Soudage des aciers au carbone et des aciers de construction faiblement alliés. Choisir une électrode
La création de structures métalliques est l’une des principales industries dans lesquelles des électrodes sont utilisées. C'est le principal matériel consommable pour la connexion de leurs parties séparées. Les électrodes E-42 sont principalement utilisées à ces fins. Ils sont bien adaptés pour créer de petites structures qui ne doivent pas supporter beaucoup de poids. Sur le marché, cette marque est très courante car elle est conçue pour les produits de soudage à faible teneur en carbone, qui prévalent dans le domaine technique. Lorsque vous utilisez cette marque pour le soudage à haute acier au carbone une perte de qualité notable peut être constatée, entraînant la formation de fissures, d’éviers et d’autres défauts pouvant rendre le produit inutilisable. Mais si vous utilisez tout pour l'usage prévu, le pourcentage de formation de fissures de cristallisation, ainsi que de pores, sera minime. Il utilise une couverture ordinaire, de sorte qu'un niveau élevé de protection de l'arc ne vaut pas la peine d'attendre.

Electrodes de soudage de la marque E-42
Les électrodes de type E-42 sont recommandées pour une utilisation dans des conditions d'installation, car elles ne sont pas très sensibles à la propreté de la surface, contrairement au soudage de l'aluminium et d'autres métaux difficiles à souder. Si nécessaire, il peut être utilisé pour souder des tôles épaisses et minces. Cette marque résiste bien à une grande profondeur de soudage et peut fournir une connexion de qualité même à la racine du joint. Naturellement, lorsque vous travaillez avec des pièces d'une épaisseur supérieure à 4 mm, il est nécessaire de pré-couper les bords et d'effectuer d'autres procédures préparatoires.

Electrodes à souder e-42
Toute polarité du transformateur de soudage convient au travail. L'arc s'allume tout aussi bien, pour la première fois que pour la suivante, après l'interruption de l'arc. Cela concerne en particulier les électrodes préparées qui ont été séchées et calcinées. Pendant le soudage, une couche de couture dense est formée, constituée de petites paillettes uniformes. Le métal de l'électrode se comporte de manière assez visqueuse et ne se propage pas, ce qui contribue à la création de joints hermétiques fiables. Avec le bon choix de mode, il n'y aura pas de distorsion de la température.

Cependant, les avantages de ces produits comprennent leur prévalence et leur disponibilité sur le marché, car leur coût n’est pas aussi élevé que celui des autres marques. Les scories sont formées en une couche uniforme et son élimination ne pose aucun problème, même avec une faible épaisseur de métal, où la garniture pourrait endommager le joint lui-même. Les inconvénients comprennent une plage d’application étroite, une ténacité faible et l’absence de ductilité élevée, ce qui est très néfaste pour métaux minces. Ici, il est nécessaire d'utiliser un flux supplémentaire pour compenser le manque de fiabilité de la protection du revêtement et pour augmenter les paramètres de soudage. Ainsi, pour tout écart par rapport à la norme, vous pouvez obtenir une couture de très mauvaise qualité.
Champ d'application
Les électrodes de l'E-42 peuvent très souvent être trouvées dans la sphère privée, ainsi que dans l'industrie pour des travaux de petite responsabilité. Fondamentalement, ils créent des structures en métal avec leur aide. Peut également être utilisé dans les ateliers de réparation pour réparer des pièces, car de nombreux objets sont fabriqués à partir de métaux à faible teneur en carbone. Ils peuvent brasser des canalisations minces de pipeline et d’alimentation en eau s’ils fonctionnent sous une pression relativement basse.
Spécifications techniques
Spécifications techniques Les électrodes E-42 dépendent de la composition du matériau. Les éléments chimiques sont énumérés ici en pourcentage.
Dans cette marque, les électrodes d’un diamètre de 4 mm e-42 auront avec d’autres espèces non seulement une composition chimique identique, mais également les mêmes propriétés mécaniques. Cela aide à ramasser facilement le matériau, en fonction de ce à quoi le matériau de couture fini devra faire face.
Tailles et gamme
Les modèles minces sont utilisés pour souder des tôles d'acier minces. Plus épais, tels que des électrodes de 6 mm de diamètre, le e-42 est utilisé dans les cas les plus graves, lorsque vous ne coupez pas les bords et que vous devez atteindre la profondeur maximale de cuisson.
Caractéristiques surfaciques
Le surfaçage de chacun d'eux est effectué selon son propre mode, ce qui convient parfaitement à cette épaisseur. Il prend en compte non seulement le moment de l'expansion, mais également la situation dans laquelle le travail est effectué, car dans des situations difficiles, le métal en fusion coulera simplement vers le bas et ne s'attardera pas. Pour éviter cela, il faut réduire l'intensité du courant.
Désignation et décodage
Le marquage de ce type montre la caractéristique de résistance qui, pour le domaine d’application principal, est l’un des facteurs principaux. Cet exemple montre que:
- E - électrode pour électro soudage à l'arc;
- 42 - 420 MPa caractéristique de résistance.
Les fabricants
- Vistek;
- Paton;
- Plasmathèque
- MaxWeld;
- Électrode Frenze;
- Le granit
Les électrodes de E42 sont destinées à recevoir des connexions par un procédé de soudage à l'arc manuel. Cette technologie reste aujourd'hui la plus répandue, en particulier pour les artisans artisanaux. Cela est dû au fait que l’acquisition d’équipements pour le soudage semi-automatique entraîne des coûts financiers importants, et à quoi cela sert-il de les utiliser s’ils ne seront utilisés qu’à titre occasionnel.
