Polarité directe ou inverse lors du soudage avec un onduleur. Quelle est la cause du choix de la polarité? L'effet de la polarité pendant le soudage.
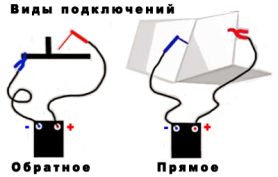
Le soudage des métaux en courant continu peut s'effectuer de deux manières: en polarité directe et en inverse. La polarité directe pendant le soudage se produit lorsque le signe moins est connecté à l’électrode, à l’ébauche métallique plus. En soudage à inversion de polarité, l'inverse est vrai, c'est-à-dire qu'un plus est raccordé à la tige, un moins au produit.
Lors du soudage avec un courant continu à la pointe de l'électrode, il se forme un point thermique présentant une température élevée. En fonction du pôle connecté à l’électrode, la température à son extrémité dépendra également du mode de soudage. Par exemple, s'il est connecté à un consommable plus, il se forme à son extrémité une tache d'anode dont la température est égale à 3900 ° C. Si un moins, il s'avère la tache de la cathode avec une température de 3200C. La différence est significative.
Transmission impulsion transmission impulsion transmission axiale avec court-circuit. Au cours des années 1970, avec le développement de l'électronique, un nouveau transfert d'impulsion métallique s'est opéré, basé sur une compréhension de la relation entre le débit d'alimentation du fil pour le soudage et la fréquence de sa fusion, ce qui a conduit au développement du contrôle synergique à un rouleau, qui est de plus en plus introduit métaux non ferreux. Le plus récent sources de soudure vous permettent de surveiller et de contrôler le courrier électronique.
Dougie en temps réel. Arcs de différents fabricants de ces appareils. Chaque fabricant utilise des noms commerciaux différents pour ces applications, mais la nature physique de ces processus est toujours la même: comprendre et comprendre les processus de transfert du métal fondu et leur gestion, ainsi que l’illustration suivante des types de transfert de métal fondu et de leur utilisabilité en fonction de l’épaisseur de la soudure. Cela apporte des avantages aux applications sensibles à la taille de l'apport de chaleur, par exemple, le soudage d'aciers inoxydables, le soudage avec la nécessité de minimiser le mélange, le soudage de l'aluminium et de ses alliages à l'épaisseur.
Qu'est-ce que ça donne
- Lors du soudage avec une polarité de courant continu, la charge de température principale tombe sur la billette métallique. Autrement dit, il se réchauffe plus fort, ce qui vous permet d’approfondir la racine joint de soudure.
- Lors du soudage avec un courant de polarité inversé, la température de concentration se situe à la pointe de l'électrode. C'est-à-dire que le métal de base chauffe moins. Par conséquent, ce mode est principalement utilisé lors de la jonction d'ébauches de faible épaisseur.
Il est nécessaire d'ajouter que le mode de polarité inverse est également utilisé lors de l'assemblage d'aciers à haute teneur en carbone et alliés, acier inoxydable. C'est-à-dire les types de métaux sensibles à la surchauffe.
Environ 5 mm, soudage des aciers à haute résistance, soudage des alliages à base de nickel, etc. Un autre avantage est la possibilité de mieux contrôler le bain de fusion par rapport à la douche, mais également un court-circuit, ce qui permet de souder par endroits en utilisant les avantages typiques d'une douche.
En ce qui concerne la réduction du transfert de chaleur, ce processus est sensible à la formation de fragments ou de porosité. Par conséquent, l'utilisation de la transmission pulsée du métal fondu doit être accompagnée d'une prudence accrue lors de la mise en production. Sinon, ces sources modernes sont de plus en plus utilisées pour des applications où les résultats obtenus en termes de qualité de soudage et de productivité ne sont pas atteints avec une source de dérivation conventionnelle pour courts-circuits ou en cas de tempête.
Attention! Puisque la température sur le point d'anode et de cathode est différente, alors de la connexion correcte machine à souder dépendra du débit de l'électrode. C'est-à-dire que l'inversion de polarité lors du soudage avec un inverseur constitue un dépassement des électrodes.
Lors du soudage à courant continu, il est nécessaire de veiller à ce que le métal des pièces soit bien chauffé, presque à l’état de celui en fusion. C'est-à-dire qu'un pool de soudure devrait être formé. C'est la polarité directe et inverse du mode de soudage qui affecte la qualité du bain.
