Que sont les électrodes et pour quoi. Electrodes pour le soudage d'aciers et d'alliages résistant à la corrosion, à la chaleur et à la chaleur. Types et marques d'électrodes.
Comme matériel de soudage pour electro soudage à l'arc pièce appliquée électrodes, soudure et fil fourré.
Électrodes collées
Les électrodes pour le soudage à l'arc sont de deux types principaux: fondant et non fondant.
Électrodes de fusion. Les électrodes de fusion revêtues sont largement utilisées pour soudure À la maison - c'est le matériau principal.
En conséquence, le soudage est actuellement utilisé dans de nombreux domaines industriels. Les garnitures sont généralement assez solides et, dans certaines applications, il faut utiliser une couche pour remédier aux carences finales en métallurgie des remèdes de soudage. Il existe des électrodes et des fils qui offrent divers degrés de résistance à l'usure, à la corrosion et à la chaleur et qui peuvent être utilisés dans des endroits difficiles d'accès, tels que les vannes et les sièges, ou inversement dans de grandes zones, par exemple à la surface d'un arbre porteur ou sur des laminoirs en acier.
Les baguettes d’électrodes pour le soudage de l’acier sont constituées de carbone, allié ou fortement allié fil de soudure. La norme prévoit 77 qualités de fil d'acier, utilisé pour la fabrication d'électrodes à la pièce d'un diamètre de 1,6 à 6 mm.
Revêtement électrodes de soudure Son effet est multiple: il forme une atmosphère protégeant le métal de l'oxygène et de l'azote de l'air, stabilise la combustion de l'arc, élimine les impuretés nocives du métal en fusion et le dope afin d'améliorer ses propriétés. Pour remplir toutes ces fonctions, le revêtement comprend de nombreux composants:
Le soudage est le plus souvent utilisé pour la réparation du gaz naturel et des méthodes d'extraction dans la production de sucre et de plastiques et dans de nombreuses autres industries. En soudage à l'arc sous flux, l'arc est enflammé entre la pièce à usiner et l'extrémité du fil ou du ruban à souder, qui sont tous deux recouverts d'une couche de flux fondu ou aggloméré. Le reste du flux est extrait et réutilisé.
Une partie du flux fond et forme un capuchon de protection contre le laitier au-dessus du bain de soudure. Le soudage à l'arc est réalisé exclusivement sur des machines équipement de soudage. Afin d'améliorer les performances, il est également possible de disposer de plusieurs électrodes. En raison du rendement élevé de la méthode, il est particulièrement adapté aux longues connexions droites en position de travail normale. Il est principalement utilisé pour le soudage des appareils sous pression, des équipements chimiques, des machines lourdes ainsi que pour la réparation et la construction de navires.

Électrode de fusion pour le soudage: 1 tige, 2 sections de transition, qualité 3 électrodes, 4 couches.
- Substances formant des scories qui protègent le métal de l'azote et de l'oxygène. Ils comprennent le minerai de manganèse, le kaolin, le concentré de titane, la craie, le marbre, le feldspath, la dolomite et le sable de quartz.
- Des substances désoxydantes qui éliminent l'oxygène du métal en fusion. Le manganèse, le silicium, l'aluminium, le titane sous forme de ferro-alliages sont utilisés comme tels.
- Les composants générateurs de gaz, qui créent un environnement gazeux lors de la combustion du revêtement, protègent le métal en fusion de l'oxygène et de l'azote de l'air. Il s'agit principalement de farine de dextrine et de bois.
- Alliages qui confèrent au métal fondu des propriétés particulières - résistance, résistance à la chaleur, résistance à l'usure, résistance accrue à la corrosion. À cette fin, on utilise du chrome, du manganèse, du titane, du molybdène, du nickel, du vanadium et certaines autres substances.
- Éléments stabilisateurs d'ionisation arc de soudure - sodium, potassium, calcium.
- Les liants utilisés pour lier les composants du revêtement les uns aux autres et l'ensemble du revêtement à la tige de l'électrode. Le liant principal est du verre liquide de potassium ou de sodium (adhésif au silicate).
