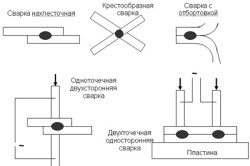
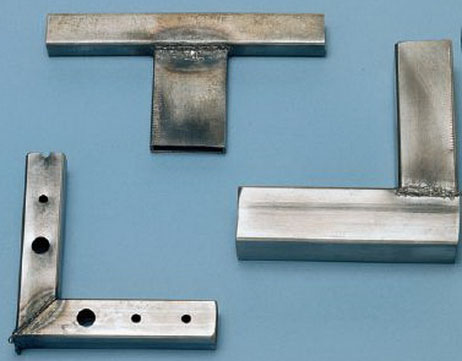
Couper les soudures. Quelles sont les soudures
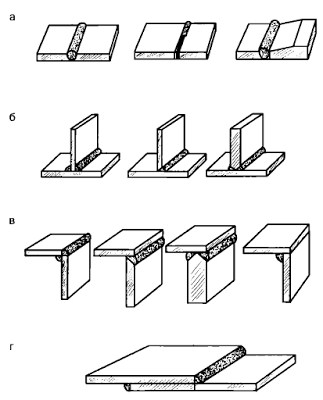
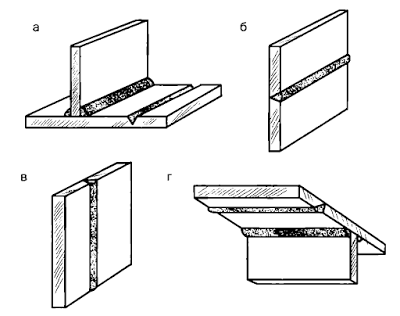
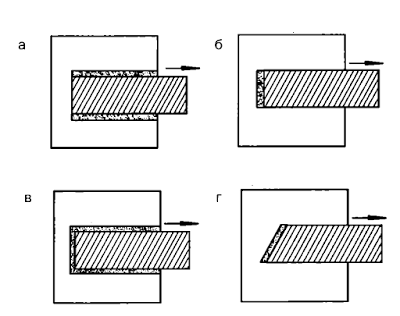
La connexion soudée est appelée l'ensemble des pièces reliées par une soudure. En soudage à l'arc, les types de joints suivants sont utilisés: bout à bout, chevauchement, en forme de T et coudé; dans un certain nombre de cas, des joints fendus et bout à bout sont utilisés avec des revêtements et des rivets électriques (Fig. 56).
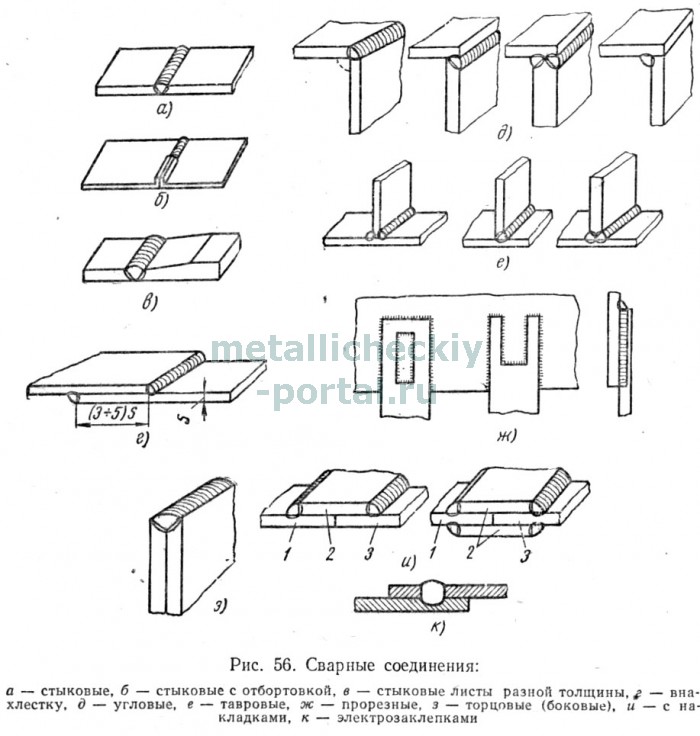
Joints fesses. Les joints bout à bout (Fig. 56, a) sont les plus courants, car ils produisent les plus petites contraintes et déformations intrinsèques au cours du soudage, ainsi qu'une résistance élevée sous des charges statiques et dynamiques. Ils sont utilisés dans les constructions en tôle et lors de l'assemblage d'angles, de canaux, de poutres en I et de tuyaux. Les joints bout à bout nécessitent la plus faible consommation de métal de base et de soudure. Lorsque les joints bout à bout nécessitent une préparation minutieuse des feuilles pour le soudage et les ajustent assez précisément les uns aux autres.
Les tôles épaisses de 1 à 3 mm peuvent être soudées bout à bout, évasées, sans espace et sans métal d'apport (Fig. 56, b).
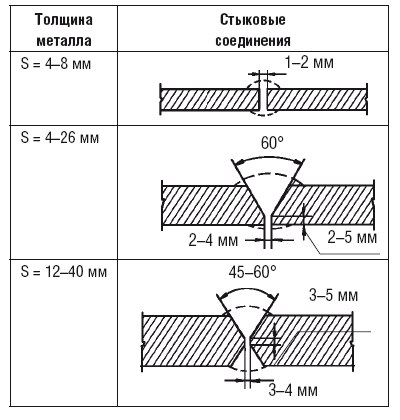
Lors du soudage à l'arc manuel de tôles d'acier d'une épaisseur de 3 à 8 mm, les bords sont coupés à angle droit par rapport à la surface et les tôles sont placées avec un intervalle de 0,5 à 2 mm.
Sans bords biseautés, vous pouvez souder des tôles jusqu'à 6 mm avec une face et jusqu'à 8 mm avec une soudure sur deux faces.
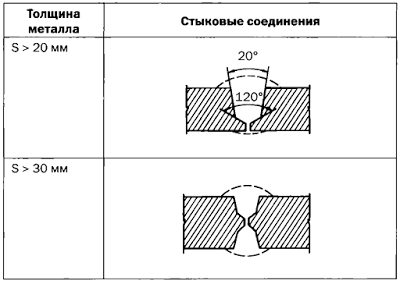
Les tôles d'épaisseur comprise entre 3 et 26 mm pour le soudage à l'arc manuel sont soudées bout à bout avec un biseau unilatéral d'un ou deux bords. Ce type de préparation des arêtes est appelé en forme de V. Les tôles épaisses de 12 à 40 mm sont soudées avec un chanfrein à deux côtés, appelé en forme de X, avec un biseau des deux bords et en forme de K avec un chanfrein d'un bord.
Les bords sont émoussés afin d’empêcher le métal de couler pendant le soudage (brûlure). L'espace entre les bords est laissé pour faciliter la pénétration de la racine du joint (parties inférieures des bords). Le maintien de la même largeur de l’espace sur toute la longueur du joint est primordial pour la qualité du soudage, c’est-à-dire le respect du parallélisme des arêtes.
Le biseau bilatéral (en forme de X) présente des avantages par rapport à un côté (en forme de V), comme avec la même épaisseur
Le volume des feuilles du métal fondu sera presque deux fois inférieur à celui des bords biseautés unilatéraux. En conséquence, la consommation d'électrodes et d'énergie électrique pendant le soudage diminuera. De plus, avec des bords de biseau à deux côtés, il se produit moins de distorsions et de contraintes résiduelles qu'avec un seul côté. Par
Le volume des feuilles du métal fondu sera presque deux fois inférieur à celui des bords biseautés unilatéraux. En conséquence, la consommation d'électrodes et d'énergie électrique pendant le soudage diminuera. De plus, avec des bords de biseau à deux côtés, il se produit moins de distorsions et de contraintes résiduelles qu'avec un seul côté. Par conséquent, les tôles d'épaisseur supérieure à 12 mm doivent être soudées avec un chanfrein en forme de X en biseau. Toutefois, cela n’est pas toujours réalisable en raison de la conception et de la taille du produit.
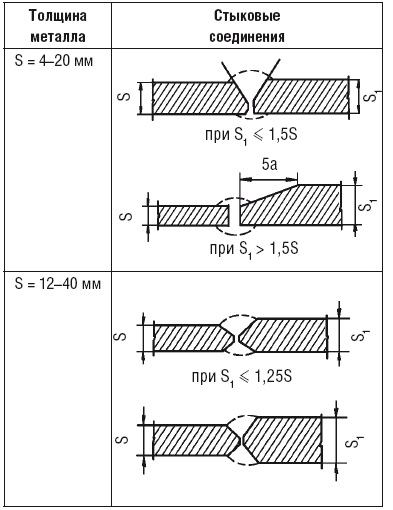
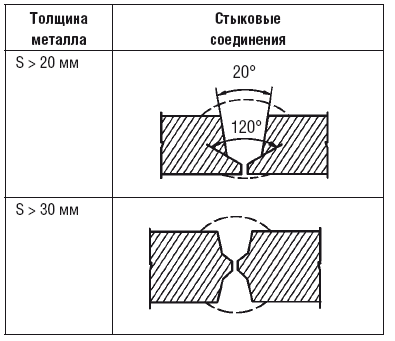
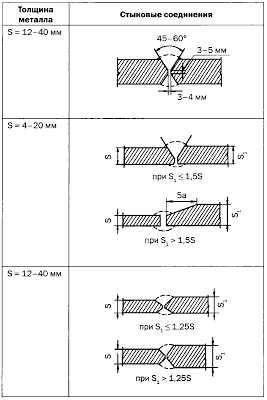
Dans le soudage manuel à l’arc d’acier d’une épaisseur de 20 à 60 mm, on utilise également un chanfrein en forme de U incurvé, à un ou deux bords, afin de réduire le volume du métal soudé, ce qui augmente les performances de soudage et économise les électrodes. Lors du soudage bout à bout de tôles d'épaisseur inégale, la tôle la plus épaisse est coupée davantage (Fig. 56, c).
Joints de recouvrement. Les joints à recouvrement (Fig. 56, d) sont principalement utilisés pour le soudage à l'arc de structures de bâtiment en acier d'une épaisseur ne dépassant pas 10-12 mm. Dans certains cas, ils sont utilisés pour souder des tôles d'épaisseur supérieure à 20-25 mm. Les joints de chevauchement ne nécessitent pas de traitement spécial des bords, sauf pour le rognage. Dans de tels assemblages, il est recommandé de souder les tôles des deux côtés chaque fois que cela est possible, car lors de la soudure unilatérale, de l’humidité peut pénétrer dans l’espace entre les tôles et provoquer une rouille ultérieure du métal dans le joint soudé.
L'assemblage du produit et la préparation des tôles pour le soudage par recouvrement sont simplifiés, mais la consommation du support et du métal fondu est plus importante que pour le soudage bout à bout. Les joints à recouvrement sont moins durables avec des charges variables et des chocs que les joints bout à bout. Pour le soudage électrique par contact au rouleau et par points, les joints à recouvrement sont principalement utilisés.
