Sources d'alimentation de l'arc de soudage. Invertisseur de soudage - Fourniture d'alimentation de l'arc de soudage
Pour le soudage à l'arc, on utilise à la fois un courant permanent et alternatif. Les sources CC sont des générateurs de soudage (transducteurs de soudage et agrégats) et redresseurs de soudage (sélénium et silicium). La source de courant alternatif est les transformateurs de soudage, ils sont utilisés de manière significative plus souvent. Ils sont plus simples dans la fabrication, ont une petite masse et un coût, et ont également une efficacité plus élevée et plus durables. Toutefois, lors de l'application, un courant alternatif de l'arc est instable, depuis 100 fois par seconde, la tension et le courant de l'arc passent à travers la valeur zéro, ce qui entraîne une désionisation temporaire de l'écart d'arc.
Le courant constant est préférable dans la relation technologique, lorsqu'il est utilisé, la stabilité de la combustion de l'arc augmente, les conditions de soudage dans diverses positions spatiales s'améliorer, il est possible de souder la ligne droite et polarité inversée.
Aux sources courant de soudage Les exigences suivantes sont imposées: elles doivent fournir une allumage facile et une arc de gravure durable, limiter le courant de court-circuit doivent être en sécurité en fonctionnement et avoir de bonnes propriétés dynamiques. Les propriétés dynamiques sont déterminées par le temps de récupération de la tension du moment de court-circuit lorsqu'il est presque égal à zéro, à la valeur de 18-20V, lorsque l'arc est allumée. Ce temps ne doit pas dépasser 0,05 ° C, plus la tension est restaurée, la dignité des propriétés de la source d'alimentation.
|
mais b. Figure. 3.. Caractéristiques externes de l'alimentation électrique et de l'arc de soudage |
Le mode de combustion de l'arc de soudage est déterminé par le point d'intersection des caractéristiques de l'arc 1 et source de courant 2 (Figure 3, b.). Le point A s'appelle un point de ralenti - la source actuelle est incluse, développant la tension maximale (60-80V) et la chaîne de soudage est ouverte. Point B - Le point de brûlure instable de l'arc. Lorsque le courant de l'arc correspond à celui-ci, s'éteint, ou le courant d'arc augmente au mode de combustion constant. Le point C est un point de combustion durable de l'arc (U p \u003d 15-30v). Le point D correspond au mode de court-circuit, qui a lieu lors de l'enflammer l'arc et sa fermeture est caractérisé par une petite tension, s'efforçant de zéro et un courant accru, mais limité (i kz ≤ 1,5i p) pour empêcher la surchauffe des fils conducteurs et sources actuelles.
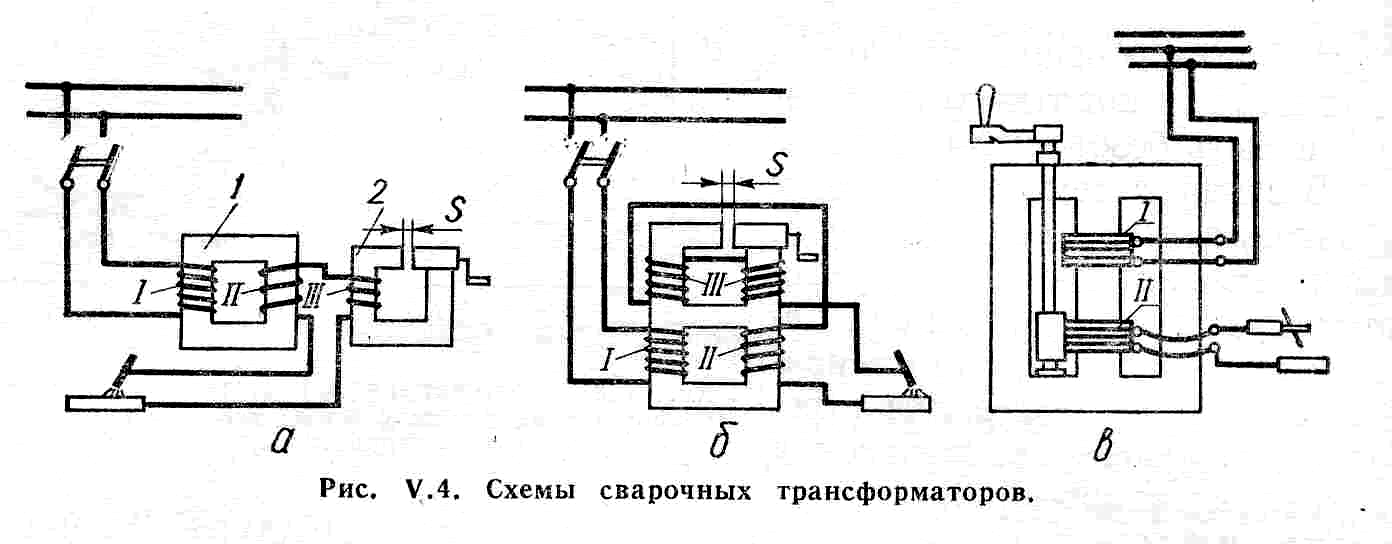
Transformateur de soudage (Fig. 4) réduit la tension réseau élevée (220 ou 380V) à la tension déménagement (60-80V). De plus, le transformateur crée une caractéristique externe qui tombe sur l'arc. Pour cela systématiquement avec l'arc et le secondaire 2 L'enroulement du transformateur comprend une bobine réactive (papillon) 3 . Pendant le passage du courant de soudage à tour de rôle de la remontée des gaz 3 L'auto-induction incontrôlée EMF est inhabituellement dirigée par l'EDC principal du transformateur. Par conséquent, la tension fournie à l'arc diminue de la valeur de ralenti à 18-30V pendant la combustion de l'arc et presque à zéro avec un court-circuit. Le courant dans le transformateur est régulé en modifiant la magnitude de l'auto-induction de l'étouffement avec une augmentation ou une diminution de l'entrefil de l'air entre le mobile 1 (besoin de dessiner) et fixé 2 parties de son noyau. Avec une augmentation de l'écart de l'auto-induction de l'accélérateur, qui dépend du flux magnétique du noyau, diminue et la contrainte sur l'arc et, par conséquent, le courant de soudage augmente. Avec une réduction de l'écart - sur le tour. En raison de la présence de résistance inductive, la caractéristique extérieure incidente de la source du courant de soudage est obtenue.