Pour le soudage de métaux non ferreux et de leurs alliages, ainsi que de produits non consommables, des électrodes de fusion sont utilisées à partir des métaux et alliages correspondants (aluminium, cuivre, nickel, bronze, laiton, etc.).
L'arcade se produit après le début de la soudure entre l'électrode et la soudure. Lorsque le courant fondu est fondu dans le joint, du laitier se forme, puis la profondeur du bain augmente. Lorsque la température du laitier augmente, l’arc s’éteint et courant de soudage contrôlée par du laitier en fusion, dans lequel l’énergie de soudage requise est créée par la résistance.
La soudure est formée entre du cuivre solide refroidi à l’eau ou des bras mobiles et devant les joints. La tête de soudage se déplace vers le haut à l'aide d'une procédure de soudage. En fonction de l'épaisseur de la plaque, une ou plusieurs électrodes sont utilisées. Si le matériau de base est très résistant, l'électrode peut basculer.

Classification et désignation des électrodes. Les électrodes utilisées pour le soudage et le surfaçage sont classées selon un large éventail de caractéristiques:
- par but (pour le soudage de l'acier, de la fonte, des métaux non ferreux, pour les travaux de surfaçage, etc.);
- sur les caractéristiques technologiques (pour les joints de différentes positions spatiales, pour le soudage avec pénétration profonde, etc.);
- par type de revêtement (acide, rutile, basique, etc.) et par son épaisseur (épaisse, mince, moyenne, très épaisse);
- sur la composition chimique du revêtement et de la tige;
- sur les propriétés mécaniques du métal fondu;
- par la nature et la polarité du courant, la tension nominale au ralenti source d'alimentation.
- sur la qualité de fabrication, l'état de la surface du revêtement, la teneur en impuretés nocives du phosphore et du soufre.
Chaque paramètre d'électrode a sa propre désignation alphabétique ou numérique dans une certaine partie du marquage. En particulier, des électrodes pour le soudage du carbone et des alliages faiblement alliés aciers de construction avec une résistance temporaire à la traction jusqu’à 60 kgf / mm 2 sont indiqués par la lettre Avoir. Les électrodes avec des revêtements rutiles d'épaisseur moyenne ont une lettre dans le marquage Avec (moyenne) et R (rutile). L'avant dernier numéro 1 indique que l’électrode peut être utilisée pour coudre n’importe quelle position spatiale et le numéro de désignation final 0 informe que cette électrode est utilisée pendant le fonctionnement machine à souder donnant un courant constant.
L'inconvénient de cette méthode est le fait qu'une grande quantité d'énergie utilisée provoque un refroidissement lent, ce qui entraîne une augmentation significative du grain dans la zone affectée par la chaleur. La ténacité du matériau de base dans cette zone n'est pas assez élevée pour répondre aux exigences structures soudées et assurer la résistance à la fissuration à basse température.
Le soudage à l'électricité est semblable au soudage au laitier et en termes de conception et d'utilisation. Le matériau principal est fondu à la température du bain de fusion. Comme pour tous les autres types de soudage dans une atmosphère protectrice, des fils complets et tubulaires sont également utilisés ici. Le même type est également utilisé. gaz protecteur. Comparée au soudage sous laitier, cette méthode produit une zone affectée thermiquement plus petite et est légèrement supérieure à la résistance au choc par entaille. Une longue électrode adhésive peut être un avantage car elle permet une vitesse de soudage plus élevée et produit moins de matériau de base fondu et moins de chaleur.
Conformément à GOST 9466-75, la désignation de l'électrode contient des informations sur le type, la marque, le diamètre et ses autres caractéristiques. La désignation du type d’électrodes pour le soudage des aciers de construction comprend la lettre Euh ("Électrode pour le soudage à l'arc") et la figure indiquant la résistance temporaire minimale à la rupture du métal fondu en kgf / mm 2. Si après les chiffres il y a une lettre Un (par exemple, Э42А, 46А), cela signifie que ce type d'électrode offre des propriétés plastiques supérieures au métal de soudure.
