Soudure à l'arc de soudeuse de table. Technologie de soudage manuel à l'arc - Deuxième partie: Choix du mode de soudage manuel à l'arc.
>>Sélection de mode de la partie 2 de la technologie RDS
Technologie de poche soudage à l'arc P.2 Sélection du mode de soudage à l'arc manuel
Article " Sélection manuelle du mode de soudage à l'arc"est la suite de l'article" ". Les modes de soudage sont un ensemble d'indicateurs qui affectent le processus et les conditions de soudage. Des modes correctement choisis s'améliorent et vous permettent de minimiser le coût des matériaux, de l'énergie et l'intensité du travail.
Paramètres de base et avancés du mode de soudage
Les principaux paramètres du mode sont le diamètre de l'électrode, la force courant de soudageainsi que son type et sa polarité, la tension de l'arc et la vitesse de soudage.
Des paramètres supplémentaires incluent des indicateurs tels que la quantité d'émission de l'électrode, la composition et l'épaisseur du revêtement de protection, la position de l'électrode et la position spatiale. joint soudé (c’est-à-dire comment le soudage est effectué: soudage des joints verticaux, soudage des joints horizontaux, soudage des joints du plafond, etc.).
Sélection du diamètre de l'électrode pour le soudage à l'arc manuel
Le critère principal lors du choix du diamètre de l'électrode est l'épaisseur des arêtes à souder. De plus, lors du choix d'un diamètre, le type de joint soudé et la forme des arêtes à souder sont pris en compte. Les diamètres de l'électrode, en fonction de l'épaisseur des pièces à souder, sont présentés dans le tableau:
Dans le cas des joints en coin et en T, le diamètre des électrodes est choisi en fonction des dimensions du bras de soudure. Lorsque vous effectuez les joints avec un pied de 3 à 5 mm, choisissez des électrodes d’un diamètre de 3 à 4 mm. Si la jambe de couture est dans la plage de 6-8 mm, le diamètre de l'électrode est de 4-5 mm.
Dans le même temps, il convient de garder à l'esprit que l'utilisation d'électrodes d'un diamètre supérieur à 6 mm est limitée en raison de leur masse importante. En outre, lorsqu’il est appliqué, il est difficile de faire bouillir la racine du joint.
Lors de la réalisation de joints multicouches, la meilleure option consiste à effectuer la première couche avec une électrode de petit diamètre (pas plus de 4 mm), pour une bonne pénétration de la racine du joint dans la profondeur de coupe. Ceci s'applique également aux soudures bout à bout et aux soudures d'angle.
Sélection du courant de soudage pour le soudage à l'arc manuel
Type et polarité du courant de soudage
Une augmentation de la force du courant de soudage contribue à une augmentation de la profondeur de pénétration (pénétration). Le type de courant de soudage et sa polarité affectent également la forme et les dimensions de la soudure. Si elle est produite par courant continu de polarité inversée, la profondeur de pénétration est de 40 à 50% supérieure à celle obtenue avec le soudage en courant continu de polarité directe du fait que différentes quantités de chaleur sont libérées au niveau de la cathode et de l'anode. Le soudage avec courant alternatif réduit la pénétration du métal de 15 à 20% par rapport au soudage avec courant continu de polarité inverse.
Courant de soudage
La force du courant de soudage est déterminée principalement par le diamètre de l'électrode. Mais sa valeur peut également être affectée par le porte-à-faux de l'électrode, la composition du revêtement et la position spatiale du joint soudé. Augmenter la force du courant de soudage augmente la productivité soudurec'est-à-dire la quantité de métal déposée ci-dessus.
Mais, avec un ampérage excessivement grand pour un diamètre donné de l'électrode, il surchauffe, ce qui entraîne une diminution de la qualité de la soudure et des éclaboussures de métal. Si l'intensité du courant est insuffisante pour l'électrode, l'arc électrique est instable et se brise souvent, ce qui entraîne un manque de pénétration.
Valeur du courant de soudage aciers de construction, calculé par les formules suivantes:
pour les électrodes de diamètre inférieur à 3 mm: I = 30d;
pour les électrodes d'un diamètre de 4-6 mm: I = (20 + 6d);
pour les électrodes dont le diamètre est supérieur à 6 mm: I = (40 ... 50) d;
Où I est la force du courant de soudage, A; d est le diamètre de l'électrode, mm.
Le courant en soudage à l'arc manuel peut varier considérablement: de 50 à 350A. Lors du calcul, les formules sont corrigées en fonction de l'épaisseur à souder et de la position spatiale du joint soudé.
Avec l'épaisseur des pièces à souder de 1,3d à 1,6d, la force du courant de soudage, déterminée par les formules, est réduite de 10-15%. Si l'épaisseur du métal à souder est supérieure à 3 d, l'intensité du courant est augmentée de 10 à 15%. Pour le soudage de joints verticaux, ainsi que pour le soudage joints de plafond, l'intensité du courant calculée est réduite de 10-15%.
