Quel courant l'aluminium est-il soudé par soudage à l'arc sous argon? Soudage aluminium DC.
Il est possible de fournir un raccordement de haute qualité de pièces en aluminium uniquement lors du soudage TIG. Une électrode ordinaire peut souder un alliage d'aluminium pour la durabilité, mais elle nécessitera un post-traitement plus long.Soudure d'aluminium à l'argon vous permet de travailler avec un matériau d'épaisseur différente, en créant des coutures soignées avec de bonnes propriétés d'étanchéité. Ceci est particulièrement demandé lors de la réparation de voitures, de bateaux ou de chars divers. Mais comment faire cuire ce matériau spécifique pour la première fois? Comment configurer l'équipement lors du soudage de l'aluminium? Un tutoriel rapide tiré de l'article et un didacticiel vidéo vous aideront à maîtriser cette question complexe.
Que considérer lors du soudage à l'argon de l'aluminium?
Le soudage à l'argon est assez universel, ce qui permet de combiner différentes épaisseurs de matériaux selon cette méthode et de travailler avec des alliages considérés comme difficiles à souder. La base est un arc électrique brûlant entre électrode de tungstène et produit. Son apparence est assurée par le courant continu ou alternatif fourni au brûleur et par la masse fixée aux pièces à souder. Le gaz inerte agit comme une protection du bain de soudure. Mais l'aluminium et ses alliages présentent un certain nombre de caractéristiques spécifiques qu'il est nécessaire de connaître et de prendre en compte lors du soudage.
L'une des difficultés est le film d'oxyde formé à la surface du matériau. Il apparaît lorsque le métal interagit avec l'oxygène. Le film fond à une température de 2000 degrés. Mais l'aluminium lui-même commence à acquérir une forme liquide déjà après 500 degrés. Par conséquent, en choisissant trop de courant et en fondant l'oxyde, il est impossible de coudre. Après avoir établi de petits paramètres sur l'appareil, il est impossible de commencer le processus de création d'un pool de soudure. Par conséquent, le soudage à l'arc sous argon de l'aluminium implique le nettoyage préalable de la surface métallique de l'oxyde. Ceci est réalisé avec une brosse spéciale ou un solvant, après quoi il est nécessaire de commencer immédiatement le processus de soudage.
L'hygroscopicité du matériau est une complication supplémentaire. Lorsque l'humidité ambiante est élevée, l'aluminium absorbe une partie de l'eau contenue dans l'air. Lorsque le produit commence à être chauffé par un arc électrique, le matériau à souder émet de l'humidité à la surface. Cela peut affecter la qualité de la formation de soudure, la densité de contact avec le produit et la réduction des reflets de la soudeuse au contact des zones humides. Bien qu'il soit possible de faire bouillir immédiatement avec de l'argon, un léger chauffage du matériau est recommandé. brûleur à gaz à une température de 150 degrés. Cela évaporera l'excès d'humidité et améliorera le processus de soudage.
Le soudage à l’argon-aluminium requiert également une bonne protection du métal en fusion contre l’air extérieur. Pour ce faire, vous devez définir le bon débit de gaz. Un apport insuffisant de ces derniers entraînera une mousse du métal et une combustion du tungstène. Une purge excessive avec de l'argon empêche la formation d'un joint et rend le processus plus coûteux.
Une autre difficulté pour les soudeurs débutants est la formation d’un entonnoir à la fin de la soudure. Si l'arc est brusquement coupé, un cratère apparaît. Tenir longtemps la torche au même endroit entraîne un réchauffement inutile et une dilatation du bain de soudure. Par conséquent, le soudage à l'arc sous argon d'alliages d'aluminium nécessite des réglages supplémentaires pour le mode d'atténuation de l'arc, ce qui réduit l'intensité de l'ampérage progressivement. Compte tenu de ces caractéristiques du matériau, il est possible de régler correctement les paramètres de tension et de réaliser une soudure de haute qualité avec vos propres mains.
Technologie de soudage pour débutants
Le procédé de soudage aluminium argon n'est pas effectué courant continuet variable. Vous pouvez ainsi obtenir de meilleurs résultats. Il est préférable de commencer votre premier point sur la surface d’entraînement:
- Il est nécessaire de mettre les assiettes dans une position confortable. La délimitation est effectuée sur les mêmes paramètres que les autres types de métaux.
- Il est conseillé de chauffer le matériau à 150 degrés pour éliminer l'humidité.
- Le pinceau enlève la couche réfractaire supérieure. Alternativement, vous pouvez utiliser un solvant.
- Le brûleur est amené au produit de manière à ce qu'il y ait 3 mm entre l'électrode et la surface. Le bouton est enfoncé et l'arc s'allume. La fluidité de l'aluminium dépend des impuretés dans la composition.
- Si un petit pool de métal en fusion se forme (pool de soudure), un additif peut être introduit dans la zone de soudage.