|
Figure. quatre. Schéma de transformateur de soudage |
Transducteurs de soudage.Pour les sources de soudage de DC sert des transducteurs de soudage et des unités de soudage. Le convertisseur de soudage est constitué d'un générateur CC et d'un moteur d'entraînement, d'une unité de soudage - du générateur et d'un moteur à combustion interne (D.V.). Les unités de soudage sont utilisées pour fonctionner sur le terrain et dans les cas où la tension fluctue dans le réseau électrique d'alimentation. Générateur et D.V. (L'essence ou le diesel) sont montés sur un cadre partagé sans roues, sur les patinoires, les roues, dans le corps de la voiture et sur la base du tracteur.
|
Figure. cinq. Schéma de générateur de soudage |
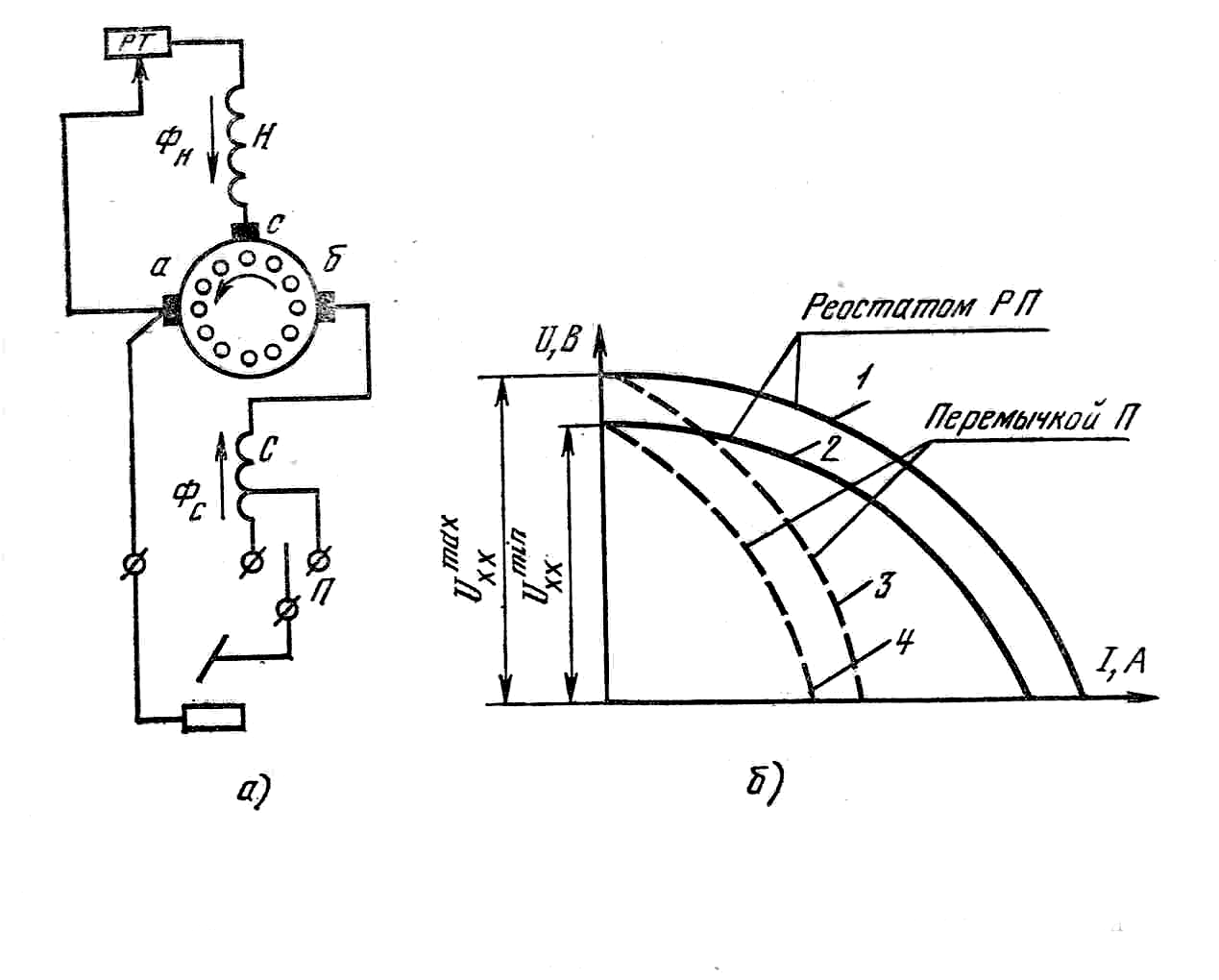
Considérez le diagramme des générateurs avec les enroulements séquentiels séquentiels parallèles et rotatifs différents (Fig. 5). Une caractéristique distinctive des générateurs d'un tel système est d'utiliser le principe de l'excitation de soi. Par conséquent, leurs pôles sont en acier ferrocagnétique ayant un magnétisme résiduel.
Comme on peut le voir dans le schéma (fig. 5), le générateur a deux enroulements sur les pôles principaux: une excitation enroulement N. et constamment activé l'enroulement démagnétisant DE. Enroulement N. Connecté à optionnel de et de base mais Les brosses génératrices, la tension entre laquelle est constamment grande et ne change pas avec un changement de charge. Flux magnétique F. n. Cet enroulement est constant de la magnitude, de sorte que l'enroulement N. Appelez une excitation indépendante.