Tension et vitesse pour le soudage à l'arc manuel
La contrainte de soudage n’affecte pas beaucoup la quantité de pénétration, mais la largeur de la soudure dépend de la contrainte choisie. À mesure que la tension augmente, la largeur de la soudure augmente. L'augmentation se produit quelle que soit la polarité du courant. La tension pendant le soudage à l'arc manuel, contrairement à la force du courant, varie dans des limites étroites: de 16 à 30V.
La vitesse de soudage, contrairement à la contrainte, a une forte influence sur la profondeur de pénétration et la largeur de la soudure. En augmentant vitesse de soudageet la profondeur de pénétration et la largeur du joint diminuent.
Voir également l'article suivant de la série "Technologie de soudage à l'arc manuelle" appelé "". Nous y discuterons de la mise en œuvre correcte des soudures.
Le mode de soudage est compris comme une combinaison de facteurs déterminant le déroulement du processus de soudage. Ces facteurs sont appelés éléments de mode. Les principaux éléments du mode de soudage à l'arc sont: le courant, le type et la polarité du courant, le diamètre de l'électrode, la tension de l'arc et la vitesse de soudage. Avec soudage manuel on leur ajoute la quantité de déplacement latéral de l'extrémité de l'électrode. Les facteurs restants - le porte-à-faux (longueur) de l'électrode, les propriétés du revêtement, la température initiale du métal, la pente de l'électrode et le métal de base - constituent des éléments supplémentaires du mode de soudage.
L'influence des éléments du mode de soudage sur les dimensions et la forme du cordon.
Les dimensions de la soudure et la forme de pénétration ne dépendent pas du type de soudure (couture au rouleau, angulaire, soudure bout à bout, soudure sans coupe ni jeu, soudure avec coupe et jeu), mais sont déterminées principalement par le mode de soudure. Le principal indicateur de la forme du joint est le rapport de forme de pénétration, représentant le rapport entre la largeur du joint et la profondeur de pénétration. Lors du soudage à l'arc et du surfaçage, il peut varier considérablement - de 0,8 à 20. Réduire la largeur du joint et augmenter la profondeur de pénétration réduisent la forme de la pénétration et inversement, le changement de ces valeurs - l'augmente.
En mangé et h et n à propos de t à. L'augmentation du courant augmente et diminue diminue la profondeur de pénétration. Avec une profondeur de pénétration de plus de 0,7–0,8% de l'épaisseur du métal, les conditions d'évacuation de la chaleur de la partie inférieure du bain de soudure changent de manière dramatique et une pénétration du métal peut se produire. Plus la densité du métal est grande (plus le métal est lourd), plus la pénétration à ce courant est grande. La largeur de la valeur actuelle de la couture n'a presque aucun effet.
Type et polarité du courant. Lors du soudage à courant continu de polarité directe, la profondeur de pénétration est réduite de 40 à 50%, et lors du soudage à courant alternatif, elle est réduite de 15 à 20% par rapport au soudage à courant continu de polarité inverse. La largeur du joint lors du soudage avec courant continu de polarité directe est inférieure à celle utilisée lors du soudage avec courant continu de polarité inverse et courant alternatif. Une modification de la largeur de la couture devient perceptible à des tensions d'arc supérieures (supérieures à 30 V).
Le diamètre de l'électrode. Réduire le diamètre au même courant augmente la densité de courant dans l'électrode et réduit la mobilité de l'arc, ce qui augmente la profondeur de pénétration et réduit la largeur du joint. En conséquence, à mesure que le diamètre de l'électrode diminue, la profondeur de pénétration augmente; la largeur de la couture augmente avec l'augmentation du diamètre de l'électrode en augmentant la mobilité de l'arc. La profondeur de pénétration désirée peut également être obtenue avec un courant plus faible en raison d'une diminution du diamètre de l'électrode, mais cela pose des difficultés en raison du chauffage accru de l'électrode de petit diamètre.
La tension de l'arc n'a pratiquement aucun effet sur la profondeur de pénétration, mais affecte la largeur de la couture. Lorsque la tension augmente, la largeur du joint augmente, tandis que la tension diminue, elle diminue, ce qui est largement utilisé dans les méthodes de soudage mécanisées pour réguler la largeur de la soudure, en particulier lors du surfaçage.
En soudage manuel, la tension varie légèrement (de 18 à 22 V), ce qui n'a aucun effet pratique sur la largeur du joint.
Vitesse de soudage À faible vitesse de soudage manuel, comprenant 1 à 1,5 m / h, la profondeur de pénétration est minimale car, dans ce cas, l'intensité du déplacement du métal en fusion du bain de soudure à partir de la base de la colonne à arc est faible. Formé à la base de la couche d’arc en métal liquide, il empêche la pénétration du métal de base. Augmenter la vitesse de soudage à une valeur correspondant à l'apport de chaleur maximal de l'arc augmente la profondeur de pénétration. Pour les limites pratiques utilisées dans les modes de soudage, la vitesse de soudage a peu d’effet sur la profondeur de pénétration.