- Le brûleur doit fonctionner sans à-coups, de droite à gauche. Des mouvements oscillatoires seront nécessaires dans le cas d'une couture large. En courant alternatif, un craquement caractéristique sera entendu.
- À la fin de la couture, le bouton est enfoncé et l'arc disparaît progressivement. La torche est maintenue au-dessus de la zone de soudure jusqu'à ce que le gaz soit complètement arrêté.
Configuration de l'appareil et des modes
Soudure TIG en aluminium il est possible uniquement lorsque les appareils prennent en charge le travail non seulement avec un courant continu, mais également avec un courant alternatif. Malgré la fréquence des fluctuations de tension, la meilleure option est obtenue avec la dernière option de réglage. La polarité peut être directe et inverse. Les paramètres de tension peuvent être définis en fonction de l'épaisseur du matériau:
Il est important de régler l'alimentation en courant de manière progressive, avec un allumage en douceur, une valeur ascendante lors du processus de couture et une atténuation progressive à la fin de la combustion. Cela évitera la formation d'un cratère à la fin de la connexion.
La consommation d'argon pendant le soudage est réglée sur le manomètre le plus proche du tuyau à gaz. Modèles russes doit être installé dans la plage de 6 à 11 litres. C'est l'erreur de l'appareil de mesure, qui n'est amené à la valeur optimale que par des moyens pratiques. Si le manomètre est importé (allemand, tchèque), vous pouvez immédiatement mettre 8 litres.
Dans les réglages de l’appareil, il est important de régler l’heure suivante de la purge de gaz, après la cessation de l’arc. La durée d'alimentation en argon est fixée à cinq secondes, ce qui laisse suffisamment de temps au bain pour congeler et refroidir l'électrode.
Sélection du matériau de remplissage
Étant donné que l’aluminium fond assez rapidement et que le diamètre du fil d’alimentation est incorrect, vous ne pouvez pas avoir le temps de l’alimenter dans la zone de soudage et de former un joint. Par conséquent, l'épaisseur de la brasure devrait être la même que celle des plaques à souder. Vous devez également faire attention lorsque vous choisissez la composition chimique du matériau de remplissage. Par exemple, un produit en duralumin ne pourra pas être brassé avec une barre pour l'aluminium comestible. Le tableau avec les numéros du fil d’alimentation et sa fonction peut aider:
Sélection d'électrodes
La technologie de soudage de l'aluminium avec de l'argon exige également le choix correct d'une électrode en tungstène, dont le diamètre doit être aussi proche que possible de l'épaisseur des pièces à souder. L'affûtage est effectué de manière classique, mais sans pointe, comme c'est le cas pour le soudage en acier inoxydable. Au cours des premières secondes de combustion, l’électrode prendra la forme d’une goutte à la fin et vous devrez donc diriger une couture. Un écart de 3 à 5 mm est requis pour éviter toute surchauffe du tungstène. Lors du soudage, de petites projections d’aluminium collent à l’électrode, ce qui nécessite un affûtage supplémentaire.
Apprendre à souder l’aluminium n’est pas facile. Mais connaissant les principes ci-dessus et regardant la vidéo avec des leçons d'experts, vous pouvez vous essayer à la pratique en toute confiance.
- Instructions de soudage pas à pas
Apprendre à cuisiner l'aluminium est assez difficile. Souvent, même ces maîtres n'entreprennent pas un tel travail. Le problème est que l’aluminium est un matériau très capricieux et que son utilisation nécessite l’utilisation d’un onduleur de haute qualité.
Bien sûr, vous pouvez faire avec presque tout machine à souder automatiquemais vraiment de haute qualité des soudures permettent de ne recevoir que les dispositifs ayant une fonction particulière de soudage de ce métal. Si l'apparence compte également, il est préférable de faire bouillir de l'aluminium avec un agrégat avec une option spéciale de soudage pulsé. L'aluminium est généralement bouilli dans de l'argon. Les onduleurs modernes vous permettent de tout faire efficacement et le plus rapidement possible.
Quelles exigences faut-il respecter lors du soudage de l'aluminium avec de l'argon?
Lors de la cuisson de l'aluminium, on utilise généralement de l'argon pur. Vous pouvez utiliser un mélange de ce gaz avec de l'hélium. La deuxième option est mieux adaptée pour travailler avec des feuilles épaisses. L'aluminium est bouilli à l'aide d'un spécial fil d'aluminium avec une section solide.
Il est important de porter une attention particulière à la conception du brûleur. Tout d'abord, il doit être installé sur un tuyau droit, sans torsion ni vrillage. Deuxièmement, la longueur de ce tuyau ne devrait pas dépasser 3 m, le problème étant que l’aluminium est bouilli avec de l’argon avec un fil métallique très mou. Au lieu du canal habituel, il est préférable d'installer du téflon dans le brûleur, spécialement conçu pour le travail de l'aluminium.