C’est quelque chose qui était autrefois courant dans une organisation de production, c’est-à-dire la nécessité d’acquérir de nouvelles technologies, d’acquérir notre propre savoir-faire et d’appliquer des connaissances spécifiques, mais cela nous mènera à des domaines récemment découverts, tels que la gestion des connaissances ou encore mieux. , maintenir et développer la base de connaissances de l’organisation. Le niveau de connaissance ne correspond pas nécessairement au volume de données en cours de traitement, mais conduit au contraire, conformément aux tendances actuelles, à la dégradation de la connaissance, comme dans le cas de l'enseignement tchèque.
- Si l'intensité du courant est élevée, ce qui signifie que la température de chauffage sera également élevée, le métal sera chauffé à un état tel que l'arc électrique le repoussera simplement. Il n'est pas nécessaire de parler de tout lien ici.
- Si, au contraire, le courant est trop faible, le métal ne sera pas chauffé à l'état requis. Et c'est aussi un inconvénient.
Avec une polarité directe à l'intérieur de la baignoire, il sera créé un environnement permettant de guider facilement l'électrode. Il se propage, de sorte qu'un mouvement de la tige crée l'orientation de la soudure. Dans le même temps, la profondeur de soudage est facilement contrôlée.
Au cours des dix dernières années, la gestion des connaissances est devenue une nouvelle période, mais elle repose sur ce que les générations précédentes savaient du transfert de connaissances et de connaissances. Dans le domaine de la technologie, on peut appeler cela "la bonne pratique d'ingénierie ou technique". Ensuite, le contenu matériel des bonnes pratiques d'ingénierie dépend des pratiques pertinentes.
Même de vraies normes techniques peuvent être trouvées même dans des domaines tels que les bonnes pratiques d'ingénierie. De nouvelles sources et processus contrôlés par ordinateur entraînent une réduction significative des besoins en soudage. Enfin et surtout, ces sources modernes sont utilisées dans les écoles de soudage car, contrairement aux générations précédentes, nous pouvons trouver des candidats qui doivent réussir l'examen, quelles que soient leurs capacités réelles, ce qui est encore plus exigeant pour les sources classiques du secteur. comme en termes de SPA en termes de source.
En passant, la vitesse de déplacement de l'électrode affecte directement la qualité du résultat final. Plus la vitesse est élevée, moins la chaleur pénètre dans la zone de soudage, moins le métal de base des ébauches devient chaud. La diminution de la vitesse augmente la température à l'intérieur du bain de soudure. C'est-à-dire que le métal est bien chauffé. Par conséquent, les soudeurs expérimentés mettent plus de courant sur l'onduleur. Mais la qualité de la soudure est contrôlée précisément par la vitesse de déplacement de l'électrode.
Les soudeurs hautement qualifiés et qualifiés et les technologies de pointe ne recevront pas, après avoir réussi les cours pertinents, et des activités pratiques et éducatives systématiques dans ces domaines et conservant l'expérience acquise dans l'organisation. Dans le même temps, cependant, la littérature professionnelle et savoir comment ajuster les paramètres et les utiliser pour l’application correspondante sont presque inaccessibles. En pratique, la plupart des ingénieurs de procédés et des soudeurs préfèrent éviter ces processus. Sans enregistrement réel de la forme des impulsions sur un oscilloscope, il est impossible de contrôler le soudage par impulsions dans la pratique technique et d'estimer la charge thermique, qui est l'une des valeurs de base du contrôle.
En ce qui concerne les électrodes elles-mêmes, le choix de la polarité est dû au matériau qui le compose ou au type de revêtement. Par exemple, l'utilisation de la polarité inversée dans le soudage en courant continu, qui utilise une électrode en carbone, entraîne la consommation rapide de tiges soudées. Parce qu'à haute température, l'électrode de carbone commence à se décomposer. Par conséquent, cette vue est utilisée uniquement en mode de polarité directe. Au contraire, une tige de métal propre et non enduite remplit bien le cordon de soudure avec une polarité inversée.
Par la suite, ce procédé a été étendu au soudage des aciers inoxydables, du nickel, du cuivre, du laiton, du bronze, du titane, du zirconium et des alliages métalliques, qui à cette époque étaient peu soudés ou non chauffés. Ce processus a connu un développement important dans les années 50 et 60 en raison du développement rapide des industries nucléaire, aéronautique et militaire. À l'origine, il était utilisé comme gaz hydrogène avant la Seconde Guerre mondiale. Le nom du procédé de soudage était à l'origine «hydrogène atomique».
