Soudure avec une électrode en cuivre pouvant être cuite. Sélection des paramètres de mode. Préparation des pièces et du fil de soudure pour la soudure.
Malgré le fait que le cuivre puisse être soudé soudage manuelÀ l'aide d'électrodes en métal ou en carbone, le soudage le plus efficace au cuivre à l'argon est le procédé le plus couramment utilisé récemment.
La soudure à l'argon universelle vous permet de cuire des problèmes de cuivre de grandes et de petites tailles.
Comme on le sait, en raison de la conductivité thermique et électrique élevée, ainsi que de la résistance élevée aux fluides agressifs et à la corrosion, le cuivre est utilisé en génie électrique et chimique.
Photo de processus
Et comme le cuivre est un très bon conducteur, son utilisation nécessite des équipements spécifiques.
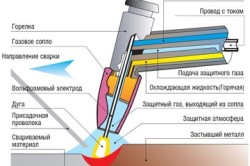
Le soudage à l'argon est réalisé en polarité directe et courant continu utilisant une électrode de tungstène non consommable. La température de soudage à l'arc sous argon devrait atteindre 300 à 400 degrés.
Avant de commencer la cuisson, l’arc doit être chauffé sur une plaque de graphite ou de carbone. Il n'est pas recommandé de démarrer l'arc immédiatement sur le produit sur lequel vous allez cuire - cela contaminerait l'électrode.
Il faut se rappeler que le soudage du cuivre à l'argon est effectué à la verticale, au plafond ou en position basse.
Caractéristiques de travail avec le cuivre
Bien que le soudage de pièces en cuivre puisse être effectué à l'aide d'électrodes spéciales, il est préférable d'utiliser des électrodes en tungstène non consommables à ces fins.
De telles électrodes "soudent" bien, les coutures, contrairement au soudage avec des électrodes conventionnelles, elles sont durables, lisses et propres.
Depuis pendant soudure Si un mélange de gaz est utilisé: argon et azote, le soudage par sécurité ne doit être effectué que par un soudeur spécialement formé.
Les électrodes non-consommables en tungstène sont de plusieurs types: EVL et EVI. EVL sont des électrodes laptanirovannye et des électrodes EVI - itérées.
Pour le soudage de pièces en cuivre avec de l'argon, il s'agit d'électrodes de tungstène accordées avec précision Si l'épaisseur des pièces en cuivre soudées à l'argon dépasse 5 mm, appliquez les arêtes de coupe obligatoires.
Sans préparation des arêtes, toute l'épaisseur du métal ne peut pas être chauffée car le cuivre a une conductivité thermique élevée.
Sachez que pour le métal d'épaisseur comprise entre 5 et 12 mm, une coupe unilatérale est utilisée. Si l'épaisseur du métal est supérieure à cette valeur, coupez les deux bords de la pièce.
La qualité de la soudure dépend également des impuretés contenues dans le cuivre: plus le cuivre est pur, meilleure est la soudure. En plus des électrodes en tungstène, un fil de remplissage est également utilisé.
Le fil d'apport isole les pièces à souder de l'oxygène, qui tombe néanmoins dans le domaine du soudage.
Le matériau du fil d'apport doit nécessairement correspondre à la composition du métal qui est supposé être bouilli.
En tant qu’additif, vous pouvez prendre du fil de cuivre, qui contient une grande quantité de manganèse. Le manganèse, d’une part, lie de manière fiable l’oxygène qui pénètre dans la zone de soudage, mais, d’autre part, les impuretés de manganèse réduisent la résistance de la soudure.
Par conséquent, en tant qu'additif, il est préférable d'utiliser un fil contenant des matériaux contenant des terres rares.
Ces matières sont complètement éliminées des couches d'oxygène, mais ne font pas partie de la composition de la couche, car elles sont mélangées à du manganèse.
Malheureusement, le fil d'apport en terres rares est très coûteux, raison pour laquelle peu de gens choisissent de l'utiliser, préférant un fil de cuivre peu coûteux.
Avantages de l'utilisation de l'argon lorsque vous travaillez avec du cuivre
Comme mentionné ci-dessus, la soudure au cuivre avec de l'argon est considérée comme la plus propre. Avec une telle variété, presque aucune vapeur d’oxydes ne se démarque.
Pendant le soudage à l'argon, les étincelles chaudes ne tombent pas sur le sol, ce qui pourrait endommager les sols et les revêtements muraux.
Ainsi, le soudage à l'argon peut être effectué même dans des locaux résidentiels sans craindre de gâcher ou de salir quoi que ce soit.
Un autre avantage indéniable est la qualité. Lorsque vous soudez du cuivre avec de l'argon, le joint est net et net, sans scories ni contre-dépouilles.
Avec l'argon, même les produits en cuivre à feuille mince de 0,5 mm peuvent être brassés à des courants faibles.
De plus, le soudage à l'argon vous permet de travailler avec des métaux complexes qui ne se prêtent pas au soudage conventionnel, ainsi que de restaurer l'ancien volume de la pièce en déposant du métal dessus.
Si vous avez certaines connaissances dans ce domaine, vous pouvez effectuer tout le travail vous-même, mais avant cela, il est recommandé de regarder la vidéo de la soudure du cuivre avec de l'argon et d'acheter le matériel approprié.
Pour un usage domestique est idéal pour les équipements multifonctionnels spéciaux.
Si vous prévoyez une plus grande quantité de soudure, par exemple en production, vous devrez alors acheter plusieurs appareils dotés de fonctionnalités différentes.
- Connexion de pièces en cuivre avec de l'acétylène
Le soudage du cuivre présente des différences significatives par rapport à la fusion de l'acier et constitue un processus assez spécifique qui est affecté par les propriétés physiques et mécaniques de ce métal non ferreux. Premièrement, le cuivre a une conductivité thermique 6 fois supérieure à celle de l'acier. Deuxièmement, le métal interagit très activement sous forme fondue avec les gaz contenus dans l'atmosphère. Lorsque celui-ci est formé, l'oxyde Cu 2 O et la vapeur d'eau dégradent considérablement la qualité des coutures. Troisièmement, la fluidité du cuivre est inhérente. Quatrièmement, l'arsenic, le plomb, le bismuth, l'antimoine, qui peuvent être présents dans sa composition sous forme d'impuretés, compliquent également le processus de liaison.
Le cuivre a des exigences plus élevées en matière de technologie de soudage que le métal ordinaire.