Au ralenti, e.d.d.s. Le générateur n'est induit que par un flux magnétique F. n. . Lorsque l'enflamme le courant de soudage de l'arc passe à travers l'enroulement en série DEqui est connecté aux pinceaux principaux mais et b. de sorte que le flux magnétique F. de dirigé contre un flux magnétique F. n. . Cela provoque l'effet de démagnétisation de l'enroulement séquentiel. EMF, induit par l'ancre de générateur, plus le flux magnétique est petit F. de , dont la valeur dépend du courant de la chaîne de soudage. Plus le courant est petit dans la chaîne de soudage, moins F. de Et plus la tension du générateur est élevée. Avec une courte fermeture, c'est-à-dire Au courant maximal de la chaîne de soudage, flux magnétique F. de L'enroulement séquentiel est presque égal au courant magnétique F. n. Enroulements d'excitation indépendants et tension sur les pinces génératrices proches de zéro. L'interaction des flux magnétiques de deux enroulements est assurée par la caractéristique externe incidente du générateur de soudage.
Redresseurs de soudage.Les redresseurs de soudage sont des appareils convertis à l'aide d'éléments semi-conducteurs (vannes) en alternance à courant constant et destiné à alterner une arc de soudure. Leur action repose sur le fait que les éléments semi-conducteurs ne sont effectués que dans une direction.
Le diagramme électrique conceptuel du redresseur de soudage est représenté à la Fig. 6. Le redresseur de soudage consiste en deux parties principales: un transformateur triphasé réduit I avec un dispositif de commande et un bloc redresseur Soleilcomposé de vannes sélénium (ou silicium). La conception du redresseur de soudage quelque peu complique le ventilateur dedans Dv Refroidir le bloc redresseur. Allumer le redresseur au travail est effectué par un interrupteur de lot Pv. Le ventilateur est fermé avec redresseur avec relais d'air Rkv.. Avec le fonctionnement normal du ventilateur, les relais de contrôle de ventilation Rkv.inclus dans le flux d'air du ventilateur et du démarreur magnétique PmConnexion de l'enroulement du transformateur de soudage avec le réseau. Si le ventilateur est endommagé, le redresseur ne s'allume pas si les dommages se produisent pendant le fonctionnement, le redresseur s'éteindra.
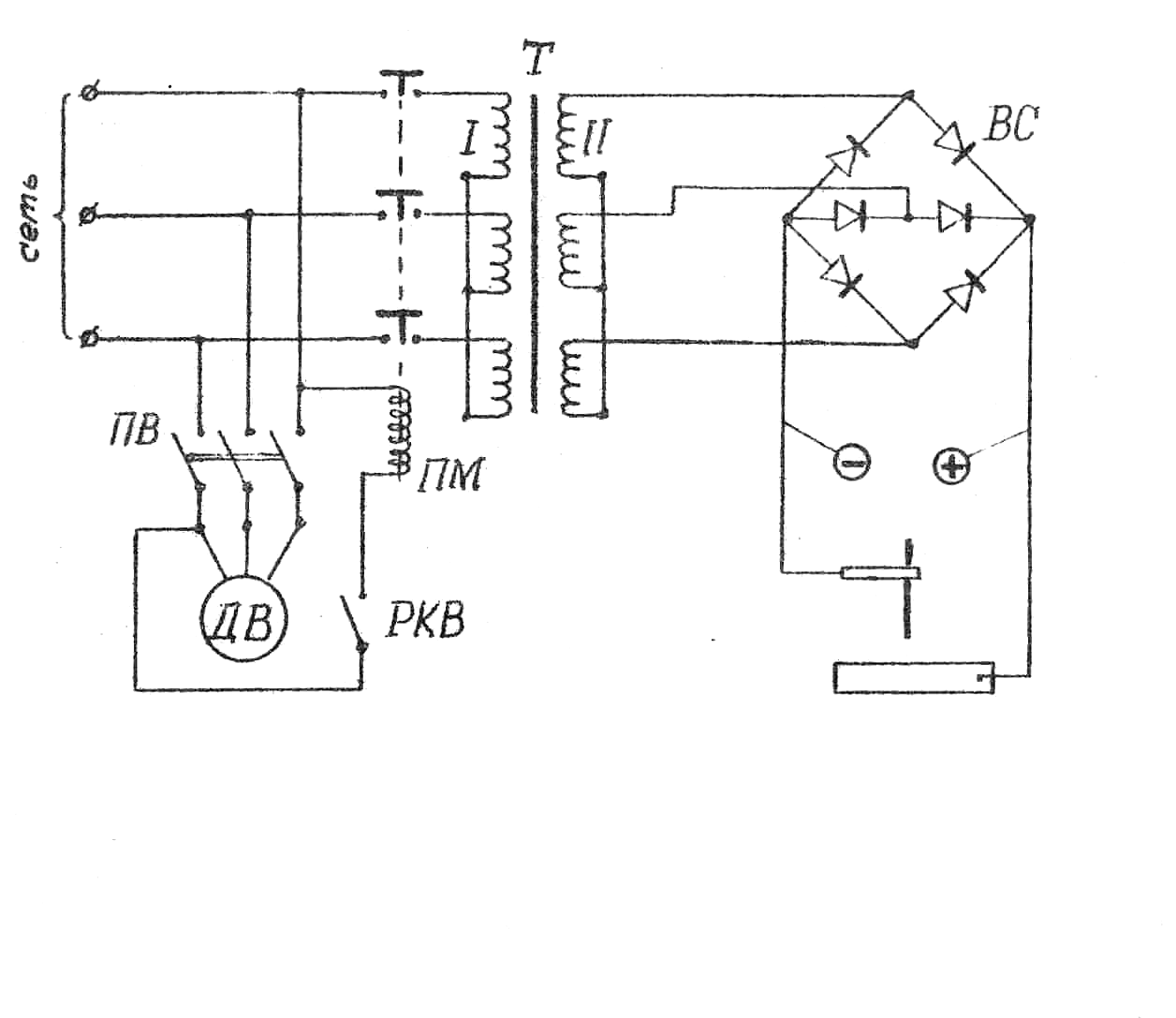
Figure. 6. Schéma de redresseur triphasé
Les redresseurs de soudage devant les convertisseurs ont les avantages suivants: une efficacité supérieure et une perte moins inactive, les meilleures propriétés dynamiques, moins de masse, une plus grande fiabilité et une plus grande facilité d'entretien pendant le fonctionnement, sans bruit lorsque vous travaillez, une efficacité accrue dans la fabrication. L'inconvénient principal des redresseurs de soudage est leur grande sensibilité aux fluctuations de tension de réseau que les transducteurs de soudage. Comme les générateurs de soudage, ils peuvent être une plate-forme simples et multiple et avoir des caractéristiques externes chutes, communes ou rigides. Pour créer une caractéristique chute, des transformateurs de soudage avec une diffusion magnétique agrandie sont utilisés ou une manette d'accélérateur est utilisée à cette fin. Pour le soudage manuel, des redresseurs avec une caractéristique externe en chute sont utilisés.
