusement nettoyés. Allumage facile de l'arc sans la porosité "initiale". | ||||
| TMU-50 | ||||
| Pour les structures critiques et les pipelines. Soudage d'un arc court sur les bords nettoyés. Uxx≥65V. | ||||
| UONI-13/55 | ||||
| Pour les structures critiques fonctionnant à des températures négatives et des charges alternées. Soudage d'un arc court sur les bords soigneusement nettoyés. Le métal fondu est résistant à la fissuration à chaud et a une faible teneur en hydrogène. | ||||
| UONI-13 / 55С | ||||
| Pour des designs particulièrement responsables. Fournir un métal de soudure à haute résistance à la fissuration à chaud. Faible teneur en hydrogène. Soudez seulement un arc court le long des bords nettoyés. | ||||
| UONI-13 / 55TZH | ||||
| Pour les structures particulièrement importantes fonctionnant à basse température. Le métal de soudure résiste bien à la fissuration à chaud. Faible teneur en hydrogène. Soudez seulement un arc court le long des bords nettoyés. | ||||
| UONII-13 / 55R | ||||
| Pour les aciers de construction navale avec une résistance à la traction allant jusqu'à 490-660 MPa. Soudez avec un arc court ou reposez sur des bords soigneusement nettoyés. | ||||
| CU-5 | ||||
| Pour les tuyaux et les échangeurs de chaleur des chaudières fonctionnant à des températures allant jusqu'à 400 ° C. Faible propension à la formation de pores. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| CU-7 | ||||
| Pour les structures critiques fonctionnant à des températures allant jusqu'à 400 ° C Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| CU-8 | ||||
| Pour les structures critiques fonctionnant à des températures allant jusqu'à 400 ° C avec une faible épaisseur de métal et pour le soudage de tubes de petit diamètre. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| E-138 / 50N | ||||
| Pour les coutures très chargées des navires sous-marins. Pour l'acier St3S, St4S, 09G2, SHL-1, SHL-45, MS-1 et autres, souder un arc court sur des arêtes soigneusement nettoyées. Le métal fondu résiste à la corrosion dans l'eau de mer. | ||||
| Type E55 Pour les aciers ayant une résistance à la traction maximale de 539 MPa (55 kgf / mm 2) | ||||
| OZS / VNIIST-27 | ||||
| Pour les canalisations et les structures en acier faiblement allié résistant au froid, fonctionnant à des températures allant jusqu'à -60 ° C. Soudage d'un arc court sur les bords soigneusement nettoyés. Points de racine - polarité directe en courant continu. | ||||
| UONI-13 / 55U | ||||
| Pour le soudage des raccords et des rails dans la méthode de baignade, pour les structures critiques par soudage à l'arc manuel. Soudage d'un arc court sur les bords nettoyés. Avec la méthode au bain, les valeurs actuelles augmentent de 1,3 à 1,7 fois. Les interruptions pendant le soudage ne sont pas autorisées. Uxx≥65V. | ||||
| Type E60 Pour les aciers ayant une résistance à la traction maximale de 588 MPa (60 kgf / mm 2) | ||||
| ANO-TM60 | ||||
| Pour les joints bout à bout des tuyaux et autres structures critiques. Soudage d'un arc court sur les bords nettoyés. Formation de suture radiculaire sans éléments de remblayage et soudage avec transition en douceur au métal de base. | ||||
| VSF-65 | ||||
| Pour les structures critiques, y compris les canalisations principales. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| OZS-24M | ||||
| Pour structures et conduites en acier 06G2NAB, 12G2AFYU, 10GNMAYU, etc., fonctionnant à des températures allant jusqu'à -70 ° C. Soudage d'un arc court sur les bords nettoyés. Le métal de soudure est caractérisé par une résistance élevée au froid. | ||||
| UONI-13/65 | ||||
| Pour les structures critiques en acier au carbone, chrome-molybdène, chrome-silicium-manganèse à faible teneur en carbone, fonctionnant à basse température. Soudage d'un arc court sur les bords soigneusement nettoyés. Haute résistance du métal de soudure aux fissures chaudes. Faible teneur en hydrogène. | ||||
Caractéristiques des électrodes pour le soudage d'aciers alliés de résistance accrue
| Type E70 Pour les aciers ayant une résistance à la traction jusqu'à 686 MPa (70 kgf / mm 2) |
||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| ANO-TM70 | ||||
| Pour le soudage de structures et de conduites critiques sans éléments de remblayage et le soudage. Soudage d'un arc court sur les bords nettoyés. Uxx≥65V. | ||||
| ANP-1 | ||||
| Pour le soudage de structures critiques en acier 14HG2MR, 14HMNDFR, etc., de pièces de machines de transport et de voirie fonctionnant à basse température. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| ANP-2 | ||||
| Pour le soudage de structures critiques. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| VSF-75 | ||||
| Pour les pipelines et les structures critiques lors du soudage des couches de remplissage et de revêtement. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| Type E85 Pour les aciers ayant une résistance à la traction inférieure à 833 MPa (85 kgf / mm 2) | ||||
| NIAT-3M | ||||
| Pour le soudage de structures critiques en acier trempé thermiquement. Soudage d'un arc court sur les bords soigneusement nettoyés. | ||||
| UONI-13/85 | ||||
| Pour les structures critiques en aciers thermodurcis à haute résistance à la traction: 30HGSA, 30HGSNA, etc. Soudage à l'arc seulement sur des arêtes soigneusement nettoyées. Le métal de soudure est résistant aux fissures chaudes. Faible teneur en hydrogène. | ||||
| UONI-13 / 85U | ||||
| Pour les raccords et les rails dans la méthode de baignade et le soudage manuel à l'arc de structures d'aciers à haute résistance fonctionnant sous des charges lourdes. Soudage d'un arc court sur les bords nettoyés. Lorsque vous vous baignez, utilisez la forme restante ou retirée. | ||||
| Type E100 Pour les aciers ayant une résistance à la traction jusqu'à 980 MPa (100 kgf / mm 2) | ||||
| AN-XH7 | ||||
| Assemblage sans lacunes. Soudage à l'arc court et moyen sur des arêtes soigneusement nettoyées. | ||||
| VI-10-6 | ||||
| Assemblage sans lacunes. Soudage avec un arc court ou moyen le long des bords soigneusement rainurés avec des mouvements en forme de boucle de l'électrode. Avec un refroidissement rapide, des fissures sont possibles dans les cratères. | ||||
| OZSh-1 | ||||
| Soudez un arc court en continu, sans permettre le refroidissement, sur les bords soigneusement nettoyés. Préchauffage à 400-450 ° C Peut être utilisé pour les matrices de surfaçage. | ||||
Caractéristiques des électrodes pour le soudage des aciers alliés à haute résistance
L'apport de chaleur détermine non seulement la transition thermique que le matériau subit pendant le soudage, mais également la fusion et le compactage des joints, les modifications structurelles qui se produisent, etc.: V Final a un impact significatif sur la structure et, par conséquent, sur les caractéristiques technologiques finales du raccordement. Les principales technologies de soudage, séparées conformément au système de chauffage, sont.