Joints de coin. De telles connexions (Fig. 56, e) sont utilisées pour le soudage le long de bords situés à angle droit ou sous un autre angle. Utilisé, par exemple, lors du soudage de réservoirs, réservoirs, navires, brides de canalisations et autres produits fonctionnant sous basse pression (inférieure à 0,7 kgf / cm 2), objectif non responsable. Parfois, les joints de coin sont également bouillis à l'intérieur. Pour les métaux de 1 à 3 mm d'épaisseur, vous pouvez utiliser des joints d'angle avec rebord et soudure sans métal d'apport.
Connexions de marque. Les joints en forme de T (Fig. 56, e) sont largement utilisés pour le soudage à l'arc de poutres, colonnes, bâtis, structures en treillis et autres structures de bâtiment. Réalisé sans biseau et avec bords biseautés d'un ou deux côtés. La feuille verticale devrait avoir un bord assez uniforme. Avec un biseau à un côté et à deux côtés, le bord entre les feuilles verticales et horizontales laisse un espace pour une meilleure pénétration de la feuille verticale dans toute l'épaisseur. Un biseau unilatéral est nécessaire si la conception du produit ne permet pas le soudage du joint en T des deux côtés. Dans les joints sans biseau des bords, une soudure incomplète est possible à la base du joint, ce qui peut provoquer un effondrement sous l'effet de vibrations et de chocs. Les joints en T avec des bords en biseau fournissent la résistance nécessaire pour tous les types de charges.
Connexions vissées. Ces composés (Fig. 56, g) sont utilisés lorsque la longueur du joint de chevauchement normal ne fournit pas une résistance suffisante. Les joints fendus sont fermés ou ouverts. La coupe peut être faite par coupure à l'oxygène, à l'arc ou à plasma.
Connexions face ou côté. Ces composés sont illustrés à la Fig. 53, g. Les feuilles sont soudées aux extrémités adjacentes.
Connexions avec des garnitures (Fig. 56, et). La plaque 2, chevauchant la jonction des feuilles 1 et 3, est soudée le long des bords latéraux à la surface des feuilles. Ces composés nécessitent une consommation supplémentaire de métal sur la doublure et ne sont donc utilisés que dans les cas où ils ne peuvent pas être remplacés par des joints bout à bout ou à recouvrement.
Connexions par rivets électriques. Avec l’aide d’électro-aveugles, des joints durables mais non étroits sont obtenus (Fig. 56, j). La feuille supérieure est perforée ou percée et le trou est brassé de manière à ce que la feuille inférieure soit capturée. Lorsque l'épaisseur de la feuille supérieure atteint 3 mm, elle n'est pas pré-percée, mais elle est fondue par un arc lors du soudage du rivet. Les coutures électriques sont utilisées dans les joints de tour et en té.
Les composés décrits sont typiques pour le soudage à l'arc sur runes d'acier. Dans le soudage au gaz, le soudage à l'arc sous flux, le soudage de métaux non ferreux à bas point de fusion et dans d'autres cas, la forme des arêtes peut être différente. Des détails à ce sujet sont donnés dans les chapitres suivants pour décrire ces méthodes de soudage.
Formes de préparation et angles de biseau, jeux et tolérances pour les coutures joints soudés Le soudage à l'arc manuel régule le GOST 5264-69.
Types de points de suture. Il y a les types de soudures suivants:
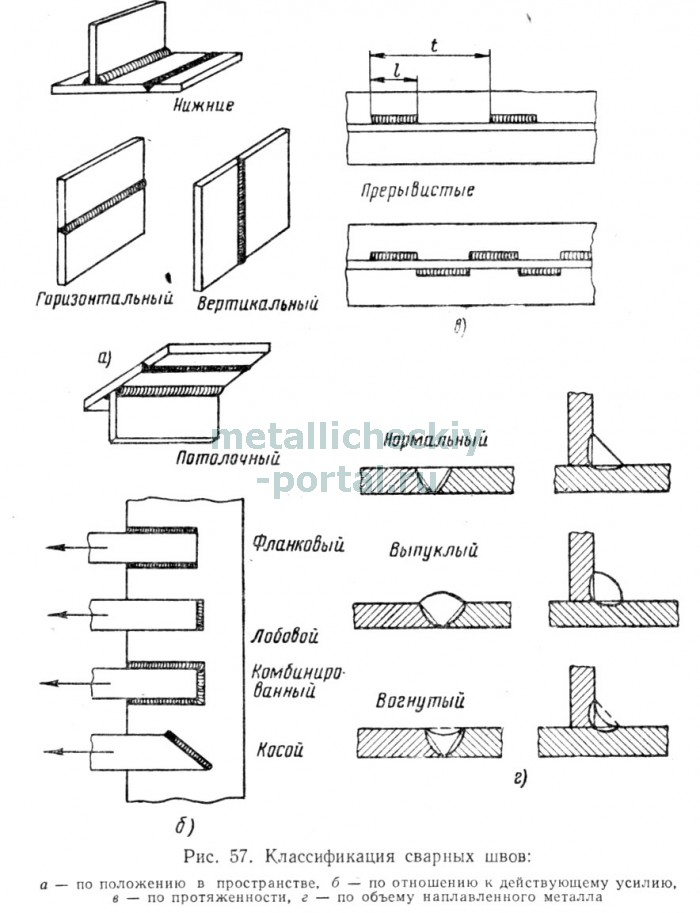
1. Par position dans l'espace - inférieur, horizontal, vertical et plafond (Fig. 57, a). Le plus simple à réaliser est la couture inférieure, la plus longue - le plafond. Les joints de plafond peuvent être réalisés par des soudeurs spécialement formés à ce type de soudage. Il est plus difficile d'effectuer le soudage à l'arc au plafond que le soudage au gaz. Le soudage de joints horizontaux et verticaux sur une surface verticale est un peu plus compliqué que le soudage de joints bas.
2. Par rapport aux efforts actuels - à brides, frontales, combinées et obliques (Fig. 57, b).
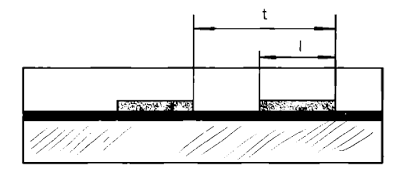
3. Sur toute la longueur - continue et intermittente (Fig. 57, c). Les coutures intermittentes sont utilisées dans les cas où la connexion ne doit pas être serrée et, par le calcul de la résistance, ne nécessite pas de couture solide.
La longueur des différentes sections de la soudure interrompue (l) est comprise entre 50 et 150 mm; la distance entre les sections de couture est généralement de 1,5 à 2,5 fois la longueur de la section; la valeur de t s'appelle l'étape de couture. Les joints intermittents sont très largement utilisés car ils permettent de réaliser des économies de métal, de gagner du temps et de réduire les coûts de soudage.
4. En termes de quantité de métal de soudure ou de degré de convexité, normal, convexe et concave (Fig. 57, d). La convexité du joint dépend du type d'électrodes utilisées: lors du soudage avec des électrodes à revêtement mince, des joints avec un grand convexe sont obtenus. Lors du soudage avec des électrodes à revêtement épais, en raison de la plus grande fluidité du métal en fusion, des joints normaux sont généralement obtenus.
Les joints avec un renflement important ne confèrent pas la résistance d'un joint soudé, en particulier s'il est soumis à des variations de la fluidité du métal en fusion et que des joints normaux sont généralement obtenus.
Les gros joints de renflement ne confèrent pas la résistance d'un joint soudé, surtout s'il est soumis à des charges et à des vibrations variables. Cela s'explique par le fait qu'il est impossible d'obtenir une transition en douceur du rouleau au métal de base dans les joints à fort renflement. À cet endroit, il se forme une sorte de "dépouille" du bord, où se produit la concentration de contraintes. Sous l'action de charges de choc ou de vibration variables, la destruction du joint soudé peut commencer à partir de ce point. Les coutures avec une convexité importante ne sont pas économiques, car elles consomment plus d’électrodes, de temps et d’électricité.
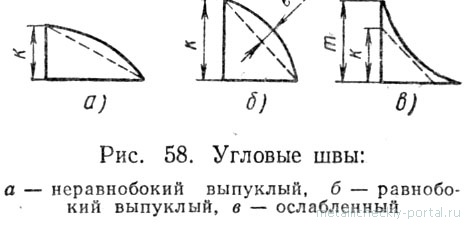
5. Par type de connexion - bout et coin. Les coutures de coin sont utilisées pour réaliser des joints qui se chevauchent, en forme de T, coudés, avec des superpositions, fendus, face. Le côté de la couture d'angle (Fig. 58) s'appelle la jambe.
Lors de la détermination de la jambe aux coutures illustrées à la fig. 58, a, la jambe la plus petite du triangle inscrit dans la section transversale est adoptée; dans les coutures montrées à la fig. 58, b et c, la jambe du triangle isocèle inscrit est prise.
Le GOST 5264-80 permet un gonflement du joint e: dans la position inférieure du soudage, jusqu'à 2 mm, avec une position différente du soudage, jusqu'à 3 mm. L'incrément de la jambe (m - k) à n'importe quelle position de la couture est autorisé jusqu'à 3 mm.
Administration Évaluation générale de l'article: Publié le: 2011.06.01
Soudures et joints
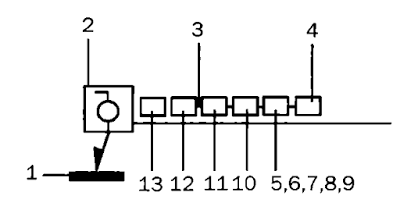
Le joint permanent qui a été fait par soudage est appelé soudé. Il se compose de plusieurs zones (Fig. 77):
Couture de soudure;
La fusion;
Fig. 77. Zones du joint soudé: 1 - soudure; 2 - fusion; 3 - effets thermiques; 4 - métal de base
Effets thermiques;
Métal de base.
La longueur des joints soudés sont:
Court (250–300 mm);
Moyen (300 à 1000 mm);
Longue (plus de 1000 mm). En fonction de la longueur de la soudure, choisissez la méthode de sa mise en œuvre. Avec des articulations courtes, la suture est effectuée dans une direction du début à la fin; les sections médianes sont caractérisées par le chevauchement de la couture avec des sections séparées, et sa longueur doit être telle qu'un nombre entier d'électrodes (deux, trois) suffit à la compléter; les joints longs sont soudés par la méthode des étapes inverses mentionnée ci-dessus.
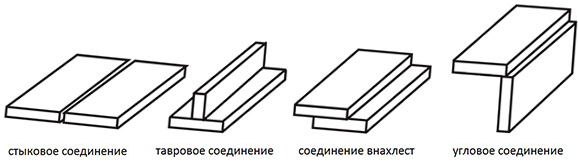
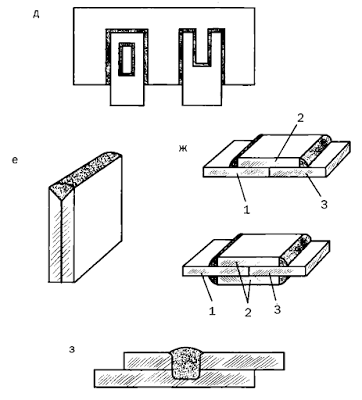
Les types de joints soudés (Fig. 78) sont divisés en:
1. Butt. Ce sont les composés les plus courants pour diverses méthodes de soudage. Ils sont préférés car ils se caractérisent par les contraintes et contraintes intrinsèques les plus faibles. En règle générale, les joints bout à bout sont des structures en tôle soudées.