À cet égard, le soudage du cuivre et de ses alliages nécessite une adhésion scrupuleuse à la technologie.
Soudage à l'arc
Pour obtenir des coutures de haute qualité, le soudage électrique est souvent utilisé au travail et à la maison. Les travaux sont réalisés à l'aide d'électrodes de carbone, de tungstène et de molybdène, de cuivre ou de bronze ignifuges. Pour protéger contre la formation d'oxyde de cuivre, on utilise un fondant ou un revêtement spécial qui, sous l'influence de températures élevées, forme une atmosphère protectrice.
Le soudage du cuivre à l'argon ou dans l'environnement d'un autre gaz de protection est l'azote ou un mélange d'argon (de 1/2 à 3/4 parties) avec de l'hélium.
Caractéristiques générales du travail:
![]()
Le soudage de produits en cuivre nécessite plus de courant qu'avec l'acier.
- appliquer une intensité de courant supérieure à celle utilisée avec l'acier;
- pré-purger les bords à un éclat métallique ou les graver avec de l'acide nitrique, suivi d'un lavage à l'eau;
- les pièces se connectent étroitement, afin de ne pas former de trous;
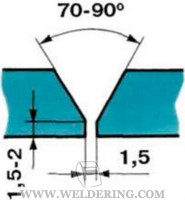
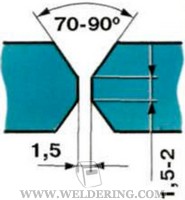
- bords ouverts à 90 °;
- les bords des tôles d'épaisseur allant de 1 à 3 mm sont bridés, le fil de remplissage n'est pas utilisé;
- à une épaisseur supérieure à 6 mm, les pièces sont chauffées à 300-400 ° C avant le soudage;
- après le travail, les joints et les zones de transition sont forgés, et le métal est forgé jusqu’à 6 mm à froid, plus épais; lorsqu’il est chauffé à 200-300 ° C, il est impossible de le chauffer plus haut, car le métal devient fragile;
- ensuite, les pièces sont recuites, chauffées à 550-600 ° C, puis refroidies rapidement à l'eau froide.
Retour à la table des matières
Application d'électrodes de carbone
Mode de fonctionnement:
Appliquez un courant continu de polarité directe, dont la tension est de 40-55 V, l’arc de cuisson doit être de 10-15 mm. Le soudage est effectué sans délai et le plus rapidement possible à l’aide d’un fil de cuivre ou de bronze pur (électrolytique) contenant un mélange de phosphore. La pente de l'électrode doit être de 70-80 °, bar - 30 °. L'additif ne doit pas être descendu dans le bain de soudure, il doit être maintenu entre les électrodes et les pièces afin que le cuivre en fusion tombe dans la soudure.
La composition des flux protecteurs
Retour à la table des matières
Utilisation d'électrodes métalliques

Les électrodes à souder sont utilisées en cuivre ou en bronze.
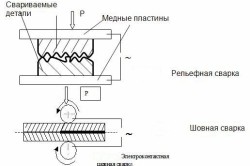
Pour le soudage du cuivre et de ses alliages, on utilise des électrodes en cuivre ou en bronze recouvertes d'un désoxydant.
Le côté opposé de la couture était mieux formé, le soudage est effectué sur un revêtement en cuivre. L'épaisseur des feuilles avec cette méthode ne doit pas dépasser 4 mm. Vous devez également veiller à ce que la distance entre la doublure et les détails ne dépasse pas un demi-millimètre.
Il est plus facile de cuire les pièces en versant le même désoxydant sous le joint dans la rainure de revêtement, à partir de laquelle le revêtement d'électrode est fabriqué.
Mode de fonctionnement
Lors de la cuisson, les mêmes flux sont utilisés que dans la cuisson à l'arc électrique. Le flux n ° 4 est utilisé avec un fil ne contenant pas de désoxydant.
Une méthode plus avancée consiste à utiliser le flux gazeux BM-1 pour le soudage au gaz. En même temps, la pointe du brûleur est reprise sur le numéro afin de ne pas réduire le taux de chauffage et de cuisson.
La technologie de soudage du cuivre et de ses alliages: bronze, laiton - est grandement simplifiée par l’utilisation d’un appareil spécialement développé, le KGF-2-66, qui permet l’absorption du fondant en poudre avec de l’acétylène et l’alimente directement dans la flamme du brûleur.
Après l'assemblage, comme dans le soudage à l'arc électrique, le joint est forgé, si nécessaire, forgé et recuit.
Si la technologie de soudage est pleinement respectée, il en résulte des joints de la plus haute qualité qui garantissent une utilisation fiable du produit pendant toute la période de fonctionnement.
Point de fusion du cuivre 1883 ° С
Marque |
Soudabilité |
Caractéristiques technologiques du soudage |
Cuivre cathodique |
BrkMts 3-1 MNZHKT-5-1-0,2-0,2 Brits 4-3, additifs BrH 0,7 Pour une épaisseur supérieure à 8-10 mm, un préchauffage à 200-300 ° С est requis |
|
M00k, M0k, M1k |
||
Cuivre désoxydé |
||
M1r, M2r, M3r |
||
Cuivre raffiné |
||
Bronze de fonderie d'étain |
Additifs de la même marque que le métal de base Avec une épaisseur supérieure à 10-15 mm, un préchauffage à 500-600 ° С est requis. |
|
Br03Ts12S5 Br05TS5S5, Br08TS4 Br010F1, Br010Ts2 |
Satisfaisant |
|
Br03Ts7S5N1 |
||
Bronze sans fonderie |
||
BrA9Mts2L |
Satisfaisant |
|
Bronze forgé |
||
Br0f7-0,2, BrH1 BrKMtsZ-1, BrB2 |
||
BrAMts9-2 BrAZH9-4, BrSr1 |
Satisfaisant |
|
BrA5, BrA7 |
||
Laiton travaillé |
Additifs BrOT4-3 BrKMts 3-1, LK62-0,5 LK80-3, LMts 59-0,2 A une épaisseur supérieure à 12 mm, un préchauffage à 300-350 ° С est nécessaire |
|
L96, LA77-2, LC80-2 |
||
LMtsS58-2, LS3 L062-1 |
Satisfaisant |
|
LS59, LS60-1 |
||
Difficultés de soudage
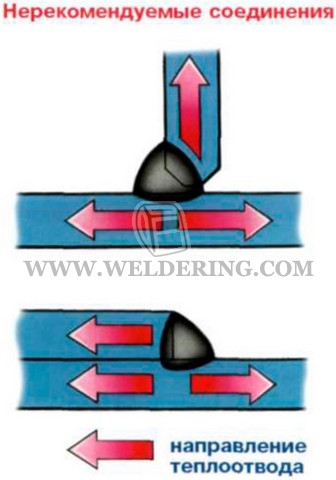
Haute conductivité thermique le cuivre (6 fois supérieur à celui du fer) nécessite l’utilisation de arc de soudure avec une production de chaleur accrue et une évacuation de chaleur symétrique de la zone de soudure. Les types recommandés de joints soudés sont les joints aboutés et similaires à ceux-ci dans la nature du dissipateur thermique.