La largeur de la soudure dépend de la vitesse de soudage: une augmentation de la vitesse diminue et une diminution de la vitesse augmente la largeur de la soudure. Ce rapport est maintenu à toutes les vitesses de soudage et est largement utilisé dans la pratique pour ajuster la largeur de la soudure.
Le mouvement transversal de l'électrode influence fortement la profondeur de pénétration et la largeur du joint. Il est donc largement utilisé en soudage manuel pour contrôler la forme du joint. L'augmentation de la largeur des déplacements transversaux de l'extrémité de l'électrode augmente la largeur du joint et réduit la profondeur de pénétration, et inversement. Cela est dû à la modification correspondante de la concentration de chaleur de l'arc sur le métal.
La longueur (départ) de l'électrode. Avec une augmentation de la longueur de l'électrode (ou de son départ), elle s'échauffe davantage et son taux de fusion augmente, ce qui entraîne une diminution du courant et de la profondeur de pénétration. Si le diamètre du fil est supérieur à 3 mm, une variation du porte-à-faux de ± 6–8 mm n'affecte pas la formation d'un joint. Si un fil d'un diamètre de 1 à 2,5 mm est utilisé, ces oscillations de départ peuvent aggraver la formation d'une couture.
Propriétés physiques du revêtement ou du flux. Lorsque vous utilisez un flux lumineux et une électrode à bas point de fusion, la mobilité de l'arc augmente, la largeur de la couture augmente et la profondeur de pénétration est réduite. Avec une épaisseur de couche ou un revêtement réfractaire croissant à l'extrémité de l'électrode, une gaine est formée, limitant la mobilité de l'arc, ce qui entraîne une diminution de la largeur du joint et une augmentation de la profondeur de pénétration.
La température initiale du métal dans la plage de -60 à + 80 ° C n’affecte pas la forme de la soudure. Le chauffage du métal de base à une température de 100 à 400 ° C entraîne une augmentation de la largeur et de la profondeur de pénétration du joint, cette dernière augmentant plus rapidement que la pénétration. Le préchauffage du métal en cours de soudage explique l’augmentation de la largeur des couches supérieures lors du soudage multicouche et du gainage.
La pente de l'électrode. Électrode verticale de fil de soudage avec une inclinaison de l'angle entre l'angle avant et arrière (par rapport à la direction du soudage). Lors du soudage, l'angle de l'arc éloigne davantage le métal du bain et la profondeur de pénétration augmente, tandis que la largeur de la soudure diminue. Lors du soudage avec un angle en avant, la pression de la colonne sur la surface métallique diminue, ce qui réduit la profondeur de pénétration
et augmente la largeur du joint par rapport au soudage avec une électrode verticale.
La pente du produit. Lors du soudage de haut en bas (en descente), l'épaisseur de la couche de métal liquide sous la base de la colonne à arc augmente et la profondeur de pénétration diminue; L'arc dérive et la largeur de la couture augmente. En soudant vers le haut (vers le haut), l'épaisseur de la couche de métal liquide sous l'arc diminue, la profondeur de pénétration augmente et la largeur de la soudure diminue à mesure que l'arc se déplace moins. Pour la formation normale de joint pendant le soudage manuel, l'angle d'inclinaison doit être de 8 à 10 °. Avec un angle plus grand et une soudure dans la descente, il se produit une fuite de métal liquide sous la base de l’arc, et lors d’une soudure vers le haut, un manque de pénétration et des découpes apparaissent le long des bords du joint. Le soudage par descente est utilisé lors de la réalisation de joints circulaires (tuyaux, vaisseaux). Cela réduit les risques de brûlures, améliore la formation du joint et empêche l'écoulement des bains de métal liquide.
Sélectionnez le mode de soudage. Le mode de soudage (type et marque d'électrode, diamètre de la tige, type, polarité, tension, quantité de courant) est choisi en fonction du type, de l'épaisseur du métal soudé et de la conception du joint soudé. Après avoir déterminé les conditions de soudage offrant un joint soudé de haute qualité, choisissez le diamètre de l'électrode (fil) et la valeur du courant de soudage.
Le diamètre du fil-électrode est choisi en fonction de l'épaisseur du métal soudé. Pour les joints bout à bout peuvent être prises:
Avec un grand diamètre d'électrode, la productivité du soudage augmente, mais la pénétration du métal à souder est possible, la mise en œuvre des joints dans les positions verticale et au plafond est entravée et une pénétration incomplète de la racine du joint est possible. Par conséquent, la première couche d'un joint multicouche est toujours soudée par une électrode d'un diamètre de 4-5 mm, à l'exception des joints avec une préparation en forme de U, où tout le joint peut être soudé avec des électrodes d'un diamètre (maximum autorisé).