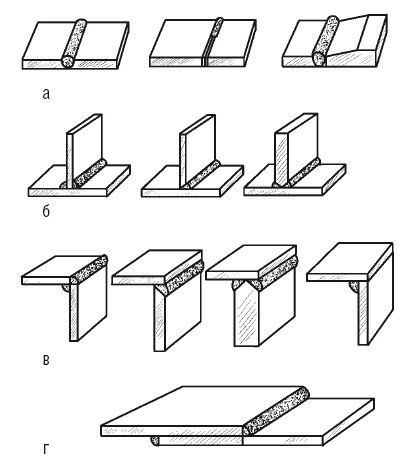
Fig. 78. Types de joints soudés: a - bout à bout; b - tavrovye; en - angulaire; r - qui se chevauchent
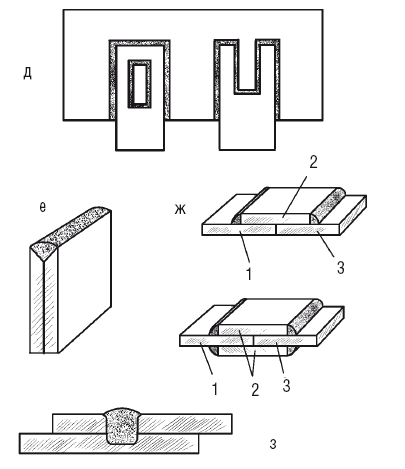
Fig. 78 (fin). d - fendue; e-end; W - avec des superpositions; 1-3 - le métal de base; 2 - superposition: 3 - rivets électriques; h - avec rivets électriques
Les principaux avantages de ce composé, qui peuvent être calculés sur les conditions de préparation minutieuse et d'ajustage des arêtes (en raison de l'affaiblissement de ces derniers, empêchent le brûlage et l'écoulement du métal pendant le processus de soudage, et le respect de leur parallélisme permet d'obtenir un joint uniforme de haute qualité):
Consommation minimale de métal de base et de soudure;
Le temps le plus court requis pour le soudage;
La connexion établie ne peut, de par sa résistance, être inférieure au métal de base.
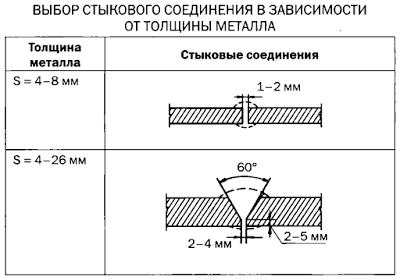
En fonction de l'épaisseur du métal, les arêtes lors du soudage à l'arc peuvent être coupées sous différents angles par rapport à la surface:
À angle droit, si les tôles d'acier ont une épaisseur de 4 à 8 mm. En même temps, laissez un espace de 1 à 2 mm entre eux, ce qui facilite l’ébullition des parties inférieures des bords;
À angle droit, si le métal est combiné à une épaisseur allant jusqu'à 3 et jusqu'à 8 mm avec un soudage à une ou deux faces, respectivement
Avec des bords de biseau unilatéraux (V-environ différents), si l'épaisseur du métal est de 4 à 26 mm;
Avec un chanfrein double face (en forme de X), si les tôles ont une épaisseur de 12 à 40 mm, cette méthode est plus économique que la précédente, car la quantité de métal soudé est réduite de près de 2 fois. Cela signifie économiser des électrodes et de l'électricité. De plus, les déformations et les contraintes lors du soudage sont moins caractéristiques d'un biseau à deux côtés;
L'angle de chanfrein peut être réduit de 60 ° pour atteindre 45 ° si vous soudez des tôles d'épaisseur supérieure à 20 mm, ce qui réduira le volume du métal soudé et économisera les électrodes. La présence d'un intervalle de 4 mm entre les bords assurera la pénétration nécessaire du métal.
Lors du soudage de métaux d'épaisseur différente, le bord du matériau plus épais est tondu plus fortement. Sur une épaisseur considérable de pièces ou de feuilles à assembler par soudage à l'arc, une préparation de bord en forme de cuvette est utilisée. Une préparation unilatérale d'une épaisseur de 20 à 50 mm est également réalisée et une épaisseur supérieure à 50 mm est préparée.
Ce qui précède est clairement indiqué dans le tableau. 44
2. Chevauchement, le plus souvent utilisé pour le soudage à l'arc de structures, l'épaisseur du métal étant de 10–12 mm. Cette option se distingue de la connexion précédente par l'absence de la nécessité de préparer les arêtes d'une manière spéciale - il suffit de les couper simplement. Bien que l’assemblage et la préparation du métal pour joints à recouvrement ne soient pas si fastidieux, il convient de noter que la consommation du support et du métal soudé augmente par rapport aux joints bout à bout. Par souci de fiabilité et pour éviter la corrosion due à l'humidité entre les feuilles, ces composés sont bouillis des deux côtés. Il existe des types de soudage où cette option est utilisée exclusivement, en particulier pour les pointes et les rouleaux.
3. Marque, répandu dans le soudage à l'arc. Pour eux, les bords sont coupés d'un ou des deux côtés, ou ils peuvent se passer de biseau. Des exigences spéciales ne sont imposées que sur la préparation d'une feuille verticale, qui doit avoir un bord également coupé. Avec les chanfreins à un et à deux côtés, les bords d'une tôle verticale ménagent un espace de 2-3 mm entre les plans vertical et horizontal afin de souder la tôle verticale à la pleine épaisseur. Les chanfreins unilatéraux sont efficaces dans les cas où le produit est conçu de telle sorte qu'il est impossible de le faire bouillir des deux côtés.
Tableau 44
Sélection du joint bout à bout en fonction de l'épaisseur du métal
5. Des clés, utilisées dans les cas où le tour de longueur normale ne fournit pas la force nécessaire. Ces composés sont de deux types - ouverts et fermés. La coupe est faite en coupant avec de l'oxygène.
6. Face (côté), dans laquelle les feuilles se superposent et sont soudées aux extrémités.
7. Avec des superpositions. Pour établir un tel lien, les feuilles se rejoignent et chevauchent la jonction avec un recouvrement, ce qui entraîne naturellement une consommation supplémentaire de métal. Par conséquent, cette méthode est utilisée dans les cas où il est impossible de réaliser une couture bout à bout ou à recouvrement.
8. Avec rivets électriques. Ce composé est fort, mais pas assez dense. Pour lui, la feuille supérieure est percée et le trou obtenu est scellé de manière à capturer la feuille inférieure.
Si le métal n'est pas trop épais, le forage n'est pas nécessaire. Par exemple, dans le soudage automatique à l'arc submergé, la feuille supérieure est simplement fondue par l'arc de soudage.
Un élément structurel d'un joint soudé qui, une fois formé, est formé en raison de la cristallisation du métal en fusion le long de la ligne de mouvement de la source de chaleur, est appelé une soudure. Les éléments de sa forme géométrique (Fig. 79) sont:
Largeur (b);
Hauteur (h);
La taille de la jambe (K) pour les joints angulaires, en chevauchement et en T.
La classification des soudures est basée sur les différentes caractéristiques présentées ci-dessous.
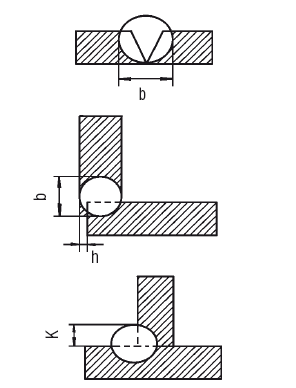
Fig. 79. Eléments de la forme géométrique de la soudure (largeur, hauteur, taille de la jambe)
1. Par type de connexion:
Bout à bout;
Coin (Fig. 80).
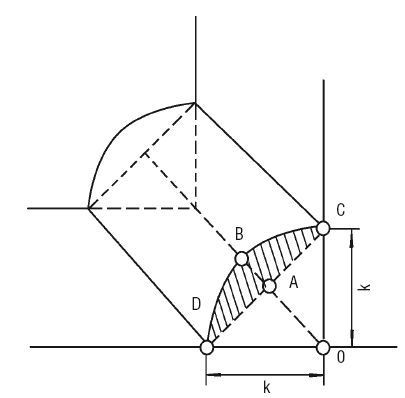
Fig. 80. Joint d'angle
Les coutures angulaires sont pratiquées avec certains types de joints soudés, en particulier avec recouvrement, bout à bout, coin et superpositions.
Les côtés d’une telle couture sont appelés jambes (k), zone ABCD de la fig. La figure 80 indique le degré de convexité du joint et n'est pas prise en compte dans le calcul de la résistance du joint soudé. Lors de l'exécution, il est nécessaire que les jambes soient égales et l'angle entre les côtés de l'OD et du BD est de 45 °.
2. Par type de soudure:
Soudures à l'arc;
Soudures automatiques et semi-automatiques à l'arc submergé;
Coutures de soudage à l'arc sous gaz protecteur;
Coutures de soudure par électrolyse;
Points de suture soudage par résistance;
Coutures de soudage au gaz.
3. Par position spatiale (Fig. 81), dans laquelle le soudage est effectué:
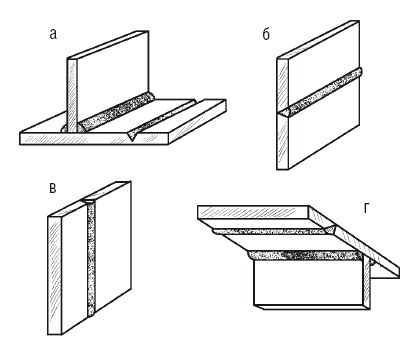
Fig. 81. Soudures en fonction de leur position spatiale: a - inférieure; b - horizontal; en - vertical; g - plafond
Horizontal;
Vertical;
Plafond.
La couture inférieure est la plus facile à réaliser, le plafond est le plus difficile.
Dans ce dernier cas, les soudeurs suivent une formation spéciale et joint de plafond plus facile à souder au gaz que l'arc.
4. En longueur:
Continu;
Intermittent (Fig. 82).
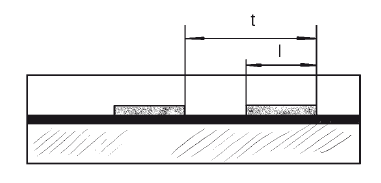
Fig. 82. Soudure intermittente
Les joints intermittents sont pratiqués assez largement, en particulier dans les cas où il n'est pas nécessaire (le calcul de la résistance n'implique pas un joint continu) de lier étroitement les produits.
La longueur (l) des sections à assembler est de 50–150 mm, l’espace les séparant est environ 1,5–2,5 fois plus grande que la zone de soudure et, ensemble, elles forment une étape de soudure (t).