Haute fluidité du cuivre (2-2,5 fois plus élevé que la fatigue) complique le soudage de vertical et joints de plafond. Cela n'est possible qu'avec la taille minimale du bain de soudure et le temps de séjour court du métal à l'état liquide. Lors du soudage de joints aboutés en position basse avec pénétration garantie, il est nécessaire d’utiliser des revêtements en graphite, en amiante sec, en coussins de flux et similaires, afin d’éviter les risques de brûlures.
Capacité active absorber les gaz (oxygène et hydrogène) pendant la fusion, ce qui conduit à la porosité de la soudure et aux fissures chaudes, nécessite une protection fiable du métal fondu et des matériaux de soudage contre la contamination par des impuretés nocives.
En raison de la tendance du cuivre à s'oxyder avec la formation d'oxydes réfractaires, il est nécessaire d'appliquer un matériau de remplissage avec des gels désoxydés, les principaux étant le phosphore, le silicium et le manganèse.
Grand taux de dilatation linéaire le cuivre (1,5 fois supérieur à celui de l'acier) entraîne une déformation et une contrainte importantes, ainsi que la formation de fissures à chaud. Ils peuvent être éliminés en préchauffant des structures: du cuivre à 250-300 ° C, du bronze à 500-600 ° C
Préparation de soudage
Le cuivre ou ses alliages sont découpés en pièces à usiner avec une rectifieuse, des coupe-tubes, des tours et des fraiseuses, ainsi que le coupage au plasma. Bords de soudure préparés par des méthodes mécaniques. Les pièces à souder et le fil d'apport sont nettoyés des oxydes et de la saleté pour donner un éclat métallique et dégraissés. Les bords sont traités avec du papier sablé fin, des brosses métalliques, etc. L'utilisation d'abrasifs à gros grains n'est pas recommandée. Il est possible de graver les bords et les fils dans une solution d'acides:
75 cm 3 par 1 litre d'eau azotée;
100 cm 3 par 1 litre d'eau sulfurique;
1 cm 3 par 1 litre d'eau salée
suivi d'un lavage à l'eau et à l'alcali et d'un séchage à l'air chaud. Les constructions d’une épaisseur de paroi de 10 à 15 mm sont préchauffées avec une flamme à gaz, un arc dispersé et d’autres méthodes. L'assemblage des joints des pièces à souder se fait soit dans les montages, soit à l'aide de virements de bord. L’écart entre les flans joints reste le même. Les punaises doivent avoir une section minimale pour pouvoir être fondues pendant le processus de soudage. La surface d'accrochage doit être nettoyée et s'assurer qu'il n'y a pas de fissures superficielles chaudes.
Si le soudage est effectué en position basse, améliorer le dissipateur thermique à l'aide d'outils spéciaux en graphite ou en cuivre

Lors du soudage à l'air libre, le joint est équipé de tamis amovibles.
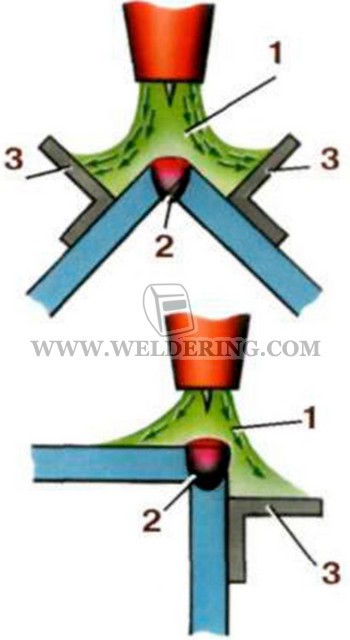
1 - débit de gaz; 2 - couture; 3 - écran.
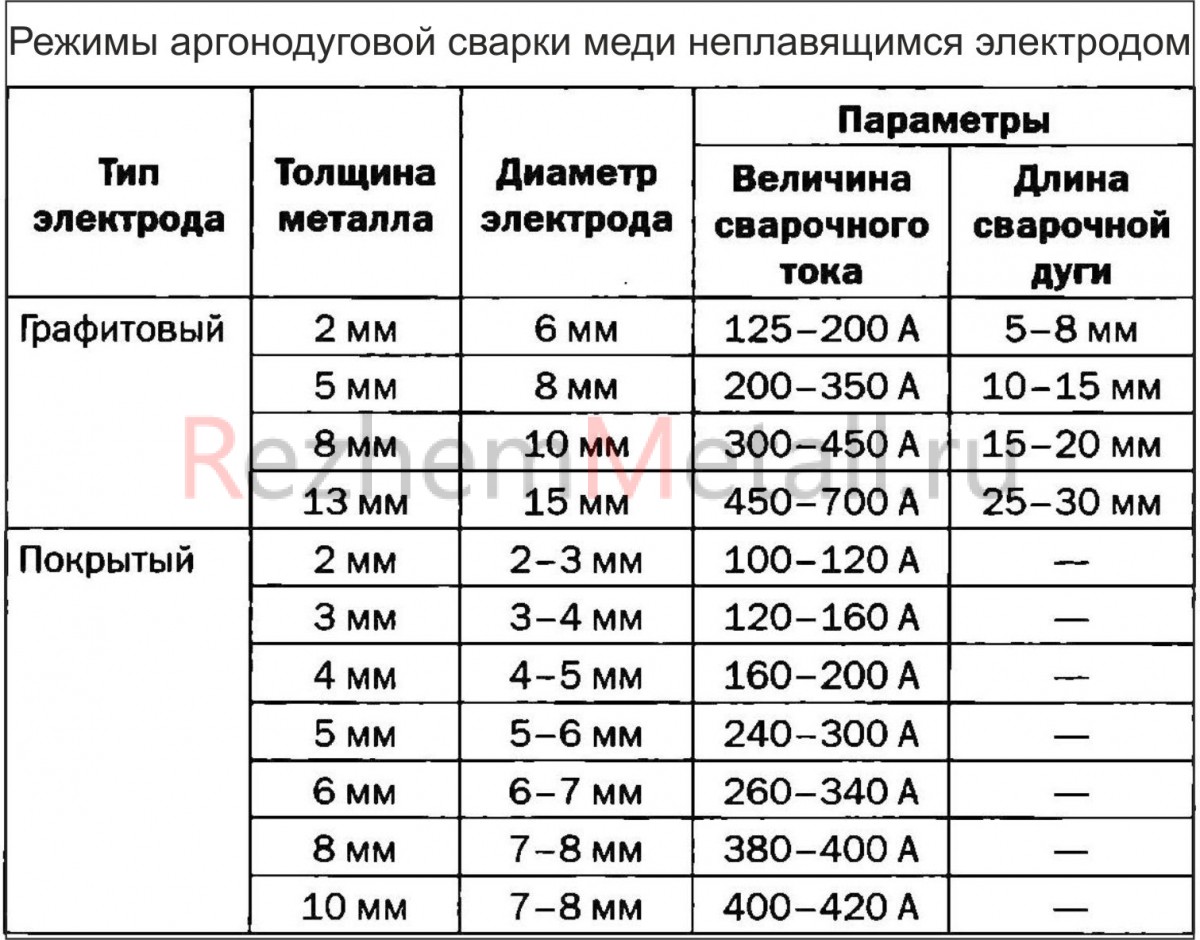
Sélection des paramètres de mode
Le soudage est effectué sur une constante de polarité directe. Courant de soudage (A) déterminé approximativement par la formule:
Isb = 100 × S,
où S est l'épaisseur du métal, mm
Les gaz protecteurs peuvent être l'argon, l'hélium, l'azote et leurs mélanges. La longueur de l'arc dans l'argon et l'hélium ne doit pas dépasser 3 mm. Dans l'azote, il est augmenté à 12 mm. Par conséquent, la tension de l'arc et sa puissance augmentent d'un facteur 3–4, mais comparés au soudage à l'argon. Dans l'hélium, la puissance de l'arc est doublée par rapport à la soudure à l'argon.
Débit de gaz de protection:
- argon - 8-10 l / min
- hélium -10-20 l / min