Comme on le sait, le soudage à l'arc manuel est réalisé à l'aide d'électrodes, qui sont des tiges de métal, sur lesquelles un revêtement spécial est appliqué. Les caractéristiques de ces produits et leur domaine d’application dépendent de la composition du métal de leur âme et du type de revêtement.
Caractéristiques des électrodes de cette marque
Les électrodes de la marque E42 répondent aux exigences de deux normes nationales (9466 et 9467), approuvées en 1975. E42 vous permet de relier à l'aide de pièces en acier au carbone et en acier faiblement allié, afin d'obtenir des soudures caractérisées par une résistance élevée aux chocs et une ductilité élevée.
Ces produits sont principalement utilisés lorsque le métal de la soudure à former doit avoir un indicateur de résistance à la traction (temporaire) ne dépassant pas 50 kg / mm2. Si le métal de soudure doit avoir une grande valeur pour ce paramètre, choisissez un autre type d'électrodes, par exemple pour le ménage, utilisez souvent des produits de la marque ANO 6 (diamètre de travail de 3 à 6 mm) recouverts d'un revêtement de rutile.
Caractéristiques de l'électrode
Les électrodes de la marque E42 se distinguent par les caractéristiques d'utilisation suivantes.
- La soudure obtenue lors de leur utilisation présente une résistance et une ductilité suffisamment élevées pour la rendre résistante même à des contraintes importantes en rupture.
- La croûte de scories formée après la solidification de la soudure est facilement éliminée.
- La soudure résultante est caractérisée par l’uniformité, il n’ya pas de pores ni de vides, si la technologie de soudure strictement appliquée.
- Même les personnes peu expérimentées peuvent établir des connexions de qualité suffisante avec les électrodes E42.
- Lors de l'utilisation de tels produits, l'arc s'enflamme très facilement.
- L'arc amorcé à l'aide d'électrodes E42 de différents diamètres est caractérisé par une grande stabilité.
- Consommation économique du matériau d'électrode.
- Les revêtements appliqués sur des produits de ce type sont d'une grande variété.
- Vous pouvez travailler avec de tels produits même si la surface des pièces est humide et recouverte d'une couche de rouille.
- Quelle que soit la marque d'électrodes utilisée, elles se différencient par un rapport qualité-prix optimal.
- Lors de l'utilisation de ces produits, le taux de dépôt est de 10 g / Ah.
- Les électrodes de la marque E42, dont le diamètre peut aller de 4 à 6 mm, sont produites dans des longueurs allant jusqu'à 45 cm.
- Pour former une soudure de 1 kg, les électrodes E42 nécessitent 1,6 kg.
- En utilisant des produits E42 de différents diamètres (dans la plage de 4 à 6 mm), les fluctuations de longueur d'arc ne sont pas inquiétantes, elles peuvent souvent se produire en raison de surtensions dans le réseau électrique.

/ classification des électrodes, emballage des électrodes
Le choix des électrodes de soudage dépend du matériau que vous prévoyez d’utiliser pour le soudage.
Les principales caractéristiques des électrodes de soudage pour le soudage au carbone et faiblement allié aciers de construction sont les propriétés mécaniques du métal soudé et du joint soudé: résistance à la traction temporaire, allongement, résistance aux chocs, angle de flexion.
Les électrodes de soudage par type de revêtement sont divisées en: rutile, acide, base et cellulose.
Électrodes de soudage revêtues de rutile
La base du revêtement des électrodes de rutile est constituée de concentré de rutile naturel (TiO2), supérieur à 50%. Le métal fondu revêtu de rutile correspond à l'acier calme ou semi-silencieux. La résistance du métal fondu à la formation de fissures dans les électrodes de rutile est supérieure à celle obtenue avec un revêtement acide. Selon les propriétés mécaniques du métal soudé et du joint soudé, la plupart des marques d'électrodes rutiles appartiennent au type d'électrodes E42 et E46.
Les électrodes rutiles présentent un certain nombre d'avantages par rapport aux autres types, à savoir que les émissions de gaz pendant le soudage sont moins nocives pour le soudeur, elles fournissent une combustion à l'arc stable et puissante lors du soudage à courant alternatif, de faibles pertes par éclaboussures de métal, une séparation facile de la croûte de laitier et une excellente formation de joint .
Les électrodes Mr-3 (e-46) GOST 9467-75, GOST 9466-75, TU 1272-29900187211-2001, TU 36.23.25-007-90 fonctionnent en courant alternatif ou continu inversion de polarité. Ceux-ci sont utilisés pour le soudage des aciers au carbone et des aciers faiblement alliés dans toutes les positions sauf la verticale de haut en bas. Le métal fondu travaille dans des conditions de basses températures (jusqu'à -20 ° C). Le soudage à l'arc long sur une surface oxydée, humide et non préparée est autorisé. Recommandé pour les produits de soudage en acier au carbone (jusqu’à l’article 4), conduites de vapeur et d’eau chaude des catégories 3 et 4, conduites dans la chaudière et la turbine avec une pression de travail ne dépassant pas 39 kgf / cm2 et une température ne dépassant pas 350 ° C, conduites pour surfaces de chauffage chaudières d’une pression de service jusqu’à 50 kgf / cm2, gazoducs et gazoducs, à l’exception des gazoducs pour la régulation des turbines, des conduites d’huile et des conduits de fioul.