Si vous n'avez pas assez de 3 m de tuyau, effectuez un zoom avant. inverseur de soudage au matériau en cours de traitement. Si cela n'est pas possible, cela ne sera possible qu'avec un agrégat avec un mécanisme de flux séparé. Les pointes devraient avoir un diamètre plus grand que pour l'acier. Cela est dû au fait que, lorsqu'il est chauffé, l'aluminium se dilate davantage.
Besoin de choisir les bonnes électrodes. Les meilleurs résultats sont obtenus en soudant de l'aluminium avec de l'argon en utilisant de telles électrodes:
- OK 96.20, OK 96.10.
- OZANA-1, OZANA-2.
- Produits non consommables à base de tungstène.
La première marque d'électrodes a commencé à être largement utilisée il y a un peu plus de 10 ans. De telles électrodes sont principalement utilisées pour travailler avec de l'aluminium technique. Ils peuvent également être utilisés pour le soudage d'alliages et de fonderies. Ils vous permettent de maintenir un arc constant. Les propriétés de la soudure finie sont aussi proches que possible de celles du matériau source et la croûte de laitier est éliminée sans effort supplémentaire.
Aux électrodes du second type, il existe un revêtement de sel alcalin. Ils sont utilisés lorsque vous travaillez avec une variété d'alliages d'aluminium. Dans la plupart des cas, il est nécessaire d'effectuer un préchauffage en moyenne jusqu'à 200-300 ° C.
Faites bouillir l'aluminium avec de l'argon en utilisant des électrodes de tungstène non consommables. Ils vous permettent de maintenir un arc à un niveau stable. Ces électrodes peuvent avoir un diamètre de 2 à 6 mm. Pour chaque cas, vous devez sélectionner le diamètre approprié des électrodes dans un ordre séparé. Cela dépend principalement de l'épaisseur du produit traité. Les électrodes en tungstène avec divers additifs sont mieux représentées.

Lorsque de l'aluminium est bouilli avec de l'argon, des électrodes coûteuses sont utilisées. Par conséquent, leur choix doit être abordé avec compétence et doit tenir compte des particularités du travail à venir.
Pour faire bouillir de l'aluminium avec de l'argon, vous avez besoin des éléments suivants:
- Poste à souder et électrodes appropriées.
- Fil d'aluminium.
- Dispositif de soudage et de chauffage au gaz.
Retour à la table des matières
Principales caractéristiques du soudage de l'aluminium
La principale difficulté du soudage de l'aluminium est un film d'oxyde formé à la surface du métal au cours du traitement. Le point de fusion de ce film atteint 2050 degrés et l'aluminium fond directement à des températures beaucoup plus basses.
Conformément à la technologie, vous devez d'abord perforer ce film, puis ensuite faire fondre le métal directement. Le soudage pulsé est la meilleure façon d’exécuter cette tâche. L'aluminium a une bonne conductivité thermique et un point de fusion bas. Pour cette raison, dans le processus de soudure la partie peut s'allumer. Pour éviter cela, vous devez préchauffer un peu la préforme. Cela augmentera en outre la profondeur de pénétration de la pièce en aluminium.
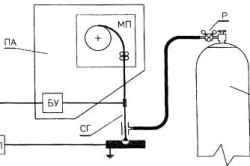
Schéma du poste de soudage semi-automatique avec électrode consommable: SG - torche de soudage, P - réducteur de ballon, B - cylindre à gaz comprimé, MP - dévidoir de fil à souder, BU - unité de contrôle semi-automatique, PI - source de courant.
Pour faciliter la rupture du film d'oxyde, vous devez pré-traiter la pièce avec une brosse métallique. Un tel traitement ne prend pas beaucoup de temps, mais la pièce sera fondue mieux et plus rapidement. Le nettoyage est recommandé immédiatement avant le début du soudage.
Lors du soudage de l’aluminium, assurez-vous que la longueur de l’arc est constante. Cette règle s'applique non seulement à l'aluminium, mais également à tous les autres métaux. Si l'arc est plus long que nécessaire, la billette ne fondra pas. S'il est plus court, le métal s'enflamme. Une longueur d'arc appropriée est déterminée en tenant compte de la composition chimique du matériau, car dans différents alliages, la conductivité thermique diffère également. En moyenne, dans le cas de l'aluminium, un arc de 1,2 à 1,5 cm est utilisé.
Une autre difficulté que vous rencontrerez lors de la fusion de l’aluminium consiste à brasser un cratère à la fin de la soudure. Le problème provient du fait que l'aluminium refroidit assez rapidement. Résoudre ce problème permet un semi-automatique spécial. Premièrement, cela donne un courant accru, ce qui vous permet de percer le film d’oxyde. Par la suite, le courant diminue, ce qui permet de souder sans problème le cratère mentionné ci-dessus.
Retour à la table des matières
Quelles méthodes de soudage existent

Pour l'ébullition de l'aluminium, de nombreuses méthodes différentes ont été développées, impliquant l'utilisation de matériaux divers, équipements et environnements de protection.