Le soudage par friction est un processus de pénétration en phase solide qui peut être utilisé pour lier des tôles, en particulier de l'aluminium, sans atteindre leur point de fusion. En soudage par friction, un outil avec un épaulement cylindrique et une goupille profilée tourne et s'enfonce lentement dans le joint entre deux pièces de métal ou une plaque de matériau soudée l'une à l'autre. Les composants doivent être pincés ci-dessous afin que leurs faces n'abandonnent pas. La chaleur générée entre l'outil de soudage résistant à l'usure et l'outil de soudage ramollit la soudeuse, n'atteignant pas le point de fusion, permettant ainsi à l'outil de passer le long de la ligne de soudage.
En plus du type, les électrodes ont une marque. Plusieurs types d'électrodes peuvent correspondre à un type d'électrodes. Par exemple, les électrodes de type E42 correspondent aux marques GOSTS-2, TsM-7, ANO-6.
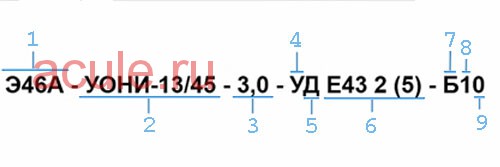
1 - Type d'électrode (électrode E pour le soudage à l'arc, résistance 460 MPa, A - augmentation de la ductilité et de la ténacité du métal fondu);
2 - Marque de l'électrode;
3 - le diamètre de la tige;
4 - But de l'électrode (Y - pour le soudage d'aciers au carbone et faiblement alliés);
5 - Caractéristiques de l'épaisseur du revêtement (D - épais);
6 - Groupe d'index indiquant les caractéristiques du métal fondu;
7 - Type de couverture (B - de base);
8 - Position spatiale de la couture (1 - pour toutes les positions);
9 - Type de courant (0 - constante, polarité inverse).
Le matériau plus mou est transféré sur le bord de l'outil et repoussé par un contact étroit entre le levier de l'outil et le profil de la broche. Une fois refroidi entre ces deux pièces, la liaison en phase solide est autorisée. Le soudage par friction peut être utilisé pour connecter des plaques en aluminium et des plaques sans fil supplémentaire ni gaz de protection. Il est possible de souder des matériaux d'une épaisseur de 1, 6 à 30 mm en pleine pénétration et sans pores ni cavités internes. Peut atteindre haute impédance faible déformant des souduresprincipalement des alliages d’aluminium et même des matériaux difficiles à souder avec les méthodes de soudage par fusion conventionnelles.
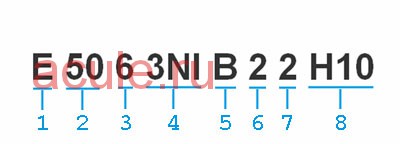
1 - Electrode pour le soudage à l'arc;
2 - limite d'élasticité minimale (500 N / mm 2);
3 - Caractérise la température à laquelle la ténacité à l'impact minimale de 47J (environ 60 ° C) est assurée;
4 - Caractérise la composition chimique du métal fondu (Ni - 2,6-3,8%);
5 - Type de revêtement d'électrode (principal);
6 - Code de performance et type de courant (<=105%, постоянный);
7 - Code de position de soudage pour le soudage (tous sauf la verticale de haut en bas);
8 - Caractérise la teneur en hydrogène dans le métal soudé (10 ml / 100g).
Récemment, le soudage par friction a été mis en place pour les alliages de plomb, de cuivre, de magnésium et même de titane. Quelles sont les exigences pour les fixations de fil de soudure? Comment séparer le courant d'entrée et le courant de soudage? Que remarquez-vous à propos de la commutation et des appareils de commutation? Que doit-on tous soumettre aux tests de type lors de la mise sur le marché d’électrodes?
Inspection et test du matériel de soudage en fonctionnement. La norme constitue le premier regard complet sur la résolution des problèmes d’équipement de soudage. Les procédures pour les tests et les tests sont établies après les réparations et les inspections et des tests réguliers. Les inspections doivent être effectuées par des professionnels et la meilleure option est prise en compte s'ils connaissent également le soudage.
Électrodes non consommables. Les électrodes non consommables sont le carbone, le graphite et le tungstène. Le point de fusion de tous ces matériaux dépasse celui auquel ils s'échauffent lors du soudage. Cette fonctionnalité et déterminé leur nom.