Les joints verticaux et de plafond sont soudés par des électrodes dont le diamètre n’excède pas 5 mm; Les soudeurs hautement qualifiés peuvent souder de telles coutures avec des électrodes de 6 mm de diamètre. Les soudures par points et le surfaçage avec des rouleaux de petite section sont réalisés avec des électrodes dont le diamètre ne dépasse pas 5 mm.
Le courant de soudage est choisi en fonction du diamètre de l'électrode et de la marque du revêtement d'électrode. Dans l'onglet. 5 valeurs de courant recommandées pour des électrodes de différentes qualités ont été données.
Si le courant est faible, le flux de chaleur dans le bain de soudure ne sera pas assez chaud et il est possible de ne pas fondre le métal de base et le métal fondu (soudage incomplet), ce qui réduit considérablement la résistance du joint soudé. Lorsque le courant est trop important, toute l'électrode devient très chaude quelque temps après le début du soudage, son métal commence à fondre plus rapidement et à pénétrer dans le joint. Cela crée un excès de métal de soudure dans le joint et est également associé au risque de formation d'une pénétration incomplète dans le cas où le métal d'électrode liquide heurterait le métal de base non fondu.
Lorsque vous choisissez la quantité de courant nécessaire au soudage bout à bout de l'acier à faible teneur en carbone en position basse, vous pouvez utiliser la formule Acad. K.K. Khrenova
où je St - courant de soudage, et;
d est le diamètre de la tige métallique de l'électrode, mm.
Lorsque l’épaisseur du métal est inférieure à 1,5 jour, le courant est réduit de 10 à 15% et lorsque l’épaisseur est supérieure à 3 jours, le courant est augmenté de 10 à 15% par rapport à celui obtenu par la formule. Lors du soudage sur un plan vertical, le courant est réduit de 10-15% et lors du soudage des joints de plafond, de 15-20% par rapport au courant sélectionné pour le soudage en position inférieure du métal de même épaisseur.
Pour le soudage avec chevauchement et joints en T, vous pouvez utiliser un courant plus élevé, car dans ce cas, le risque de pénétration est moindre.
Administration Évaluation générale de l'article: Publié le: 2011.06.01
Sélection des modes de soudage
En soudage à l'arc électrique manuel, il est nécessaire de contrôler un certain nombre de paramètres importants, tels que: la force du courant de soudage, la tension de l'arc électrique, la vitesse des pièces à souder, le type et la polarité du courant, la position spatiale de la soudure, le diamètre et le type d'électrodes.
Pour que le cordon de soudure soit de bonne qualité et de la taille requise, il est nécessaire de prendre en compte ces valeurs avant le travail et de définir le mode de soudage optimal.
Comment choisir l'intensité du courant de soudage en fonction du diamètre de l'électrode
La force du courant de soudage est le paramètre le plus important au choix d'un mode de fonctionnement en soudage à l'arc manuel. La productivité du travail pendant le soudage, leur qualité dépendra directement de ce paramètre - la force du courant de soudage.
Lorsque vous achetez une machine à souder, vous y trouverez le manuel du fabricant. En tant que futur utilisateur, vous recevez généralement des recommandations pour choisir la force du courant de soudage. En l'absence d'instructions de ce type, la force du courant de soudage peut être choisie en fonction du diamètre de l'électrode. Pour la plupart des fabricants, elle est directement placée sur l'emballage du paquet d'électrodes.
Le diamètre de l'électrode dépend directement de l'épaisseur de la paroi des pièces à souder. Il convient de garder à l'esprit que lorsque le diamètre de l'électrode augmente, la densité du courant de soudage diminue et l'arc de soudage commence lui-même à se perdre, fluctue et varie en longueur, ce qui entraîne une détérioration du soudage lorsque la largeur de soudage augmente et que la profondeur de pénétration diminue.
Rappelez-vous que la force du courant de soudage dépend également de la localisation spatiale du joint de la structure soudée. Si vous cuisinez avec la position verticale ou la position au plafond des pièces à souder, prenez un diamètre minimum de 4 mm pour les électrodes et réduisez la force du courant de soudage de 10 à 20% des paramètres recommandés que vous utilisez pour le soudage en position horizontale.
Une fois que vous avez choisi le mode de soudage et pris en compte l'intensité du courant de soudage, il est nécessaire de calculer la longueur de l'arc de soudage. La longueur de l'arc de soudage est la distance entre l'extrémité de travail de l'électrode et la surface de la pièce soudée. La qualité du cordon de soudure dépend beaucoup de la longueur maintenue de manière stable de l'arc de soudage. Si vous possédez une expérience solide en soudage, il est possible que vous puissiez conserver la taille optimale de l'arc de soudage, qui est égale au diamètre de l'électrode de travail, appelée arc court.
Mais le plus souvent, les soudeurs travaillent dans la plage de travail de l'arc de soudage, qui se situe entre les dimensions utilisées pour souder une électrode (la taille minimale) et la taille maximale dépassant le diamètre de l'électrode de un à deux millimètres.