Le plus largement utilisé les méthodes suivantes:
- Soudage au gaz inerte à l'aide d'une électrode en tungstène.
- Soudage à l'aide d'un semi-automatique avec dévidage automatique du fil.
- Soudage avec des électrodes consommables sans gaz de protection.
Une condition importante pour ce travail est la destruction du film d'oxyde formé à la surface de l'aluminium. Pour sa destruction, il convient d'utiliser un courant inverse alternatif ou direct. L'aluminium ne peut pas être cuit en courant continu, car dans de telles conditions film d'oxyde ne cèdera pas à la pulvérisation cathodique et ne s'effondrera pas.
Retour à la table des matières
Quels appareils conviennent au soudage de l'aluminium

Pour le soudage de l'aluminium avec de l'argon, vous pouvez utiliser plusieurs machines à souder. Tous sont divisés en plusieurs groupes, à savoir:
- Unités universelles.
- Modèles spéciaux.
- Équipements spécialisés.
Les modèles universels sont fabriqués en série, ils sont les plus demandés par les acheteurs et utilisés le plus souvent. Un soudage similaire est appliqué dans des conditions de production sur des plates-formes spécialement équipées.
Pour le soudage de l’aluminium dans l’argon, vous pouvez utiliser divers additifs spéciaux. Ils rendent le travail plus facile et plus qualitatif.
Les unités permettant de faire bouillir de l'aluminium avec de l'argon à l'aide d'électrodes de tungstène non consommables disposent des équipements suivants:
- Source AC / DC.
- Un graveur ou un ensemble de dispositifs spécialement conçus pour ce type de travail.
- Dispositif capable de fournir un renforcement d'arc de départ ou permettant de stabiliser un arc variable.
- Equipement permettant de contrôler le cycle de soudage.
- Un appareil conçu pour compenser et contrôler le courant continu.
Il existe actuellement un certain nombre de nouvelles méthodes de soudage de l'aluminium avec de l'argon, spécialement conçues pour élargir la gamme d'épaisseurs de matériaux pouvant être bouillies, afin d'améliorer les performances. connexions de soudagey compris des améliorations de la pénétration.
En cours de travail, l'arc se déplace par paliers ou à une certaine vitesse. Ces mouvements peuvent être synchronisés avec des impulsions de courant de soudage. De ce fait, la pénétration sera la plus efficace dans tous les domaines. La réduction du courant élimine le risque de surchauffe du métal et élimine ainsi presque complètement les déformations.
Les électrodes en tungstène permettent d’obtenir des soudures de haute qualité et d’effectuer des travaux à une vitesse assez élevée. Pour effectuer le travail, vous n'avez besoin que d'un équipement spécial et d'unités supplémentaires. Aucune unité difficile à atteindre et coûteuse n'est nécessaire.
Le plus souvent, le soudage à l'argon est effectué à l'aide d'un onduleur. De tels dispositifs sont largement utilisés dans la vie quotidienne et dans la production. L'utilisation d'un poste de soudage à inverseur est la meilleure option. Même sans expérience particulière dans le soudage, vous pouvez comprendre la technologie sans trop d'effort. Et cette connaissance vous sera certainement utile. Premièrement, vous pourrez effectuer vos tâches personnelles et deuxièmement, si vous le souhaitez, fournir des services à des clients tiers.
10 novembre 2015
Soudure d'aluminium à l'argon
La combinaison des métaux par soudage à l'arc électrique est tellement répandue qu'il semble à beaucoup que cette méthode convient à tous les matériaux sans exception. Mais c'est loin d'être le cas. Certains métaux nécessitent un traitement spécial et des technologies spéciales sont nécessaires pour leur soudage. Par exemple, l'aluminium ou l'acier inoxydable fin ne peut être cuit que dans une atmosphère d'argon.