Électrodes enduites d'acide
La base de ce type d'électrodes de revêtement est constituée d'oxydes de fer, de manganèse et de silicium. Le métal de soudure, composé d'électrodes à revêtement acide, présente une tendance accrue aux fissures chaudes.
Ce groupe comprend également les électrodes à revêtement d’ilménite, occupant une position intermédiaire entre les électrodes à revêtement acide et les électrodes de rutile. La composition du revêtement de ces électrodes en tant que composant principal comprend un concentré d’ilménite (composé naturel de dioxyde de titane et de fer - FeTiO2) MR-3M TU 1272-303-00187211-2002.
Electrodes avec le revêtement principal
La base de ce type de revêtement est constituée de carbonates et de fluorures. Le métal déposé par les électrodes avec le revêtement principal, par composition chimique correspond à l'acier est calme. En raison de la faible teneur en gaz inclusions non métalliques et les impuretés nocives, le métal fondu se distingue par une plasticité élevée et une résistance aux chocs à des températures normales et basses, ainsi qu’une résistance élevée à la fissuration à chaud. Sur les propriétés mécaniques du métal fondu et joints soudés avec le revêtement principal appartiennent aux électrodes de type E42A, E46A, E50A, E55 et E60.
Cependant, les caractéristiques technologiques des électrodes avec le revêtement principal sont inférieures à celles des autres types d'électrodes. Ils sont très sensibles à la formation de pores en présence de tartre, de rouille et d'huile sur les bords des pièces à souder, ainsi que lorsque le revêtement est mouillé et que l'arc est prolongé. Le soudage est généralement fait courant continu inverser la polarité. Avant le soudage, les électrodes doivent obligatoirement être calcinées à haute température (250-4200 ° C).
Électrodes UONI - 13/45 GOST 9466-75 (E-42A), TU 1272-175-00187211-97
Les électrodes des électrodes UONI - 13/55 GOST 9466-75 (E-50A), TU 1272-174-00187211-97 fonctionnent sous un courant continu de polarité inverse / = (+) /. Pour toutes les positions de soudage, sauf verticale de haut en bas.
Les électrodes UONI sont utilisées lors du soudage de structures particulièrement importantes en acier au carbone et en acier faiblement allié. des soudures exigences accrues en matière de ductilité et de ténacité. Il est recommandé: pour le soudage de structures fonctionnant à basse température, pour les structures soumises à des charges dynamiques, les appareils sous pression, les structures métalliques de construction navale. Egalement pour le soudage de métaux épais et de défauts de coulée. Le soudage avec ces électrodes doit être effectué en utilisant une méthode de support à arc court. Les bords de la soudure doivent être exempts de tartre, de rouille et d'huile.
Électrodes de cellulose
Le revêtement de ce type contient une grande quantité (jusqu'à 50%) de composants organiques, généralement de la cellulose. Le métal déposé par de telles électrodes en composition chimique correspond à un acier semi-silencieux et calme. Dans le même temps, il contient une quantité accrue d'hydrogène. Sur les propriétés mécaniques de la soudure et des données de joints soudés électrodes correspondent aux types E42, E46, E50. Les électrodes en cellulose se caractérisent par la possibilité de souder des joints verticaux de haut en bas.
Les électrodes OZS-12 GOST 9466-75, GOST 9467-75 (E-46) fonctionnent sur un courant alternatif ou continu de polarité continue / ~; = (-) /. Pour toutes les positions de soudage.
Les électrodes OZS-12 sont utilisées dans le soudage de structures en carbone et faiblement alliées.
| Type de couverture | Description de l'application | Désignation |
| Sour | Soudure dans toutes les positions spatiales, sauf le courant vertical de haut en bas, direct et alternatif. Non recommandé pour les aciers à haute teneur en soufre et en carbone. Inconvénient: fissures possibles dans les coutures, éclaboussures importantes. | Un |
| Rutile | Soudure dans toutes les positions spatiales, à l'exception des courants vertical-top-down, direct et alternatif. | R |
| Principale | Soudage par courant continu de polarité inverse dans toutes les positions spatiales, à l'exception du vertical vertical, d'un métal épais. | B |
| La cellulose | Soudure dans toutes les positions spatiales en courant continu et alternatif. Convient pour l'installation. Ne pas laisser surchauffer. Perte importante de projections. | C |
| Type mixte | Soudage des structures et des conduites dans toutes les positions du joint, à l'exception du plafond, avec une faible consommation de 1 kg de métal fondu. | ARJ |
En fonction de l'épaisseur du revêtement, en fonction du rapport des diamètres D / d (où: D est le diamètre du revêtement, d est le diamètre de la tige d'électrode), les électrodes sont subdivisées:
| Polarité recommandée DC. | Tension au ralenti Filament ca, v | Désignation | |
| Nominal | Prev à propos de tkl. | ||
| Commentaires | 0 | ||
| Tout | 1 | ||
| Ligne droite | 50 | +5 | 2 |
| Commentaires | 3 | ||
| Tout | 4 | ||
| Ligne droite | 70 | +10 | 5 |
| Commentaires | 6 | ||
| Tout | 7 | ||
| Ligne droite | 8 | ||
| Commentaires | 9 | ||
| Type | But | Désignation |
| 9 types: E38, E42, E42A, E46, E46A, E50, E50A, E55, E60 | Soudage d'aciers de construction au carbone et aciers faiblement alliés ayant une résistance à la traction temporaire allant jusqu'à 600 MPa. | Avoir |
| 5 types: E70, E85, E100, E125, E150 | Soudage d'aciers de construction alliés à résistance temporaire à la rupture supérieure à 600 MPa. | L |
| 9 types: E09M, E09MH, etc. | Soudage des aciers résistants à la chaleur alliés. | T |
| 49 types: 12Х13, 06Х13М, 10Х17Т et autres. | Soudage des aciers fortement alliés aux propriétés spéciales. | Dans |
| 44 types: E10G2, E11GZ, E16G2HMi etc. | Revêtement de couches de surface aux propriétés spéciales. | H |
Classification des électrodes en fonction des conditions de fonctionnement du métal fondu
Le groupe de surfaçage comprend les électrodes destinées au surfaçage manuel à l'arc de couches de surface ayant des propriétés spéciales (à l'exception des électrodes pour le surfaçage de couches de métaux non ferreux).