Sources de courant de soudage.
Les sources de courant pour l'alimentation de l'arc de soudage doivent avoir une caractéristique externe spéciale. La caractéristique extérieure de la source est la dépendance de la tension sur ses bornes de sortie du courant dans le circuit électrique. Les caractéristiques externes peuvent être les principaux types suivants: tomber 1, incident creux 2, rigide 3 et augmentation de 4 (figure 4, a). La source actuelle est sélectionnée en fonction des caractéristiques Volt-Amps de l'arc correspondant au procédé de soudage adopté.
Pour alimenter l'arc avec une caractéristique rigide, des sources avec une caractéristique externe de chute ou de pesée sont utilisées (soudage manuel de l'arc, automatique sous le flux, soudage dans gaz de protection Électrode non qualifiée). Le mode de combustion de l'arc est déterminé par le point d'intersection des caractéristiques de l'arc 6 et la source de courant 1 (figure 4, B). Le point C correspond à la combustion résistante de l'arc, point A - le mode veille de la source de courant pendant la période où l'arc n'est pas allumé et la chaîne de soudage est ouverte. Le mode de ralenti est caractérisé par une tension accrue (60-80 V). Le point O correspond au court-circuit dans l'allumage de l'arc et sa fermeture avec des gouttes de métal d'électrode liquide. Un court-circuit est caractérisé par une basse tension, cherchant à zéro et élevé, mais un choc limité.
Les sources du courant de soudage avec une caractéristique en chute sont nécessaires pour faciliter l'allumage de l'arc en raison de la tension de course accrue, garantissant la combustion durable de l'arc et la capacité implicite presque constante de l'arc.
Figure. 4. Caractéristiques externes des sources de courant de soudage (A) et du rapport des caractéristiques de l'arc et des caractéristiques de l'incident
source de courant lors de la soudure (B)
Sources AC (transformateurs de soudage) et sources CC (redresseurs de soudage et générateurs) sont utilisés pour alimenter l'arc de soudage. Les sources de CA sont plus courantes, car elles ont un certain nombre d'avantages techniques et économiques. Les transformateurs de soudage sont plus faciles à utiliser, beaucoup plus durables et ont une efficacité plus élevée que les redresseurs et les générateurs CC. Cependant, dans certains cas (soudage sur de petits courants revêtus d'électrodes et de flux) lors de la mise sous tension de l'arc, l'arc est instable, car chaque 0,01 avec la tension et le courant d'arc passent à travers des valeurs zéro, ce qui entraîne une désionimation temporaire de l'écart d'arc. Le courant permanent est préférable en technologique.
Sources de courant de soudage
Equipement de soudage: types de soudage, sources de courant de soudage, paramètres principaux de la machine de soudage, protection du soudeur
L'article est tiré du magazine Consumer (2010) http://www.master-forum.ru/power-cai?id\u003d2005
Avec l'aide de la soudage, une quantité importante de divers travaux dans divers domaines est effectuée, de la microélectronique à la fabrication de structures multi-fenêtres. Le soudage en tant que méthode d'une connexion de levage des métaux est entré à notre vie il y a un peu plus de cent ans, mais il est impossible de surestimer sa valeur aujourd'hui. Puisque les métaux et les alliages peuvent avoir une forme différente, une taille et une différence composition chimiqueUne variété de technologies, d'outils et d'appareils pertinents ont été développés. Mais le soudage électrique (et parfois la coupe) des métaux, tout d'abord, est considéré comme la méthode principale et à juste titre. aciers en alliage bas. Parmi les avantages du soudage électrique, une connexion rapide et fiable des matériaux comportant des coûts minimes. Toutefois, si nécessaire, avec l'aide de la machine à souder, il est possible de couper le métal et même dans des endroits difficiles à atteindre où l'autre outil ne convient tout simplement pas. Au cours des dernières décennies, les machines à souder sont fabriquées à l'aide de composants électroniques, ce qui a considérablement réduit leur masse et leurs dimensions et leur permettait de développer davantage leur utilisation dans la vie quotidienne.
Sources de courant de soudage
C'est la partie principale de n'importe quelle machine de soudage, transformant une tension de réseau en un courant constant ou alternatif avec des paramètres spécifiés.
Il y a aussi des inconvénients des onduleurs, mais ils peuvent les appeler avec un grand stretch. Il est nécessaire de distinguer l'onduleur dans la vie quotidienne ou en production.
L'ennemi principal des circuits électroniques - l'humidité et la poussière, en particulier métallique. Par conséquent, il n'est pas recommandé de l'inclure dans les locaux à l'époussetage et surtout au travail "Bulgare" à côté de l'onduleur inclus.