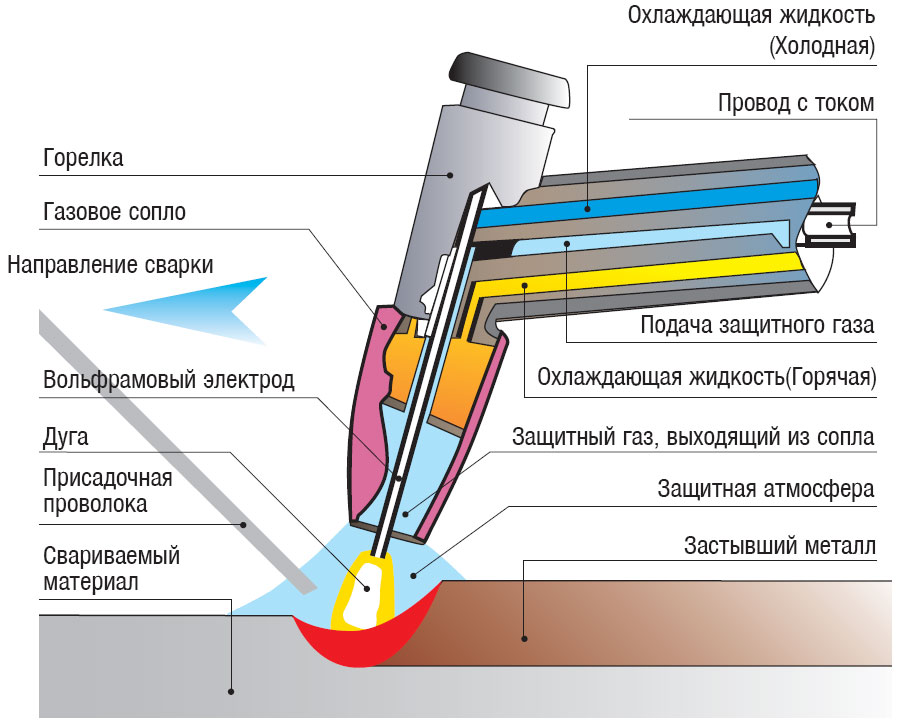
Même dans le cours de chimie, il est connu que l'argon est un gaz inerte et ne réagit pas avec les métaux ni avec d'autres substances. Comment fonctionne la soudure aluminium argon? L'appareil de soudage de l'aluminium utilise précisément les propriétés inertes de ce gaz. Le soudage à l'arc est effectué dans l'argon, qui provient de la buse en céramique et force l'air hors de la zone de combustion à l'arc. Le métal en fusion ne s'oxyde pas et ne réagit pas avec les autres composants de l'air. Le composé sera donc extrêmement durable.
Le soudage à l'argon est utilisé pour les petites pièces et pour l'assemblage de structures massives. Une caractéristique de ce type de soudage électrique est la possibilité de créer un joint en plusieurs couches qui forment un joint monolithique, sans la moindre trace de laitier ni de tartre. Mais pour chaque type de composé, vous devez vous procurer un brûleur spécial.
Comment fonctionne le brûleur à argon pour le soudage
Une torche - l'un des principaux nœuds de la machine à souder à l'argon. Il consiste en:
- buse à gaz;
- électrode de tungstène (non fondant);
- système de refroidissement;
- corps avec pince.
La buse à gaz en céramique est reliée à bouteille de gaz à travers la boîte de vitesses. Une électrode en tungstène est utilisée pour créer un arc électrique, mais elle ne fond pas d'elle-même, une baguette de soudage est utilisée pour le soudage - un fil spécial alimenté séparément dans la zone de l'arc. Le matériau de la tige est sélectionné pour chaque métal séparément.
Pour prolonger la durée de vie de l'électrode, celle-ci doit être refroidie à une certaine température, inférieure à la température critique. Dans la plupart des appareils pour soudage manuel, amateur et professionnel, il est refroidi par air. Mais sur les installations industrielles puissantes, le refroidissement liquide de l'électrode est assuré au moyen d'eau circulant continuellement dans la zone de l'électrode.

Vous pouvez faire bouillir de l'aluminium à l'aide d'un poste de soudage classique ou d'un onduleur équipé d'un brûleur à purge à l'argon et disposant d'un jeu de réglages spécial, ou d'un brûleur à l'argon spécial. Une caractéristique de la soudure en aluminium est qu’elle est produite par courant alternatif.
Technologie de soudage à l'aluminium argon
L'aluminium, avec toutes ses propriétés uniques et sa grande facilité de fabrication, est très difficile à souder. Ceci est dû à sa nature chimique - un film d'oxyde d'Al203 d'épaisseur insignifiante se forme à la surface du métal, mais il est très réfractaire. Il fond à une température de 2044 ° C et l'aluminium lui-même - à 660 ° C. De plus, l'oxyde apparaît instantanément sur les gouttes de métal en fusion et empêche la formation d'une soudure monolithique.
De plus, l'aluminium a une conductivité thermique très élevée - plusieurs fois supérieure à celle de l'acier. Cela nécessite un apport constant de chaleur et, par conséquent, une augmentation de courant de soudage jusqu'à 1,5 fois par rapport à l'acier.
La technologie AC TIG utilisée pour le soudage de l'aluminium prévoit la destruction initiale du film d'oxyde et la création d'obstacles à sa formation ultérieure. Ceci est fait à la fois par courant électrique - soudage d'aluminium à courant continu inversion de polarité ou courant alternatif. En cas d'inversion de polarité, le film d'oxyde est pulvérisé par cathode, ce qui le détruit complètement.

Le soufflage de la zone de fusion des métaux avec de l'argon empêche la pénétration d'oxygène et d'hydrogène, ce qui affecte joint de soudure. Souffler gaz inerte devrait être faite pendant toute la durée de l’arc électrique et ne pas s’arrêter après son extinction pendant quelques secondes de plus.