Procédés électroniques à arc avec électrodes non fondues, électrodes fusibles, électrodes enrobées, arc sous-marin. - Résistance, brillance, chauffage par induction. - Procédés avec laser, faisceau d'électrons, plasma. Ce sont des technologies qui utilisent tous les systèmes de protection anti-adhérence précis pendant le soudage pour éviter ou limiter une interaction maximale avec l'environnement et, en particulier, avec les gaz atmosphériques. En fait, la principale exigence pour le soudage de n'importe quel matériau est d'empêcher la formation de films d'oxyde sur les surfaces brasées, ce qui est obtenu par chauffage à la température de fusion des matériaux à souder.
| Type E125 Pour les aciers ayant une résistance à la traction supérieure à 980 MPa (100 kgf / mm 2) |
||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| NII-3M | ||||
| Pour les aciers 30HGSNA, 30HGSN2A, etc., traités thermiquement pour une résistance allant jusqu'à 1274 MPa (130 kgf / mm 2). Soudage d'un arc court sur les bords nettoyés. | ||||
| Type E150 Pour les aciers ayant une résistance à la traction inférieure à 1470 MPa (150 kgf / mm 2) | ||||
| NIAT-3 | ||||
| Pour les aciers à haute résistance du type 30ХГСНА avec une résistance à la traction maximale de 1470 MPa (150 kgf / mm 2) | ||||
Électrodes de surfaçage
Les électrodes de surfaçage fournissent au métal déposé une composition, une structure et des propriétés chimiques variées. Selon GOST 10051-75 "Électrodes à revêtement métallique pour le surfaçage à l'arc manuel de couches superficielles ayant des propriétés spéciales", il existe 44 types de telles électrodes.Ils ont tous un revêtement de base. Ceci offre la meilleure résistance à la formation de fissures lors du surfaçage de pièces en acier à haute teneur en carbone et à la rigidité élevée de la structure.
En fonction des conditions de fonctionnement des structures avec des revêtements superposés, les électrodes de surfaçage peuvent être classiquement divisées en 6 groupes.
Caractéristiques des électrodes de surfaçage
| Premier groupe Électrodes de surfaçage fournissant un métal d'apport faiblement carboné et faiblement carboné présentant une résistance élevée dans des conditions de frottement du métal contre le métal et de charges d'impact (certaines marques d'électrodes du 3e groupe appartiennent à ce groupe). | ||||
| Electrode marque / type de métal, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| OZN-300M / 11G3S | ||||
| Pour les pièces en acier au carbone et en acier faiblement allié, travaillant dans des conditions de frottement et de chocs, par exemple: arbres, essieux, coupleurs, traverses et autres éléments de transport automobile et ferroviaire. | ||||
| OZN-400M / 15G4S | ||||
| La même chose, avec une dureté accrue du métal de soudure. | ||||
| НР-70 / Э-30Г2ХМ | ||||
| Pour les pièces travaillant dans des conditions de choc intense et de frottement sur le métal: rails, croisements, etc. | ||||
| TsNIIN-4 / E-65H25G13N3 | ||||
| Pour le soudage des défauts de fonderie des traverses de chemin de fer et des autres parties des aciers à haute teneur en manganèse 110G13L. | ||||
| Deuxième groupe Electrodes qui fournissent un métal de soudure faiblement allié à teneur moyenne en carbone avec une résistance élevée dans des conditions de frottement du métal contre le métal et de charges de choc aux températures normales et élevées (jusqu'à 600 à 650 ° C). | ||||
| EN-60M / E-70H3SMT | ||||
| Pour les matrices de tous types, chauffant des surfaces de contact jusqu'à 400 ° C et des pièces très résistantes à l'usure dans les équipements de machines-outils: engrenages, excentriques, guides, etc. | ||||
| TSN-14 | ||||
| Pour l'équipement d'estampage à chaud et de coupe, y compris couteaux, ciseaux, matrices, etc. | ||||
| 13KN / LIVT / E-80H4S | ||||
| Pour les godets, dents de pelles, godets, dragues, couteaux de machines routières, usure abrasive sans chocs ni pressions importants. | ||||
| OZSh-3 / E-37H9S2 | ||||
| Pour la découpe et le découpage de matrices d'estampage à froid et à chaud (jusqu'à 650 ° C) et de pièces d'usure élevées de machines et d'équipements. | ||||
| OZI-3 / E-90H4M4VF | ||||
| Pour les matrices, la déformation des métaux à chaud et à froid (jusqu’à 650 ° C), ainsi que pour les pièces d’usure des équipements d’exploitation minière et métallurgique et de machines-outils. | ||||
| Troisième groupe Electrodes, fournissant au métal de soudure en carbone, allié (ou fortement allié), une résistance élevée à l'usure par abrasion et aux charges d'impact. | ||||
| OZN-6 / 90H4G2S3R | ||||
| Pour les pièces d'usure, minières, de construction, etc., soumises à une usure abrasive intense et à des chocs importants. | ||||
| OZN-7 / 75H5G4S3RF | ||||
| Pour les pièces soumises à une usure importante, principalement des aciers à forte teneur en manganèse 110G13L, soumis à une usure intensive et à des chocs importants. | ||||
| VSN-6 / E-110X14V13F2 | ||||
| Pour les pièces en acier au carbone et au manganèse à haute résistance à l'usure et soumises à des charges d'impact importantes usure abrasive. | ||||
| T-590 / E-320H25S2GR | ||||
| Pour les pièces fonctionnant dans des conditions abrasives avec des charges d'impact modérées. | ||||
| Quatrième groupe Électrodes qui fournissent un métal de soudure carboné fortement allié avec une résistance élevée à des pressions et des températures élevées (jusqu'à 680 à 850 ° C). | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| Pour les percuteurs de forge radiale, estampage à froid et à chaud (jusqu’à 800-850 ° C), déformation des métaux, coupe-métaux à chaud, pièces d’usure d’équipements fonctionnant dans des conditions de déformation thermique sévères. | ||||
| UONI-13 / N1-BK / E-09H31N8AM2 | ||||
| Pour sceller les surfaces de vannes qui travaillent au contact de fluides très agressifs. | ||||
| OZI-5 / E-10K18V11M10H3SF | ||||
| Pour les outils de coupe des métaux, les estampages à chaud (jusqu'à 800-850 ° C) des pièces estampées et les pièces fonctionnant dans des conditions de température-force particulièrement difficiles. | ||||
| Cinquième groupe Electrodes fournissant un métal de soudure austénitique fortement allié à haute résistance dans des conditions d'usure due à la corrosion et à l'érosion et au frottement d'un métal à l'autre températures élevées (jusqu'à 570-600 ° С). | ||||
| CN-6L / E-08H17N8S6G | ||||
| Pour le scellement de surfaces de raccords de chaudières fonctionnant à des températures allant jusqu'à 570 ° C et à des pressions atteignant 7800 MPa (780 kg / mm 2). | ||||
| Sixième groupe Electrodes qui fournissent un métal de soudure fortement allié, renforcé par la dispersion, avec une résistance élevée dans des conditions de température et de déformation extrêmes (jusqu'à 950-1100 ° C). | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| Pour le forgeage et le matriçage de déformations à froid et à chaud de métaux, de pièces d’équipements de métallurgie et de machines-outils, travaillant dans des conditions extrêmes de fatigue thermique (jusqu’à 950 ° C) et à haute pression. | ||||