- azote - 15-20 l / min
La vitesse de soudage est choisie parmi les conditions de formation d'un cordon avec la géométrie souhaitée. Les structures de 4 à 6 mm d'épaisseur sont soudées sans préchauffage dans l'argon et jusqu'à 6 à 8 mm dans de l'hélium et de l'azote. Pour le soudage de métaux plus épais, un préchauffage de 200 à 300 ° C est requis.
Technique de soudage
Soudage en argon Vedug "angle en avant" avec le relâchement de l'électrode 5-7mm. Comme fil d'apport utilisé:
- cuivre désoxydé
- alliage cuivre-nickel MNZHKT-5-1-0,2-0,2
- brKMts Bronze 3-1, Br OT 4-3
- alliages spéciaux avec agents désoxydants efficaces.
Pour augmenter la résistance du métal de soudure aux fissures chaudes, des fils de soudure sont utilisés:
- BrAZhNMn 8.5-4-5-1,5
- Branches AJN 12-8-3-3
- M Mts 40
Pour éviter que le métal en fusion n'atteigne l'extrémité de l'électrode en W, le fil de remplissage n'est pas injecté dans la colonne à arc, mais alimenté vers le bord du bain de soudure et un peu sur le côté.

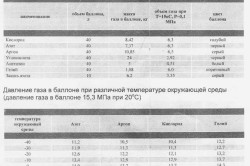
MODES INDICATIFS DE CUIVRE DE SOUDAGE EN ARGON
Type d'arêtes de coupe |
Épaisseur du métal, mm |
Courant de soudage, A |
Diamètre de l'électrode, mm |
Diamètre additif, mm |
Débit d'argon, l / min |
Le nombre de passes sans soudure |
 |
||||||
 |
1er passage 200-350 2ème passage 200-350 3ème passage 200-400 Soudure 250-350 |
|||||
1er passage 250-350 2ème passage 250-400 3ème passage 300-450 4ème passage 300-450 Soudure 250-350 |
||||||
 |
1er et 2e passes 250-400 3ème et 4ème passes 250-450 5ème et 6ème passes 300-550 Soudure 250-350 |
|||||
1er et 2e passes 250-400 3ème et 4ème passes 300-450 5ème et 6ème passes 300-550 7ème et 8ème passes 350-600 Soudure 250-350 |
Soudage à l'azotequi par rapport au cuivre est gaz inerte, réalisée par tige de carbone ou de graphite. Il n’est pas pratique d’utiliser des électrodes W, car leur consommation d’azote est trop importante. La soudure à l'arc à l'azote avec une électrode en carbone est réalisée sur un courant continu de polarité directe à une tension d'arc de 22-30 V. À un courant de 150-500 A, le diamètre de l'électrode doit être de 6 à 8 mm. Consommation d'azote - 3-10 l / min
À la maison, il est souvent nécessaire de souder le cuivre lors de l’installation de systèmes de chauffage et de plomberie. Le cuivre est un bon matériau pour les conduites d’eau, car il présente une surface lisse, ne craint pas la corrosion, permet un bon écoulement de l’eau, ne contient aucune substance nocive, ne recouvre pas les sédiments et possède des propriétés bactéricides. Les conduites d’eau en cuivre peuvent durer très longtemps, pas moins de 50 ans.
Soudage de métaux non ferreux
Le soudage est le processus de formation de joints permanents en établissant entre les éléments soudés des liaisons interatomiques avec leur chauffage partiel ou total, ou une déformation plastique. Pour la fabrication du soudage, il est courant d'utiliser différentes sources d'énergie: rayonnement laser, flamme de gaz, arc électrique, faisceau d'électrons, ultrasons et frottement.

Le soudage des métaux non ferreux diffère considérablement du procédé de soudage des aciers, car les métaux non ferreux ont généralement une conductivité thermique plus élevée et réagissent à l'état fondu avec les gaz contenus dans l'air atmosphérique. Pour éliminer ces conséquences négatives, il est nécessaire de choisir les matériaux de soudage avec plus de soin, de préparer les pièces pour le soudage et de suivre scrupuleusement les instructions de soudage.