Bien sûr, pendant la pluie de travail devrait être interrompu, il est interdit par la réglementation de la sécurité et non seulement parce qu'il est nocif pour l'appareil. Modèles professionnels Mieux vaut protégé de la poussière et de l'humidité, mais également debout en conséquence. Dans tous les cas, de temps en temps, l'appareil doit être ouvert et souffler complètement avec de l'air comprimé.
L'électronique est sensible à la qualité du courant, donc dans le schéma de l'onduleur comprennent divers éléments de protection: capteurs de surchauffe, fusibles, parfois - des dispositifs d'arrêt lorsque la tension tombe en dessous du niveau admissible, mais presque tous les appareils peuvent fonctionner à une tension de 170 à 250 V. Pour se protéger contre le saut de tension pointu (au-dessus de 270 V), de nombreux fabricants installent des varistances ("comprimés"), division avec une forte augmentation de la tension. Après cela, la varistance endommagée doit être remplacée, cette réparation est simple et peu coûteuse. Si le fonctionnement autonome est prévu à partir du générateur électrique, il est nécessaire de sélectionner le périphérique avec un compensateur intégré des gouttes de tension d'alimentation. À propos de ses fabricants de présence empêchent séparément, l'onduleur sans qu'il puisse échouer rapidement.
L'appareil ne doit pas être stocké en hiver dans une pièce non chauffée - L'électronique nécessite une relation minutieuse.
Il y a un autre "désavantage": il est beaucoup plus compliqué de travailler sur un transformateur ou un redresseur que dans l'onduleur, mais vous avez appris à travailler sur la "transition" sans aucun problème, mais la transition inverse est beaucoup plus difficile - vous allez avoir à finir.
Les principaux paramètres de la machine de soudage
Un paramètre très important pour le fonctionnement de la machine de soudage, quel que soit son dispositif, est la durée d'inclusion (PV) avec différentes valeurs de courant de soudage. Ici, différents fabricants ont des techniques de mesure différentes. Dans la norme européenne EN 60974-1, la durée du soudage est prise en compte à une température de 40 ° C à la première butée du dispositif de surchauffe et PV est calculée en fonction de la relation de cette période à une période de 10 minutes. Cycle de travail. Avec plus d'approximement approximative de la réalité, des conditions selon la méthode de la société italienne Telwin (T \u003d 20 ° C, le travail avec interruptions) prend en compte principalement le nombre d'électrodes pouvant être utilisées au cours de cette période. Bien entendu, PV, calculé sur la deuxième méthode, est sensiblement plus élevé et lors du choix de l'appareil doit être clarifié tel qu'il était considéré. Cependant, dans le processus de travail, il est rare de brûler un contrat de plusieurs électrodes à pleine capacité sans pause et que l'appareil avec le "Européen" déclaré fonctionnera de 10 à 20% jusqu'à ce qu'il s'éteigne autant que 60 -80% PV, calculé par la technique "Telvinovskaya".
Un paramètre important et la première chose qui est généralement accordée à une attention particulière à la portée des modifications apportées au courant de soudage. Il indique indirectement la puissance de l'appareil. Ce qu'il est plus, plus l'électrode est grande, l'électrode peut être installée et plus la plus grande sera la PV lorsque vous travaillez dans de petites électrodes avec un courant égal. À des fins domestiques et fonctionne par l'électrode en cours d'exécution à 3 millimètres, tous les types de transformateurs sont plus que suffisamment de la puissance maximale à 150 A, pour les inverseurs - et encore moins, alors qu'ils sont calmement recréés "quatre". Il convient de garder à l'esprit que sur une boîte avec des électrodes, les courants recommandés sont généralement indiqués lorsqu'ils fonctionnent avec des transformateurs ou des redresseurs, l'onduleur peut déjà couper l'onduleur à de tels courants.
Une autre paramètre important - Pas de courant inactif. Il peut être à moins de 60-85 V: plus il est plus facile d'allumer l'arc.
Certains modèles de soudage sont capables de fonctionner conjointement avec des dispositifs de soudage à argon, des modèles fonctionnant en mode semi-automatique sont également disponibles (soudage de fil). Pour un usage domestique, ils ne sont pas très intéressants - de telles options sont rarement nécessaires et leur coût est beaucoup plus élevé que celui des modèles simples. Mais si vous envisagez de travailler sur niveau professionnel Avec divers types de métaux et de feuilles minces, ces fonctions seront très utiles.
Types de soudage
Soudure à arc manuelle avec électrode de fusion (MMA). Le type de soudage le plus courant, dans lequel le rôle de l'électrode joue le fil recouvert de revêtement. En train de fondre, le fil se joint aux pièces soudées et le revêtement (SLAG) protège le bain de soudage des effets de l'oxygène, contribuant également à l'amélioration des caractéristiques de l'arc et de la qualité de la couture. Le plus souvent, de cette manière, les métaux ferreux, le fonte et certains types de métaux non ferreux et d'alliages sont soudés, mais il est assez difficile d'obtenir un bon composé dans ce dernier cas: les composants de perte des alliages brûlent et La connexion n'est pas trop haute qualité.
Soudure manuelle dans des gaz de protection (TIG). Le plus souvent, l'argon avec un petit mélange d'oxygène est utilisé comme gaz pour brûler de la saleté et des oxydes pendant le fonctionnement et le soudage est effectué de manière non compatible de graphite ou électrode de tungstène. En tant qu'additif, des tiges du même matériau que des pièces soudées sont utilisées. La qualité de la couture avec cette méthode est très élevée, les composants de perte des alliages et des additifs d'alliage ne brûlent pas, le bain de soudage est protégé de l'oxygène de l'air, la formation de laitier est pratiquement exclue. Le soudage est presque toujours produit sur un courant continu de polarité directe, d'aluminium uniquement adapté à la polarité en aluminium ou à la polarité inverse: un film d'oxyde plus performant est détruit. Malgré le fait que cette méthode est assez coûteuse et que aucune vitesse de travail élevée, elle est assez populaire et parfois irremplaçable pour souder tous les métaux en cas de petites quantités de travail ou si le processus ne peut pas être automatisé pour différentes raisons.