Comment choisir la vitesse de soudage
Lors du choix de la vitesse de soudage, faites attention à l'épaisseur du produit soudé et à l'épaisseur joint de soudure, vous avez besoin d’une vitesse de soudage telle que le bain de soudure ait le temps de se remplir de métal pour électrode liquide et de s’élever au-dessus de la surface des bords du métal allié de manière à éviter les affaissements, les coupes et la transition en douceur vers le métal de base du produit allié.
Lors du soudage, sélectionnez une vitesse de soudage telle que la largeur de la soudure soit égale à 1,5 fois le diamètre de l'électrode. Lorsque l'électrode se déplace lentement le long du bord de la structure soudée, il se forme une quantité excessive de métal en fusion qui se répandra avant arc de soudure, empêchant son impact sur les joints soudés, entraînant un manque de pénétration, c’est-à-dire un cordon de soudure de mauvaise qualité.
Si l'électrode se déplace rapidement, un chauffage incomplet peut également se produire en raison de la quantité insuffisante de chaleur dans la zone de travail de soudage, ce qui peut également entraîner une déformation et une fissure des joints lors du refroidissement.
Par conséquent, pratiquement la vitesse de soudage est choisie en fonction de la taille du bain de soudure, à savoir: disposer le bain de soudage de dimensions: dix à quinze millimètres de large, dix à trente millimètres de long et jusqu'à six millimètres de profondeur. Sur la base du fait que la profondeur de pénétration du métal est une valeur constante, il suffit de suivre le remplissage uniforme du bain de fusion avec du métal en fusion.
Dans le prochain article, vous découvrirez le type et la polarité du courant utilisé dans le soudage à l'arc manuel.
Afin de déterminer correctement l'intensité du courant requis lors du soudage à l'arc électrique manuel, de nombreux facteurs doivent être pris en compte. Le mode de soudage est déterminé en analysant les données d'origine. Plus il y a de données, meilleure est la qualité du travail effectué.
Pour sélectionner le mode de soudage dont nous avons besoin, il est nécessaire de déterminer la composition du matériau à souder, ses dimensions géométriques, sa configuration et le type de soudure envisagé. Ce n'est qu'en connaissant les réponses à toutes ces questions que nous pourrons choisir correctement l'électrode et les caractéristiques du courant de soudage.
Étant donné qu'il existe de nombreux facteurs et que chacun d'entre eux influence le processus de soudage à sa manière, nous examinerons leurs principaux paramètres:
- taille de l'électrode;
- valeur actuelle;
- longueur de l'arc;
- taux de pénétration;
- type et polarité;
- nombre de points de suture.
En analysant cette liste, nous constatons que les principaux critères du mode de soudage sont liés aux conditions et à la nature de l’arc de soudage. Par conséquent, avant de commencer les travaux, il est nécessaire de sélectionner les valeurs de ces paramètres pour obtenir la configuration souhaitée et, par conséquent, une excellente qualité du site de soudage.
On obtient une bonne augmentation de la productivité du travail en utilisant la soudure, où un courant triphasé est appliqué.
L'application d'un rendement de soudage triphasé augmente de 2 à 2,5 fois. En passant par un arc de trois courants décalés en phase de 120 degrés, la qualité et la stabilité de l'arc deviennent beaucoup plus élevées qu'avec un courant monophasé. Ce type de soudage permet l’utilisation d’électrodes avec des revêtements fluorure-calcium qui ne conviennent pas aux travaux sur courant alternatif monophasé.
COURANT ET ELECTRODE
Une des caractéristiques principales soudage à l'arc électrique considéré comme un courant de soudage. Dans une plus grande mesure, sa résistance déterminera la nature de la soudure et la productivité de la soudure en général. Plus la valeur actuelle est élevée, meilleur est l'arc et plus la fusion est profonde. La force du courant pendant le soudage est directement liée à la taille de l'électrode et au type de placement mutuel des pièces soudées dans l'espace. Les valeurs de courant les plus élevées sont utilisées pour l'ancrage de pièces horizontales. Avec les pénétrations verticales, l'ampérage est réduit de 15% et, avec le plafond, de 20%.
Souvent, les données sur la force du courant déposé sur un paquet de électrodes de soudure. En outre, il peut être trouvé à l'aide de calculs ou de tableaux. 
Le diamètre de l'électrode est choisi en fonction de l'épaisseur du métal à fixer, du procédé de soudage et des dimensions géométriques du cordon.
Pour chaque cas individuel, un certain nombre d'ampères est sélectionné:
- Electrode 1 mm. souder jusqu’à 1 mm d’épaisseur, l’intensité du courant est comprise entre 10 et 30 A.
- Électrode 1,5-2 mm. le matériau est soudé jusqu'à 2 mm d'épaisseur et alimente l'électrode 30-50 A.