Les électrodes en graphite sont fabriquées en graphite synthétique pressé, en carbone - à partir de charbon électrique. Les électrodes en graphite présentent certains avantages par rapport au carbone. Ils ont une conductivité électrique plus élevée, permettant une augmentation de la densité de courant de 2,5 à 3 fois, et une plus grande résistance à l'oxydation à haute température. Cette dernière qualité permet de réduire leur consommation par rapport à celle du charbon.
L'essai prescrit doit être effectué avec soin lors des contrôles et des essais. Cette «mise en garde» signifie notamment que certains tests peuvent endommager l’équipement. Dans ces cas, la mesure est remplacée par la mesure du courant de fuite des circuits de soudage et primaire. L'ordre et le contenu des contrôles et des examens.
Contrôles réguliers: - contrôle visuel - mesure de la tension à vide - mesure de la résistance d'isolement Remarque: les contrôles réguliers ne nécessitent pas de test de fonctionnement. Contrôles et essais après réparation - inspection visuelle - mesure de la tension à vide - mesure de la résistance d'isolement - résistance du conducteur de protection - le contrôle est effectué Domaine possible d'inspection visuelle.


Les électrodes non-consommables en tungstène sont faites d’additifs purs ou avec la présence d’additifs au tungstène. Les oxydes de thorium, d'yttrium, de lanthane et d'autres substances sont utilisés comme additifs. La présence d'un additif particulier est indiquée par la marque et la couleur de l'électrode. La désignation EV (WP) signifie tungstène pur (l'extrémité est colorée en vert), EVT (WT) - tungstène avec thorium (rouge), EVI (WY) - avec yttrium (bleu foncé), (WL) - avec lanthane (bleu ou doré, selon la teneur en lanthane), WC - avec cérium (gris), WZ - avec zirconium (blanc).
Mesure de la tension de vide: la tension de ralenti mesurée entre les bornes de soudage de sortie et la source de courant de soudage est conçue pour la tension nominale. Des exigences supplémentaires pour les composants individuels sont données dans la norme. Ceci est considéré comme satisfaisant si les valeurs ≤ des valeurs indiquées sur la plaque signalétique de l'appareil sont atteintes pendant la mesure. Sur les appareils plus anciens, en particulier, l'étiquette peut être illisible ou ne pas être lue du tout.
Dans ce cas, nous pouvons être guidés par les exigences du standard de production. Dispositif de mesure de tension sans charge. Courants de fuite: Le courant de fuite est mesuré sur le circuit de soudage et sur le circuit primaire. Lors de la mesure sur le circuit primaire, vous pouvez utiliser la méthode de mesure du courant ou la méthode de mesure du courant différentiel. La connexion de mesure est indiquée ci-dessous.
L'acier, la fonte, le cuivre, le laiton, le bronze, l'aluminium et d'autres métaux sont soudés avec des électrodes non consommables. Le soudage est effectué le plus souvent dans un gaz protecteur (argon, hélium, azote et leurs mélanges). Il peut être réalisé avec ou sans matériau de remplissage. Du fil métallique, des tiges ou des bandes métalliques sont utilisés comme ces derniers.
Les valeurs maximales autorisées sont le courant de fuite principal. Les valeurs maximales admissibles sont le courant de fuite du circuit de soudage. Connexion pour mesurer le courant de fuite du circuit de soudage. Mesure du courant de fuite primaire: La mesure doit être effectuée dans des conditions où l'appareil est alimenté à partir de la tension d'alimentation nominale, le circuit de sortie est en mode veille, les condensateurs de suppression ne sont pas déconnectés et l'appareil n'est pas mis à la terre, à l'exception des composants de mesure. Si la méthode de mesure du courant à travers un conducteur de protection est utilisée, l'appareil doit également être isolé de la terre.
Sélection d'électrodes pour le soudage de l'acier
Le choix du type d'électrode pour les aciers à souder ne dépend pas seulement de la marque de ces derniers, mais également de la nature du joint, de la position spatiale de la soudure, du type de courant de soudage (constant ou variable), de la température ambiante pendant le travail, etc. Actuellement, plusieurs centaines de types d'électrodes sont fabriqués. les buts les plus divers.