| OZSh-8 / 11H31N11GSM3YuF | ||||
| Pour forger des outils de déformation à chaud d'un métal fonctionnant dans des conditions extrêmement sévères de fatigue thermique (jusqu'à 1100 ° C) et de pressions élevées. | ||||
Electrodes pour le soudage et le surfaçage de la fonte
Ces électrodes sont conçues pour éliminer les défauts des pièces moulées en fer et pour réparer les pièces endommagées et usées. Ils peuvent être utilisés pour la fabrication de structures en fonte soudée. Électrodes pour soudure à froid et le surfaçage de la fonte sans préchauffage donne au métal fondu sous forme d'acier, d'alliages à base de cuivre, de nickel et de fer-nickel. Ce sont des marques de TsCh-4, OZCH-2, OZCH-6, etc. Il est parfois conseillé d’utiliser des électrodes à d’autres fins. Ainsi, lors de la réparation de tubes en fonte dans des conditions de pollution et d'humidité élevées, il est préférable de prendre la marque OZL-25B. Les premières couches sur du fer contaminé peuvent être réalisées avec les marques OZL-27 et OZL-28. Utilisé avec succès et de marque OZB-2M, destiné à la soudure de bronze.Caractéristiques des électrodes pour le soudage et le surfaçage de la fonte
| , portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| TsCh-4 / FeV | ||||
| Pour le soudage et le soudage, défauts de coulée dans les pièces en fonte grise, à haute résistance et ductile. Soudure de fonte grise et haute résistance. | ||||
| OZCH-2 / Cu | ||||
| OZCH-6 / Cu | ||||
| Pour le soudage de pièces à paroi mince en fonte grise et ductile. | ||||
| MNCh-2 / NiCu | ||||
| Pour le soudage, le soudage et le soudage, défauts de coulée dans les pièces en fonte grise et ductile. | ||||
| OZCH-3 / Ni | ||||
| Pour le soudage et le moulage en soudure, les défauts des pièces en fonte grise et en fonte à haute résistance, lorsque les joints sont soumis à des exigences élevées en matière de finition de surface. | ||||
| OZCH-4 / Ni | ||||
| Pour le soudage et le surfaçage de pièces en fonte grise et haute résistance. Préféré pour les dernières couches, travaillant sur des charges d'abrasion ou de choc. | ||||
Electrodes pour le soudage de métaux non ferreux
Conçu pour le soudage de l'aluminium, du cuivre, du nickel et de leurs alliages. Le titane et ses alliages ne sont pas soudés à l'arc avec une électrode revêtue en raison de leur oxydation intense.Electrodes pour le soudage de l'aluminium. La principale difficulté à souder l’aluminium et ses alliages - la présence film d'oxyde. Son point de fusion est 2060 ° C, tandis que le point de fusion de l'aluminium est 660 ° C. Un film réfractaire dense peut interférer avec la stabilité du processus de soudage et ainsi affecter la qualité de la formation de soudure, entraînant défauts internes dans le métal de soudure. Pour éliminer le film d'oxyde, des sels de chlorure et de fluorure de métaux alcalins et alcalino-terreux sont introduits dans le revêtement d'électrode. Ces substances fournissent également un soudage de haute qualité.
Caractéristiques des électrodes pour le soudage de l'aluminium et de ses alliages
| Marque d'électrode / métal de soudure principal, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| OZA-1 / Al | Psol. | |||
| Pour pièces et structures en aluminium techniquement pur A0, A1, A2, A3. Soudage avec préchauffage jusqu'à 250-400 ° C le long des bords nettoyés. Retirer les scories avec de l'eau chaude et des brosses. | ||||
| OZA-2 / Al | Psol. | |||
| Pour le soudage des rejets de fonte et le surfaçage de pièces en alliages aluminium-silicium AL-4, AL-9, AL-11, etc. Soudage avec préchauffage à 250-400 ° C le long des bords nettoyés. Enlevez le laitier avec de l'eau chaude et des brosses en acier. | ||||
| OZANA-1 / Al | Psol. | |||
| Pour les pièces et modèles en aluminium techniquement pur. Produits de soudage d'une épaisseur supérieure à 10 mm avec préchauffage à 250-400 ° C le long des bords nettoyés. | ||||
| OZANA-2 / Al | Psol. | |||
| Pour le soudage des rejets de fonte et le surfaçage de pièces en alliages aluminium-silicium AL-4, AL-9, AL-11, etc. Soudage de pièces jusqu’à 10 mm d’épaisseur sans chauffage, de grandes épaisseurs - chauffées à 200 ° C le long des arêtes nettoyées. | ||||
Electrodes pour le soudage du cuivre et de ses alliages. Lors du soudage du cuivre, le problème principal est la formation de pores dans le métal fondu en raison de sa forte activité lors de l'interaction avec les gaz, en particulier avec l'oxygène et l'hydrogène. Pour éviter cela, utilisez uniquement des électrodes de cuivre bien désoxydées et bien calcinées. La soudure est effectuée sur les bords lissés à un éclat métallique.
Soudure du laiton difficile et dangereux pour la santé en raison de l'épuisement intense du zinc.
Le soudage du bronz offre des difficultés en raison de la grande fragilité et du manque de résistance à l'état chauffé.
Caractéristiques des électrodes pour le soudage du cuivre et de ses alliages
| Marque d'électrode / métal de soudure principal, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| Komsomol membre-100 / Cu | Ppets. | |||
| Pour le soudage et le surfaçage de produits en cuivre techniquement pur M1, M2, M3. Le cuivre peut être soudé à l'acier. Soudure avec chauffage local préalable à 300-700 ° C | ||||
| ANC / OZM-2 / Cu | Ppets. | |||
| Pour les produits de soudage et de surfaçage à base de cuivre du commerce, d'une teneur en oxygène inférieure ou égale à 0,01%. Soudure d'une épaisseur supérieure à 10 mm avec préchauffage à 150-350 ° C. | ||||
| ANC / OZM-3 / Cu | Ppets. | |||
| Pour le soudage et le surfaçage de cuivre techniquement pur (oxygène pas plus de 0,01%). Le soudage avec de l'acier est possible. Soudage jusqu'à 10 mm d'épaisseur à l'arc court, sans chauffage et sans coupe de bord, avec sertissage unilatéral ou bilatéral avec de petites oscillations de l'électrode. | ||||
| OZB-2M / CuSn | ||||
| Pour le soudage et le surfaçage du bronze, le soudage des défauts du bronze et de la fonte. Soudure possible et soudure du laiton. | ||||
| OZB-3 / Cu | Ppets. | |||
| Pour le surfaçage dans la fabrication et la restauration d'électrodes de machines de soudage par points par résistance, y compris pour le renforcement des baguettes de soudage. | ||||
Electrodes pour le soudage du nickel et de ses alliages. Le soudage du nickel et de ses alliages est difficile en raison de la grande sensibilité aux gaz dissous dans le bain de soudure: azote, oxygène et hydrogène, ce qui provoque la formation de fissures et de pores chauds. Pour éviter l'apparition de ces défauts, il est nécessaire d'utiliser des électrodes en métal de base et de soudage de haute pureté et de les préparer avec une qualité élevée.