- Électrode 3 mm. le matériau est soudé jusqu'à 4 mm d'épaisseur et alimente l'électrode 60-120 A.
- Électrode 4 mm. le matériau est soudé sur une épaisseur de 11 mm et alimente l'électrode 140-2000 A.
- Electrode 5 mm. le matériau est soudé jusqu'à 15 mm d'épaisseur et alimente l'électrode 150-270 A.
- Electrode 6 mm. Matériau à souder d’une épaisseur de 16 mm, appliqué sur l’électrode 210-340 A.
Un tel courant étalé existe en raison de la différence des métaux utilisés et de la position des pièces à souder. Au début du soudage, il est conseillé de définir la valeur du courant moyen.
LONGUEUR D'ARC
Nous avons déterminé la force du courant, il est maintenant temps de déterminer quelle longueur d'arc devrait être aux paramètres donnés. La longueur uniforme constante de l'arc de soudage aura un effet positif sur la nature de la soudure. La meilleure option serait d’utiliser un arc court-circuit (la longueur de l’arc n’est pas supérieure au diamètre de l’électrode utilisée). Même avec une expérience considérable en tant que soudeur, cette exigence sera très difficile à satisfaire. La longueur de l'arc est liée à la jauge et à l'intensité de l'électrode. Pour assurer une bonne soudure, il est nécessaire de respecter la relation entre le diamètre de l'électrode et la longueur de l'arc: 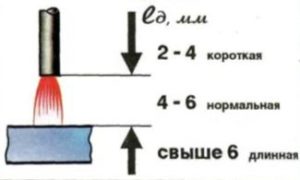
- Avec une taille de 1,5-2 mm - l'arc sera de 2,5 mm.
- Avec une taille de 3 mm - l'arc sera de 3,5 mm.
- Avec une taille de 3-4 mm - l'arc sera de 4 mm.
- Avec une taille de 4 mm - l'arc sera de 4,5 mm.
- Avec une taille de 4-5 mm - l'arc sera de 5 mm.
- Avec une taille de 5 mm - l'arc sera de 5,5 mm.
- Avec une taille de 6-8 mm - l'arc sera de 6,5 mm.
VITESSE DES COUTURES DE SOUDAGE
La détermination de la meilleure vitesse de soudage par recouvrement dépend directement et est liée aux dimensions géométriques des pièces soudées et à la force du courant de soudage. Lorsque vous choisissez la vitesse correcte, la couture aura une taille égale à 1,5-2 fois la taille de l'électrode. Avec
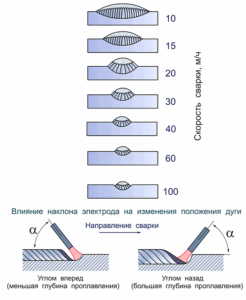
L'effet de la vitesse de soudage sur la forme du joint
une faible vitesse de câblage entraînera un excès de métal dans le bain soudé, ce qui divergera et formera un joint défectueux. À une vitesse d'affichage plus élevée, le métal ne pourra pas
réchauffer dans la mesure souhaitée, ce qui conduira sans doute à un manque de pénétration et la couture se révélera fragile.
Pour déterminer la meilleure limite de vitesse, il est conseillé de suivre les caractéristiques du bain obtenues expérimentalement: largeur - 9-15 mm, profondeur - jusqu'à 6 mm, longueur - 10-30 mm. Avec une augmentation de la vitesse de déplacement de l'électrode, la largeur de la couture diminue et la profondeur de pénétration reste en fait la même. Il s'avère que les coutures de la meilleure qualité seront obtenues à une vitesse de 30 à 40 m / h.
Polarité
Le choix du courant dont nous avons besoin est également affecté par la polarité. L'onduleur peut changer le sens du mouvement de l'électricité. Comment cela se produit-il et quel est l'avantage de changer de polarité?

Types de polarité du courant de soudage
Le flux d'électrons pendant le soudage est dirigé de la borne négative vers le positif. La borne sur laquelle les électrons arrivent (positif) a un échauffement plus fort. Cette connaissance est utilisée pour améliorer la qualité du soudage avec divers métaux et épaisseurs de billettes. Lors du soudage de pièces dimensionnelles ayant une masse et une densité importantes, la borne positive étant fixée à leur surface, ce type de connexion sera considéré comme "droit
polarité. Ce type est souvent utilisé en soudage. Lorsque vous travaillez avec des métaux à paroi mince ou un alliage fortement allié susceptible de décolorer les éléments en alliage, ceux-ci sont connectés à la borne négative ( inversion de polarité). Lors de l'utilisation cette connexion la température la plus élevée tombe sur l'électrode et les surfaces à souder ont moins de chaleur. Un ampérage plus élevé aura également moins d’effet sur la pièce.