Comme on peut le voir sur les figures suivantes, l'excès de tension est mesuré et le courant de fuite est calculé à partir de. Circuit de mesure du courant de fuite primaire. Connexion pour mesurer le courant circulant dans le conducteur de protection. Tests fonctionnels L'appareil marche / arrêt doit être éteint ou branché sur tous les fils sans terre, et la condition doit être clairement indiquée. Si la source d'alimentation dispose d'un dispositif de réduction de tension, cette tension doit être réduite si la résistance du circuit de soudage dépasse 200 Ohms, ce qui indique le fonctionnement correct de l'électrovanne. Le protocole devrait inclure: - l'identification du matériel de soudage à tester; - date du test; - les résultats des tests; - l'identification de la personne effectuant le test; - signature du spécialiste et de son organisation; - identification de l'objet à tester.
- Toutes les fonctions de sécurité et de soudage doivent être vérifiées.
- Les fonctions de tous les émetteurs sont vérifiées.
Les électrodes pour les aciers sont divisées en plusieurs groupes - en fonction de la qualité du matériau pour lequel elles sont destinées au soudage.
Le premier groupe comprend les électrodes pour le soudage des aciers au carbone et des aciers de construction faiblement alliés, contenant jusqu'à 0,25% de carbone et présentant une résistance à la traction allant jusqu'à 490 MPa. Ces aciers comprennent les grades St5ps, St3sp, St0 et autres utilisés pour la fabrication de rouleaux métalliques, à partir desquels la plupart des structures sont fabriquées au quotidien et qui n'imposent aucune exigence particulière en matière de résistance, de clôture, etc. Pour leur soudage, ces types d'électrodes connues de tous les soudeurs. comme ANO-4, ANO-21, MP-3, OZS-41. L'électrode populaire MP-3 est adaptée au soudage avec courant alternatif et continu dans toutes les positions spatiales de la soudure, à l'exception de la verticale du haut vers le bas.
Fait intéressant, il est présenté comme un modèle pour le protocole après la réparation et non comme un modèle général pour les inspections régulières. Le protocole doit contenir tous les tests, si aucun n’a été exécuté, il doit être marqué. Après le test, l’appareil doit porter une étiquette indiquant la date du test. Ces appareils peuvent ne pas être conformes aux exigences de la norme ci-dessus.
Dans ce cas, les données suivantes doivent également être entrées dans le journal: - en précisant quelles exigences spécifiques n'ont pas été respectées, - en déterminant dans quelle mesure cette exigence n'a pas été remplie, - en évaluant le risque de non-conformité - en suggérant, le cas échéant, des mesures correctives.
Pour le soudage des aciers ayant une résistance à la traction de 490 à 590 MPa, des électrodes du type E50A, E60 (UONI-13/55, OZS-28, UONI-13/65) sont utilisées. Ces électrodes fournissent un joint qui peut supporter des charges plus élevées que le groupe d'électrodes précédent.
Les aciers alliés de construction de résistance élevée et élevée, ayant une résistance à la traction supérieure à 590 MPa, doivent être bouillis avec des électrodes NIAT-5, EA-981/15, EA-395/9 (si le produit n'est pas soumis à un traitement thermique après soudage) ou des électrodes OZSh-1, NIAT- 3M, UONI-13/85 - s'il est prévu de soumettre la structure soudée à un traitement thermique afin d'assurer une résistance égale des coutures.
Note: propriétaire ou acc. l'utilisateur du dispositif de soudage peut être une personne sans qualifications électriques. Par conséquent, les données ci-dessus doivent être formulées dans un journal afin que l'utilisateur puisse prendre une décision éclairée quant à l'utilisation du périphérique, à sa modification ou à sa désactivation.
Les titres de cette partie de la norme citée sont destinés à servir de règles aux fabricants et contiennent un certain nombre de calculs et de procédures de type, ainsi que d’autres tests et informations similaires. Cette gamme, respectivement. Le contenu des exigences est totalement inutile pour le fonctionnement, la maintenance, la réparation, l'inspection et les tests de ces appareils. Par conséquent, l'objectif de cette section est de ne fournir que des informations sur le contenu requis par les utilisateurs de ces dispositifs, les opérateurs et, en particulier, sur l'orientation de base des techniciens de contrôle et de test.