Caractéristiques des électrodes pour le soudage du nickel et de ses alliages
| Électrode de marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| OZL-32 | ||||
| Pour les produits en nickel NP-2, NA-1, pour le surfaçage des aciers au carbone et fortement alliés dans des équipements fonctionnant dans des environnements de fabrication de soude alcaline et contenant du chlore, la fabrication de savon, la fabrication de fibres synthétiques, etc., ainsi que le soudage de nickel avec du carbone et des aciers résistant à la corrosion. Soudure de "charges" avec une amplitude d'oscillations transversales ne dépassant pas deux diamètres de l'électrode. L'électrode est perpendiculaire au produit. Casser l'arc progressivement, en le déviant vers le métal soudé. | ||||
| B-56U | ||||
| Pour le soudage de produits en métal Monel et d'équipements en acier double couche (St3sp + Monel-métal) du côté de la couche résistant à la corrosion, ainsi que pour le surfaçage. Le soudage de métal monel avec des aciers à faible teneur en carbone est possible. Rouleaux de soudure jusqu'à 12 mm de large. | ||||
Electrodes pour couper le métal
Le coupage à l’arc en métal avec des électrodes revêtues est souvent utilisé pour l’installation et la réparation de structures métalliques. Il est efficace car il ne nécessite pas équipement supplémentaire et qualifications spéciales des travailleurs. Les électrodes de coupe diffèrent des électrodes de soudage avec une puissance élevée de l'arc thermique, une résistance élevée du revêtement à la chaleur, une oxydabilité intense du métal liquide. Il est conseillé d’utiliser ces électrodes pour éliminer les joints défectueux ou leurs sections, les punaises, les rivets, les boulons, les fissures, etc. Rougeoyante avant soudage: 170 ° C; 1hCaractéristiques des électrodes pour la coupe du métal
| Électrode de marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| OZR-1 | Ppets. | |||
| Découpe, gougeage, perçage de trous, élimination des sections défectueuses des assemblages soudés et des pièces moulées, découpage des arêtes et du pied de soudure, exécution de travaux similaires dans la fabrication, l'installation et la réparation de pièces et de structures en tous aciers (y compris les aciers fortement alliés), cuivre et aluminium et leurs alliages. Fournir une coupe nette (sans bavures et sans incrustations à la surface de la coupe). La coupe est effectuée dans des conditions élevées avec l'électrode inclinée dans le sens opposé au sens de la coupe (angle avant). Dans ce cas, l'électrode doit effectuer un mouvement alternatif: "en avant" ou "en descendant". | ||||
| OZR-2 | Ppets. | |||
| Renforcement de la tige de coupe, gougeage. Découper, percer des trous, éliminer les zones défectueuses des assemblages soudés et des pièces moulées, découper les arêtes de soudage et le pied de soudure, effectuer d’autres travaux similaires dans la fabrication, l’installation et la réparation de pièces et de structures de toutes les nuances d’acier (y compris les aciers fortement alliés), de la fonte, du cuivre et aluminium et leurs alliages. Fournir une coupe nette (sans bavures et sans incrustations à la surface de la coupe). Ils ont une efficacité accrue lors de la coupe de barres de renforcement de gros diamètre (le temps de coupe pour une barre de 16 mm de diamètre est de 2-3 s et de 40 mm - 14-16 s). La coupe est effectuée dans des conditions élevées avec l'électrode inclinée dans le sens opposé au sens de la coupe (angle avant). Dans ce cas, l'électrode doit effectuer un mouvement alternatif: "en avant" ou "en descendant". | ||||
Electrodes pour le soudage d'aciers alliés résistant à la chaleur
Les électrodes pour le soudage des aciers résistants à la chaleur et dopés doivent en premier lieu offrir la résistance à la chaleur nécessaire aux joints soudés, c'est-à-dire leur capacité à résister aux charges mécaniques à hautes températures.Pour les structures fonctionnant à des températures allant jusqu'à 475 ° C, des électrodes en molybdène de type E-09M sont utilisées, et à des températures allant jusqu'à 540 ° C, des électrodes en chromomolybdène de types E-09MH, E-09X1M, E-09X2M1 et E-05X2M sont utilisées.
Pour les structures fonctionnant à des températures allant jusqu'à 600 ° C, les électrodes E-09X1MF, E-10X1M1NBF, E-10X3M1BF de chrome-molybdène-vanadium sont utilisées.
Les électrodes de-10Х5МФ à haute teneur en chrome sont destinées au soudage de structures en aciers à haute teneur de chrome (12Х5МА, 15Х5М, 155Мфа, etc.) travaillant dans des milieux agressifs à des températures allant jusqu'à 450 ° С.
Pour le soudage des aciers résistant à la chaleur, on utilise plus souvent des électrodes avec le revêtement principal, qui assurent la résistance du métal fondu à des températures élevées, ainsi qu'une faible tendance à la formation de fissures à chaud et à froid.
Caractéristiques des électrodes pour le soudage des aciers alliés résistant à la chaleur
| Type E-09M Pour les aciers au molybdène | ||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| CL-6 | ||||
| UONI-13 / 15M | ||||
| TsU-2M | ||||
| Pour les aciers 16M, 20M, etc., lors du soudage de conduites de vapeur, les collecteurs de chaudières fonctionnant à des températures allant jusqu'à 475 ° С. Soudage d'un arc court sur les bords nettoyés. | ||||
| Type E-09H1M | ||||
| UONI-13HM | ||||
| Pour les aciers 15XM, 20XM, etc., y compris pour le soudage de canalisations et de parties d’équipements électriques fonctionnant à des températures pouvant atteindre 520 ° C. Soudage avec un arc extrêmement court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 150-200 ° C. | ||||
| TML-1 | ||||
| Pour les conduites de vapeur fonctionnant à des températures allant jusqu'à 500 ° C Soudage à l'arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 150-300 ° C. Soudure possible en coupe étroite. | ||||
| TML-1U | ||||
| Pour les aciers 12MH, 15MH, etc., pour le soudage de pipelines et de pièces d’équipements électriques fonctionnant à des températures allant jusqu’à 540 ° C. Soudage d'un arc court sur les bords nettoyés. Il est possible de souder en coupe étroite avec un angle de chanfrein allant jusqu'à 15 °. L'arc est très stable. Le laitier se sépare bien. | ||||
| Type E-05H2M Pour les aciers au chrome-molybdène à haute teneur en chrome. | ||||
| H-10 | ||||
| Pour le soudage des aciers au chrome-molybdène, résistants à la chaleur et dopés à la chaleur, des conduites de vapeur en aciers 10X2M, 12XM, 12X2M1-L, etc., fonctionnant à des températures allant jusqu'à 550 ° C. Soudage à l'arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 150-300 ° C. | ||||
| Type E-09H2M1 Pour les aciers au chrome-molybdène à haute teneur en chrome et molybdène | ||||
| CL-55 | ||||
| Pour les aciers 10Х2М et autres, y compris pour les conduites de soudage fonctionnant à des températures allant jusqu'à 550 ° C. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et concomitant à 150-300 ° С | ||||
| Type E-09MH Pour les aciers au chrome-molybdène. | ||||
| UONI-13 / 45MH | ||||
| Pour les aciers 12MH, 15XM, etc., y compris pour les conduites de soudage fonctionnant à des températures allant jusqu'à 500 ° C. Soudage à l'arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 150-300 ° C. | ||||
| OZS-11 | ||||
| Pour les aciers 12MH, 15MH, 12HMF, 15H1M1F, etc., pour le soudage de conduites de vapeur fonctionnant à des températures allant jusqu'à 500 ° C. Soudage d'un arc court sur les bords nettoyés. Soudage d'aciers de plus de 12 mm d'épaisseur avec chauffage préalable et concomitant à 150-200 ° С. Recommandé pour les travaux d'installation. | ||||
| Type E-09H1MF | ||||
| TML-3 | ||||
| Pour le soudage de joints non rotatifs de pipelines fonctionnant à des températures allant jusqu'à 575 ° С. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 250-350 ° C. Les scories se séparent facilement. Haute résistance des métaux à la formation de pores dans la couture. | ||||
| TML-3U | ||||
| Pour les aciers 12MH, 15MH, 12H2M1, 12H1MF, 15H1M1F, 20HMF1, 15H1M1F-L, etc., y compris pour les pipelines fonctionnant à des températures allant jusqu'à 565 ° С. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 350-400 ° C. Soudure en coupe étroite avec angle de chanfrein jusqu'à 15 °. | ||||
| CL-39 | ||||
| Pour les aciers 12H1MF, 12H2MFSR, 12H2MFB, etc., y compris pour souder des éléments de surfaces chauffantes de chaudières et de canalisations d'un diamètre allant jusqu'à 100 mm et d'une épaisseur de paroi jusqu'à 8 mm, fonctionnant à des températures allant jusqu'à 575 ° С. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 350-400 ° C. | ||||