Soudure semi-automatique (MIG / MAG). Avec elle, le fil de soudage est généralement soudé dans le rôle de l'électrode, qui est automatiquement fourni à la zone de soudage, bien que la soudure avec une électrode non compatible soit possible. L'appareil est déplacé manuellement. Le soudage est effectué par un courant permanent ou impulsionnel, diffère de soudage dans le milieu de gaz de protection inerte (MIG) ou actif (MAG) et le soudage du fil de poudre - alors le gaz n'est pas nécessaire. Pour les gros volumes du métal, il est plus opportun pour le soudage MMA. La sphère du soudage semi-automatique semi-automatique - soudage de feuilles minces, aciers hautes alliages, métaux non ferreux, ainsi que des applications industrielles. Exemple
Autres méthodes et méthodes de soudage
Outre les trois méthodes de soudage principales énumérées, d'autres sont utilisées, en particulier dans la production industrielle. Décrivez brièvement certaines d'entre elles.
Soudage au gaz. En tant que source d'énergie, un mélange d'oxygène avec des gaz combustibles est utilisé, le plus souvent avec de l'acétylène. Dans la vie quotidienne, il est rarement recours: cela nécessite l'utilisation de lourds et non les bouteilles de gazLa qualité des surfaces d'accouplement n'est pas trop bonne, il est possible d'apparaître rapidement à la corrosion dans la zone de couture, car le métal se réchauffe à une distance considérable de celle-ci, la vitesse de travail est petite, mais aucune électricité n'est requise du tout. Espèce soudage au gaz, bien basé sur un principe d'action complètement différent, est soudage au plasma. La source de chaleur ici sert de jet de plasma, obtenue par ionisation du gaz de travail entre les électrodes, dont l'une peut être un produit soudable, ou les deux électrodes sont situées dans le brûleur à plasma - plastification. Ces deux méthodes de production industrielle sont plus souvent utilisées pour le surfaçage et la découpe que pour le soudage approprié.
soudage de contact. Avec elle, les billettes connectées ou leurs sites de contact sont pressés les uns aux autres, chauffés avec de l'électricité à l'état de déformation plastique, puis compressés en outre. Parmi un grand nombre de variétés de soudage de contact, vous pouvez sélectionner Point, bout à bout, relief et suture.
Pour soudage ponctuel Les pièces soudées sont connectées aux clignotements, serrage entre les deux électrodes, puis l'impulsion de la tension de courant (un peu volt) et une force considérable, à plusieurs milliers de fichiers ampères. Ainsi, un point soudé est formé entre les parties ou deux à la fois, si les électrodes s'ennuient d'un côté et la doublure conductrice est mise de l'autre côté. Le soudage de contact nécessite une bonne préparation de surface, adaptée à de nombreux métaux et alliages, particulièrement populaires pour souder des feuilles minces. Le stagnant des feuilles est faible, la qualité (avec des paramètres de soudage dus) est également à la hauteur. C'est ainsi que, par exemple, collectez le corps de la voiture à l'usine. La méthode est bien automatisée, mais peut être utilisée en mode manuel.
Pour soudage de suture La couture consiste en un grand nombre de points individuels pouvant se chevaucher. Si les tubercules (reliefs) sont préparés à l'avance à la surface des détails - il s'agit d'environ soudure de relief. Soudage des chocs Plus souvent utilisé pour connecter des pièces épaisses, alors qu'ils sont soudés immédiatement dans tout l'avion.
Soudage de friction. L'un des détails est fixe, le second appui-le et tournez jusqu'à la fusion des surfaces de contact. La méthode est plutôt économique et rapide, mais la possibilité de son utilisation dépend de la forme de pièces soudées. De cette manière, il est possible de combiner des billettes de matériaux hétérogènes, comme du cuivre avec de l'aluminium.
Dans des conditions industrielles pour espèces distinctes D'autres méthodes telles que des œuvres soudées soudage à froid (Avec une température relativement basse et une pression élevée), soudage d'explosion, diffusion, soudure avec un laser, pistolet à faisceau d'électrons, ultrasons, courants haute fréquence et certains autres types. De tels manières, nous soudons divers, parfois pratiquement incompatibles, métaux et matériaux.
Protection soudeuse
Le processus de soudage est accompagné d'un grand nombre de facteurs dangereux et nocifs: une température élevée du métal chaud et de la scorie, une litière brillante de l'arc dans des gammes visibles, infrarouges et ultraviolets, isolement de gaz toxiques et d'aérosols. Lorsque vous travaillez avec un appareil électrique, le non-respect de la réglementation de la sécurité est semé d'un risque de choc électrique. Par conséquent, il est nécessaire de prendre soin de l'acquisition de masques et de vêtements de protection.
Masque de soudage ou bouclier. C'est l'élément le plus nécessaire conçu pour protéger les yeux et le visage. Il est le plus souvent fait de plastique ou d'électrocartes (FIBRA). Le bouclier doit tenir une main, le masque est attaché à la tête. La conception du filtre selon GOST devrait inclure du verre de protection et un tampon de plexiglas. Le filtre utilise soit un verre obscuré, soit un filtre "caméléon", chéri automatiquement lorsqu'un arc se produit. "Caméléon" C'est beaucoup plus pratique, mais c'est plus cher. Selon les conditions de soudage, des lunettes sont utilisées pour varier de Darlicate, dans le "caméléon", il est presque toujours réglable. Pour des conditions de travail complexes, des masques avec des filtres respiratoires ou un système d'alimentation en air à l'extérieur, ainsi que la possibilité de fixer des casques et des écouteurs.