Les électrodes de type E-09X1M, E-09MH, E50A (ANZhR-2, OZS-11, TsU-5) sont destinées au soudage des aciers résistant à la chaleur faiblement ou faiblement alliés, fonctionnant à des températures allant jusqu'à 550-600 ° C.
Pas souvent, mais dans la vie de tous les jours, il est nécessaire de souder des aciers résistants à la chaleur destinés à fonctionner à des températures supérieures à 550-600 ° C. Par exemple, dans la fabrication de grilles coupe-feu pour le four. Si vous pouvez obtenir un tel acier, vous devez le faire cuire avec les électrodes KTI-7A, OZL-38, TsT-15.
L'acier résistant à la corrosion, résistant à la corrosion dans des environnements acides, alcalins et autres environnements corrosifs, connu dans la vie quotidienne comme "acier inoxydable", est cuit avec des électrodes des qualités TsL-11, OZL-7, OZL-22.
Sélection du diamètre de l'électrode. Le diamètre de l'électrode est choisi principalement en fonction de l'épaisseur du métal soudé. Autres conditions de travail: type de métal à souder, type de courant, paramètres de tension du secteur, formes de préparation des arêtes, etc. - ils peuvent également faire leurs propres demandes sur le diamètre de l'électrode, mais dans une bien moindre mesure que l'épaisseur du métal soudé.
Pour la sélection initiale de l'électrode, vous pouvez utiliser le tableau suivant, les valeurs dans lesquelles correspondent à la couture inférieure.
Lors de l'exécution de soudures en position verticale et au plafond, des électrodes d'un diamètre inférieur à 4 mm sont utilisées. S'il y a un bord tranchant ou si vous avez besoin de fondre l'espace entre les pièces, le joint de racine peut être réalisé par une électrode de diamètre inférieur - 2,5-3 mm.

Souder racine souder
Le fil à souder est fabriqué à partir d'acier de différentes qualités, de cuivre, d'aluminium et d'autres métaux. Fil d'acier conçu pour le soudage, le surfaçage et la fabrication d'électrodes à baguette, fabriqué selon GOST 2246-70. La norme prévoit 77 nuances de fil d'acier de composition chimique différente - à faible teneur en carbone, allié et fortement allié.
Le diamètre du matériau varie de 0,3 à 12,0 mm. Pour le soudage semi-automatique de tuyaux, un diamètre de 1,6 à 6 mm est utilisé pour les soudures semi-automatiques. Pour les soudures manuelles avec électrodes enrobées, pour les soudures de 2 à 5 mm de diamètre, pour le soudage automatique. Matériau de gros diamètres utilisé pour le surfaçage. Par type de revêtement, le fil est propre et en cuivre. Le placage de cuivre améliore la résistance et la pureté de la couture, augmente la stabilité de l'arc, réduit les éclaboussures de métal.
Dans la désignation des grades de fil, des lettres et des chiffres sont utilisés. La désignation de Sv-08GS indique qu'il s'agit de fil à souder (Sv), avec carbone - 0,8%, manganèse (H) - jusqu'à 1%, silicium (C) - jusqu'à 1%.

Fil de soudure: inoxydable, cuivre, aluminium.
Fil fourré
Le fil fourré (également appelé flux ou auto-blindage) utilisé pour le soudage avec des machines semi-automatiques est une gaine métallique remplie d'une poudre spéciale. Ce dernier est constitué d’un mélange de matériaux (ferro-alliages, minéraux, minerais, produits chimiques, etc.) qui remplissent la même fonction que le revêtement d’électrodes enrobées - protection du métal en fusion contre l’oxygène et l’azote, alliage et désoxydation du métal, stabilisation de la décharge en arc, etc.
On a également acheté un extincteur OHP-10 d’un volume de 10,5 litres, ainsi que le pressostat PM5, conçu pour l’eau mais également pour l’air. J'ai également acheté deux filtres séparateurs d'humidité et un filtre à carburant automobile, nettoyage de précision. Je le mets immédiatement à l'entrée du compresseur. J'ai acheté divers adaptateurs, croix, alors ...