Fabriquer et livrer conformément aux exigences des normes GOST 9466-75 et GOST 10051-75.
Dans certains cas, des électrodes de soudage sont également utilisées pour le surfaçage, par exemple pour le soudage d'aciers fortement alliés résistant à la corrosion, résistant à la chaleur et résistant à la chaleur.
Selon GOST 10051-75, les électrodes servant au surfaçage des couches de surface sont classées par composition chimique à température normale en 44 types (par exemple, électrodes E-16G2HM, E-110X14V13F2, E-13X16N8M5S5G46).
En fonction du système de dopage adopté et des conditions de travail du surfaçage, ils peuvent être divisés en 6 groupes:
1er groupe.
Electrodes fournissant un métal faiblement allié à faible teneur en carbone et à haute résistance aux conditions de friction et de choc (certaines marques d’électrodes du 3ème groupe appartiennent à ce groupe).
2e groupe.
Électrodes fournissant un métal faiblement allié à teneur moyenne en carbone avec une résistance élevée dans des conditions de frottement et de charges de choc aux températures normales et élevées (jusqu'à 600-6500 ° C).
3ème groupe.
Les électrodes fournissent un métal de soudure en carbone, allié (ou fortement allié) avec une résistance élevée à l'usure par abrasion et aux chocs.
4ème groupe.
Les électrodes fournissent un métal de soudure carboné fortement allié avec une résistance élevée à haute pression et hautes températures (jusqu'à 650-8500С).
5ème groupe.
Electrodes fournissant un métal de soudure austénitique fortement allié à haute résistance dans des conditions d'usure par corrosion-érosion et de frottement températures élevées (jusqu'à 570-6000С).
6ème groupe.
Electrodes fournissant un métal de soudure fortement allié, renforcé par la dispersion, offrant une résistance élevée dans des conditions extrêmes de température et de déformation (jusqu'à 950-11000С).
Il convient de noter que la production d’installations de surfaçage nécessite l’utilisation de technologies spéciales qui, en fonction de la composition chimique, peuvent inclure l’obligation de réaliser des opérations telles que le chauffage préalable et associé, le traitement thermique permettant d’obtenir les propriétés de performance spécifiées de la surface à déposer.
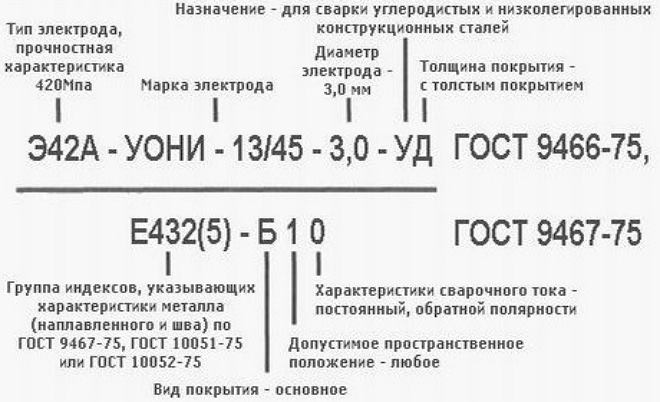
Un exemple du symbole des électrodes de soudure:
E46-ANO-21-3,0-UD GOST 9467-60où:
E46 - type d'électrode (électrode E pour le soudage à l'arc); 46 - la résistance à la traction minimale garantie du métal fondu exprimée en kgf / mm 2;
ANO-21 - marque d'électrode;
3,0 est le diamètre de la tige d'électrode en mm;
Y - la désignation de l'électrode pour le soudage des aciers au carbone et à faible teneur en carbone;
D - électrode de soudage avec un revêtement épais;
GOST 9467-60 est le numéro GOST selon lequel l'électrode de soudage est normalisée.
Emballage d'électrode
Chaque portion d'électrodes est placée sur du papier imperméable à deux couches, puis empilée dans des palettes en carton ou de grandes boîtes en bois ne pesant pas plus de 1 100 kg. Les boîtes sont empilées dans des boîtes en carton ondulé emballées sur des palettes en bois de dimensions 800 x 1200 mm. en utilisant du ruban métallique ou des palettes métalliques en caisses, ou des caisses en bois de grandes dimensions ne pesant pas plus de 1100 kg.
Nous vendons des électrodes et expédions tous types de transport à partir de 100 kg dans toutes les régions de la Russie.