Vêtements et autres moyens de protection. Les vêtements et les gants doivent être faits de tissus faiblement manifestes et intacts comme la bâche, les matériaux caoutchoutés ou la peau. Les chaussures sont également désirables "ventre", après tout, à l'exception des étincelles et des gouttelettes du métal, vous pouvez déposer accidentellement le morceau de fer. Plus pratique à cette fin des bottes en peau épaisse ou bottes en caoutchouc. Tous les vêtements lorsque vous travaillez doivent être fixés et entraînés avec un tel calcul pour éliminer les gouttes de chute du métal en fusion dans ses plis et protéger toutes les zones de la peau des effets néfastes de l'arc de soudage. Pour assurer une sécurité électrique, des tapis en caoutchouc ou des matériaux diélectriques similaires sont utilisés.
Pas besoin d'oublier d'autres moyens de protection - Service de fonctionnement, mise à la terre, fixation fiable des fils de soudure dans l'appareil et intégrité de leur isolation, contact électrique fiable du fil inverse par pièce, etc. Enfin, il ne vaut pas la peine de négliger et de fixer fiable les pièces soudées. Si vous organisez correctement lieu de travail Et travailler, conformes à leurs capacités et sans précipitation, puis travailler et le résultat ne fera que s'il vous plaît.
Les onduleurs souddrents ont un grand nombre d'avantages par rapport aux modèles qui se nourrissent de sources traditionnelles. Par conséquent, il est assez juste de leur généralisement dans les entreprises industrielles et dans la vie quotidienne. Ils ont des valeurs relativement faibles d'indicateurs de masse dimensionnelle, ce qui permet de porter l'onduleur de soudage avec leurs propres mains et leurs forces. Cette unité produit du soudage de haute qualité matériaux différentscela ne contribue que à sa vulgarisation.
Inverseur de soudage Il a une petite masse, de 5 à 10 kg, qui est due à l'absence d'encombrant, en outre, il n'y a pas de pertes sur la magnétisation du fer, ainsi que le chauffage des enroulements. En raison de cela, a une valeur élevée de l'efficacité. Un autre avantage de cet appareil est une consommation d'énergie réduite - seulement 4 kW, tandis que des agrégats analogiques consomment jusqu'à 10 kW d'électricité. Cependant, l'onduleur de soudage a d'autres avantages, tout aussi importants, tels que:
- Manque de phénomène éclaboussant.
- Petites écarts de valeurs de courant provenant de valeurs nominales.
- Grande plage de contrôle de courant de soudage.
- Arc électrique doux et stable.
- Résistance aux interférences et aux oscillations.
De plus, l'onduleur de soudage a certaines caractéristiques:
1. Il existe une protection spéciale qui empêche l'adhésion de l'électrode aux éléments soudés. Au cours de l'inclusion de l'unité, une impulsion de courant supplémentaire est effectuée, dans le cas où les systèmes de protection sont déconnectés par conséquent, l'électrode n'a pas le temps de coller.

2. Le coût relativement petit, qui rend l'onduleur de soudage à la disposition du large public des acheteurs. Le marché moderne des machines de soudage offre une large gamme, dont chacun peut trouver l'équipement dont vous avez besoin.
3. Large gamme de fonctions et de fonctionnalités. Chaque onduleur de soudage est terminé avec un générateur haute fréquence, qui élargit considérablement la plage fonctionnelle de cette unité. En raison de cela, il devient possible d'utiliser presque toute variété de soudage, ainsi que coupe plasma Métaux.
4. L'onduleur de soudage a un indicateur élevé de contrôle et de contrôle. Il n'est pas nécessaire d'attendre un moment - il suffit d'acheter le périphérique de ce type pour commencer à travailler avec elle. La plupart des onduleurs modernes ont des dispositifs de contrôle en douceur pour le courant de soudage. De plus, de nombreux modèles ont la capacité de mémoriser les modes utilisés. Grâce à cette fonction importante, la performance du travail est considérablement accrue et réduit également le temps d'exécution de l'heure. Cela vous permet d'effectuer plus de commandes en moins de temps, ce qui augmente votre revenu et votre revenu de l'ensemble de l'entreprise.
Classification des méthodes de soudage.
Le soudage électrique de la fonte est classé selon les principales caractéristiques suivantes:
Par la nature du courant de soudage - sur le courant alternatif et constant.
Par type de polarité lors du soudage sur un courant constant - soudage sur une polarité droite ("plus" sur la partie soudée) et sur la polarité inverse ("plus" sur l'électrode).
Par type d'électrodes utilisées - des électrodes métalliques métalliques et non compliquables (tungstène ou charbon).
Selon un procédé de protection de la zone de soudage - avec des électrodes de revêtement fondues au revêtement (protection du revêtement minéral avec des électrodes), sous le flux, dans l'environnement des gaz de protection (inerte ou actif), des fils de poudre auto-protégeant.
Selon le degré de mécanisation - manuel, mécanisé (semi-automatique), automatique.
- Mma. Arc manuel en métal) - soudure manuelle à l'arc avec électrodes revêtues de fond en métal;
Mig / mag. (Mécanique inerte / gaz actif) - soudage mécanisé (semi-automatique) dans l'environnement des gaz de protection (inerte ou actif);
Tig (Gaz inerte de tungstène) - Électrode de soudage non compassion (tungstène) dans le milieu de gaz de protection inerte, par exemple, le soudage dit argon-arc.
Sources de soudage
Conditions requises pour l'alimentation électrique pour le soudage à l'arc
Les paramètres importants du processus de soudage sont la caractéristique Volt-ampère de l'arc de soudage et des caractéristiques externes de l'alimentation électrique. La durabilité de la combustion de l'ARC et de la stabilité du processus de soudage dépendent largement.
La figure 1 montre les caractéristiques Volt-ampeed de l'arc, représentant la relation entre la tension U d et le courant que j'ai avec une longueur différente de l'arc l.(l 2.>l 1.). La caractéristique Volt-ampere de l'arc est non linéaire, car, dans le cas général, le courant électrique dans les gaz n'obéit pas la loi de l'OHM (l'arc est une décharge électrique dans le gaz et sa résistance n'est pas égale à la valeur constante) .