| Type E-10H1M1NFB Pour les aciers chrome-molybdène-vanadium | ||||
| CL-27A | ||||
| Pour les aciers 15H1M1F, structures en pièces moulées, forgées et tubulaires, fonctionnant à des températures allant jusqu'à 570 ° C. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 350-400 ° C. | ||||
| CL-36 | ||||
| Pour les aciers 15H1M1F, 15H1M1F-L, etc., pour le soudage de conduites de vapeur et de raccords fonctionnant à des températures allant jusqu'à 585 ° C. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et concomitant à 300-350 ° C. | ||||
| Type E-10H3M1BF Pour les aciers chrome-molybdène-vanadium-niobium | ||||
| CL-26M | ||||
| Pour les surfaces de chauffage en acier 12HMFB des chaudières fonctionnant à des températures allant jusqu'à 600 ° C, ainsi que pour les tuyaux à paroi mince des surchauffeurs dans les conditions d'installation. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et concomitant à 300-350 ° C. | ||||
| CL-40 | ||||
| Pour les aciers 12H2MFB, y compris tubes à paroi mince de surchauffeurs, surfaces chauffantes des chaudières fonctionnant à des températures allant jusqu'à 600 ° C Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et concomitant à 300-350 ° C. Produit avec un diamètre de 2,5 mm. | ||||
| Type E-10H5MF Pour le chrome molybdène vanadium et le chrome molybdène | ||||
| CL-17 | ||||
| Pour les aciers 15X5M (H5M), 12X5MA, 15X5MFA dans des structures critiques fonctionnant dans des environnements corrosifs à des températures allant jusqu'à 450 ° C. Soudage à l'arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 350-450 ° C. | ||||
Electrodes pour le soudage des aciers fortement alliés
Les aciers contenant 13% de chrome sont considérés comme des inoxydables à haute teneur en chrome. Ils résistent à la corrosion atmosphérique et aux environnements légèrement agressifs. Ce sont des aciers 08X13, 12X13, 20X13, dont la soudabilité varie en fonction de la teneur en carbone.Lors du choix d'électrodes pour le soudage de tels aciers, il est nécessaire de garantir les propriétés suivantes du métal fondu: résistance à la corrosion atmosphérique et dans des environnements peu agressifs, résistance à la chaleur jusqu'à 650 ° C et résistance à la chaleur jusqu'à 550 ° C. Ces exigences sont satisfaites par les électrodes de type E-12X13 des nuances LMZ-1, ANV-1, etc., qui fournissent la composition chimique, la structure et les propriétés du métal d'apport, proches des caractéristiques du métal de base.
Pour les aciers à souder à teneur réduite en carbone et alliés au nickel, des électrodes de type E-06X13N de nuance TsL-41 sont recommandées.
Avec l'augmentation de la quantité de chrome, la résistance à la corrosion et la résistance à la chaleur des aciers à haute teneur en chrome augmentent. La teneur de 17-18% confère une résistance à la corrosion dans les milieux agressifs liquides. De tels aciers sont résistants aux acides: 12X17, 08X17T, 08X18T, etc. Si la quantité de chrome atteint 25-30%, la résistance à la chaleur augmente - résistance à la corrosion des gaz à des températures allant jusqu'à 1100 ° C. C'est acier résistant à la chaleur: 15X25T, 15X28, etc. Acier et électrodes dans lesquels au moins 25% de chrome conviennent aux fluides contenant du soufre.
Le choix des électrodes pour le soudage des aciers à haute teneur en chrome dépend de la quantité de chrome dans les aciers à souder. Ainsi, pour les aciers à souder contenant 17% de chrome, auxquels sont imposées des électrodes de type E-10X17T, nuances VI-12-6, etc., pour lesquelles des exigences en matière de résistance à la corrosion dans des environnements oxydants liquides ou pour une résistance à la chaleur allant jusqu'à 800 ° C sont recommandées.
Pour les aciers à souder contenant 25% de chrome, il convient d'utiliser des électrodes du type E-08H24N6TAFM, qui confèrent au métal fondu une haute ductilité, une résistance aux chocs et une résistance à la corrosion intergranulaire après revenu.
Le soudage des aciers à haute teneur en chrome doit être effectué dans des conditions modérées avec un apport de chaleur réduit. Après chaque passage, il est recommandé de refroidir le métal de la zone affectée par la chaleur à une température inférieure à 100 ° C, ce qui garantit une croissance minimale du grain.
Les aciers à haute teneur en chrome à base de 13% de chrome, additionnés de molybdène, de vanadium, de tungstène et de niobium, résistent à la chaleur. Ils sont capables de supporter des charges mécaniques à des températures élevées. Lors du choix des électrodes pour ces aciers, la principale exigence est de garantir le niveau requis de résistance à la chaleur du métal fondu. Ceci est obtenu en obtenant la composition chimique des coutures, proche du métal de base. Les électrodes des types E-12H11NMF de la marque KTI-9A, E-12H11NVMF de la marque KTI-10, E-14H11NVMF de la marque TsL-32 satisfont pleinement à cette situation.
Caractéristiques des électrodes pour le soudage des aciers au chrome fortement alliés
| Type E-12H13 Pour acier résistant à la corrosion | ||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| UONI-13 / НЖ 12X13 | ||||
| Pour le soudage des aciers 08X13, 12X13, 20X13, etc., fonctionnant à des températures pouvant atteindre 600 ° C, ainsi que les surfaces d'étanchéité des armatures en acier. Soudage avec préchauffage à 200-250 ° C Dans l’atmosphère de vapeur et dans l’air, résistance thermique jusqu’à 540 ° C, résistance thermique jusqu’à 650 ° C. | ||||
| LMZ-1 | ||||
| Pour l'acier 08X13, 1X13, 2X13, etc., travaillant en eau douce et dans des environnements légèrement agressifs à des températures normales. Pour surfacer les surfaces d'étanchéité des renforts. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et concomitant à 300-350 ° C. Après le soudage est requis vacances. | ||||
| ANV-1 | ||||
| Pour l'acier 08X13, 12X13, etc., travaillant en eau douce et dans des environnements légèrement agressifs à température normale. Convient pour superposer des surfaces d'étanchéité de renfort. Après le soudage est requis vacances. Dans une atmosphère de vapeur et d'air, ils offrent une résistance thermique allant jusqu'à 540 ° C et une résistance thermique allant jusqu'à 650 ° C. | ||||
| Type E-10X17T Pour les aciers résistant à la corrosion et à la chaleur | ||||
| UONI-13 / НЖ 10Х17Т | ||||
| Pour les aciers 12X17, 08X17T et autres, fonctionnant à des températures élevées et dans des environnements oxydants. Soudez un arc court le long des bords nettoyés avec un apport de chaleur minimal. Résistance thermique jusqu'à 800 ° C | ||||
| VI-12-6 | ||||
| Pour les aciers 12X17, 08X17T, etc., travaillant dans des environnements oxydants à des températures allant jusqu'à 800 ° C. Soudage d'un arc court sur les bords nettoyés. | ||||
| Type E-06H13N Pour les aciers alliés au nickel inoxydable | ||||
| CL-41 | ||||
| Pour l'acier 0Х12НД, 10Х12НД-Л, 06Х12Н3Д, 06Х14Н5ДМ, etc., fonctionnant à des températures allant jusqu'à 400 ° C. Soudage d'un arc court le long des bords nettoyés avec chauffage préliminaire et accompagnant à 80-120 ° C. | ||||
| Type E-12H11NMF Pour aciers résistant à la chaleur | ||||
| KTI-9A | ||||
| Pour les aciers 15H11MF, 15H11VF, etc., fonctionnant à des températures allant jusqu'à 565 ° C. Soudage d'un arc court sur les bords nettoyés. | ||||
| Type E-12H11NVMF Pour les aciers résistant à la chaleur | ||||
| KTI-10 | ||||
| Pour les aciers 15H11MF, 15H12VNMF et 15H11MFB-L, fonctionnant à des températures allant jusqu'à 580 ° C. Soudage d'un arc court le long des arêtes nues sans oscillation de l'électrode avec chauffage jusqu'à 350-400 ° С | ||||
| Type E-14H11NVMF Pour les aciers résistant à la chaleur | ||||
| CL-32 | ||||
| Pour le soudage des réchauffeurs de vapeur des chaudières des tuyaux de vapeur des aciers 10H11V2MF, etc., fonctionnant à des températures allant jusqu'à 610 ° C. Soudage d'un arc court sur les bords nettoyés. | ||||
| Type E-10H16N4B Pour les aciers résistant à la corrosion et à la chaleur. | ||||
| UONI-13 / EP-56 | ||||
| Pour les structures en acier 09X16H4B et autres, fonctionnant dans des environnements agressifs, et pour le soudage de canalisations à haute pression. | ||||
Electrodes pour aciers résistant à la corrosion et aux acides. La principale exigence lors du choix des électrodes pour le soudage des aciers résistant aux acides est d'assurer la résistance à la corrosion du métal fondu dans des liquides corrosifs à des températures et pressions normales et élevées. Les acides et leurs solutions qui possèdent à la fois des propriétés oxydantes et non oxydantes font partie des milieux liquides les plus agressifs.