Il y a beaucoup technologie de soudagedont chacun correspond à un groupe spécifique d’aciers et d’alliages. Pour l'application de chaque technologie et utiliser certains équipements: machines à souderconsommables. Il est très important, pour la mise en œuvre d'un travail de soudage de haute qualité, de choisir le bon mode, mais également les électrodes elles-mêmes.
Par exemple, le soudage des aciers au carbone et des aciers de construction faiblement alliés est réalisé avec des électrodes destinées au soudage des aciers au carbone contenant jusqu'à 0,25% d'aciers au carbone et d'aciers faiblement alliés ayant une résistance à la traction temporaire allant jusqu'à 590 MPa.
La caractéristique de toutes les électrodes est réalisée en fonction de l'agrégat des propriétés mécaniques requises du métal soudé (la jonction des pièces après soudage): résistance à la traction temporaire, allongement, résistance aux chocs, angle de flexion. Ces indicateurs constituent la base de la classification des électrodes selon GOST 9467-75. Utilisant des électrodes portant les marques E38, E42, E46 et E50, ils soudent des aciers ayant une résistance temporaire pouvant atteindre 490 MPa; E42A, E46A et E50A sont utilisés pour le soudage des mêmes aciers, lorsque des exigences plus élevées sont imposées au métal fondu en ce qui concerne l'élongation et la ténacité relatives; E55 et E60 - électrodes de soudage pour aciers ayant une résistance à la traction temporaire supérieure à 490 MPa et inférieure à 590 MPa. Dans le même temps, les deux chiffres derrière la lettre «E» (électrode) correspondent à la résistance temporaire minimale à la rupture du métal soudé ou du joint soudé en kgf / mm 2. La même norme régit la teneur en soufre et en phosphore dans le métal fondu.
Dans les électrodes pour travaux de soudage sur aciers au carbone et aciers faiblement alliés, indicateurs de la possibilité de soudage dans toutes les positions spatiales, du type courant de soudage, la performance du processus, la tendance à la formation de pores et parfois la teneur en hydrogène du métal fondu et la tendance des joints soudés à la formation de fissures.
Toutes ces propriétés sont largement déterminées par le type de revêtement d'électrode, qui est acide, rutile, basique, cellulose, mixte.
Les électrodes à revêtement acide sont à la base d'oxydes de fer, de manganèse et de silicium. Le joint, traditionnellement réalisé par les électrodes E38 et E42, est caractérisé par une tendance accrue aux fissures chaudes. Dans le même temps, ces électrodes ne contribuent pas à la formation de pores lors du soudage de métaux, revêtus de tartre ou de rouille et lors de l'extension de l'arc. Pour le soudage de courant continu et alternatif approprié.
Les électrodes à base de rutile sont à base de concentré de rutile (dioxyde de titane naturel). Ici, le métal de soudure correspond à de l'acier calme ou semi-calme. La résistance à la formation de fissures dans le métal fondu est supérieure à celle des électrodes à revêtement acide. Les propriétés mécaniques de ces électrodes sont marquées E42et E46.
Les électrodes rutiles sont capables de fournir une combustion stable et puissante. arc de soudure en travaillant sur du courant alternatif, ils garantissent une réduction significative des pertes de métal dues à la pulvérisation, une excellente formation de soudure. La croûte de laitier se sépare facilement des surfaces soudées lors de l'utilisation d'électrodes de rutile. Ils sont peu sensibles à la formation de pores lors du changement de la longueur de l'arc, lors du soudage de métaux humides et rouillés et sur la surface oxydée.
Ce groupe comprend les électrodes à revêtement d’ilménite. Le composant principal est le concentré d'ilménite (composé de dioxyde de titane et de fer extrait de gisements naturels).
Les électrodes avec le revêtement principal (E42A, E46A, E50A, E55 et E60 sont des composés de carbonates et de fluorures. Le métal d'apport fabriqué par ces électrodes présente une grande plasticité et une grande ténacité à des températures normales et basses. Il a augmenté la résistance à la fissuration à chaud.
Les électrodes avec revêtement de base sont très sensibles à la formation de pores en présence de tartre, de rouille et d'huile sur les bords des pièces à souder lors du mouillage du revêtement et de l'allongement de l'arc. Le soudage est effectué avec un courant continu de polarité inverse. La technologie de soudage nécessite la calcination obligatoire des électrodes à une température de 250-420 ° C avant de commencer le soudage.
Les électrodes recouvertes de cellulose contiennent une grande quantité (jusqu'à 50%) de composants organiques (cellulose). En termes de composition chimique, le métal fondu correspondra à un acier semi-calme ou silencieux et contiendra une quantité accrue d'hydrogène. Lors de l'utilisation d'électrodes E42, E46 et E50, il est possible de former un cordon inversé uniforme avec un soudage unilatéral sur le poids, tout en soudant des joints verticaux de haut en bas.
Toutes les électrodes répertoriées doivent être conformes aux exigences des normes GOST 9466-75 et GOST 9467-75 et aux exigences des spécifications des électrodes.