Pour effectuer la plomberie et les égouts, prévoir des volières pour les animaux domestiques et les oiseaux, de beaux stands de fleurs et de nombreuses autres choses utiles dans le ménage vous aideront à utiliser un appareil de soudage électrique, fabriqué à partir des pièces et des matériaux disponibles. Avec des électrodes jusqu’à 4 mm de diamètre, ils peuvent souder du métal d’une épaisseur de 1 à 20 mm. L'installation fonctionne sur courant alternatif ...
L'arsenal d'atelier de machines-outils à domicile est utile pour reconstituer la scie pendulaire. Il peut être fixé sur un établi, à côté d'un étau en métal dans lequel la pièce est serrée. Outil de travail vu - disque abrasif. Les tiges d'acier, les cornières, les tuyaux, les tôles et même les carreaux de métlah, de porcelaine et de verre, durcis à toute dureté, sont durs pour lui ...
Différents types d'électrodes de soudage permettent de simplifier considérablement les mesures de soudage, tout en garantissant une consommation rationnelle de matériaux et une haute qualité du joint soudé.
1 Electrodes de soudage - caractéristiques, informations de base
Vous devez comprendre des tiges non métalliques ou métalliques en un matériau ayant une certaine conductivité électrique, utilisées pour fournir du courant à la surface soudée. L'histoire des technologies de soudage et le processus de développement de la soudure elle-même sont inextricablement liés à la manière dont les électrodes sont apparues et améliorées. En 1802, V. Petrov mena une série d'expériences dans lesquelles il utilisa des électrodes pour la première fois au monde. Seulement 80 ans plus tard, l’inventeur russe N. Bernados a publié ses travaux, qui décrivent les principales dispositions relatives à l’utilisation de l’arc électrique pour le soudage des arêtes métalliques.
Ses travaux "corrigés" N. Slavyanov. Il a proposé d'effectuer le soudage en utilisant une électrode à tige métallique, plutôt que du carbone non consommable, et également de réaliser le processus de soudage dans un flux fondu métallurgique. Grâce à cette technologie, la quantité de métal inflammable dans le bain de soudure a considérablement diminué, il a commencé à s'oxyder beaucoup moins et la soudure elle-même a été obtenue sans impuretés (très nocives) de phosphore et de soufre.
Par la suite, les caractéristiques et les types de revêtements des électrodes ont été constamment améliorés, ce qui a accru la qualité des travaux de soudage. Ainsi, en 1904, O. Kjellberg de Suède a commencé à utiliser des électrodes à revêtement fondant. Au bout de 7 ans, ils ont été améliorés par A. Strohmenger de Grande-Bretagne (un revêtement d’amiante imprégné de silicate de sodium et une couche supplémentaire de fil d’aluminium). Et en 1925, A. Smith élabora des normes pour le revêtement des électrodes avec des substances en poudre alliantes et protectrices.
Toutes ces inventions ont conduit au fait que dans les années 1930, les électrodes de fusion avaient une composition de revêtement transparente et un schéma de production simplifié.

Les produits de revêtement pour le soudage comprenaient des ingrédients spéciaux:
- alliage (structure et composition améliorées de la couture);
- formation de gaz (l'air a été retiré de la zone de soudage);
- stabilisation (ils ont compris les éléments à faible potentiel d'ionisation);
- formation de laitier (nécessaire pour protéger le métal en cours de cristallisation et le métal en fusion du contact avec la phase gazeuse).
2 Types d'électrodes: comment sont-elles classées?
En tant que tel, il n’existe pas actuellement de classification unique des électrodes. Cela est dû aux différences dans les caractéristiques des produits à souder, qui sont divisés en différents pays du monde, et directement par leur diversité. La division des électrodes en marques spécifiques n'est pas réglementée par des normes officielles, elle est effectuée en fonction des passeports des produits finis et des conditions techniques de production.

Plus de 200 marques de produits similaires sont en cours de fabrication. Parfois, on peut constater que certaines électrodes ne comptent sur aucune marque ou que plusieurs marques leur correspondent en même temps. Dans notre pays, les électrodes sont divisées en deux grands groupes (métalliques et non métalliques), qui sont ensuite divisés en un certain nombre de sous-groupes. Les produits métalliques peuvent être non consommables (lantanirovannymi, tungstène, itrirovannymi et thoriés) et fusibles:
- non recouvert: actuellement utilisé exclusivement sous forme de fil de soudure de type continu pour le travail dans l'environnement de gaz protégeant le bain de soudure;
- enduit: électrodes en acier, bronze, fonte, aluminium, cuivre pour le soudage et quelques autres.