Cependant, les alliages de magnésium étant facilement inflammables, le soudage à l'hydrogène atomique est dangereux et applicable. À l’origine, il s’agissait de la mise au point de brûleurs refroidis à l’eau, car l’utilisation d’un câblage avec un pôle entre les électrodes entraînait une surchauffe importante et des charges thermiques sur le brûleur. La méthode était destinée aux alliages de magnésium avec une atmosphère protectrice d’hélium. En outre, l'image d'une buse de brûleur d'un brevet moderne, qui ne permet clairement pas une protection adéquate du gaz et de son écoulement laminaire.
La profondeur et la largeur de la soudure dépendent également du mode utilisé. Plus le courant est élevé, plus la pénétration est grande. C'est-à-dire que la profondeur de la soudure augmente. Tout repose sur l'apport de chaleur sur l'arc. En fait, il s’agit de la quantité d’énergie thermique passant par une unité de longueur de la soudure. Mais il est impossible d'augmenter le courant à l'infini, même quelle que soit l'épaisseur des billettes en métal soudé. Parce que l'énergie thermique crée une pression sur le métal en fusion, ce qui provoque son déplacement. Le résultat final de cette soudure électrique à fort courant est la combustion du bain de soudure. Si nous parlons de l’influence de la polarité directe et inversée lors du soudage avec un onduleur, le mode de polarité inverse permet une plus grande profondeur de fusion.
Ce problème a ensuite été résolu par Linda. Figure: Ascenseur des brevets de l’avion Russell Meredith Northrop - Configuration générale du procédé de soudage. Figure: Avion Russell Meredith Northrop Patent Elevator - partie de la torche de soudage. Figure Un fait intéressant est qu’à ce stade, l’implication est utilisée au niveau du pôle avec une électrode en tungstène non consommable. La connaissance que nous avons aujourd'hui de l'influence de la participation de la polarité et de l'effet des gaz protecteurs était alors inconnue. Ce composé entraîne une surchauffe extrême du brûleur et conduit au développement intensif de brûleurs refroidis à l'eau.
Quelques particularités du soudage à polarité directe
Qu'est-ce que la polarité directe est définie. Certaines qualités sont indiquées. des soudures lors de la réalisation du processus de connexion en mode de polarité directe. Mais il y avait des points subtils.
- Dans le bain de soudure, le métal provenant d'électrodes ou de matériaux de remplissage est transféré par grosses gouttes. Ceci est, premièrement, un grand spray métallique. Deuxièmement, l'augmentation du coefficient de pénétration.
- Dans ce mode, l’arc électrique est instable.
- D'une part, il y a diminution de la profondeur de pénétration, au contraire, diminution de l'incorporation de carbone dans la masse du métal de la pièce.
- Bon chauffage du métal.
- Un chauffage plus petit de la tige d'électrode ou du fil de remplissage, ce qui permet à la soudeuse d'utiliser des courants de valeur supérieure.
- Avec certains matériaux de soudage, on observe une augmentation du taux de dépôt. Par exemple, lors de l'utilisation d'électrodes de fusion dans des gaz inertes et certains gaz actifs. Ou lorsque vous utilisez des matériaux de remplissage appliqués sous certains types de fondants, par exemple la nuance OSTC-45.
- Par ailleurs, la polarité directe affecte également la composition du matériau présent dans le joint entre deux flans métalliques. En général, le carbone est pratiquement absent du métal, mais le silicium et le manganèse sont présents en grande quantité.
Caractéristiques du soudage à polarité inversée
Le soudage de pièces minces est un processus de plus en plus difficile, car il existe toujours un risque de brûlure. Par conséquent, ils sont connectés au mode de polarité inverse. Mais il existe d'autres méthodes pour réduire le danger.
Plus tard, il a été transféré sur les électrodes de montage au pôle - et le XXe siècle a également été utilisé pour le premier processus à impulsions, les deux types de composés utilisés pour la plupart des métaux aujourd'hui. Au cours des dernières décennies, ce processus a vu la poursuite du développement de processus automatisés utilisant principalement le mode pulsé et l’insertion automatique de fil froid ou chaud. Le processus se déroulait donc dans la seconde moitié du siècle.
Dans ce schéma, le fil à souder est alimenté par l’alimentateur de bobines alors qu’il est connecté à une source d’alimentation séparée, fournissant la valeur du courant juste avant où le courant provoque la fusion du fil. Le processus d'alimentation du fil chaud en tant qu'effet secondaire provoque un très faible niveau d'hydrogène dans le métal soudé.