Electrodes pour le soudage des aciers de construction au carbone et des aciers de construction faiblement alliés
| Électrode de marque | Type conforme à GOST 9467-75 | Diamètre, mm | Position de soudage | Type de courant de soudage |
| 1 | 2 | 3 | 4 | 5 |
|
variable, constante |
||||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
variable, constante |
||||
|
variable, constante |
||||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Tout sauf vertical haut en bas |
permanent |
||
|
variable, constante |
||||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
variable, constante |
|||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
UONI-13 / 55K |
Tout sauf vertical haut en bas |
permanent |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Tout sauf vertical haut en bas |
permanent |
||
|
UONI-13 / 55T |
Tout sauf vertical haut en bas |
variable, constante |
||
|
UONI-13 / 55G |
Tout sauf vertical haut en bas |
permanent |
||
|
variable, constante |
||||
|
Tout sauf vertical haut en bas |
variable, constante |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Tout sauf vertical haut en bas |
permanent |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
Tout sauf vertical haut en bas |
permanent |
Electrodes de la direction spécialisée pour le soudage d'aciers de construction au carbone et faiblement alliés
| Électrode de marque | Type conforme à GOST 9467-75 | Diamètre, mm | Position de soudage | Type de courant de soudage | Champ d'application |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
en alternance |
Soudure par électrode d'inclinaison |
||||
|
Tout sauf vertical haut en bas |
variable, constante |
Soudage galvanisé à chaud |
|||
|
Tout sauf vertical haut en bas |
variable, constante |
Soudure acier galvanisé |
|||
|
Tout sauf vertical haut en bas |
permanent |
Soudage des aciers résistant à la corrosion atmosphérique type 10HNDP |
|||
|
2,5; 3,0; 4,0; 5,0 |
Tout sauf vertical haut en bas |
permanent |
Soudage des aciers pour assurer la résistance au froid du métal fondu à une température de moins 40 0 С |
||
|
OZS / VNIIST-27 |
Tout sauf vertical haut en bas |
permanent |
|||
|
Tout sauf vertical haut en bas |
permanent |
Soudage des aciers pour assurer la résistance au froid du métal fondu à une température de moins 60 0 С |
|||
|
Tout sauf vertical haut en bas |
permanent |
Soudage des aciers pour assurer la résistance au froid du métal fondu à une température de moins 70 0 С |
|||
|
UONI-13 / 55U |
Tout sauf vertical haut en bas |
variable, constante |
Soudage des barres de renforcement des structures et des rails en béton armé |
||
|
permanent |
Soudage des joints de tuyaux |
||||
|
Tout sauf vertical haut en bas |
permanent |
Soudage des joints de tuyaux |
|||
|
Tout sauf vertical haut en bas |
permanent |
Soudage des joints de tuyaux |
GOST 9467-75
Groupe B05
NORME INTERSTATE
ÉLECTRODES MÉTALLIQUES REVÊTUES POUR LE SOUDAGE À L'ARC MANUEL À L'ACIER STRUCTUREL ET RÉSISTANT À LA CHALEUR
Aciers thermo-résistants recouverts de métal. Types
MKS 25.160.20
OKP 12 7200
Date d'introduction 1977-01-01
Par la résolution du Comité d'État des normes du Conseil des ministres de l'URSS du 27 mars 1975, no 780, la date d'introduction a été fixée au 01.01.77.
La date d'expiration est levée conformément au protocole N 3-93 du Conseil inter-États pour la normalisation, la métrologie et la certification (ICS 5-6-93).
ÉDITION (février 2005) avec l'amendement n ° 1, approuvé en août 1988 (IUS 12-88).
RÉVISION (à partir de mai 2008)
VZAMEN GOST 9467-60
1. La présente norme s'applique aux électrodes revêtues de métal pour le soudage à l'arc manuel des aciers au carbone, des aciers de construction faiblement alliés et des alliages résistant à la chaleur.
2. Les électrodes doivent être constituées des types suivants:
E38, E42, E46 et E50 - pour le soudage d'aciers de construction au carbone et faiblement alliés, d'une résistance à la traction allant jusqu'à 50 kgf / mm;
E42A, E46A et E50A - pour le soudage d'aciers de construction carbonés et faiblement alliés ayant une résistance à la traction temporaire allant jusqu'à 50 kgf / mm, lorsque le métal des soudures impose des exigences accrues en matière de ductilité et de ténacité;
E55 et E60 - pour le soudage d'aciers de construction au carbone et faiblement alliés ayant une résistance à la traction temporaire supérieure à 50 à 60 kgf / mm;
E70, E85, E100, E125, E150 - pour le soudage d'aciers de construction alliés à résistance élevée et élevée, avec une résistance à la traction temporaire supérieure à 60 kgf / mm;
-09М,-09МХ,-09Х1М,-052М,-09Х2М1,-09Х1МФ,-10Х1М1Н,-10Х3М1БФ,-10Х5МФ - pour le soudage d'aciers résistants à la chaleur.
3. La composition chimique du métal déposé avec les électrodes pour le soudage des aciers de construction doit être conforme aux exigences des conditions techniques ou du passeport pour des électrodes de qualité spécifique. La teneur en soufre et en phosphore dans le métal fondu ne doit pas dépasser la valeur spécifiée dans le tableau.1.
4. Les propriétés mécaniques du métal fondu, du métal fondu et du joint soudé, réalisées à l'aide d'électrodes pour le soudage d'aciers de construction, doivent être conformes aux normes indiquées dans le tableau 1.