Technologie de l'aluminium
Inverter ou spécial dans le manuel d’instructions contient un certain nombre d’instructions pour la création de réglages pour le travail de l’aluminium. Ils peuvent différer de différents modèles, vous devez donc apprendre à les connaître avant de commencer à travailler, sans vous fier à l'expérience. Surtout si vous utilisez un nouvel appareil d'un modèle inconnu, ou vos propres compétences soudure électrique pas trop gros.
La première étape est le nettoyage des pièces à assembler et leur dégraissage. Nettoyez la surface de la saleté, de l'huile, du tartre, puis dégraissez-la avec de l'acétone, du white-spirit ou du solvant. Pour éliminer le film d'oxyde, les surfaces de la zone de soudage sont nettoyées avec une brosse en acier ou du papier émeri.

Pour les soudeurs débutants, il est nécessaire de rappeler que, pour l’aluminium, des électrodes en tungstène de 1,6 à 5 mm de diamètre et des tiges de remplissage spéciales de 1,6 à 4 mm d’épaisseur sont utilisées.
Universel instructions étape par étape pour travailler avec l'aluminium ne peut pas répondre à tous les cas, donc, en premier lieu, vous devez suivre ces recommandations:
- l'angle d'inclinaison de l'électrode par rapport au plan du métal doit rester dans la plage de 70 à 800;
- maintenir la longueur de l'arc entre 1,5 et 2,5 mm;
- le mouvement du brûleur est fait après la tige de remplissage;
- de courts mouvements alternatifs du brûleur et de la tige ne sont effectués que le long du joint, en aucun cas sous un angle ou perpendiculairement à l'articulation;
- la tôle d'aluminium est installée sur une surface en cuivre ou en acier pour une meilleure évacuation de la chaleur
- l'approvisionnement en argon commence 4 à 6 secondes avant que l'arc ne soit allumé et dure jusqu'à 7 secondes après son extinction;
- la vitesse de soudage est déterminée par l'intensité du courant de soudage.
Pour le soudage à l’aluminium de haute qualité à l’argon, il est préférable d’utiliser un machine à souderpar exemple, Jasic TIG-180 P (W211) PRO, HYL TIG-200P, Welding Dragon PRO TIG250 ACDC. Leur prix est légèrement supérieur à celui des appareils sans système de soufflage au gaz inerte, mais il est tout à fait justifié. Après tout, ils peuvent être utilisés pour soudage à l'arc. Et dans une atmosphère d'argon, non seulement l'aluminium, mais presque tous les métaux, sont parfaitement soudés. Maîtrisez la soudure à l'argon sous la force de tout novice.
Soudure d'aluminium à l'argon.
Des instructions pas à pas sur la configuration de la machine à l'aide de l'exemple d'INTER TIG 200 AC / DC PULSE
Le soudage à l'argon d'aluminium à Moscou est estimé à 15 à 300 roubles (centimètre). La différence de coût dépend de la complexité, du volume et du calendrier de la commande.
Calcul du coût de fabrication des structures en aluminium, soudage avec argon aluminium, la société "Starstel" produit dans chaque cas individuellement. Le prix final comprend le coût du matériau, le soudage de l’aluminium avec de l’argon, le travail des métaux.
Soudage TIG Argon
Le soudage TIG à l’argon est l’un des procédés de soudage les plus populaires utilisés pour la production de structures soudées de l'aluminium. Les principales différences par rapport aux autres types de soudage sont la présence d’une électrode de tungstène non consommable. gaz protecteur Argon, buse en céramique au bout d’un brûleur à arc d’argon.
Le principal avantage de la soudure à l'argon avec une électrode de tungstène est l'absence d'inclusions de laitier dans le cordon de soudure. En mode pulsé, les feuilles minces cuisent bien. L'arc de soudage, tout aussi bien, brûle sur toute la plage de courants. Le soudage à l'argon TIG est un moyen technologique moderne d'assembler des métaux non ferreux.


De nos jours, il est impossible de trouver des industries où des pièces en alliages d'aluminium n'ont pas été utilisées. Les constructions en aluminium sont application la plus large dans différents domaines de notre vie. Ils sont populaires auprès des designers et des designers. Il est activement utilisé dans les industries alimentaires et chimiques.
Le soudage à l'argon d'aluminium est indispensable dans la construction navale. L'aluminium est utilisé dans la fabrication de réservoirs, réservoirs, réservoirs. Un alliage d'aluminium durable et léger est un métal structural prometteur dans la fabrication des transports, l'industrie de la construction et d'autres domaines technologiques.
Les alliages d'aluminium sont utilisés dans structures en acier soudées des fins différentes. Le principal avantage des alliages d'aluminium est leur faible densité, leur bonne résistance à la corrosion et leur coefficient de résistance spécifique élevé. Les alliages d'aluminium ont une conductivité thermique très élevée, de sorte que la chaleur du soudage est rapidement rétractée dans les pièces. Par conséquent, un apport de chaleur accru est requis, il est recommandé de préchauffer des pièces en aluminium massives. L'aluminium fond à une température de 660 degrés. Lorsqu'il est chauffé, sa force est considérablement réduite.