Pour les structures de soudage en aciers résistant aux acides travaillant dans des milieux liquides non oxydants à des températures allant jusqu'à 360 ° C et non soumises à un traitement thermique après soudage, des électrodes des types suivants sont recommandées: EA-400 / 10T, EA-400 / 10U, etc., OZL-8, etc. ., marque EA-606/10, etc. Le traitement thermique des joints soudés réalisés par ces électrodes n'est pas autorisé.
Pour les structures fonctionnant dans des milieux liquides non oxydants ou faiblement oxydants, pour lesquelles un revenu est nécessaire après le soudage, des électrodes de grade EA-898/19 et autres sont recommandées, garantissant la résistance du joint à la corrosion intergranulaire à l'état initial et après le revenu.
Il est recommandé de souder les structures qui fonctionnent en milieu liquide oxydant, par exemple en acide nitrique, avec des électrodes de type E-08Х19Н10Г2Б de TsT-15, ZIO-3 et autres.
Pour les aciers à faible teneur en carbone et résistant aux acides contenant jusqu'à 0,03% de carbone, on utilise des électrodes de types-04Х20Н9 de nuances OZL-14A, OZL-36; E-02H20N14G2M2 des marques OZL-20, etc.
Caractéristiques des électrodes pour le soudage des aciers résistant aux acides résistant à la corrosion
| Type E-08H19N10G2B | ||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| CT-15 | ||||
| ZIO-3 | ||||
| Pour les aciers ayant une teneur en nickel allant jusqu'à 16% - 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б et les autres travaillant dans des environnements oxydants. Résistance thermique jusqu'à 650 ° C | ||||
| Type E-07H20N9 | ||||
| OZL-8 | ||||
| OZL-14 | ||||
| UONI-13 / НЖ 04Х19Н9 | ||||
| non présenté | ||||
| LEZ-8 | ||||
| Pour l'acier 08Х18Н10, 12Х18Н9, 12Х18Н10Т et autres, à la soudure non présenté exigences strictes en matière de résistance à la corrosion intergranulaire. | ||||
| OZL-8 | ||||
| Pour l'acier 08Х18Н10, 12Х18Н9, 12Х18Н10Т et autres, à la soudure non présenté exigences strictes en matière de résistance à la corrosion intergranulaire. Soudage d'un arc court sur les bords nettoyés. | ||||
| CT-50 | ||||
| Pour l'acier 08Х18Н10, 12Х18Н9, 1218Н10Т et autres, lorsque des exigences strictes sont imposées au métal soudé en ce qui concerne la résistance à la corrosion intergranulaire. Soudage d'un arc court sur les bords nettoyés. | ||||
| Type E-08H19N9F2G2SM | ||||
| EA-606/10 | ||||
| Pour les aciers 09X17N7Yu, 09X15N8Yu et autres, ainsi que pour les aciers 14X17H2, etc. | ||||
| Type E-07H19N11M3G2F | ||||
| EA-400 / 10U | ||||
| EA-400 / 10T | ||||
| Pour l'acier 08Х18Н10Т, 1218Н10Т, 0817Н13М2Т et autres, travaillant dans des milieux liquides agressifs à des températures allant jusqu'à 350 ° C et non soumis à un traitement thermique après soudage. Convient pour le revêtement de surface anti-corrosion. La résistance à la corrosion intergranulaire est assurée dans un état après soudage et après austénisation. Électrodes EA-400 / 10T fournir mieux que EA-400 / 10Uséparabilité des scories. Électrodes CL-11 pour des aciers plus résistants à la corrosion. | ||||
| Type E-08H19N9F2S2 | ||||
| EA-606/11 | ||||
| Pour l'acier 08Х18Н10Т, 12Х18Н9Т et autres, fonctionnant à des températures allant jusqu'à 350 ° C et non soumis à un traitement thermique après soudage. Non recommandé pour le soudage d'aciers non alliés au titane ou au niobium. | ||||
| GL-2 | ||||
| Pour l'acier 08Х18Н10Т, 12Х18Н9Т et autres, fonctionnant à des températures allant jusqu'à 350 ° C et non soumis à un traitement thermique après soudage. Non recommandé pour le soudage d'aciers non alliés au titane ou au niobium | ||||
| Type E-08H19N10G2MB | ||||
| EA-898/19 | ||||
| Pour les aciers 08Kh18N10T, 08Kh17N13M2T et autres, travaillant dans des environnements oxydants et faiblement oxydants à des températures allant jusqu'à 350 ° C et soumis à un traitement thermique après soudage. | ||||
| Type E-04H20N9 | ||||
| OZL-36 | ||||
| OZL-14A | ||||
| ANV-32 | ||||
| UONI-13 / NZh-2 / 04H19N9 | ||||
| Pour les aciers 08Kh18N10T, 06Kh18N11, 08Kh18N12T, 04Kh18N10, etc., lorsque des exigences de résistance à la corrosion intercristalline sont imposées au métal fondu à la fois à l'état initial et à la suite d'expositions à court terme dans l'intervalle de températures critiques. Résistance thermique jusqu'à 800 ° C sans gaz contenant du soufre. | ||||
| Type E-02H20N14G2M2 Pour les aciers à faible teneur en carbone résistant à la corrosion | ||||
| OZL-20 | ||||
| Pour les aciers 03H16N15M3, 03H17N14M2 avec des exigences strictes concernant les coutures pour la résistance à la corrosion intergranulaire. | ||||
Electrodes pour le soudage des aciers à haute résistance résistant à la corrosion. Le choix des électrodes pour de tels aciers est très limité. Ainsi, pour les aciers 12X21H5T, 08H21N6M2T, il est recommandé d'utiliser des électrodes qui confèrent au métal de soudure une structure non pas d'un type avec le métal de base, mais différent. Dans ce cas, on utilise des électrodes des types E-08H20N9G2B des nuances TsL-11, OZL-7, etc. Il est possible d'utiliser des électrodes du type E-09H19N10G2M2B des nuances EA-902/14, ANV-36, EA-400/13, etc. et 10Х25Н6АТМФ un type d'électrodes est fourni --08Х24Н6ТАФМ, qui comprend des électrodes de la marque Н-48. Le métal d'apport a une résistance égale à celle du métal de base et une épaisseur maximale de 200 mm. Les électrodes de ce type peuvent également être utilisées pour les aciers 12Х21Н5Т, 08Х21Н6М2Т. Pour les aciers 08Kh22N6T et 08X21N6M2T, des électrodes OZL-40 et OZL-41 ont été développées, qui augmentent la résistance à la corrosion des joints lors de travaux en milieu alcalin. Caractéristiques des électrodes pour le soudage des aciers à haute résistance résistant à la corrosion
| Type E-08H20N9G2B | ||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| CL-11 | ||||
| Pour les structures de soudage en aciers résistants à la corrosion et à la chaleur de classe austénitique de type 08Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б et similaires, travaillant dans des environnements corrosifs à une température ne dépassant pas 400 ° C, lorsque le métal soudé est soumis à des exigences rigoureuses contre la corrosion intergranulaire. | ||||