Le développement de la technologie permet actuellement de souder non seulement dans des entreprises industrielles et industrielles, mais aussi dans l’espace, sous l’eau et chez soi à l’air libre. Toutefois, la procédure de soudage des métaux non ferreux, y compris la technologie de soudage du cuivre, est assez spécifique et dépend en grande partie des propriétés physiques et mécaniques du matériau.
Propriétés de cuivre
Le cuivre est utilisé dans la fabrication de pipelines pour diverses machines, navires, équipements chimiques, pièces conductrices et diverses pièces. Ce matériau se caractérise par une conductivité électrique et thermique élevée, ainsi que par sa résistance à la corrosion. La technologie de soudage au cuivre est un processus plutôt compliqué.
Les difficultés de la procédure sont dues à la tendance du cuivre à s'oxyder à l'état fondu avec formation d'oxyde réfractaire et absorption de gaz, conductivité thermique importante, forte dilatation linéaire du cuivre chauffé, qui est une fois et demie supérieure à celle de l'acier et à une fluidité accrue.

La soudabilité du cuivre se détériore du fait de la présence de bismuth, de soufre, de plomb et d'oxygène. Le plomb et le bismuth confèrent à ce métal non ferreux une fragilité et une fragilité rouges: sous la forme d'oxyde cuivreux, l'oxygène provoque la formation de fissures et de couches intermédiaires métalliques fragiles dans la zone affectée par la chaleur.
La procédure de soudage du cuivre à la maison est influencée par l'oxygène, absorbé par l'atmosphère. Néanmoins, les produits à base de cuivre étant largement utilisés dans diverses industries, plusieurs méthodes de soudage de ce métal ont été créées.
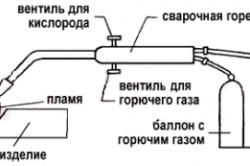
Soudage gaz cuivre
Dans les conditions de conformité au procédé technologique, le cuivre est parfaitement soudé au moyen de bouteilles de gaz remplies d'acétylène. Si vous effectuez le soudage en respectant toutes les règles et créez ensuite un joint, vous obtenez une soudure de haute qualité. Dans le même temps, la résistance de la soudure atteint 17–22 kgf par millimètre carré, lorsque la résistance maximale du cuivre sera de 22–23 kgf par millimètre carré.
La conductivité thermique du cuivre étant assez élevée (cinq fois supérieure à celle du fer), il est nécessaire de le souder avec une puissance accrue: 150 l / h, si le matériau a une épaisseur inférieure à 10 millimètres et 200 l / h pour une épaisseur supérieure à 10 millimètres. Lors du soudage de pièces plus épaisses, il est nécessaire de souder à l'aide de deux torches. L’un d’eux, d’une capacité de 150-200 l / h, est utilisé pour le chauffage. Un deuxième brûleur d'une capacité de 100 litres par heure est nécessaire pour le soudage des pièces elles-mêmes.
Pour réduire l'évacuation de la chaleur par le bas et le haut du métal soudé, il est recommandé de poser des feuilles d'amiante. Il est habituel d’utiliser dans cette méthode de soudage du cuivre une flamme réductrice dont l’âme est orientée presque à angle droit vers les bords du métal. Pour réduire la formation d'oxyde cuivreux et prévenir la formation de fissures chaudes, il est nécessaire de souder le plus rapidement possible, sans interruption. Simultanément, veillez strictement à la préservation de la flamme régénérative.

Juste avant de souder des pièces en cuivre, aucun point d’attaque n’est appliqué. Le soudage du produit doit être effectué dans un appareil spécial d'assemblage et de soudage. Lors du soudage, utilisez un fil en cuivre électrique ou en métal contenant des désoxydants: pas plus de 0,2% de phosphore et environ 0,15-0,3% de silicium. Le diamètre maximal admissible du fil d'apport est de 8 millimètres.
Lors du soudage, la chaleur doit être répartie de manière à ce que le fil fond avant les bords du métal de base. Le matériau de remplissage sera en même temps fondu sur les bords qui commencent à fondre. Les bords biseautés des tôles d'épaisseur supérieure à 3 millimètres fonctionnent à un angle aigu de 45 degrés. Avant de souder, les bords doivent être nettoyés à un éclat de métal frais, ou gravés avec une solution d'acide nitrique avec lavage à l'eau.
Pour une utilisation correcte bouteilles de gaz, vous devez visionner une vidéo sur le soudage du cuivre. Pour broyer des grains de métal soudé et augmenter la densité des soudures après le soudage, le matériau, qui a une épaisseur allant jusqu'à 5 millimètres, est forgé à froid et le cuivre d'une épaisseur supérieure à 5 millimètres est à une température de 200 à 300 degrés.
Le joint est soumis à un recuit après forgeage du joint à une température d'environ 500-550 degrés Celsius avec refroidissement rapide avec de l'eau. Pour éviter la formation de fissures, il est impossible de forger à une température supérieure à 500 degrés, car le cuivre devient fragile à de telles températures.
Soudage à l'arc sous argon du cuivre
Le soudage à l'arc par fusion est largement utilisé pour créer du cuivre structures soudées. Afin d’obtenir une soudure de haute qualité, il est recommandé d’utiliser gaz de protection, qui est l'argon de la plus haute qualité ou un mélange d'argon et d'hélium (50-75% d'argon). La soudure à l'arc du cuivre au travail et à la maison est le plus souvent produite électrode de tungstène.
En tant qu'additif, vous devez utiliser une entretoise ou un fil profilé étroit, qui est posé bout à bout. Le soudage du cuivre avec une électrode non consommable en argon-tungstène présente une bonne stabilité à l’arc. Le soudage à l'arc manuel du cuivre est utilisé lors de la connexion d'agrégats de faible épaisseur (jusqu'à 4 millimètres) et dans des endroits difficiles d'accès.

Le soudage avec une électrode de tungstène est effectué à courant constant. L'électrode doit être orientée strictement dans le plan du joint. Dans le cas du soudage de métaux ayant une épaisseur supérieure à 4-5 millimètres, vous devez le préchauffer à plus de 300 à 400 degrés. Avant de souder, il est recommandé de nettoyer les bords du métal de base et du fil de l'électrode pour obtenir un métal frais.