La sélection correcte des indicateurs décrits ci-dessus (intensité du courant, polarité, diamètre et type d'électrode) garantit la meilleure performance des soudures. Pour tous les jours, le soudage quotidien convient le mieux. inverseur de soudage avec la taille des électrodes d'un diamètre de 3-4 mm, exposés à un courant d'environ 100 A et l'utilisation de la polarité directe. Ce redresseur consomme une petite quantité d’énergie, a un faible poids et des dimensions hors tout et est très pratique à utiliser. Pendant le travail, il est nécessaire de prendre en compte le fait que toute machine à souder a ses défauts, il est donc nécessaire d'effectuer le réglage à sa discrétion, à partir des modes spécifiés. Rappelez-vous que la sélection de l'intensité du courant dépend de la combinaison d'un grand nombre de facteurs. Une détermination erronée du mode peut provoquer l'ébullition du métal en cas de manque de courant et, s'il est surpeuplé, le matériau brûlera. Lorsque vous utilisez des électrodes de gros calibre, la densité du courant de soudage diminue, ce qui entraîne l'apparition d'un arc de soudage nomade, ses oscillations et ses variations de longueur. Tout cela conduira à une augmentation de la largeur de la soudure et à une profondeur de pénétration inférieure.
Sources d'énergie
Actuellement, le type d'électricité peut être appliqué par soudage avec courant alternatif et continu. Il est important non seulement de choisir le mode de soudage et l'épaisseur de l'électrode, mais également de choisir la source d'alimentation appropriée. Examinons les sources de courant de soudage les plus courantes et voyons quelles sont leurs différences:
Transformateurs de soudage
Créez un courant de soudage en baissant simplement la tension de ligne. Cela détermine leur bonne fiabilité et leur faible coût. Le soudage à courant alternatif à l'aide de transformateurs est le mieux adapté pour travailler avec des aciers à faible teneur en carbone. Un gros défaut est son poids important et sa consommation d'énergie énorme, ce qui nuit aux réseaux électriques conventionnels. Lorsque vous réduisez la tension à 160-180 V, ces alimentations ne fonctionnent pas.
Redresseurs de soudage
Transforme la tension du secteur avec son redressement ultérieur en utilisant des blocs de diodes ou de thyristors. Ces alimentations sont très simples et hautement fiables. Utilisé pour le soudage de pratiquement tous les aciers et alliages de différents types d'électrodes. Lors de l’utilisation de cette soudure, des éclaboussures de métal se produisent au moins 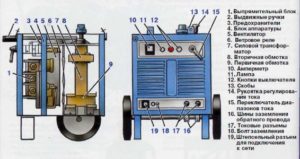 transformateur, avec le meilleur arc brûlant et sa stabilité, donc souder ça s'avère mieux. Le coût de l'électricité est plus élevé que celui du transformateur, car une partie de l'énergie est perdue dans l'unité à diodes. Il est également impossible de travailler avec cet appareil dans des endroits où une chute de tension de 180 volts est possible.
transformateur, avec le meilleur arc brûlant et sa stabilité, donc souder ça s'avère mieux. Le coût de l'électricité est plus élevé que celui du transformateur, car une partie de l'énergie est perdue dans l'unité à diodes. Il est également impossible de travailler avec cet appareil dans des endroits où une chute de tension de 180 volts est possible.
Onduleurs de soudage
Leur principe est basé sur la transformation du courant alternatif à l'entrée du dispositif en un signal constant, puis à l'aide des commutateurs à transistors, la constante est transformée en un courant alternatif d'une fréquence supérieure à 50 kHz et envoyée à un transformateur haute fréquence avec redressement ultérieur. Les données  Les alimentations ont des caractéristiques d'impulsion de sortie parfaites pour différents types de soudage. Le redresseur a une faible consommation électrique et un rendement élevé (plus de 85%), ce qui réduit la charge sur le réseau de nombreuses fois. Le dispositif est fourni avec diverses fonctions telles que la formation facile d’un arc, le non-collage des électrodes, le "démarrage à chaud", etc. L'onduleur peut fonctionner avec n'importe quel type d'électrodes pour toutes les qualités d'acier.
Les alimentations ont des caractéristiques d'impulsion de sortie parfaites pour différents types de soudage. Le redresseur a une faible consommation électrique et un rendement élevé (plus de 85%), ce qui réduit la charge sur le réseau de nombreuses fois. Le dispositif est fourni avec diverses fonctions telles que la formation facile d’un arc, le non-collage des électrodes, le "démarrage à chaud", etc. L'onduleur peut fonctionner avec n'importe quel type d'électrodes pour toutes les qualités d'acier.
Les modes de soudage à l'arc manuel sont un ensemble de paramètres contrôlés par le soudeur qui déterminent les conditions du processus de soudage. Le choix et le maintien corrects de ces paramètres tout au long du processus de soudage sont la clé d'un joint soudé de haute qualité.
Ces paramètres peuvent être divisés en base et supplémentaire.