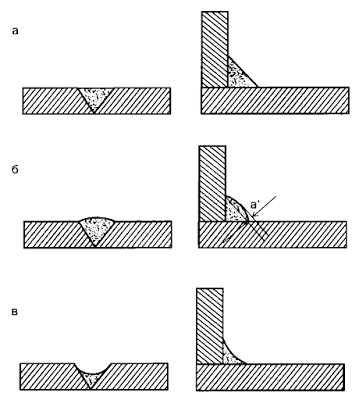
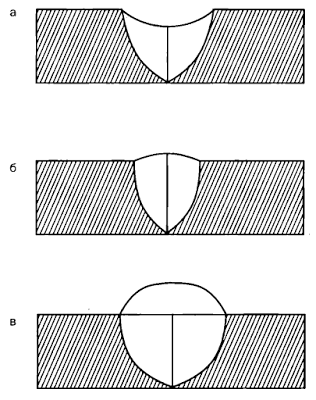
5. Selon le degré de convexité, c’est-à-dire la forme de la surface extérieure (Fig. 83):
Normal;
Bombé;
Concave.
Le type d’électrode utilisé détermine le renflement de la soudure (a ‘). La plus grande convexité est caractéristique des électrodes à revêtement mince, et les électrodes à revêtement épais donnent des joints normaux, car elles se caractérisent par une plus grande fluidité du métal en fusion.
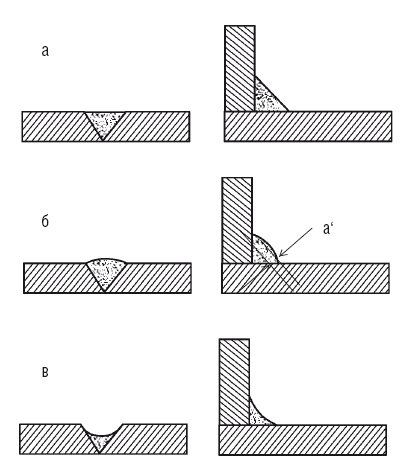
Fig. 83. Coutures soudées, qui se différencient par la forme de la surface extérieure: a - normal; b - convexe en - concave
Il a été établi expérimentalement que la résistance du joint n'augmentait pas avec l'augmentation de sa convexité, surtout si le joint «fonctionnait» à des charges et à des vibrations variables. Une situation similaire s’explique comme suit: lorsqu’une couture avec un renflement important est impossible, il est impossible d’effectuer une transition en douceur du rouleau de couture au métal de base. Par conséquent, le bord de la couture est comme si il était coupé, et les contraintes sont principalement concentrées.
Sous les conditions de charges variables et de vibrations à cet endroit, le joint soudé peut être sujet à destruction. De plus, les joints convexes nécessitent une consommation accrue de métal, d’énergie et de temps, c’est-à-dire qu’il s’agit d’une option peu économique.
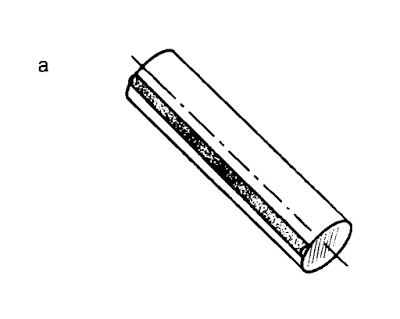
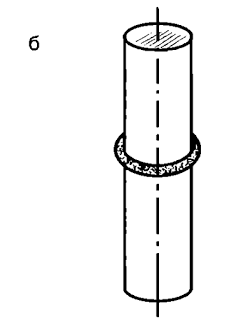
6. Par configuration (Fig. 84):
Rectiligne;
Anneau
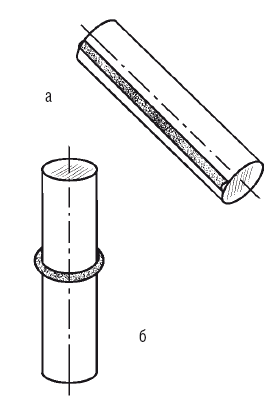
Fig. 84. Coutures soudées de différentes configurations: a - droites; b - anneau
Vertical;
Horizontal.
7. En ce qui concerne les forces motrices (Fig. 85):
Le flanc;
Bout à bout;
Combinés;
Oblique Le vecteur d’action des forces extérieures peut être parallèle à l’axe de la couture (typique pour les flancs), perpendiculaire à l’axe de la couture (pour les faces), s’étendre angulairement par rapport à l’axe (pour les obliques) ou combiner la direction des efforts de flanc et de bout (pour les combinés).
8. Selon le mode de maintien du métal fondu fondu:
Sans doublure ni oreiller;
Sur les garnitures en acier amovibles et restantes;
![]()
Fig. 85. Soudures par rapport aux forces d’opération: a - flanc; b - visage; en combiné; d - oblique
Sur les revêtements en cuivre, en flux-cuivre, en céramique et en amiante, les coussins en flux et en gaz.
Lors de l’application de la première couche du joint, l’essentiel est de pouvoir conserver le métal liquide dans le bain de soudure.
Pour éviter les fuites, utilisez:
Les revêtements en acier, en cuivre, en amiante et en céramique, qui sont alimentés sous le joint racinaire. Grâce à eux, vous pouvez augmenter courant de soudagequi assure la pénétration des arêtes et garantit une pénétration de cent pour cent des pièces. De plus, la doublure maintient le métal en fusion dans le bain de soudure, empêchant ainsi la formation de brûlures;
Inserts entre les bords soudés, qui remplissent les mêmes fonctions que les joints d'étanchéité;
Ourler et secouer la racine de la couture du côté opposé, sans chercher à pénétrer à travers;
Coussins à flux, à flux-cuivre (lors du soudage sous flux) et au gaz (avec soudage à l'arc manuel, automatique et à l'arc sous argon), alimentés ou servis sous la première couche du joint. Leur objectif est d'empêcher le métal de s'échapper du bassin de soudure;
Verrouillez les joints lorsque vous effectuez des joints bout à bout évitant les brûlures dans la couche de racines du joint;
Des électrodes spéciales dont le revêtement contient des composants spéciaux qui augmentent la tension superficielle du métal et l'empêchent de s'écouler du bain de soudure lors de la réalisation de joints verticaux de haut en bas;
L'arc impulsionnel, qui provoque une fusion à court terme du métal, contribue à un refroidissement et à une cristallisation plus rapides du métal fondu.
9. Sur le côté où la couture est appliquée (Fig. 86):
Unilatérale;
Bilatéral.
10. Selon les matériaux à souder:
Sur les aciers au carbone et alliés;
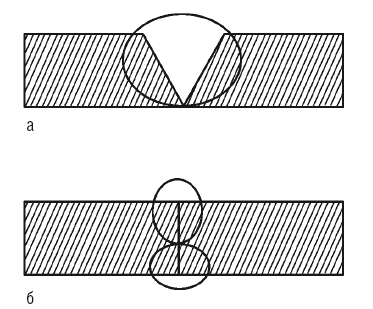
Fig. 86. Coutures soudées ayant des emplacements différents: a - un côté; b - bilatéral
Sur les métaux non ferreux;
Sur bimétal;
Sur mousse et polyéthylène.
11. Selon l'emplacement des pièces à assembler:
À un angle aigu ou obtus;
À angle droit;
Dans un avion.
12. Par le volume du métal soudé (Fig. 87):
Normal;
Affaibli;
Renforcé.
13. Par emplacement sur le produit:
Longitudinale;
Transversal.
14. sous forme de structures soudées:
Sur des surfaces planes;
Sur des surfaces sphériques.
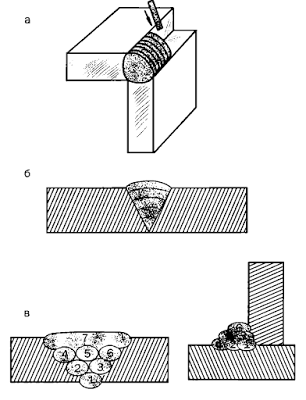
15. Par le nombre de rouleaux de soudure (Fig. 88):
Couche simple;
Multicouche;
Multi-pass.
Avant l'exercice soudure les arêtes des produits, structures ou pièces à assembler doivent être correctement préparées, car la résistance du joint dépend de leur forme géométrique
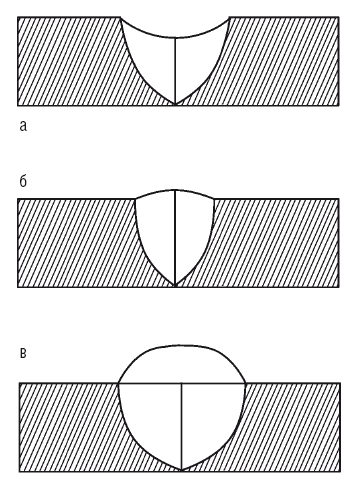
Fig. 87. Les coutures soudées différant par le volume du métal reconstitué: et - affaiblies; b - normal; en - renforcé
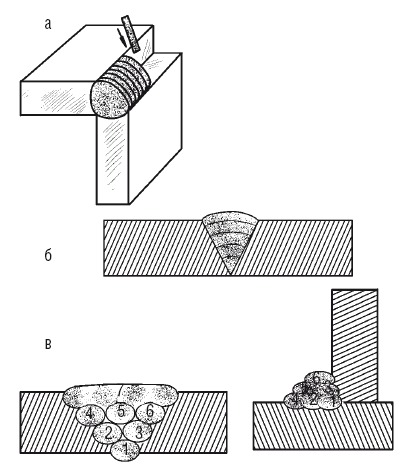
Fig. 88. Soudures, différant par le nombre de cordons de soudure: a - monocouche; b - multicouche; c - multipass multicouches
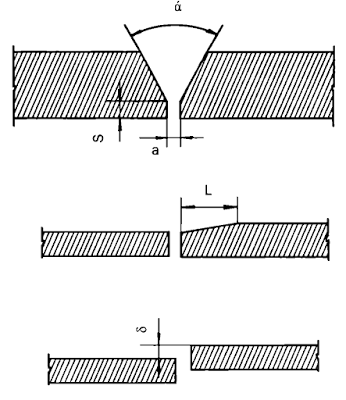
Les éléments de la forme de préparation sont (Fig. 89):
L'angle de la rainure (?), Qui doit être effectué si l'épaisseur du métal est supérieure à 3 mm. Si vous ignorez cette opération, des conséquences négatives peuvent se produire, telles qu'une pénétration incomplète du joint soudé, une surchauffe et un épuisement du métal. La bordure permet de souder avec plusieurs couches de faible section, ce qui améliore la structure du joint soudé et diminue les contraintes internes.
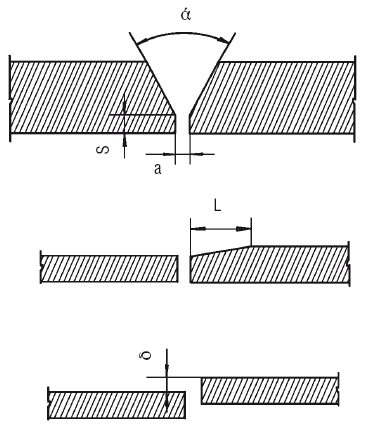
Fig. 89. Eléments de préparation en chrome
L'écart entre les bords joints (a). Cela dépend de l'exactitude de l'intervalle prédéfini et du mode de soudage choisi, du degré de pénétration de la section transversale du joint lors de la formation de la première couche (de racine) du joint;
La matité des bords (S), nécessaire pour donner au processus d'imposition d'une suture de racine une certaine stabilité. Ignorer cette exigence entraîne l’épuisement du métal pendant le soudage;
La longueur du biseau de la feuille en cas de différence d'épaisseur (L). Cet élément permet une transition douce et progressive d’une partie épaisse à une partie mince, ce qui réduit ou élimine le risque de concentration de contraintes dans structures soudées;
Décalage des bords les uns par rapport aux autres (?). Comme cela réduit les caractéristiques de résistance du joint et contribue également au manque de pénétration du métal et à la formation de centres de contraintes, GOST 5264-80 établit les normes admissibles, en particulier, le décalage ne doit pas dépasser 10% de l'épaisseur du métal (maximum 3 mm).