Des électrodes de fusion de métaux et des électrodes non consommables pour le soudage à l'arc avec une option de revêtement spécifique sont déjà produites conformément à GOST 1975 9466. Ceci sera discuté ci-dessous. Nous notons ici que la technologie de soudage à l'arc sous argon avec une électrode non consommable implique l'utilisation de produits (le plus souvent) au tungstène, leurs autres types étant beaucoup moins utilisés.
3 Comment sont classées les électrodes couvertes?
Tout d’abord, ils sont divisés en six types en fonction du type de revêtement utilisé:
- marquage du rutile P;
- le principal - B;
- acide - A;
- mélangé (désigné par deux lettres): РЖ - poudre de fer et rutile, RC - cellulose-rutile, AR - acide-rutile, AB - rutile-base);
- cellulose - C;
- autre - P.
Cette norme d'état subdivise également les électrodes en fonction du rapport entre leur section transversale et la section transversale de la tige D / d (en fait - en fonction de l'épaisseur de leur revêtement). De ce point de vue, le revêtement peut être:
- moyenne (C): la valeur de D / d est inférieure à 1,45;
- mince (M) - moins de 1,2;
- particulièrement épais (G) - plus de 1,8;
- épais (D) - 1,45–1,8.
Sur rendez-vous, les électrodes sont généralement divisées en celles qui sont optimales pour souder les types d'acier suivants:
- alliage structural, dans lequel la résistance (temporaire) d'un intervalle est égale ou supérieure à 600 MPa (indiquée par la lettre "L");
- structurel faiblement allié et carboné avec une résistance jusqu’à 600 MPa (marquage - "U");
- fortement allié, possédant des caractéristiques spéciales ("In");
- résistant à la chaleur dopé ("T").

Le surfaçage des couches superficielles spéciales est effectué par des électrodes portant la lettre "H".
La classification comprend également la division des produits pour les activités de soudage en plusieurs types, en fonction de la composition chimique du métal fondu et de ses paramètres mécaniques, ainsi qu'en trois groupes distincts décrits par la teneur en phosphore et en soufre dans le métal, l'état du revêtement et la classe de précision de la sortie des électrodes.
Entre autres choses, les électrodes peuvent avoir une position spatiale différente dans laquelle leur utilisation est autorisée:
- plus bas "dans le bateau" et plus bas;
- tout sauf vertical;
- absolument aucun;
- vertical et inférieur.
4 électrodes spéciales pour le soudage du cuivre
Les soudeurs expérimentés utilisent toujours des électrodes spéciales pour connecter les structures en cuivre, ce qui est dû aux propriétés spéciales du cuivre (grande fluidité, fragilité à chaud, fusion à des températures relativement basses, élevées, etc.). Dans ce cas, les électrodes pour le soudage des fils de cuivre sont souvent utilisées de manière assez traditionnelle - graphite ou carbone.
Les premiers ont une bonne résistance à l'érosion et à la chaleur, ils ne sont pas fragiles (leur probabilité de fissuration lors du soudage est minime), peuvent être stockés sans perdre leurs propriétés pendant plusieurs années, ont une longue durée de vie et sont très économiques. Le charbon ne présente pas la majorité de ces avantages, il est donc de moins en moins utilisé.

Séparément, nous notons qu’il existe des électrodes tubulaires (cuivre) pour les trous de scintillement dans les installations à fil découpé (à ne pas confondre avec le processus d’utilisation d’autres,) avec une section ne dépassant pas deux millimètres.
![]()
Ils ont les avantages suivants:
- construction rigide;
- faible résistivité électrique;
- profondeur maximale de forage;
- la possibilité de choisir la longueur désirée de l'électrode, en fonction de la machine sur laquelle elle sera utilisée;
- faible rugosité et précision unique de la section externe du produit;
- la présence dans l'électrode d'un canal spécial à travers lequel le fluide s'écoule pour éliminer les produits d'érosion.