Les principaux paramètres du mode de soudage à l'arc:
- diamètre de l'électrode
- magnitude, nature et polarité du courant (direct ou inverse)
- tension d'arc
- vitesse de soudage
- nombre de passes
Paramètres supplémentaires: la quantité d'émission de l'électrode, la composition et l'épaisseur du revêtement de l'électrode, la position de l'électrode, la position du produit pendant le soudage, la forme des arêtes préparées et la qualité de leur dénudage.
Sélection du diamètre de l'électrode et du choix du courant de soudage.
Lorsque vous travaillez avec le soudage à l'arc manuel, le paramètre le plus important est la force du courant de soudage. Courant de soudage détermine la qualité de la soudure et ses performances en général.
En règle générale, des recommandations sur le choix de l'intensité du courant de soudage sont données dans le manuel d'utilisation fourni avec le poste de soudage. En l'absence d'instructions de ce type, la force du courant de soudage peut être choisie en fonction du diamètre de l'électrode. La plupart des fabricants d'électrodes placent des informations sur les valeurs du courant de soudage sur les boîtiers contenant des électrodes.
Le diamètre de l'électrode est choisi en fonction de l'épaisseur du métal soudé. Cependant, rappelez-vous que lorsque le diamètre de l'électrode augmente, la largeur de la soudure augmente et la profondeur de pénétration diminue, c'est-à-dire que la qualité de la soudure se détériore. De plus, le niveau de courant de soudage dépend de l'emplacement de la soudure dans l'espace. Lors du soudage de joints en position verticale ou au plafond, il est recommandé d'utiliser un diamètre d'électrode d'au moins 4 mm et de réduire l'intensité du courant de soudage de 10 à 20% par rapport aux valeurs du courant standard lorsque vous travaillez en position horizontale.
Type et polarité du courant.
Le type de courant et sa polarité sont établis en fonction du type de métal soudé et de son épaisseur. Lors du soudage avec un courant continu de polarité inverse, plus de chaleur est générée sur l'électrode. Sur cette base, une polarité inversée est utilisée lors du soudage de pièces minces afin d'éviter toute brûlure et lors du soudage d'aciers alliés afin d'éviter une surchauffe. Lors du soudage des aciers au carbone, un courant alternatif est utilisé, en prenant en compte l'efficacité du processus.
Le plus moderne machines à souderen redressant le courant alternatif, un courant de soudage constant est généré à la sortie. Lors de l'utilisation courant continu Il existe deux options pour connecter l’électrode et les pièces:
|
Courant continu |
|
|
Polarité directe |
Polarité inversée |
| La pièce est connectée au clip "+" et l'électrode au clip "-" | Le détail se connecte à "-" et l'électrode - à "+" |
|
|
Tension d'arc.
Une fois que la force du courant de soudage est déterminée, la longueur de l'arc doit être calculée. La distance entre l'extrémité de l'électrode et la surface du produit à souder détermine la longueur de l'arc de soudage. Un entretien stable de la longueur de l'arc de soudage est très important lors du soudage, cela affecte grandement la qualité du cordon de soudure. Il est préférable d’utiliser un arc court, dont la longueur n’excède pas le diamètre de l’électrode, mais cela est assez difficile à réaliser même si le soudeur a une vaste expérience. Par conséquent, la longueur optimale de l'arc est considérée comme étant la taille, qui se situe entre la valeur minimale d'un arc court-circuit et la valeur maximale (dépasse le diamètre de l'électrode de 1 à 2 mm).
Vitesse de soudage
Le choix de la vitesse de soudage dépend de l'épaisseur du produit à souder et de l'épaisseur de la soudure. Il est nécessaire de sélectionner la vitesse de soudage de sorte que le bain de soudure soit rempli de métal liquide de l’électrode et s’élève au-dessus de la surface des bords avec une transition en douceur avec le métal de base du produit sans affaissement ni contre-dépouille. Il est souhaitable de maintenir la vitesse d'avancement de sorte que la largeur de la soudure dépasse 1,5 à 2 fois le diamètre de l'électrode.
Si vous déplacez l'électrode trop lentement, une quantité suffisamment grande de métal liquide se formera le long du joint, ce qui se répandra devant l'arc de soudage et empêchera son effet sur les bords d'être soudé, ce qui entraînera un manque de pénétration et un joint mal formé.
Un mouvement excessivement rapide de l'électrode peut également entraîner un chauffage incomplet en raison d'une chaleur insuffisante dans la zone de travail. Et ceci est lourd de déformations des coutures après refroidissement, jusqu’à fissures.
Le moyen le plus simple de sélectionner la vitesse de soudage est orienté de manière à correspondre approximativement à la taille moyenne de la taille du bain de soudure. Dans la plupart des cas, le bassin de soudure a les dimensions suivantes: largeur 8–15 mm, profondeur jusqu'à 6 mm, longueur 10–30 mm. Il est important de s’assurer que le bain de soudure est uniformément rempli de métal fondu, car la profondeur de pénétration est presque inchangée.