Ainsi, en vue du soudage, les conditions suivantes doivent être remplies:
Nettoyer les bords de la saleté et de la corrosion;
Chanfreiner la taille appropriée (selon GOST);
Réglez l’écart conformément à GOST, développé pour un type de connexion quelconque.
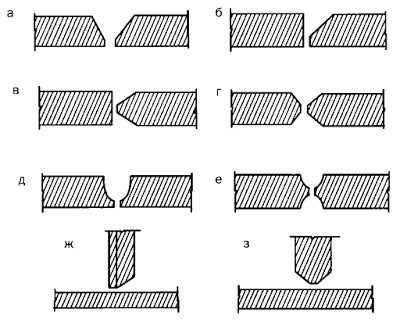
Certains types de bords ont déjà été mentionnés (bien qu'ils aient été considérés sous un autre aspect) lors de la description des joints bout à bout, mais il est néanmoins nécessaire de se concentrer à nouveau sur ce point (Fig. 90).
Le choix de l'un ou l'autre type d'arêtes est déterminé par un certain nombre de facteurs:
Méthode de soudage;
L'épaisseur du métal;
La manière de connecter des produits, des pièces, etc.
Une norme distincte a été élaborée pour chaque méthode de soudage. Elle spécifie la forme de la préparation des arêtes, la taille du joint et les tolérances. Par exemple, manuel soudage à l'arc effectué conformément à GOST 5264–80, contacter - selon GOST 15878–79, sous laitier électrolytique - selon GOST 15164–68, etc.
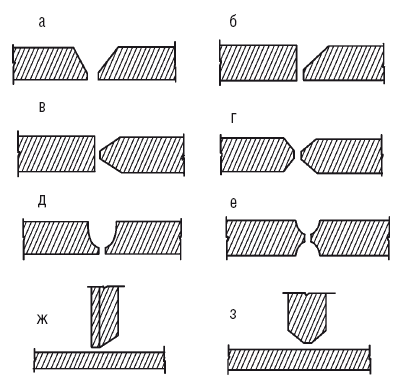
Fig. 90. Types d'arêtes préparées pour le soudage: a - avec biseau des deux arêtes; b - avec un biseau d'un bord; in - avec deux biseaux symétriques d'un bord; d - avec deux biseaux symétriques de deux bords; d - avec un biseau curviligne de deux bords; e - avec deux biseaux curvilignes symétriques de deux bords; W - avec un biseau d'un bord; h - avec deux biseaux symétriques d'un bord
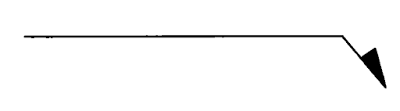
De plus, il existe une norme pour la désignation graphique de la soudure, en particulier GOST 2.312–72. Pour ce faire, utilisez une ligne inclinée avec une flèche unidirectionnelle (Fig. 91), qui indique la section de couture.
La caractéristique du joint, la méthode de soudage recommandée et d'autres informations sont présentées au-dessus ou au-dessous de l'étagère horizontale reliée à la ligne de flèche inclinée. Si la couture est visible, c’est-à-dire qu’elle se trouve sur la face avant, la caractéristique de la couture est donnée au-dessus de l’étagère, si elle est invisible - en dessous.
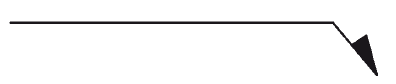
Fig. 91. Désignation graphique des soudures
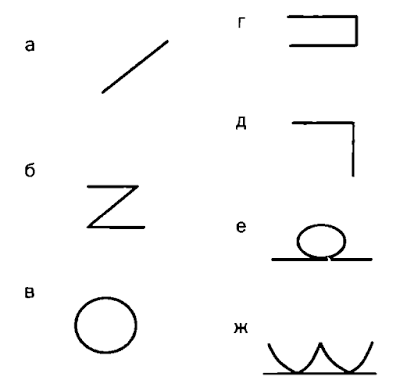
Des symboles supplémentaires font également référence aux symboles de la soudure (Fig. 92).
Pour différents types de soudure, les lettres sont acceptées:
Soudage à l'arc - E, mais comme ce type est le plus courant, la lettre peut ne pas être indiquée sur les dessins;
Soudage au gaz - G;
Soudure à l'électroslag - W;
Soudage dans l'environnement gaz inertes - et
Soudage par explosion - Burst;
Soudage au plasma - Pl;
Soudage par résistance - CT;
Soudage par friction - Tr;
Soudure à froid - X.
Si nécessaire (si plusieurs méthodes de soudage sont utilisées), une lettre indiquant la méthode de soudage utilisée doit être placée avant la désignation d'une variété particulière:
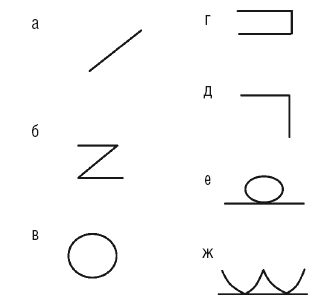
Fig. 92. Désignations supplémentaires de la soudure: a - suture intermittente avec séquence de sites en chaîne; b - couture intermittente avec une séquence de sections d'échecs; dans - une couture sur le contour fermé; g - une couture sur une boucle ouverte; d - couture d'assemblage; e - une couture avec un gain supprimé; g - couture avec une transition en douceur vers le métal de base
Manuel - P;
Semi-automatique - P;
Automatique - A.
Arc submergé - F;
Soudage au gaz actif avec une électrode consommable - UE;
Soudage dans gaz inerte électrode de fusion - PI;
Soudage dans un gaz inerte avec une électrode non consommable - IN.
Pour les joints soudés, il existe également des symboles spéciaux:
Butt - Avec;
Tavrovoe - T;
Chevauchement - H;
Coin - W. Les chiffres après les lettres déterminent le numéro du joint soudé selon GOST pour le soudage.
En résumant ce qui a été dit ci-dessus, on peut affirmer que les symboles des soudures s’additionnent pour former une structure spécifique (Fig. 93).
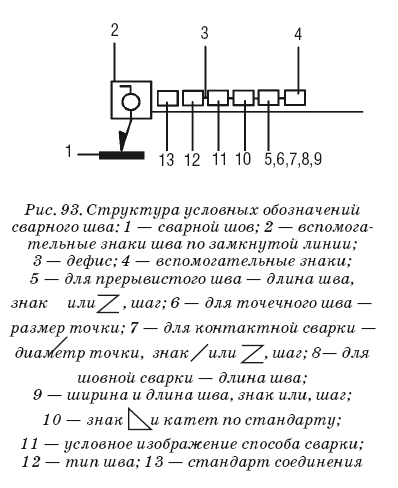
Fig. 93. Structure légende soudure: 1 - soudure; 2 - marques de couture auxiliaires ligne fermée; 3 - trait d'union; 4 - signes auxiliaires; 5 - pour couture interrompue - la longueur, la marque ou le pas de la couture; 6 - pour une couture ponctuelle - taille de point; 7 - pour le soudage par résistance - diamètre de pointe, repère ou pas; 8– pour le soudage des joints - la longueur du joint; 9 - largeur et longueur de la couture, de la marque ou de la marche; 10 - signe et jambe selon la norme; 11 - image conditionnelle du procédé de soudage; Type de couture 12; 13 - norme de connexion
Par exemple, décodons la notation:
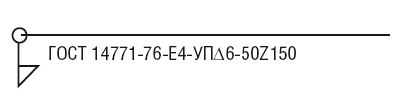
La couture est située du côté invisible - la désignation est sous l'étagère;
Articulations en T, numéro de suture 4 selon GOST 14771–76 - T4;
Soudage au dioxyde de carbone -;
Soudure semi-automatique - P;
Ils sont utilisés dans les constructions basses et dans la construction de grandes maisons, de bureaux et de centres sportifs. En soudant, connectez 2 pièces ou plus en 1. En même temps, un joint solide et fiable se forme et peut durer longtemps sans gêner ni endommager la pièce dans son ensemble.
En outre, les joints soudés et les joints peuvent être utilisés à la fois pour l'assemblage de pièces métalliques d'un type d'acier uniforme, ainsi que pour des éléments constitués de divers alliages. Avec un travail aussi complexe, il est nécessaire de choisir la technologie de soudage, l’ampérage, les consommables (électrodes) appropriés. De plus, le soudeur doit avoir suffisamment d'expérience et de compétences pour éviter de brûler la pièce, pour éviter des contraintes inutiles et des déformations lors des opérations ultérieures.
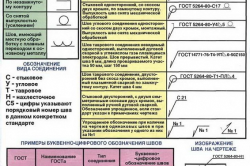
Classification des soudures
Tous les joints soudés sont normalisés par une documentation spéciale qui définit les concepts, les zones et les lieux de soudage. La terminologie décrite s’applique à la documentation technique, qui est jointe à la fin des coutures. Les mêmes concepts sont indiqués dans les documents éducatifs et manuels méthodologiquespour lesquels les soudeurs sont formés, ainsi que la formation continue et l’amélioration de leurs qualifications.
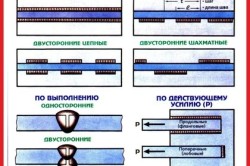
Tableau de classification des soudures.
En utilisant les abréviations généralement acceptées, même en l’absence de documentation sur le marquage du joint ou les spécifications générales, il est possible de déterminer quel joint de soudure en particulier a été réalisé à un endroit ou à un autre. construction de bâtiment. Les conventions suivantes sont adoptées: les soudures bout à bout sont généralement désignées par la lettre «C»; lorsqu'elles chevauchent une couture, elles indiquent «H», si des joints en T sont fournis, la spécification est marquée «T», les angles sont «Y».
Surtout connexions de soudage et des coutures pour accepter la division sur plusieurs motifs:
Par la forme de la forme transversale finale:
- Les parties soudées ont donc le même plan.
- Angulaire, lorsque les pièces métalliques forment un angle, alors que sa valeur n’a aucune importance.
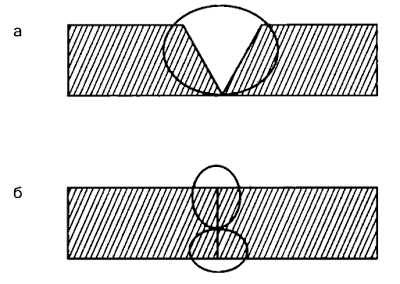
- Welt, si les parties superposées les unes sur les autres, sont mutuellement fondues. Dans ce cas, l'une des parties (supérieure) est complètement fondue et l'autre partie du joint soudé (inférieure) ne l'est que partiellement. La couture elle-même est un rivet. Cette connexion s'appelle également électro-rivetage.