| OZL-40 et OZL-41 | ||||
| Pour les aciers 08H22N6T, 08X21N6M2T et autres, travaillant dans des environnements corrosifs. | ||||
| CT-15K | ||||
| Pour les aciers 10Х17Н13М2Т, 08Х18Н10, etc., fonctionnant à des températures allant jusqu'à 600 ° C. Convient pour le revêtement de surface anti-corrosion. | ||||
| OZL-7 | ||||
| Pour les aciers 08X18H10, 08Kh18N10T, 08KH18N12B et autres, travaillant dans des environnements corrosifs, lorsque le métal de soudure est soumis à des exigences strictes en matière de résistance à la corrosion intercristalline. | ||||
| Type Э-09Х19Н10Г2М2Б | ||||
| EA-902/14 | ||||
| EA-400/13 | ||||
| NZH-13 | ||||
| ANV-36 | ||||
| Pour les structures en acier 10Х17Н13М3Т, 0817Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2, etc., fonctionnant à des températures allant jusqu'à 550 ° C, lorsque les joints sont soumis à des exigences strictes en matière de résistance à la corrosion intercristalline, qui ne sont pas soumis au traitement thermique après le soudage. Soudez un arc court le long des bords nettoyés des coutures "filaires" sans vibrations transversales. Électrodes ANV-36 diffèrent par l'allumage facile de l'arc et la petite pulvérisation. | ||||
| SL-28 | ||||
| Pour les structures en acier 10Х17Н13М3Т, 0817Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2, etc., fonctionnant à des températures allant jusqu'à 550 ° C, lorsque les joints sont soumis à des exigences strictes en matière de résistance à la corrosion intercristalline, qui ne sont pas soumis au traitement thermique après le soudage. Soudez un arc court le long des bords nettoyés des coutures "filaires" sans vibrations transversales. | ||||
| Type E-08H24N6TAFM | ||||
| H-48 | ||||
| Pour les aciers 12Х25Н5ТМФЛ, 12Х21Н5Т, 08Х22Н6Т, etc., fonctionnant dans des environnements corrosifs non oxydants à des températures allant jusqu'à 300 ° C | ||||
Electrodes pour le soudage d'aciers résistants à la chaleur (anti-tartre). Résistant à la chaleur (résistant au tartre) sont considérés comme de l'acier pouvant résister à la destruction chimique de la surface dans l'air ou dans un autre milieu gazeux à des températures supérieures à 850 ° C à l'état non chargé ou faiblement chargé. Ils contiennent jusqu'à 20-25% de chrome et fonctionnent à des températures allant jusqu'à 1050 ° C et plus.
La résistance à la chaleur du métal fondu jusqu'à 1000 ° C sur les aciers 20Х23Н13, 20Х23Н18, etc. est obtenue par des électrodes de type-10Х25Н13Г2 de nuances СЛ-25, ОЗЛ-6,-25.
Pour le soudage des aciers résistants à la chaleur qui travaillent longtemps à des températures supérieures à 1000 ° C, utilisez les électrodes de type E-12H24N14S2, nuances OZL-5, TsT-17, etc., ainsi que des électrodes de type E-10X17N13S4, marque OZL-29, offrant une résistance à la chaleur allant jusqu'à 1100 ° C dans des environnements oxydants et carburants. Pour les structures fonctionnant dans des environnements contenant du soufre, on utilise des aciers 15X25T, 15X28, etc., sans nickel haute résistance à la chaleur.
Caractéristiques des électrodes pour le soudage d'aciers résistants à la chaleur (anti-tartre)
| Type E-10H25N13G2 | ||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| UONI-13 / NZh-2 / 07H25N13 | ||||
| ZIO-8 | ||||
| CL-25 | ||||
| OZL-6 | ||||
| Pour 10Х23Н18, 20Х23Н13, 2023Н18, etc., travaillant dans des environnements sans composés soufrés à des températures allant jusqu'à 1000 ° C, ainsi que pour les aciers à double couche de la couche alliée sans exigences de résistance à la corrosion intergranulaire. Les points de suture sont sujets à la fragilisation à 600-800 ° C. Arc court La préparation des arêtes thermiques n'est pas autorisée. | ||||
| SL-25 | ||||
| Même chose pour les aciers résistant à la chaleur. | ||||
| Type E-12H24N14S2 | ||||
| OZL-5 | ||||
| CT-17 | ||||
| Pour les aciers 20Х25Н20С2, 20Х20Н14С2, etc., fonctionnant à des températures allant jusqu'à 1100 ° C dans les environnements oxydants et cémentés. Soudage de rouleaux étroits. | ||||
| Type E-10H17N13S4 | ||||
| OZL-29 | ||||
| OZL-3 | ||||
| Pour les aciers 20Х20Н14С2, 20Х25Н20С2, 4525Н20С2, etc., fonctionnant à des températures allant jusqu'à 1100 ° C dans les environnements oxydants et cémentants, ainsi que pour l'acier 15Х18Н12С4Т fonctionnant dans des milieux agressifs sans exigences élevées en matière de résistance à la corrosion intergranulaire. | ||||
Electrodes pour le soudage d'aciers résistant à la chaleur. Pour les aciers résistant à la chaleur, qui travaillent pendant un certain temps à l'état chargé à des températures élevées tout en ayant une résistance suffisante à la formation de tartre. Une résistance élevée à la chaleur des aciers au chrome-nickel est obtenue en augmentant la teneur en nickel et en alliant davantage avec du titane, du niobium, du molybdène, du tungstène, etc.
Il convient de garder à l'esprit que la résistance à la chaleur des joints soudés peut différer considérablement de la résistance à la chaleur du support et du métal soudé. Par conséquent, le choix d'une électrode selon le principe de résistance thermique égale ou proche de la soudure et du métal de base n'est justifié que pour les ressources de travail à court terme des joints soudés. Pour des ressources durables, il est préférable de prendre des électrodes qui donnent un métal de soudure plus ductile. Ce principe correspond aux électrodes alliant le métal fondu au molybdène, telles que les types E-11X15N25M6AG2 des grades EA-395/9, TsT-10, NIAT-5 et le type E-08Kh16N8M2 de la marque TsT-26.
Pour le soudage d’aciers résistant à la chaleur contenant jusqu’à 16% de nickel et fonctionnant à des températures allant jusqu’à 600-650 ° C, ainsi que si joints soudés après soudage, elles sont soumises à un traitement thermique par trempe; on utilise des électrodes de types E-09H19N11G3M2F des grades KTI-5, TsT-7 et E-08Kh19N10G2B (voir ci-dessus) des grades TsT-15 et ZIO-3.