Très souvent, pour créer une structure, nous avons besoin d'une soudure à l'argon-aluminium, qui est très différente des autres méthodes d'assemblage du métal. Les différences proviennent des caractéristiques spécifiques de ce métal. Sur sa surface, il y a toujours un film d'oxyde qui adsorbe la vapeur d'eau, qui est maintenu par un film d'une température de 660 degrés (température de fusion).
La société Artstel dispose des équipements nécessaires au soudage à l'argon de l'aluminium et à la fabrication de structures métalliques en alliages d'aluminium:
Équipement de soudage moderne
Équipement de travail des métaux
Professionnels du soudage
argon d'aluminium
Consommables nécessaires
Préparation au soudage avec de l'argon aluminium.
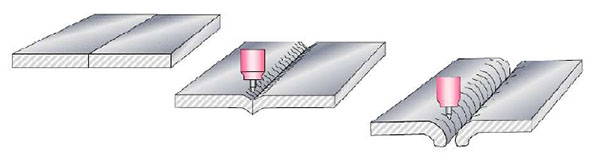
Pour préparer les produits, commencez par façonner les bords de la pièce. Les solvants organiques (acétone, solvant pc1, pc2, white spirit) éliminent les impuretés organiques. Si un film d'oxyde est tiré, il est enlevé. Vous pouvez l'enlever à l'aide d'une brosse métallique, en grattant, en utilisant un disque à lamelles.
Avec soudure à l'argon L'arc de soudage TIG est situé entre l'électrode de tungstène et la pièce. Il n'y a pas de transfert d'aluminium en fusion à travers l'arc (il y a un transfert de gouttes au niveau du dispositif semi-automatique), ce qui facilite grandement la combustion stable. arc de soudure. Les éclaboussures sont éliminées, les pertes sont réduites, les caractéristiques de qualité sont améliorées grâce à l'absence d'interactions entre le métal et le gaz de l'arc.
Avant un TIG à courant alternatif, il est possible de retirer le film d'oxyde avec une charge ionique. Les électrons pour ce rôle ne conviennent pas à cause de leur faible masse, ils ne possèdent pas l'énergie cinétique nécessaire.
Avantages:
Fabriquant des produits complexes et des structures métalliques, le soudage à l’argon aluminium est réalisé dans toutes les positions spatiales.
Excellente protection du bain de soudure contre l'oxygène et les autres gaz lors du soudage à l'argon.
La soudure à l'argon est universelle - nous soudons des alliages d'aluminium d'épaisseur différente de 1,5 mm et plus.
Il déforme peu la structure.
Dans le soudage à l'argon, aucun flux n'est utilisé, après quoi la corrosion et une soudure non uniforme apparaissent.
Le soudeur contrôle toujours la formation de la soudure.
Soudure esthétique.
Il existe plusieurs méthodes de soudage, qui dépendent non seulement de l'équipement utilisé, mais également des modes exposés par l'utilisateur. Si nous considérons l’utilisation de la soudure électrique, il peut y avoir plusieurs options qui dépendent du type de courant. Le soudage de l’aluminium à courant continu n’est que l’une de ces variétés. Il n'est pas utilisé aussi souvent qu'un courant alternatif, mais présente néanmoins un certain nombre de caractéristiques qui sont déterminées par la polarité. Les maîtres préfèrent l’alternance électrique, car elle combine les avantages des deux polarités.
Lorsque l’aluminium est soudé au courant continu, vous devez choisir l’élément le plus important pour le processus de soudage. Après tout, les propriétés du soudage de l’aluminium sont loin d’être meilleures, il est donc nécessaire de choisir les conditions appropriées qui soient en mesure de satisfaire les exigences technologiques et d’assurer un cordon de soudure régulier et étanche de l’aluminium. Le problème principal de cette formation est le film d’oxyde, auquel la température élevée de soudage ne peut pas faire face, car il fond à 2200 degrés Celsius, et l’aluminium à 680. La polarité inverse du courant continu aide à le détruire grâce à la pulvérisation cathodique, qui fonctionne bien en combinaison avec des flux prétraitement.
Les avantages
- Lorsque vous utilisez un courant continu de polarité directe, vous obtenez un arc stable qui contribue à former un joint de haute qualité et homogène.
- Si le courant continu est utilisé pour le soudage de l'inverse de l'aluminium sur l'aluminium, il est alors prévu une pulvérisation cathodique qui détruit le film d'oxyde.
Inconvénients
- Nous devons choisir entre un arc stable ou la destruction des oxydes;
- Sans détruire le film d'oxyde, il est impossible d'obtenir un soudage de haute qualité car il recouvre le métal en fusion, l'empêchant de se connecter normalement;
- Il est difficile de choisir les paramètres de l'équipement pour souder une épaisseur de métal spécifique dans ce mode de fonctionnement.