Par configuration lors du soudage:
- caractère droit;
- vue curviligne;
- type de bague.
Pour la durée du joint soudé:
- Connexions effectuées par couture continue. Leur longueur varie de 300 mm à 1 m et plus.
- Qui sont effectuées par intermittence. Dans ce cas, l'emplacement de la couture peut être en chaîne, de manière échelonnée, en fonction des caractéristiques de conception de la pièce et des exigences.
Par la méthode de soudage utilisée:
- soudage à l'arc sans l'utilisation d'outils supplémentaires (gaz, flux);
- soudage effectué dans un environnement avec présence de gaz (par exemple, argon).
Par le nombre d'éléments de soudure appliqués:
- unilatérale;
- connexion bidirectionnelle;
- multicouche.
Par la quantité de métal formée à la suite de la fusion:
- normal
- renforcé;
- affaibli.
Habituellement, il n'y a pas de séparation stricte pour tous les types de classifications. Lors du travail, les joints soudés peuvent être renforcés directement. Autrement dit, les combinaisons peuvent être très diverses, en fonction de la complexité construction métallique, les exigences de rigidité et de fiabilité, la disponibilité des consommables, ainsi que les compétences du soudeur.
Caractéristiques des joints soudés

Les principaux types de joints soudés.
En fonction de ce qui devrait être le résultat, il est nécessaire de prendre en compte les particularités de sa mise en œuvre et la technologie d'exécution.
Les soudures bout à bout représentent la connexion des pièces par fusion. Les détails sont placés dans le même plan et le soudage à l'arc est le plus souvent utilisé. De plus, ces coutures peuvent être utilisées pour assembler des pièces ayant des bords différents. Le traitement des bords pour le soudage dépend de l'épaisseur de la feuille. Si, au cours des travaux, il est nécessaire de connecter des pièces d'épaisseur différente, le bord le plus épais doit être biseauté à la taille du plus petit. Il fournit une couture fiable.
Selon le type d'arêtes impliquées dans le soudage, les soudures bout à bout peuvent être divisées en:
- les pièces qui n'ont pas un bord de biseau. Ils devraient être de 3 à 5 mm d'épaisseur.
- éléments qui ont un bord incurvé;
- parties dont le bord forme la lettre "U", leur épaisseur est comprise entre 20 et 60 mm;
- pièces dans lesquelles le bord a la forme "X", l'épaisseur du métal est de 12-40 mm.
En savoir plus sur les connexions.
Bout à bout des soudures ont la valeur de contrainte la plus basse, moins sujette à la déformation. Cela provoque leur utilisation fréquente. Lors de la fabrication d'un joint bout à bout, la consommation de métal est minimale, la préparation du travail lui-même doit être faite avec soin et scrupule.
Les éléments de marque sont composés de pièces métalliques, lorsque l’une d’elles est perpendiculaire à l’autre. Il se trouve que le joint a la forme de la lettre "T". Avec ce type de couture elle-même peut être située d'un côté ou deux. Tout dépend des exigences de rigidité, de capacité technique et constructive à produire du travail. Les systèmes Tavrovye sont utilisés pour construire des châssis pour des fermes, différents types de colonnes, des racks. De plus, une telle connexion est bonne à utiliser pour le soudage de poutres.
Les joints de coin sont réalisés dans les cas où les éléments de la structure ne subiront pas de contraintes importantes. Par exemple, lors du soudage de réservoirs, de réservoirs. Pour assurer la fiabilité et la résistance nécessaires, l'épaisseur du métal soudé ne doit pas dépasser 1 à 3 mm. Au niveau du raccord en coin, les pièces sont appliquées les unes aux autres à l’angle requis et soudées. L'angle n'a pas d'importance. La couture est rendue solide bilatérale de manière à ce que l'humidité ne puisse pas la pénétrer.
Des joints se chevauchant sont formés lorsque les pièces sont disposées parallèlement les unes aux autres. La couture est sur les surfaces latérales des éléments métalliques. Les bords du métal ne nécessitent pas de traitement supplémentaire, contrairement à la méthode du bout. Les coûts du métal du métal principal et du métal déposé seront considérables.
L'épaisseur de la structure elle-même avec ce traitement ne dépasse pas 12 mm. Pour exclure la pénétration d'humidité dans la connexion elle-même, celle-ci doit être effectuée de manière bilatérale.
Les joints avec une connexion en T, joint à recouvrement et coin peuvent être réalisés sous la forme de petits segments, c'est-à-dire par la méthode des points. Si vous devez faire des soudures préliminaires, elles sont réalisées dans une forme ronde. C'est à dire formé avec la fusion complète de l'une des parties et partiellement de l'autre.
Points supplémentaires
Les méthodes connues pour effectuer le soudage à l'arc sans traitement supplémentaire des arêtes peuvent être produites avec une épaisseur de métal de 4 mm avec un travail manuel, 18 mm avec un travail mécanisé. Par conséquent, s'il est nécessaire de souder des pièces d'épaisseur considérable en utilisant la technique d'arc manuel, les arêtes doivent être traitées ultérieurement.
Les éléments de la géométrie du joint incluent l’espace qui est présent entre les éléments, l’angle de la rainure, le biseau et la déviation des pièces intervenant dans le soudage les unes par rapport aux autres. L'angle de biseau détermine l'angle de coupe, ce qui est décisif pour fournir l'accès nécessaire à l'arc à toute la profondeur de la couture, ce qui signifie que le joint lui-même est entièrement exécuté. La magnitude de l'angle, en fonction du type de composé et de la méthode de traitement, varie principalement entre 20 et 60 ° avec une tolérance de 5 °. L'écart est de 0 à 4 mm.
Si le métal est suffisamment épais et qu'il n'y a pas de jeu, une fusion incomplète peut se produire.
Et les bords, qui sont dépourvus d'affaiblissement, peuvent conduire à des brûlures. Avec un grand déplacement de pièces, le processus de soudage de celles-ci peut devenir impossible.
Le choix final de la méthode et de la manière dont les coutures et les joints seront réalisés dans la structure métallique est déterminé par sa complexité et le matériau d'exécution. Lors de la conception et de l’établissement des estimations pour la construction, il est nécessaire de prendre en compte ces caractéristiques et, si nécessaire, de prévoir l’utilisation de fonds supplémentaires garantissant une fiabilité et une rigidité adéquates.
Le soudage est l’un des principaux modes d’adhésion utilisé dans l’industrie et dans le secteur privé. C'est une méthode relativement peu coûteuse et fiable qui fournit une connexion permanente. Étant donné qu'il existe de nombreux types de métaux, chacun ayant ses propres caractéristiques de soudage, ainsi que des conditions de travail et des exigences de connexion différentes, il existe différents types de joints et de joints soudés.
Zones de soudure
Zone de fusion - prend de 0,1 à 0,4 mm du métal de base. Il contient des grains partiellement fondus. Lorsque le métal est chauffé dans cette zone, il acquiert une structure en forme d’aiguille. Il a une faible résistance et une grande fragilité.
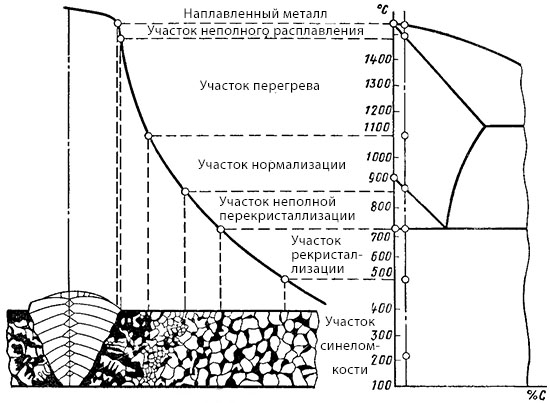
Zone affectée thermiquement - elle est divisée en quatre sections. La première section concerne le métal de base, qui est chauffé à une température supérieure à 1100 degrés Celsius. Il a une structure à grain grossier. Les grains dans cette région sont environ 12 fois plus gros que ceux standard. La surchauffe réduit la viscosité, la ductilité et d'autres propriétés mécaniques du métal. C'est la partie la plus faible de la soudure, qui casse souvent.
La deuxième section est la zone de normalisation, où le métal de base est chauffé à 900 degrés Celsius. La structure du grain est beaucoup plus petite que dans le cas précédent. Cette zone prend de 1 à 4 mm.
La troisième zone est une zone de cristallisation incomplète. Ici, le métal de base est chauffé de 750 à 900 degrés Celsius. Sur elle se trouvent des grains petits et grands. En raison de la répartition inégale des cristaux, les propriétés mécaniques sont réduites.
La quatrième section est la zone de recristallisation. La zone se réchauffe de 450 à 750 degrés Celsius. Il restaure la forme des grains déformés par des effets mécaniques antérieurs. La largeur approximative de cette section est de 5 à 7 mm.
La zone des métaux de base commence à partir d'un site dont la température est inférieure à 450 degrés Celsius. Ici, la structure est similaire au métal de base, mais en raison du chauffage, l’acier perd ses propriétés de forteresse. Le long de la frontière, des nitrures et des oxydes sont libérés, ce qui affaiblit la connexion des grains. Le métal acquiert une résistance supérieure à un endroit donné, mais obtient une résistance aux chocs et une ductilité inférieures.
Classification complète des soudures et des joints
Les types de soudures sont divisés en plusieurs catégories selon différents critères. L'un d'eux est la différence d'apparence. Ici sont alloués:
- Concaves (ils sont affaiblis);
- Convexes (ils sont renforcés);
- Normal (ils sont plats).
Par type d'exécution, il y a:
- Unilatérale;
- Bilatéral.
Par nombre de passes:
- Multipass;
- Passe unique.
Par le nombre de couches:
- Multicouche (lors du soudage de métaux épais);
- Un côté.
La classification des coutures soudées met en évidence plus de variétés de longueur:
- Coutures ponctuelles (elles sont créées avec l'aide);
- Échecs bilatéraux;
- Chaîne bilatérale;
- Intermittent unilatéral;
- Unilatéral continu.
Types de soudures dans le sens de la force d'impact:
- Frontal (transversal) - la force est perpendiculaire;
- Flanc (longitudinal) - la force est maintenue parallèlement à la couture;
- Oblique - la force est effectuée à un angle;
- Combiné - combine une variété de flanc et frontale.
Des vues coutures de soudure et composés par position:
- Inférieur;
- Horizontal;
- Vertical;
- Plafond;
- Semi-horizontal;
- Semi-vertical;
- Demi-plafond;
- Dans le bateau
Selon leur fonction et leur objectif, les cordons de soudure sont les suivants:
- Hermétique;
- Durable;
- Serré dense.
Largeur:
- Elargis - sont réalisés en utilisant des mouvements oscillatoires transversaux de l'électrode;
- Fil - la largeur de la couture qui ne dépasse pratiquement pas la taille du diamètre.