Tableau 1
Type d'électrode | Propriétés mécaniques à température normale | ||||||
métal de soudure ou métal de soudure | joint soudé constitué d'électrodes d'un diamètre inférieur à 3 mm | ||||||
Résistance temporaire à la déchirure, kgf / mm | Élongation relative,% | Force d'impact | Résistance temporaire à la déchirure, kgf / mm | Angle de courbure, grêle. | |||
Pas moins | |||||||
Notes:
1. Pour les électrodes des types E38, E42, E46, E50, E42A, E46A, E50A, E55 et E60, les valeurs des propriétés mécaniques indiquées dans le tableau sont définies pour le métal soudé, le métal soudé et le joint soudé en état après soudage (sans traitement thermique). Les propriétés mécaniques du métal fondu, du métal fondu et du joint soudé après traitement thermique pour les électrodes des types énumérés doivent être conformes aux exigences des normes ou des spécifications pour des électrodes de qualité spécifique.
2. Pour les électrodes des types E70, E85, E100, E125 et E150, les valeurs des propriétés mécaniques indiquées dans le tableau sont établies pour le métal fondu et le métal fondu après traitement thermique selon les modes régis par les normes ou les spécifications d'électrodes spécifiques. Les propriétés mécaniques du métal fondu et du métal déposé dans un état après soudage pour les électrodes des types énumérés doivent être conformes aux exigences des normes ou des spécifications pour des électrodes de qualité spécifique.
3. Les indicateurs des propriétés mécaniques des joints soudés constitués d'électrodes de types E70, E85, E100, E125, E150 d'un diamètre inférieur à 3 mm doivent satisfaire aux exigences des normes ou des spécifications d'électrodes de marques spécifiques.
5. La composition chimique du métal déposé avec des électrodes pour le soudage des aciers alliés résistant à la chaleur, ainsi que les propriétés mécaniques du métal fondu ou du métal fondu doivent répondre aux normes du tableau 2.
Tableau 2
Type d'électrode | La composition chimique du métal fondu,% | Propriétés mécaniques du métal fondu ou du métal fondu à température normale |
||||||||||||
Manganèse | Le molybdène | Sauvetage temporaire | Relate- | Choc |
||||||||||
Pas plus | ||||||||||||||
E-09H1MF | ||||||||||||||
E-10H1M1NFB | ||||||||||||||
E-10H3M1BF | ||||||||||||||
E-10H5MF | ||||||||||||||
Notes:
1. Les valeurs des propriétés mécaniques données dans le tableau sont établies pour le métal fondu et le métal déposé après traitement thermique selon les régimes réglementés par des normes ou des spécifications pour les électrodes de qualités spécifiques.
2. Les indicateurs des propriétés mécaniques des joints soudés fabriqués avec des électrodes d'un diamètre inférieur à 3 mm doivent satisfaire aux exigences des normes ou des spécifications pour les électrodes de marques spécifiques.
(Edition modifiée, Rev. N 1).
6. Les exigences en matière de composition chimique du métal fondu et les propriétés mécaniques du métal fondu, du métal fondu et des joints soudés données dans les tableaux 1 et 2 doivent être vérifiées lors du test des électrodes conformément aux exigences du document GOST 9466-75.
7. Le symbole des électrodes pour le soudage à l'arc des aciers de construction et des aciers résistant à la chaleur - selon GOST 9466-75.
En même temps dans la deuxième ligne légende Les électrodes du groupe d'indices indiquant les caractéristiques du métal fondu et du métal fondu doivent être enregistrés conformément aux exigences énoncées dans la PP-10.
8. Dans la désignation de référence des électrodes pour le soudage des aciers de carbone et des aciers de construction faiblement alliés ayant une résistance à la traction maximale de 60 kgf / mm, un groupe d'indices indiquant les caractéristiques du métal fondu et du métal fondu est défini conformément au tableau 3.
Tableau 3
Groupe d'index | Les valeurs minimales des propriétés mécaniques du métal fondu et du métal fondu à température normale | La température minimale à laquelle la ténacité du métal fondu et du métal fondu (lors du test d'échantillons de type IX selon GOST 6996-66) est d'au moins 3,5 kgcm / cm, en ° C |
||
résistance temporaire à la déchirure | allongement relatif,% | |||
Pour toute valeur | Pour toute valeur |
|||
Non réglementé |
||||
Non réglementé |
||||
Non réglementé |
||||
Note Dans le groupe d’indices, les deux premiers indices indiquent la valeur minimale de l’indicateur et le troisième indice caractérise simultanément les valeurs minimales des indicateurs et. Si les indicateurs et selon le tableau 3 correspondent à différents indices, le troisième indice est défini par la valeur minimale de l'indicateur et le quatrième indice supplémentaire caractérisant l'indicateur est entré dans le groupe d'indices (voir l'exemple de la création d'un groupe d'indices pour les électrodes UONII 13/45).
9. Dans la désignation de référence des électrodes pour le soudage d'aciers de construction alliés ayant une résistance à la traction temporaire supérieure à 60 kgf / mm, l'ensemble des indices indiquant les caractéristiques du métal fondu et du métal fondu indique la teneur moyenne en éléments chimiques principaux du métal fondu, ainsi que la température minimale à laquelle la ténacité le métal à souder et le métal à souder lors de l’essai d’échantillons de type IX selon GOST 6996-66 ne doit pas être inférieur à 3,5 kgf · m / cm, et devrait inclure:
a) le premier indice d'un nombre à deux chiffres correspondant à la teneur moyenne en carbone du métal fondu en centièmes de cent;
b) les indices suivants, constitués chacun de la lettre de désignation de l'élément chimique de base correspondant et du nombre figurant derrière, indiquant le contenu moyen de cet élément dans le métal fondu en pourcentage (avec une erreur pouvant aller jusqu'à 1%);
c) le dernier indice caractérisant la température minimale à laquelle la ténacité au choc du métal fondu et du métal fondu lors du test d'échantillons de type IX selon GOST 6996-66 est d'au moins 3,5 kgf · m / cm selon le tableau 4.