- Réduisez le potentiel de courant pour réduire la température sur la pièce.
- Le soudage c'est mieux suture intermittente. Par exemple, faites une petite section au début, puis déplacez-vous vers le centre, puis commencez à vous amarrer du côté opposé, puis commencez à cuire les sections intermédiaires. En général, le schéma peut être modifié. De cette façon, il est possible d'éviter le flambement du métal, en particulier si la longueur du joint est supérieure à 20 cm.Plus les sections soudées sont nombreuses, plus chaque section est courte, plus le pourcentage de flambement du métal est faible.
- Des flans métalliques très minces sont soudés avec une interruption périodique de l'arc électrique. En d’autres termes, l’électrode est extraite de la zone de soudure, puis immédiatement rallumée et le processus se poursuit.
- Si un soudage par chevauchement est effectué, les deux ébauches doivent être pressées hermétiquement l'une contre l'autre. Un petit intervalle d'air conduit à l'épuisement de la partie supérieure. Pour créer un ajustement serré, vous devez utiliser des pinces ou une charge.
- Lors de la jonction des flans, il est préférable de minimiser l’écart entre les pièces et, idéalement, de ne laisser aucun espace.
- Pour souder des pièces très minces avec des bords inégaux, il est nécessaire de placer un matériau sous le joint qui absorberait bien la chaleur du processus. Habituellement, une plaque de cuivre est utilisée pour cela. Can et acier. Dans ce cas, plus l'épaisseur de la couche auxiliaire est grande, mieux c'est.
- Il est possible d’évaser les arêtes des produits à souder. Angle de flanging - 180 °.
Le soudage à l'arc électrique peut être effectué avec un équipement produisant du courant continu ou alternatif. Si le travail sur le courant alternatif n’a aucune nuance dans la question du bon raccordement de la masse et du porte-électrode, alors, lors du soudage, courant continu polarité électrodes de soudure est d'une grande importance.
Cette solution offre à diverses entreprises leurs brûleurs modernes, dans le cadre de l'amélioration continue de l'ergonomie des brûleurs et pour «améliorer» leurs produits. Le procédé peut être utilisé sans ajouter de charge de soudure ni ajouter une quantité supplémentaire de fil de charge au point de fusion du matériau de base, généralement sous forme de fil coupé ou de bobines de fil enroulées dans le cas du soudage automatique. Dans le cas du soudage automatique, une alimentation automatique peut encore être distinguée. fil de soudure froid ou chaud.
Concepts généraux
En fonction du pôle de la machine à souder connecté au support, le type et les caractéristiques du mode de soudage sont déterminés:
- Le soudage en polarité droite implique de connecter le pôle positif à la pièce à assembler (masse) et négatif au porte-électrode.
- Pour effectuer un travail en inversion de polarité, les pôles sont inversés (plus le support, moins la masse).
Bien que la polarité des électrodes soit appliquée, le soudage CC présente des caractéristiques communes par rapport à l'application de la tension alternative:
L'administration du fil chaud est que le fil est connecté à la source "auxiliaire" courant de soudageaugmenter la puissance de soudage. Actuellement, nous avons développé et appliqué des processus automatiques utilisant des vitesses d'alimentation de fil de soudage pulsées.
L'électrode de protection de l'atmosphère et le bain de soudure de l'atmosphère sont gaz inerte - généralement de l'argon ou de l'hélium ou leur mélange. En particulier pour le soudage de métaux avec une réactivité élevée à l'atmosphère environnante, il est nécessaire d'utiliser un gaz inerte qui protège suffisamment le bain de soudure de l'oxygène de l'air. Le procédé convient aux matériaux minces d'environ 1 mm à l'épaisseur. De 3, 5 à 5, 0 mm.
Soudage en polarité droite
Avec cette méthode de connexion des électrodes, la pièce est soumise à un échauffement plus important, et non l’électrode.. Ce mode est caractérisé par le dégagement d'une quantité de chaleur beaucoup plus grande.
La principale caractéristique de ce processus est la qualité des soudures, l'absence de laitier et la protection très efficace du bain de soudure et des zones adjacentes du matériau de base. gaz protecteur, excellente capacité à contrôler le bain de soudure et l’ensemble du processus fond dans le processus de soudage manuel. La méthode est applicable à tous les postes de production et d’assemblage.