Le cuivre, qui a une épaisseur allant jusqu'à 5 à 6 millimètres, peut être cuit sans arêtes de coupe. Lors du soudage de pièces d'une épaisseur de 2 à 3 millimètres, il n'est pas nécessaire de chauffer le métal de base. Mais la technologie de soudage électrique du cuivre d'une épaisseur supérieure à 4 millimètres implique un chauffage à plus de 300-400 degrés. La technologie de soudage des métaux non ferreux, y compris le cuivre, et des alliages permet l'utilisation d'électrodes de fusion.
Brasage cuivre
Le cuivre, contrairement à l'acier, est plus facile à souder que de souder. Surtout quand il s'agit de paroi mince tuyaux en cuivreah, qui sont utilisés pour différents systèmes - chauffage, plomberie, gaz et réfrigération. Cela est dû à un certain nombre de caractéristiques de la soudure au cuivre.
Avec certains efforts, même un maître novice sera capable de souder le cuivre, tandis que sans une préparation minutieuse, il est difficile de le souder. Souder la structure métallique ne change pas, ne nécessite pas de matériel coûteux, comme requis par la procédure de soudage.
Avec le strict respect de la technologie et l'utilisation de matériaux appropriés, les joints brasés sont assez durables et résistent à la chaleur pour résister aux contraintes mécaniques et thermiques qui leur sont destinées.
Lors du brasage du cuivre, il est courant d'utiliser des joints du type à recouvrement, qui permettent d'assurer une résistance élevée des structures, même dans le cas où l'on utilise des brasures tendres et une résistance relativement faible. Pour garantir un niveau de résistance satisfaisant du joint de soudure, vous devez prévoir un chevauchement d’au moins 5 millimètres. En pratique, des valeurs plus élevées sont généralement utilisées pour garantir une bonne marge de sécurité.
Types de soudure
Les alliages de cuivre et le métal lui-même peuvent être soudés par brasage à haute et à basse température. Il existe de nombreux équipements pour le soudage du cuivre et de son brasage, ainsi que pour une variété de soudures dures et tendres qui permettent de braser des pièces et des tuyaux de bonne qualité. L'utilisation de soudure et de flux d'un fabricant est préférable pour les rations à basse et haute température.
Soudures basse température
L'utilisation de soudures à basse température permet de souder à une température qui a peu d'effet sur la résistance du cuivre, mais fournit des joints dont les caractéristiques mécaniques sont médiocres. La soudure pour la soudure à haute température fournit une plus grande résistance des coutures et permet des températures de fonctionnement élevées du système. Cependant, le recuit du cuivre est effectué en même temps, et il faut plus de compétence car le métal est facile à brûler.
Le soudage à basse température est considéré comme le plus populaire dans le chauffage et l’approvisionnement en eau. Compte tenu de la grande surface de contact des éléments du pipeline, les soudures à basse température sont en mesure de fournir une résistance suffisante des joints.

Les soudures sans plomb à basse température suivantes garantissent une qualité de soudure du cuivre suffisamment élevée: alliages étain-cuivre, antimoine, bismuth, argent, sélénium. La part du lion qui leur revient (jusqu'à 97%) est en étain, le reste repose sur d'autres éléments. Pour la soudure à basse température de ce métal, les moulages en plomb-étain conviennent également, mais si vous devez souder un pipeline pour de l'eau potable, il est recommandé de les abandonner en raison des qualités néfastes du plomb.
Les soudures contenant de l'argent possèdent les meilleures propriétés technologiques, par exemple, le S-Sn97Ag3, qui contient 97% d'étain et seulement 3% d'argent. Les soudures contenant du cuivre ont des qualités légèrement inférieures, mais toujours satisfaisantes, notamment le S-Sn97Cu3, dans lequel 97% d'étain est présent.
Brasures connues et à trois composants, contenant de l'étain (95,5%), du cuivre (0,7%) et de l'argent (3,8%). La soudure universelle et largement utilisée est l'étain-cuivre. Cependant, cette substance présente un inconvénient majeur: son coût élevé. De telles compositions de soudures sont responsables de la bonne qualité des joints et de la grande résistance, de la durabilité et de la fiabilité des systèmes d'alimentation en eau et de chauffage.
Soudures à haute température
Il est recommandé de ne recourir aux soudures à haute température que lorsque cela est nécessaire. Par exemple, s'il est nécessaire de faire fonctionner un tuyau de soudure à une température élevée (supérieure à 110 degrés), dans un système de chauffage utilisant de la vapeur, ce qui se distingue par une pression élevée.
Pour le soudage de la conduite de gaz à partir de tuyaux en cuivre, seule la soudure à haute température est utilisée, car elle assure la connexion avec le niveau de résistance et de fiabilité le plus élevé, mais la soudure à basse température n'est pas utilisée dans l'alimentation en gaz.

Dans le cas de la soudure de produits en cuivre entre eux, les soudures cuivre-phosphore n'ont pas besoin d'être fluxées. Un autre avantage de cette soudure: les paramètres de dilatation thermique des pièces brasées en cuivre et du propoy presque identiques. Large distribution - pour la brasure autofraisante, composée de 92% de cuivre, environ 6% de phosphore et 2% d'argent. Tous les alliages de brasage sont disponibles sous forme de baguettes dures.
En raison de la fragilité de ce composé, due aux réactions chimiques du phosphore avec certains métaux, les alliages cuivre-phosphore ne peuvent pas être utilisés pour le brasage de métaux non ferreux avec une teneur en nickel supérieure à 10%. Également installer ces soudures n'est pas recommandé pour souder le bronze en aluminium. Il n'est pas recommandé de les utiliser pour le brasage du fer et de l'acier.
Flux de soudage
Lors du soudage et du brasage, il est recommandé d'utiliser des dispositifs spéciaux pour le soudage du cuivre et des fondants, qui protègent le métal en fusion de l'oxydation, dissolvent et convertissent les oxydes formés en scories. Ils sont introduits dans le bain de soudure. De plus, les flux couvrent les extrémités des arêtes des unités soudées et des tiges de remplissage, ainsi que l’arrière du métal de base.
Pour le brasage à basse température, les compositions contenant du chlorure de zinc sont principalement utilisées comme fondants. Mais lors de l'achat d'un fondant, une attention particulière doit être portée à sa composition. Les flux sont constitués de borax calciné, d'acide silicique, de phosphate de sodium et de charbon de bois.
Il existe de nombreux flux efficaces pour le brasage du cuivre, il vous suffit d'acheter toute composition souhaitée. Par exemple, le flux F-SW 21 ou la pâte de vaseline de colophane, constituée de colophane, de vaseline ou de chlorure de zinc. La pâte est considérée comme la forme la plus pratique pour appliquer à la pièce.