Nuances en soudage CC
Avant de cuisiner l'aluminium, le soudage électrique nécessite tout d'abord de comprendre les paramètres de l'équipement. Les experts ne recommandent pas l'utilisation de courant continu de polarité directe, car ses inconvénients l'emportent sur ses avantages et que cela s'avère très problématique. Avec la polarité inversée, il est possible de surmonter l'un des principaux problèmes de soudabilité de l'aluminium, mais ce n'est pas le seul problème auquel il faut faire face.
Parmi les autres nuances de ce processus, il convient de citer la grande fluidité du métal à l'état fondu, qu'aucun courant d'aucune sorte ne peut aider, mais uniquement la compétence du soudeur. Vous devez également tenir compte de la susceptibilité accrue à la tension, ce qui implique de chauffer le métal et de sécher soigneusement les électrodes avant utilisation. Ici, il est nécessaire de prendre en compte la faible profondeur de soudure du métal, de sorte que lors du travail avec des pièces épaisses, un traitement supplémentaire des arêtes peut être nécessaire. En termes de préparation préliminaire, il existe également plusieurs nuances relatives au nettoyage de la surface avec des solvants et à des méthodes mécaniques simples, qui devraient améliorer la qualité de la connexion.

Soudure d'aluminium à l'argon
Matériaux et outils
- Une machine à souder sans laquelle le soudage électrique de l'aluminium par une électrode serait impossible. Il est sélectionné en fonction de la méthode, puisqu'il est encore possible d'utiliser du gaz;
- Matériau de remplissage, qui peut être soit fil de soudure;
- Une bouteille de gaz inerte si l'aluminium est utilisé pour souder de l'argon avec du courant continu.
- Flexibles fiables pour connecter le cylindre au brûleur;
- Le brûleur, conçu spécifiquement pour le soudage à l'arc sous argon;
- Réducteur pour changer la pression de gaz fournie par la bouteille;
- Manomètre pour surveiller le niveau de pression avec lequel travailler.
Sélection du matériel et de l'équipement
Le soudage électrique de l'aluminium sur un courant continu de polarité inverse peut être effectué par un procédé standard, en utilisant le soudage électrique conventionnel et des électrodes, ainsi qu'un appareil à arc à argon. La première option est plus simple et moins chère, tandis que la seconde est l’une des plus fiables, mais le coût du processus et sa complexité deviennent plus élevés. Par conséquent, le soudage électrique est utilisé pour une connexion ordinaire, alors que lorsque vous travaillez avec des structures et des pièces critiques, seule l'option TIG doit être utilisée. Dans tous les cas, lors du choix d’un appareil, vous devez faire attention à la largeur de sa gamme, ainsi qu’à la régularité des paramètres de réglage.
Avec la sélection des consommables, tout est plus simple, car le soudage électrique nécessite des électrodes spéciales conçues pour le métal pur ou son alliage spécifique, et pour le procédé à l'arc sous argon, un fil de soudure est requis, dont la composition coïncide aussi étroitement que possible avec la composition du métal ou de son alliage.
Pas à pas
Le soudage de l'aluminium avec du courant continu dans l'argon suggère les actions suivantes:
- Préparation du métal, comprenant le traitement des bords, le nettoyage mécanique et le traitement aux solvants, pouvant être de l'acétone ou un autre liquide similaire;
- Ensuite devrait être placé sur la surface du flux de soudage, ce qui permettra d'améliorer la connexion;
- Ensuite, vous pouvez commencer à configurer la technique, conformément au mode spécifié.
- Ensuite, la soudure elle-même est en cours, au cours de laquelle une couture doit être faite sur toute la surface des bords;
- Laisser refroidir le joint et vérifier sa qualité avec l’une des méthodes disponibles.
Le processus se déroule principalement dans la position la plus basse, car le métal se répand fortement à l'horizontale ou au plafond. "
Le tableau des modes de soudage de l'aluminium au courant continu
|
Type de pièce |
Epaisseur de la partie soudée, mm |
Électrode, mm |
Fil de soudure, mm |
Courant, A |
Consommation de gaz, l / min |
|
Lorsque les bords sont usinés |
1 |
45…50 |
4-5 |
||
|
Soudage bout à bout unilatéral sans traitement des bords |
1,5-2 |
1-2 |
55…75 |
5-6 |
|
|
Soudage bout à bout bilatéral sans traitement des bords |
3-4 |
3-4 |
120…180 |
7-8 |
Ingénierie de la sécurité
Le soudage électrique de l'aluminium à la maison et au travail exige le respect des règles de sécurité. Tout d’abord, il s’agit de l’utilisation de vêtements de protection et de moyens tels que. Les règles de sécurité électrique doivent être respectées au travail et à la maison. Les bouteilles de gaz doivent se trouver à au moins 5 mètres de la source d’incendie.