Caractéristiques de couture
- Bout à bout
C'est l'option la plus courante, qui consiste en une combinaison ordinaire de feuilles ou de surfaces d'extrémité. Cela nécessite une quantité minimale de métal et de temps. Il peut tenir sans bords biseautés, si les feuilles sont minces. Pour les produits épais, il est nécessaire de tondre les bords pour augmenter la profondeur de soudage. Cela est vrai avec une épaisseur de 8 mm et plus. Si la pièce a une épaisseur supérieure à 12 mm, un joint bout à bout double avec biseau des bords est requis. De tels composés sont le plus souvent réalisés en position horizontale.

- Tavrovoe
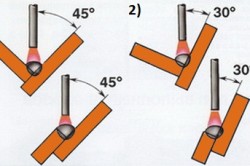
Les types de joints et de coutures sont représentés sous la forme de la lettre "T". Il peut s'agir d'un ou deux côtés et peut également connecter des produits d'épaisseurs différentes. Si une partie plus petite est installée perpendiculairement, l’électrode pendant le soudage doit être inclinée jusqu’à 60 degrés. Ici, vous pouvez utiliser des punaises pour incliner la pièce et réaliser une version simplifiée du soudage «dans le bateau». Cela réduit le risque de contre-dépouilles. La couture est généralement appliquée en un seul passage. Maintenant, il existe de nombreux dispositifs pour la mise en œuvre du soudage automatique Tavrovoy.
- Coin
Le coin est une connexion située à un angle de 90 degrés ou d’une autre taille. Dans de telles articulations, les bords sont souvent tordus de sorte que la couture puisse cicatriser à la profondeur souhaitée pour assurer sa fiabilité. La cuisson à double face renforce la connexion.

- Rodé
Cette méthode est utilisée pour souder des tôles d'épaisseur inférieure à 1 centimètre. Ils se chevauchent et bouillent des deux côtés. Vous devez vous assurer qu'entre eux ne reçoivent pas d'humidité. Parfois, pour une meilleure liaison, une telle connexion est cuite à la fin.

Géométrie de soudure
Compte tenu des types de soudures et des méthodes d’application, vous devez prêter attention aux paramètres géométriques de base.
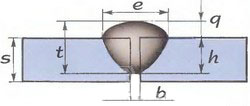
Géométrie du cordon de soudure
- E est la largeur de la couture formée;
- S est l'épaisseur de la pièce;
- B - l'espace entre les flans soudés;
- T est l'épaisseur de la soudure;
- H est la profondeur de la partie bouillie;
- Q est la taille de la partie convexe.
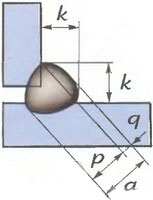
- A est l'épaisseur de la couture d'angle dans laquelle. La quantité de convexité et la hauteur de calcul sont incluses.
- P est la hauteur calculée, qui correspond à la ligne perpendiculaire tirée du lieu de la fusion la plus profonde à l'hypoténuse du plus grand triangle rectangle inscrit dans la partie externe de la suture;
- Q est le renflement de la zone de soudure;
- K - la jambe du filet est la distance entre la surface d'un flan et le bord du coin de l'autre.
Caractéristiques de sélection
Tous les types de joints soudés et les coutures diffèrent nettement dans leurs propriétés. Par conséquent, pour chaque cas, vous devez choisir votre propre jeu de paramètres pour une combinaison réussie. Tout d'abord, il convient de prêter attention à la position spatiale. Plus le travail est facile, meilleure est la qualité de la couture. Les joints horizontaux étant considérés comme les plus faciles à réaliser, les artisans tentent de placer les découpes dans une telle position. Parfois, il est même nécessaire de tourner plusieurs fois le même produit pour garantir une haute qualité de couture. “C'est important! Il ne faut pas oublier que souder en un seul passage permet d'obtenir une meilleure résistance que plusieurs passes. Par conséquent, vous devez trouver un équilibre entre la commodité et le nombre de passes. "
Pour les pièces épaisses, vous devez toujours couper les bords et même travailler sur la surface pour la clarifier. Les options bout à bout sont les plus simples et les plus préférables, car elles sont plus faciles à corriger pour éviter toute distorsion de la géométrie des pièces reçues. En plus du choix correct du type de joint, vous devez également tenir compte du régime de température, car les zones de soudage peuvent alors se déplacer et le produit fondra ou aura une taille trop petite.
Le joint permanent qui a été fait par soudage est appelé soudé. Il se compose de plusieurs zones:
Zones du joint soudé: 1 - soudure; 2 - fusion; 3 - effets thermiques; 4 - métal de base
- souder;
- fusion;
- effets thermiques;
- métal commun.
La longueur des joints soudés sont:
- court (250-300 mm);
- moyen (300-1000 mm);
- long (plus de 1000 mm).
En fonction de la longueur de la soudure, choisissez la méthode de sa mise en œuvre. Avec des articulations courtes, la suture est effectuée dans une direction du début à la fin; les sections médianes sont caractérisées par le chevauchement de la couture avec des sections séparées, et sa longueur doit être telle qu'un nombre entier d'électrodes (deux, trois) suffit à la compléter; les joints longs sont soudés par la méthode des étapes inverses mentionnée ci-dessus.
Par type de joints soudés sont divisés en:
1. Butt. Ce sont les composés les plus courants pour diverses méthodes de soudage. Ils sont préférés car ils se caractérisent par les contraintes et contraintes intrinsèques les plus faibles. En règle générale, les joints bout à bout sont des structures en tôle soudées.
Les principaux avantages de ce composé, sur lequel on peut compter à condition de préparer soigneusement et d'ajuster les arêtes (en raison de l'affaiblissement de ces derniers, empêchent tout brûlage et tout écoulement du métal pendant le processus de soudage, et le respect de leur parallélisme assure un joint uniforme de haute qualité):
- la consommation minimale de métal principal et de métal de soudure;
- le temps le plus court requis pour le soudage;
- la solidité du raccord ne peut être inférieure à celle du métal de base.
En fonction de l'épaisseur du métal, les arêtes lors du soudage à l'arc peuvent être coupées sous différents angles par rapport à la surface:
- à angle droit, si les tôles d'acier sont assemblées avec une épaisseur de 4-8 mm. En même temps, laissez un espace de 1 à 2 mm entre eux, ce qui facilite l’ébullition des parties inférieures des bords;
- à angle droit, si le métal est assemblé avec une épaisseur allant jusqu’à 3 mm et jusqu’à 8 mm avec soudure unilatérale ou bilatérale, respectivement;
- avec des bords de biseau unilatéraux (en forme de V), si l'épaisseur du métal est comprise entre 4 et 26 mm;
- avec un chanfrein double face (en forme de X), si les tôles ont une épaisseur de 12 à 40 mm, et cette méthode est plus économique que la précédente, car la quantité de métal soudé est réduite de près de 2 fois. Cela signifie économiser des électrodes et de l'électricité. De plus, les déformations et les contraintes lors du soudage sont moins caractéristiques d'un biseau à deux côtés;
- l'angle de biseau peut être réduit de 60 ° pour atteindre 45 ° en cas de soudage de tôles d'épaisseur supérieure à 20 mm, ce qui réduira le volume du métal soudé et économisera les électrodes. La présence d'un intervalle de 4 mm entre les bords assurera la pénétration nécessaire du métal.
Lors du soudage de métaux d'épaisseur différente, le bord du matériau plus épais est tondu plus fortement. Avec une épaisseur considérable de pièces ou de feuilles à assembler par soudage à l'arc, on utilise une préparation des bords en forme de cuvette; une préparation unilatérale d'une épaisseur de 20 à 50 mm est également réalisée et une épaisseur de plus de 50 mm - préparation unilatérale.
Ce qui précède est clairement indiqué dans le tableau.
2. Chevauchement, le plus souvent utilisé pour le soudage à l'arc de structures, l'épaisseur du métal qui est de 10-12 mm. Cette option se distingue de la connexion précédente par l'absence de la nécessité de préparer les bords d'une manière spéciale - il suffit simplement de les couper. Bien que l’assemblage et la préparation du métal pour le joint superposé ne soient pas si fastidieux, il convient de noter que la consommation du support et du métal soudé augmente par rapport aux joints bout à bout. Par souci de fiabilité et pour éviter la corrosion due à l'humidité entre les feuilles, ces composés sont bouillis des deux côtés. Il existe des types de soudage où cette option est utilisée exclusivement, en particulier pour les pointes et les rouleaux.
3. Marque, répandu dans le soudage à l'arc. Pour eux, les bords sont coupés d'un ou des deux côtés, ou ils peuvent se passer de biseau. Des exigences spéciales ne sont imposées que sur la préparation d'une feuille verticale, qui doit avoir un bord également coupé. Avec les biseaux à un et deux côtés, les bords de la tôle verticale ménagent un espace de 2-3 mm entre les plans vertical et horizontal afin de souder la tôle verticale à la pleine épaisseur. Les chanfreins unilatéraux sont efficaces dans les cas où le produit est conçu de telle sorte qu'il est impossible de le faire bouillir des deux côtés.
4. Coin dans lequel les éléments structurels ou les pièces sont combinés à un angle ou un autre et soudés le long des arêtes à préparer au préalable. On trouve de tels composés dans la fabrication de réservoirs de liquides ou de gaz, qui y sont contenus sous une légère pression interne. Les joints de coin peuvent être soudés à l'intérieur pour augmenter la résistance.
5. Des clés, utilisées dans les cas où la couture normale ne fournit pas la force nécessaire. Ces composés sont de deux types - ouverts et fermés. La coupe est faite en coupant avec de l'oxygène.
6. Face (côté), dans laquelle les feuilles se superposent et sont soudées aux extrémités.
7. Avec des superpositions. Pour établir un tel lien, les feuilles se rejoignent et chevauchent la jonction avec un recouvrement, ce qui entraîne naturellement une consommation supplémentaire de métal. Par conséquent, cette méthode est utilisée dans les cas où il est impossible de réaliser une couture bout à bout ou à recouvrement.
8. Avec rivets électriques. Ce composé est fort, mais pas assez dense. Pour lui, la feuille supérieure est percée et le trou obtenu est scellé de manière à capturer la feuille inférieure. Si le métal n'est pas trop épais, le forage n'est pas nécessaire. Par exemple, dans le soudage automatique à l'arc submergé, la feuille supérieure est simplement fondue par l'arc de soudage.
Un élément structurel d'un joint soudé qui, une fois formé, est formé en raison de la cristallisation du métal en fusion le long de la ligne de mouvement de la source de chaleur, est appelé une soudure. Les éléments de sa forme géométrique sont:
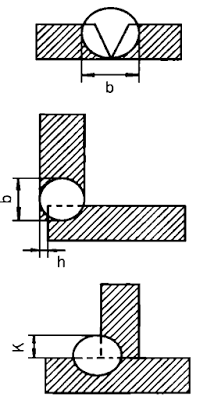
- largeur (b);
- hauteur (p);
- la taille de la jambe (K) pour les joints angulaires, en chevauchement et en T.
La classification des soudures est basée sur les différentes caractéristiques présentées ci-dessous. 1. Par type de connexion:
- mégot;
- angulaire.