Vous comprenez maintenant que le soudage du cuivre diffère de la procédure de soudage d’autres métaux en raison des caractéristiques de ce matériau. Dans certains cas, il est plus opportun de souder le cuivre. Il est recommandé d'utiliser des soudures et des fondants pour désoxyder le métal et éliminer les oxydes formés lors de la fusion du cuivre dans le laitier.
À la maison, il est souvent nécessaire d'installer des systèmes de plomberie et de chauffage. Dans la plupart des cas, les conduites d'eau sont en cuivre. Le matériau a une base lisse, ne craint pas la corrosion, permet un bon écoulement de l’eau et ne contient aucune substance nocive.
Le soudage est le processus de formation de connexions permanentes entre différents éléments. Ceci peut être réalisé en chauffant les métaux à souder ou en les déformant. Différentes sources d’énergie sont utilisées pour le soudage:
- flamme de gaz;
- arc électrique;
- échographie;
- rayonnement laser, etc.
Le procédé de soudage du cuivre est très différent de celui de l'acier, car les métaux non ferreux ont un niveau élevé de conductivité thermique et réagissent à l'état fondu avec les gaz. Pour éviter les conséquences négatives, vous devrez choisir les bons matériaux pour le soudage, préparer les éléments à assembler et suivre les instructions de soudage.
Aujourd'hui, le soudage peut être effectué non seulement dans les entreprises mais aussi à la maison. Vous devez savoir que le processus de soudage du cuivre comporte un grand nombre de nuances. À bien des égards, le soudage dépendra des propriétés physicochimiques du matériau.
Les difficultés du soudage du cuivre sont liées à la tendance du matériau à s'oxyder à l'état fondu, à un niveau élevé de conductivité thermique, à un niveau élevé de dilatation linéaire du métal pendant le processus de chauffage et à un taux de rotation élevé.
La soudabilité du métal peut se détériorer en présence de soufre, de plomb et d'autres éléments. Le plomb donnera de la fragilité au métal.
Lors du soudage du cuivre, l’oxygène sera absorbé par l’atmosphère, il faut donc en tenir compte.
À ce jour, il existe différentes manières de souder ce métal non ferreux.
Éléments nécessaires pour produire de manière indépendante une soudure au cuivre de haute qualité:
- Bouteilles d'acétylène.
- Brûleurs
- Feuilles d'amiante.
- Fil.
- De l'eau
- Entretoise profilée.
- Des soldats.
- Les flux.
Que devez-vous savoir sur les électrodes pour le soudage du cuivre?
Pour obtenir de la qualité et lisse joint de soudure, devrait utiliser une électrode recouverte d’un composé spécial. Le revêtement est utilisé pour produire du laitier qui apparaît avec des oxydes métalliques. La composition empêchera le cordon de soudure d'entrer en contact avec l'air. Le revêtement remplira la perte, qui est formée dans le processus de soudage en raison de la combustion d'éléments et introduit de nouveaux éléments dans le joint. En raison du revêtement, la stabilité de l'arc électrique sera accrue. La couverture de laitier, qui est produite par un tel revêtement, ralentira le refroidissement du cuivre en fusion, avec pour résultat que davantage de gaz seront libérés du joint.
Les électrodes utilisées lors du processus d'assemblage des métaux peuvent être divisées en deux types:
- La fonte, constituée de fils de cuivre, d'aluminium, d'acier ou de fonte.
- Non consommable, composé de charbon électrique, de graphite synthétique et d'autres éléments.
Pour trouver des électrodes appropriées, vous devez faire attention à leur couleur:
- Les électrodes rouges sont utilisées pour soudage à l'arc électrique cuivre.
- Les électrodes bleues sont utilisées pour traiter les éléments résistant à la chaleur.
- Les électrodes jaunes sont utilisées pour les pièces en acier résistant à la corrosion et à la chaleur.
- Les électrodes grises peuvent être utilisées pour traiter les métaux non ferreux.
Méthode de soudage au gaz de cuivre
Si vous vous conformez à la technologie, le cuivre peut être facilement soudé avec des bouteilles d'acétylène. Joint soudé excellente qualité ont la possibilité de se forger une couture.
Le cuivre a un haut niveau de conductivité thermique, car pour le soudage, vous aurez besoin d’une flamme haute puissance, 150 l / h, s’il existe un matériau de moins de 10 mm d’épaisseur, et 200 l / h, s’il existe un matériau de plus de 10 mm d’épaisseur. Si vous soudez du cuivre épais, vous devrez utiliser deux torches. L'un d'entre eux est destiné au chauffage et l'autre au soudage de pièces.
Pour réduire l'évacuation de la chaleur, il faudra utiliser des feuilles d'amiante sur les parties inférieure et supérieure de l'élément. Dans ce cas, il est recommandé d'utiliser une flamme réductrice dont le noyau est orienté presque perpendiculairement aux arêtes du cuivre. Pour réduire la formation d'oxyde métallique et prévenir l'apparition de fissures à haute température, il sera nécessaire de procéder à la connexion des métaux à une vitesse maximale, sans interruption. Dans le processus, vous devez surveiller de près la conservation de la flamme régénérative.
Il n'est pas nécessaire d'appliquer des éléments de pointage avant de connecter les éléments. La soudure du cuivre est réalisée dans une conception spéciale d'assemblage et de soudure. En tant qu’additif, vous pouvez utiliser un fil en métal résistant ou un matériau contenant des désoxydants. Le diamètre du fil utilisé ne doit pas dépasser 8 mm.
Pendant le processus de soudage, la chaleur doit être distribuée de manière à ce que le fil fonde avant les bords du métal à souder. Le matériau de remplissage doit être soudé aux bords. Les bords biseautés des tôles d'épaisseur supérieure à 3 mm sont formés avec un angle de 45 °. Avant de connecter les bords devront être nettoyés à un nouveau métal brillant.Vous pouvez également décaper les bords avec un mélange d’acide nitrique, puis rincer à l’eau.
Pour broyer les grains de cuivre déposés et augmenter la densité des soudures après l'assemblage, il est nécessaire de forger des matériaux jusqu'à 5 mm d'épaisseur à basse température. Si du cuivre de plus de 5 mm d'épaisseur est utilisé, il est alors nécessaire de forger à une température de 200-300 ° C.