10. Dans le symbole des électrodes pour le soudage des aciers résistant à la chaleur dopés, le groupe d'indices indiquant les caractéristiques du métal fondu et du métal fondu devrait comporter deux indices.
Le premier indice, similaire au dernier indice de la revendication 9c, indique la température minimale à laquelle la ténacité du métal fondu et du métal fondu lors du test d'échantillons de type IX selon GOST 6996-66 est d'au moins 3,5 kgf · m / cm (tableau 4). .
Tableau 4
La température minimale à laquelle la ténacité | |
Non réglementé | |
Notes:
1. Outre le carbone, les principaux éléments chimiques ne devraient comprendre que des éléments d'alliage qui déterminent le niveau de propriétés mécaniques du métal fondu. Dans le même temps, le silicium et le manganèse sont considérés comme les principaux éléments chimiques si leur teneur moyenne dans le métal fondu dépasse 0,8%.
2. L'ordre des inscriptions des éléments chimiques est déterminé par la diminution de la teneur moyenne en éléments correspondants dans le métal fondu.
3. Le contenu moyen de l'élément chimique principal dans le métal fondu étant inférieur à 0,8%, le nombre situé derrière la désignation de la lettre de l'élément chimique n'est pas indiqué.
4. Les éléments chimiques contenus dans le métal fondu sont désignés par les lettres suivantes: B - niobium, C - tungstène, G - manganèse, D - cuivre, M - molybdène, H - nickel, C - silicium, T - titane, F - vanadium, X - chrome, Yu - aluminium.
5. Dans le groupe d'index situé devant le dernier index, mettez un tiret (-).
Le deuxième indice indique la température maximale de fonctionnement à laquelle les indicateurs de résistance à long terme du métal fondu et du métal fondu sont régulés (tableau 5).
Tableau 5
Température de fonctionnement maximale à laquelle la durabilité à long terme du métal fondu et du métal fondu est régulée, ° С | |
Non réglementé ou inférieur à 450 | |
Plus de 600 |
11. Toutes les données nécessaires à l'établissement de groupes d'indices conformément aux paragraphes 8.10 * doivent être extraites des normes et spécifications relatives aux électrodes de marques spécifiques.
_______________
* Le texte du document correspond à l'original. - Notez le fabricant de la base de données.
Dans le groupe des index de référence des électrodes pour le soudage des aciers de construction carbonés et faiblement alliés ayant une résistance à la traction temporaire allant jusqu'à 60 kgf / mm (Clause 8), les données relatives au métal fondu et au métal fondu après soudage doivent être consignées (sans traitement thermique).
Dans le groupe des index de référence des électrodes pour le soudage des aciers de construction alliés ayant une résistance à la traction temporaire supérieure à 60 kgf / mm, ainsi que pour le soudage des aciers résistants à la chaleur alliés (PP et 10), les données relatives au métal fondu et au métal fondu après traitement thermique doivent être données selon réglementé par des normes ou des spécifications sur les électrodes de marques spécifiques.
En l'absence de données dans les normes ou les spécifications techniques nécessaires pour l'indexation des indicateurs pertinents des propriétés mécaniques du métal fondu et du métal fondu, ces indicateurs sont considérés comme ad hoc.
Exemples de formation de groupes d'indices indiquant les caractéristiques du métal fondu et du métal fondu, pour l'identification d'électrodes.
Exemple de réalisation de groupes d'index pour les électrodes de la marque UONII-13/45 (type E42A), fournissant les propriétés mécaniques suivantes du métal fondu et du métal fondu à l'état après soudage à température normale:
résistance à la traction temporaire - pas moins de 42 kgf / mm (41);
allongement relatif - pas moins de 22% (2);
le métal fondu fabriqué à partir d'électrodes et le métal soudé dans un état après soudage lors de l'analyse d'échantillons de type IX selon GOST 6996-66 ont une résistance au choc d'au moins 3,5 kgf · m / cm à une température de moins 40 ° C (5):
Il en va de même pour les électrodes de la classe TsL-18 (type E85), fournissant au métal déposé une teneur moyenne de 0,18% de carbone, 1% de chrome, 1% de manganèse; Le métal fondu constitué d'électrodes et de métal fondu après traitement thermique lors de l'analyse d'échantillons de type IX selon GOST 6996-66 présente une résistance au choc d'au moins 3,5 kgf · m / cm à une température de moins 10 ° С (2):
Il en va de même pour les électrodes de la classe TsL-20 (type E-09H1MF), fournissant le métal déposé et le métal fondu après traitement thermique lors de l’essai d’échantillons de type IX selon GOST 6996-66 avec une résistance au choc non inférieure à 3,5 kgf · m / cm à 0 ° C (2), les indicateurs de résistance à long terme du métal fondu et du métal fondu sont régulés à une température de 580 ° C (7):
(Edition modifiée, Rev. N 1).
Texte électronique du document
préparé par JSC "Codex" et vérifié par:
publication officielle
M.: Standardinform, 2008