Le joint de soudure et la racine du joint ont une précision géométrique élevée et l'uniformité des dessins, le standard est atteint joints soudés surface de haute qualité, de haute qualité, sans défauts affectant la résistance et la résistance à la fatigue.
Par conséquent, le soudage à polarité directe est recommandé pour les opérations suivantes:
- Couper du métal avec n'importe quel type d'électrodes.
- Ébauches de soudure d'épaisseur considérable.
- Travailler avec des métaux ayant un point de fusion plus élevé.
Dans ces cas, il est nécessaire de chauffer les pièces à des températures plus élevées et, pour effectuer ces travaux, une dissipation thermique importante est nécessaire.
La baisse des exigences de productivité et de qualification des soudeurs est un inconvénient du processus. Ceci élimine l’effort de nettoyage de la surface du laitier de soudure, juste une brosse. Dans le cas de matériaux résistant à la corrosion, il est réalisé en passivant la surface. Le procédé est universellement applicable aux métaux les plus fréquemment soudés.
Le procédé est utilisé de préférence pour souder des matériaux difficiles à souder, tels que, par exemple, l'aluminium et ses alliages, le magnésium et ses alliages, le cuivre, le titane, etc. En outre, le procédé est utilisé pour les racines des appareils à pression soudés et des tubes en acier, acier inoxydable et acier inoxydable, titane et ses alliages. Lorsqu'il est utilisé pour le soudage de l'acier à faible teneur en carbone, il est un processus susceptible de former des pores et nécessite une préparation minutieuse du bord de la soudure, des paramètres de soudage et une protection adéquate - adapté aux soudures à la racine exigeantes, formant un gaz de protection.
Soudure à polarité inverse
 Dans ce cas, l'électrode est soumise à plus de chauffage, de sorte que moins de chaleur est transférée à la pièce.
Dans ce cas, l'électrode est soumise à plus de chauffage, de sorte que moins de chaleur est transférée à la pièce.
Les soudures à haute résistance et résistance à la corrosion ont fourni la technologie appropriée et le choix de matériaux de soudage supplémentaires. Un autre domaine d'application est la possibilité de souder des matériaux différents - revêtement de cuivre et de ses alliages, acier, aciers à revêtement de nickel, aciers à outils et soudage, tels que le revêtement de cobalt.
Lorsqu'un changement de tension entraîne un léger changement de courant. Ce sont des sources d'énergie conçues pour le soudage avec des électrodes à tige. Facilité d'utilisation des sources d'énergie d'allumage. arc utilisant un contact mécanique électrode de tungstène toucher le matériau principal.
De ce fait, les électrodes à polarité inverse permettent de travailler dans un mode plus doux (délicat).
Ceci est pertinent dans de nombreux cas, par exemple, le soudage de tôles d'acier inoxydable ou de tôles minces, des alliages sensibles à la chaleur.
Une telle connexion est également utilisée pour le travail dans l'environnement de gaz de protection ou de flux immergés.
Détermination de la polarité requise
Il y a beaucoup de controverse sur la façon de déterminer la polarité des électrodes pendant le soudage, chaque côté donnant les arguments corrects, apparemment. Les opposants à la version ci-dessus se réfèrent aux manuels de technologie. production de soudure, publié au milieu du siècle dernier, considérant que les informations qui y sont spécifiées sont les plus correctes.
Mais il convient de noter que depuis lors, il y a eu une amélioration significative. équipement de soudage et consommables. Par conséquent, basé sur les recommandations pour les technologies obsolètes, n'en vaut toujours pas la peine. Le plus correct est le choix de la polarité décrit ci-dessus.
Il existe un autre groupe de soudeurs qui croient que tout travail est préférable (ou plutôt, plus pratique) d’exécuter exclusivement en polarité inverse. Cela est dû principalement au fait que dans ce mode, les électrodes collent moins et qu’il n’ya aucun risque de brûlure. Mais l’apparition de la technologie de soudage à l’onduleur a résolu ce problème.
Il convient de prêter attention au type d'électrodes. Certaines marques ne peuvent être utilisées qu'en polarité directe ou inversée. Le non-respect des recommandations du fabricant peut non seulement compliquer le processus de soudage, mais aussi le rendre impossible en principe.
À ce jour, les fabricants proposent déjà des électrodes pouvant fonctionner à n'importe quelle tension et polarité différente.
Le choix correct de la polarité de la connexion des électrodes contribue à simplifier le processus de soudage et à améliorer la qualité du cordon.