Le joint est soumis à un recuit après forgeage des joints à une température de 530 à 550 ° C, puis rapidement refroidi avec de l'eau. Pour éviter l'apparition de fissures, il n'est pas nécessaire de forger à une température supérieure à 500 ° C, car dans ce cas, le métal deviendra cassant.
Connexion métal arc argon
Le soudage à l'arc par fusion est souvent utilisé pour produire des structures en cuivre soudées. Afin d'obtenir une soudure de haute qualité, il sera nécessaire d'utiliser des gaz protecteurs, à savoir l'argon. La soudure à l'arc de cuivre est le plus souvent réalisée avec une électrode en tungstène.
En tant qu'additif, vous devrez utiliser une entretoise profilée de faible largeur ou un fil métallique, qui devra être posé bout à bout. Ce procédé de soudage au cuivre se caractérise par une bonne stabilité à l’arc. Mécanique soudage à l'arc Il est utilisé pour assembler des pièces de faible épaisseur et dans des endroits difficiles d'accès.
Le soudage du cuivre avec une électrode en tungstène est effectué à courant constant. L'électrode doit être strictement dans le plan du joint. Si le cuivre est soudé avec une épaisseur supérieure à 5 mm, il devra être préchauffé à une température de 300 à 400 ° C. Il est recommandé de nettoyer d'abord les bords du métal en cours d'assemblage et le fil de l'électrode jusqu'à l'état de métal neuf.
Les matériaux jusqu’à 5 mm d’épaisseur peuvent être soudés sans enlever les arêtes.
Si vous raccordez des pièces d’une épaisseur de 2 à 3 mm, il n’est pas nécessaire de chauffer le métal à souder. La technologie de soudage d'un métal similaire d'une épaisseur de plus de 4 mm implique un chauffage du métal à 300-400 ° C. Dans ce cas, il est possible d'utiliser des électrodes de fusion.
Comment souder correctement le cuivre?
Vous devez savoir que les métaux non ferreux sont beaucoup plus faciles à souder que à souder. Cela est particulièrement vrai pour les tuyaux en cuivre à parois minces, utilisés pour les systèmes de chauffage, la plomberie, le gaz, etc.
Même une personne sans expérience professionnelle appropriée peut souder du métal, mais souder le métal lui-même ne fonctionnera pas. La structure de la soudure au cuivre ne changera pas. Dans ce cas, vous n’aurez besoin d’utiliser aucun équipement coûteux.
Les joints de soudure, s'ils suivent la technologie et utilisent des matériaux de bonne qualité, seront durables et pourront supporter des charges.
Lors du soudage d’un tel matériau, vous devrez utiliser des méthodes de jonction qui se chevauchent, ce qui permet d’obtenir une résistance élevée des pièces à usiner, même si des soudures à faible résistance ont été utilisées. Pour assurer un niveau acceptable de résistance du joint de soudure, il sera nécessaire de faire un chevauchement d'au moins 5 mm. Le plus souvent, des taux plus élevés sont utilisés pour assurer une grande marge de sécurité.
Types de soudure existants
Les alliages de cuivre ont la capacité de se connecter en soudant des températures basses et élevées. Aujourd'hui, vous pouvez trouver un nombre suffisant d'équipements pour souder un tel métal et son brasage, ainsi que divers soudures dures et tendres, capables de fournir une excellente qualité des éléments de brasage. Pour le soudage à basse et haute température, il est préférable d’utiliser la brasure et le fondant du même fabricant.
Soudures basse température

L'utilisation de soudures à basse température permet de connecter les éléments à une température qui a peu d'effet sur la résistance du métal, mais fournit des joints dont les caractéristiques mécaniques ne sont pas optimales. La soudure pour le soudage à haute température est capable de fournir une bonne résistance des joints et permet de faire fonctionner le système à haute température. Toutefois, dans ce cas, un recuit du métal peut se produire, pour lequel le travail ne peut être effectué que par un spécialiste qualifié.
La soudure à basse température est le plus souvent utilisée lors de l'installation d'un système de chauffage. Vous devez savoir que les soudures à basse température seront en mesure de fournir d'excellents composés de résistance, étant donné la grande surface de contact des éléments de pipeline.
À ce jour, il existe de telles soudures à basse température qui garantissent une excellente qualité de brasage au cuivre: alliages d'étain avec du cuivre, de l'antimoine, de l'argent et d'autres éléments. Pour la soudure à basse température, vous pouvez utiliser des soudures au plomb et à l'étain, mais si vous devez connecter le pipeline pour l'alimentation en eau potable, elles ne sont pas autorisées en raison des propriétés nocives du plomb.
Soudures à haute température
Les soudures de ce type sont autorisées quand il est nécessaire de souder le pipeline à haute température.
Si vous devez souder le tuyau à partir de tuyaux en métal, vous ne devez utiliser que de la soudure à haute température, car dans ce cas, vous pouvez obtenir un raccordement d'excellente résistance. Vous devez savoir que la soudure à basse température dans l'alimentation en gaz n'est pas utilisée.
Les soudures au cuivre et au phosphore ne nécessitent pas l'utilisation obligatoire de fondants dans le procédé de brasage. Les caractéristiques de dilatation d'un métal et d'une brasure similaires sont presque identiques, ce qui constitue un avantage supplémentaire. Les soldats sont fabriqués sous forme de tige.
Cette connexion est fragile, car de telles soudures ne peuvent en aucun cas être utilisées pour des matériaux de soudure ayant une teneur en nickel supérieure à 10%. L'utilisation de telles soudures n'est pas autorisée pour le raccordement de bronze d'aluminium.
Flux pour connecter des flans de cuivre
Lors de la combinaison de tels éléments, il est préférable d’utiliser des dispositifs spéciaux pour souder des éléments métalliques et des fondants capables de protéger le cuivre en fusion contre l’oxydation, de dissoudre et de transformer les oxydes apparus en scories. Ils devront faire dans le bain de soudure. Les flux peuvent recouvrir les extrémités des arêtes des pièces à assembler et des tiges, ainsi que l’arrière de la pièce soudée.
A ce jour, pour la combinaison des métaux à basse température, les flux les plus utilisés étant les composés contenant du chlorure de zinc. Lors de l'achat du flux, il est important de faire attention à sa composition. Les flux peuvent être constitués de borax calciné et d'autres éléments.
À ce jour, vous pouvez trouver un grand nombre de flux pour souder un métal similaire. Il vous suffit de choisir une composition adaptée au travail de ce type.
Merci pour vos commentaires.