Lors du soudage des couches de base des soudures bout à bout multicouches en acier résistant à la chaleur, lorsque le mélange du métal de base au métal soudé est important et ne confère pas la résistance technologique des soudures, il convient d'utiliser des électrodes du type E-08Х20Н9Г2Б de la nuance TsT-15-1.
Les électrodes de type Х-27Х15Н35В3Г2Б2Т КТИ-7 et КТИ-7А sont utilisées pour le soudage d'aciers résistant à la chaleur contenant 35% de nickel et dopés au niobium, qui fonctionnent à des températures allant jusqu'à 700-750 ° С.
Pour le soudage des aciers résistant à la chaleur contenant 35% de nickel, mais sans niobium, mais alliés au molybdène et au manganèse, on utilise des électrodes de types E-11H15N25M6AGG2 de nuances EA-395/9, NIAT-5, TsT-10 et E-09H15N6M6AGGF de la marque EA-981/15. Il est à noter que le métal déposé par ces électrodes ne résiste pas à la corrosion intergranulaire à l'état après soudage et après traitement thermique, de sorte que ces électrodes ne conviennent pas si la structure fonctionne également dans un environnement liquide corrosif. Les couches en contact avec des milieux agressifs doivent être réalisées avec des électrodes du type-07Х19Н11М3 (voir ci-dessus), de nuances АА 400 / 10У et АА-400 / 10Т.
Caractéristiques des électrodes pour le soudage des aciers résistant à la chaleur
| Type E-11H15N25M6AG2 | ||||
| Marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| EA-395/9 et TsT-10 | ||||
| Pour les aciers et alliages ХН35ВТ, 15Н25АМ6 et autres, contenant jusqu'à 35% de nickel, mais sans niobium, fonctionnant à des températures allant jusqu'à 700 ° C. Pour les composés dissemblables d'aciers fortement alliés avec du carbone et faiblement alliés. Pour des structures fonctionnant à des températures allant jusqu'à -196 ° C. Arc court Nettoyez les bords. | ||||
| NIAT-5 | ||||
| Pour les aciers et alliages ХН35ВТ, 15Н25АМ6 et autres, contenant jusqu'à 35% de nickel, mais sans niobium, fonctionnant à des températures allant jusqu'à 700 ° C. Pour les composés dissemblables d'aciers fortement alliés à carbone et à faible teneur en carbone. Pour des structures fonctionnant à des températures allant jusqu'à -196 ° C. Arc court Nettoyez les bords. | ||||
| Type E-08H16N8M2 | ||||
| CT 26 | ||||
| Pour les aciers 10Х14Н14В2М, 08Х16Н13М2Б et autres, dans les conduites de vapeur fonctionnant à des températures comprises entre 600 et 850 ° C. | ||||
| Type E-08H20N9G2B | ||||
| CT 15-1 | ||||
| Pour souder les couches de base des coutures réalisées par les électrodes CT-15. | ||||
| Type E-09H19N11G3M2F | ||||
| KTI-5 | ||||
| CT-7 | ||||
| Pour l'acier 08H16N13M2B, 15H14N14M2VFBTL (LA-3) et autres, fonctionnant à des températures pouvant atteindre 600 ° C et soumis à un traitement thermique après soudage, ainsi que pour le soudage des défauts de moulage de ces aciers. Soudez un arc court le long des bords nettoyés avec des rouleaux courts sans vibrations transversales. | ||||
| Type E-27H15N35V3G2B2T | ||||
| CTI-7 | ||||
| КТИ-7А | ||||
| AlloyН35ВТ, Н35ВТ et autres, qui travaillent longtemps pendant des températures allant jusqu'à 750 ° C, ainsi que pour les tubes de réaction dans les fours de conversion à métal de l'acier 45Х20Н35С, 25Х20Н35, etc., fonctionnant à des températures allant jusqu'à 900 ° С. Soudage de rouleaux étroits à arc court sans vibrations transversales. | ||||
| Type E-09H15N25M6AG2F | ||||
| EA-981/15 | ||||
| Pour le soudage des aciers au chrome-nickel-molybdène et au chrome-nickel-molybdène-vanadium fortement alliés à la corrosion, ainsi que des aciers à haute résistance du type AK et des aciers à haute manganèse du type 110Г13-. | ||||
Electrodes pour le soudage d'aciers et d'alliages dissemblables
Les divers aciers et alliages sont des matériaux qui diffèrent nettement par leurs propriétés physiques et mécaniques, leur composition chimique et leur soudabilité. Selon le signe de l'hétérogénéité, l'acier peut être divisé en 4 groupes: carbone et allié, allié avec résistance élevée et élevée, résistant à la chaleur, fortement allié.Le soudage d'aciers et d'alliages dissemblables peut différer considérablement du soudage de matériaux homogènes, car il augmente le risque de fissures dans le métal fondu, l'apparition dans la zone de fusion de zones présentant une hétérogénéité structurelle, la croissance excessive des contraintes résiduelles en raison de la grande différence de coefficients de dilatation des matériaux soudés.
La plupart des électrodes utilisées pour le soudage d’aciers et d’alliages dissemblables sont des électrodes destinées au soudage des aciers fortement alliés et des aciers alliés à haute résistance et résistance élevée, qui donnent une soudure avec une structure de métal uniforme et très plastique.
Le choix d'une électrode peut être effectué selon le tableau établi en tenant compte de l'expérience acquise au niveau national dans le soudage de métaux différents.
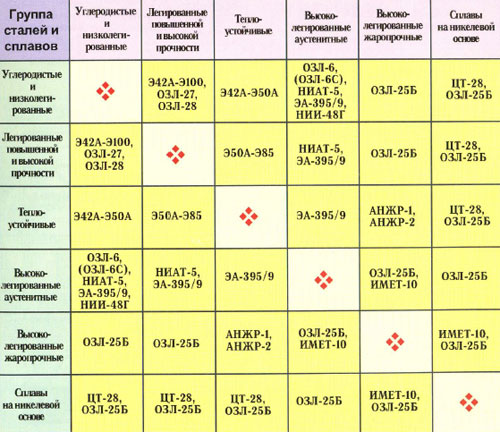
Caractéristiques des électrodes pour le soudage d'aciers et d'alliages dissemblables
| Électrode de marque, portée et caractéristiques technologiques | Pok- creuser | Genre, polarité actuelle | Coefficient napa magasins, g / a • h | Polo couture |
| ANZHR-1 | ||||
| ANZHR-2 | ||||
| Soudage des aciers résistant à la chaleur avec des aciers fortement alliés résistant à la chaleur. | ||||
| OZL-27 | ||||
| OZL-28 | ||||
| Soudage des aciers au carbone avec des alliages, y compris des aciers difficiles à souder. | ||||
| OZL-6 | ||||
| OZL-6S | ||||
| Soudage des aciers au carbone et faiblement alliés avec des aciers fortement alliés. | ||||
| NIAT-5 | ||||
| EA-395/9 | ||||
| Soudage d'aciers faiblement alliés et alliés avec des aciers fortement alliés. | ||||
| OZL-25B | ||||
| Aciers dissemblables pour le soudage: alliages à base de nickel résistant à la corrosion, résistant à la chaleur. | ||||
| IMET-10 | ||||
| Soudage d’aciers et d’alliages résistants à la chaleur dissemblables. | ||||
| CT-28 | ||||
| Soudage d'aciers au carbone, faiblement alliés et au chrome avec des alliages à base de nickel. | ||||
| NII-48G | ||||
| Soudage des aciers faiblement alliés, spéciaux et à haute teneur en manganèse avec des aciers fortement alliés | ||||
Lorsque vous utilisez le contenu de ce site, vous devez placer des liens actifs vers ce site, visibles pour les utilisateurs et les robots de recherche.