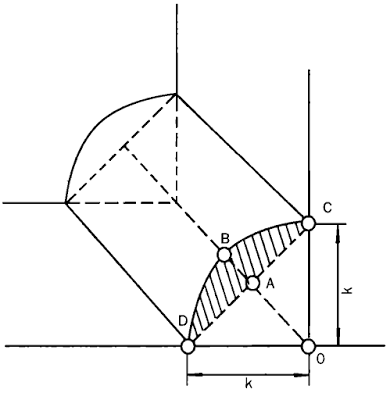
Les coutures angulaires sont pratiquées avec certains types de joints soudés, en particulier avec recouvrement, bout à bout, coin et superpositions. Les côtés d’une telle couture sont appelés jambes (k), zone ABCD de la fig. La figure 33 montre le degré de convexité du joint et n’est pas prise en compte dans le calcul de la résistance du joint soudé. Lors de l'exécution, il est nécessaire que les jambes soient égales et l'angle entre les côtés de l'OD et du BD est de 45 °.
2. Par type de soudure:
- les soudures à l'arc;
- les coutures de soudage à l'arc submergé automatique et semi-automatique;
- les soudures à l'arc sous gaz protecteur;
- les coutures de soudage sous laitier électroconducteur;
- souder des cordons de soudure;
- les coutures de soudage au gaz.
3. Par la position spatiale dans laquelle le soudage est effectué:
- plus bas;
- horizontal;
- vertical;
- plafond.
La couture inférieure est la plus facile à réaliser, le plafond est le plus difficile. Dans ce dernier cas, les soudeurs suivent une formation spéciale et le joint de plafond est plus facile à souder au gaz que l’arc.
4. En longueur:
- continu;
- intermittent.
Les joints intermittents sont pratiqués assez largement, en particulier dans les cas où il n'est pas nécessaire (le calcul de la résistance n'implique pas une couture continue) de lier étroitement les produits. La longueur (I) des sections raccordées est comprise entre 50 et 150 mm, l’espace entre elles est environ 1,5 à 2,5 fois la zone de soudage et, ensemble, elles forment une étape de soudure (t).
5. Par le degré de convexité, c'est-à-dire la forme de la surface extérieure:
- normal;
- bombé;
- concave.
Le type d'électrode utilisé détermine la convexité du joint (a "). La plus grande convexité est caractéristique des électrodes à revêtement mince, et les électrodes à revêtement épais donnent des joints normaux, car elles se caractérisent par une plus grande fluidité du métal en fusion.
Il a été établi expérimentalement que la résistance du joint n'augmentait pas avec l'augmentation de sa convexité, surtout si le joint «fonctionnait» à des charges et à des vibrations variables. Une situation similaire s’explique comme suit: lorsqu’une couture avec un renflement important est impossible, il est impossible d’effectuer une transition en douceur du rouleau de couture au métal de base. Par conséquent, le bord de la couture est comme si il était coupé, et les contraintes sont principalement concentrées. Sous les conditions de charges variables et de vibrations à cet endroit, le joint soudé peut être sujet à destruction. De plus, les coutures convexes nécessitent une consommation accrue de métal, d’énergie et de temps d’électrode, c.-à-d. est une option non économique.
6. Par configuration:
- rectiligne;
- anneau;
- vertical;
- horizontal.
7. Par rapport aux forces actuelles:
- le flanc;
- fin;
- combinés;
- oblique.
Le vecteur d’action des forces extérieures peut être parallèle à l’axe de la couture (typique pour les flancs), perpendiculaire à l’axe de la couture (pour les faces), s’étendre angulairement par rapport à l’axe (pour les obliques) ou combiner la direction des efforts de flanc et de bout (pour les combinés).
8. Selon le mode de maintien du métal fondu fondu:
- sans doublure ni oreiller;
- sur les revêtements en acier amovibles et restants;
- sur les revêtements en cuivre, en flux-cuivre, en céramique et en amiante, les coussins en flux et en gaz.
Lors de l’application de la première couche du joint, l’essentiel est de pouvoir conserver le métal liquide dans le bain de soudure. Pour éviter les fuites, utilisez:
- des garnitures en acier, en cuivre, en amiante et en céramique, alimentées sous le joint racinaire. Grâce à eux, il est possible d'augmenter le courant de soudage, ce qui assure la pénétration à travers les arêtes et garantit une pénétration de cent pour cent des pièces. De plus, la doublure maintient le métal en fusion dans le bain de soudure, empêchant ainsi la formation de brûlures;
- des inserts entre les bords soudés, qui remplissent les mêmes fonctions que les joints d'étanchéité;
- couper et pointer la racine de la couture du côté opposé, sans chercher à pénétrer à travers;
- les coussins flux, cuivre cuivre (lors du soudage sous flux) et gazeux (à arc manuel, à soudage automatique et à l'arc sous argon), alimentés ou servis sous la première couche du joint. Leur objectif est d'empêcher le métal de s'échapper du bassin de soudure;
- des joints dans la serrure lors de la réalisation de joints bout à bout évitant les brûlures dans la couche superficielle du joint;
- des électrodes spéciales dont le revêtement contient des composants spéciaux qui augmentent la force de la tension superficielle du métal et ne lui permettent pas de sortir du bain de soudure lors de la réalisation de joints verticaux de haut en bas;
- arc pulsé, grâce à la fusion à court terme du métal, qui contribue à un refroidissement et à une cristallisation plus rapides du métal fondu.
9. Sur le côté où la couture est appliquée:
- unilatéral;
- bilatérale.
10. Selon les matériaux à souder:
- sur les aciers au carbone et alliés;
- sur les métaux non ferreux;
- sur bimétal;
- sur polyfoam et polyéthylène.
11. Selon l'emplacement des pièces à assembler:
- à angle aigu ou obtus;
- à angle droit;
- dans le même plan.
12. Par le volume du métal fondu:
- normal;
- affaibli;
- renforcé.
13. Par emplacement sur le produit:
- longitudinal;
- transversal.
14. sous forme de structures soudées:
- sur des surfaces planes;
- sur des surfaces sphériques.
15. Par le nombre de rouleaux de soudure:
- monocouche;
- multicouche;
- multipass.
Avant de souder, les bords des produits, structures ou pièces assemblés doivent être correctement préparés, car la résistance du joint dépend de leur forme géométrique. Les éléments de la préparation du formulaire sont:
- l'angle du tranchant (a), qui doit être effectué si l'épaisseur du métal est supérieure à 3 mm. Si vous ignorez cette opération, vous risquez de subir des conséquences négatives telles que le manque de pénétration dans la section transversale du joint soudé, la surchauffe et l’épuisement du métal. La bordure permet de souder avec plusieurs couches de faible section, ce qui améliore la structure du joint soudé et diminue les contraintes internes.
- l'écart entre les bords joints (a). Cela dépend de l'exactitude de l'intervalle prédéfini et du mode de soudage choisi, du degré de pénétration de la section transversale du joint lors de la formation de la première couche (de racine) du joint;
- bords émoussés (S), nécessaires pour donner au processus d'imposition d'une suture de racine une certaine stabilité. Ignorer cette exigence entraîne l’épuisement du métal pendant le soudage;
- la longueur du biseau de la feuille en cas de différence d'épaisseur (L). Cet élément permet une transition douce et progressive d’une partie épaisse à une partie mince, ce qui réduit ou élimine le risque de concentration de contraintes dans les structures soudées;
- le décalage des bords les uns par rapport aux autres (5). Comme cela réduit les caractéristiques de résistance du joint et contribue également au manque de pénétration du métal et à la formation de centres de contrainte, GOST 5264-80 établit des normes acceptables. En particulier, le décalage ne doit pas dépasser 10% de l'épaisseur du métal (maximum 3 mm).
Ainsi, en vue du soudage, les conditions suivantes doivent être remplies:
- nettoyez les bords de la saleté et de la corrosion;
- chanfreiner la taille appropriée (selon GOST);
- réglez le décalage conformément à GOST, développé pour un type de connexion particulier.
Certains types de bords ont déjà été mentionnés (bien qu'ils aient été pris en compte sous un autre aspect) lors de la description des joints bout à bout, mais il est néanmoins nécessaire de se concentrer à nouveau sur ce point.
Le choix de l'un ou l'autre type d'arêtes est déterminé par un certain nombre de facteurs:
- méthode de soudage;
- l'épaisseur du métal;
- méthode de connexion des produits, pièces, etc.
Une norme distincte a été élaborée pour chaque méthode de soudage. Elle spécifie la forme de la préparation des arêtes, la taille du joint et les tolérances. Par exemple, le soudage à l'arc manuel est effectué selon GOST 5264-80, soudage par contact - selon GOST 15878-79, sous laitier électroconducteur - selon GOST 1516468, etc.
De plus, il existe une norme pour la désignation graphique de la soudure, en particulier GOST 2.312-72. Pour ce faire, utilisez une ligne inclinée avec une flèche unidirectionnelle indiquant la zone de couture.
La caractéristique du joint, la méthode de soudage recommandée et d'autres informations sont présentées au-dessus ou au-dessous de l'étagère horizontale reliée à la ligne de flèche inclinée. Si la couture est visible, c'est-à-dire est sur la face avant, alors la caractéristique de la couture est donnée au-dessus de la tablette, si invisible - en dessous.
Les symboles de la soudure sont des signes supplémentaires.
- soudage à l'arc - E, mais comme ce type est le plus courant, la lettre peut ne pas être indiquée sur les dessins;
— soudage au gaz - G;
- soudage sous laitier électrolytique - W;
- soudage sous gaz inerte - Et;
- soudage par explosion - sur;
— soudage au plasma - Pl;
- soudage par contact - CT;
- soudage par friction - T;
— soudure à froid - X.
Si nécessaire (si plusieurs méthodes de soudage sont utilisées), une lettre indiquant la méthode de soudage utilisée doit être placée avant la désignation d'une variété particulière:
- manuel - P;
- semi-automatique - P;
- automatique - A.
- arc sous flux - F;
- soudage en gaz actif avec une électrode consommable - UE;
- soudage sous gaz inerte avec une électrode consommable - PI;
- soudage sous gaz inerte avec une électrode non consommable -
EN.
Pour les joints soudés, il existe également des symboles spéciaux:
- bout à bout - C;
- en forme de T - T;
- chevauchement - H;
- angulaire - D
Les chiffres après les lettres déterminent le numéro du joint soudé selon GOST pour le soudage.
En résumant ce qui a été dit ci-dessus, on peut affirmer que les symboles des soudures s’additionnent pour donner une certaine structure.
couture - longueur de la couture, signe / ou Z, pas; 6— pour une soudure ponctuelle, taille ponctuelle; 7 - pour le soudage par contact - le diamètre de la pointe,
signe / ou ~ Z. pas; 8 - pour le soudage des joints - la longueur du joint;
9 - largeur et longueur de la couture, de la marque ou de la marche; 10 - signe et jambe selon la norme; 11 - image conditionnelle du procédé de soudage; Type de couture 12; 13 - norme de connexion
Par exemple, décodons la notation:

- la couture est située du côté invisible - la désignation est sous l'étagère;
- articulation en T, suture numéro 4 selon GOST 1477176 - T4;
- soudage au dioxyde de carbone - Y;
- soudage semi-automatique - P;
- longueur de jambe 6 mm - Г \\ 6:
- joint intermittent avec emplacement décalé des parcelles - 50 ~ Z_ 150.