Fig.1 Caractéristiques Volt-Ampere de l'arc
À faibles courants (environ 100a), le degré d'ionisation et le nombre de particules chargées augmentent de manière intensive avec son augmentation. La résistance à la colonne ARC diminue et moins de tension est nécessaire pour maintenir le courant.
À titre d'augmentation du courant, une augmentation du degré d'ionisation a lieu plus lentement, l'augmentation du nombre de supports de charge est réduite et la tension arc devient peu dépendante du courant.
Aux densités de courant élevées, le degré d'ionisation est élevé, l'arc ne se développe pas, car il est limité au diamètre de l'électrode et sa résistance devient constante. Dans ce domaine, il obéit la loi de l'OHM - le courant et la tension sont directement proportionnels.
Pour chaque méthode de soudage, sa propre zone des caractéristiques de l'arc est la plus caractéristique. Par exemple, pour soudage manuel Les électrodes revêtues et les électrodes non programmatiques dans le milieu d'argon Le courant est relativement faible et le diamètre de l'électrode est significatif. Ces conditions correspondent à la zone d'alimentation des caractéristiques de l'arc. Lors du soudage sous le flux, le courant est supérieur à celui de soudage manuel, la caractéristique se déplace de manière douce et en partie dans une zone croissante. Le soudage dans le gaz des alessations est caractérisé par l'utilisation d'un fil de petit diamètre, qui est proportionnel au carré du diamètre augmente la densité de courant. La caractéristique de l'arc augmente.
Considérez les caractéristiques de choisir les caractéristiques externes de l'alimentation électrique pour diverses méthodes de soudage.
Soudure manuelle de l'arc
L'une des principales caractéristiques du soudage manuel est un changement fréquent de la longueur de l'arc. Il est associé à la manipulation par une électrode de soudeuse, sa fonte et la nécessité de fournir l'électrode vers le bas, ainsi que des coutures dans des endroits inconfortables et difficiles à atteindre. Les oscillations particulièrement fréquentes de la longueur de l'arc se produisent au cours des qualifications insuffisantes du soudeur. Pour assurer la stabilité du processus de soudage, la profondeur de propellation requise et la bonne qualité, la couture est nécessaire pour que le courant du courant avec les oscillations de la longueur d'arc varie le minimum.
Si avec le soudage manuel de l'arc, utilisez une source d'alimentation avec une caractéristique de fouettes, puis lorsque vous allongez l'arc, il est possible de le casser en raison d'un petit courant et de la courge de l'arc, la bavure est possible en raison d'une excès. Courant élevé. Par conséquent, avec soudage manuel, les alimentations sont utilisées avec une caractéristique fraîche, ce qui garantit la stabilité maximale du processus de soudage.
Soudure semi-automatique
Une caractéristique de soudage semi-automatique est la constante, indépendante du taux d'alimentation de soudeur fil de soudage. Pour assurer le processus de soudage durable, il est nécessaire d'assurer la constance de la longueur de l'arc. Sinon, une falaise d'arc ou une courte fermeture du fil sur le produit est possible. Pour assurer la constance de la longueur de l'arc, il est nécessaire que le rapport soit observé dans le processus de soudage:
La caractéristique de l'alimentation devrait être telle que, avec une violation aléatoire de ce ratio, il lui a permis de revenir à son observance dès que possible.
Considérer ce qui se passe quand soudage mécanisé Avec une augmentation inattendue ou une diminution de la longueur de l'arc. La figure 2 montre la caractéristique croissante de l'arc à différentes longueurs l., l 1., l 2., ainsi que la caractéristique de la source d'alimentation rigide. Avec une augmentation de la longueur de l'arc, le point de fonctionnement est déplacé vers O 1 et le courant est réduit - I 1. Une fois la réduction actuelle réduite, la quantité de chaleur générée dans l'arc est réduite et la vitesse de fusion du fil diminue. Pendant cette période, le taux d'alimentation du fil devient supérieur à la vitesse de fusion: V sous\u003e V pl. La fin du fil s'approche du produit et la longueur de l'arc est restaurée de manière indépendante. Ce processus s'appelle une autorégulation de la longueur de l'arc.
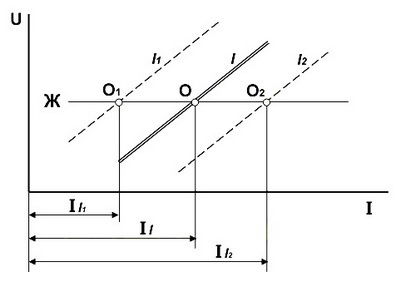
Fig.2 Dépendance du changement de courant de la fluctuation de la longueur de l'arc de soudage
(F - Caractéristiques durs de l'alimentation)
Le processus de soudage sera stable si la réaction en modifiant la vitesse de fusion du fil après avoir changé la longueur de l'arc sera rapide. Dans ce cas, ils disent que le processus d'autorégulation passe activement.
Examinez comment l'apparition des caractéristiques externes de l'alimentation influe sur l'activité de l'autorégulation. La figure 3 montre trois caractéristiques différentes des sources d'énergie: une auvent (P), rigide (g), augmentation (b).
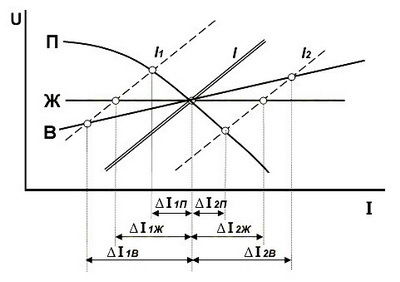
Fig.3 Effet de la forme des caractéristiques de la source externe
sur le changement de courant lorsque les fluctuations de longueur d'arc
Les fluctuations les plus fortes de la force actuelle fournissant une autorégulation active seront avec une caractéristique croissante de l'alimentation électrique, avec une autorégulation caractéristique étroite se produit moins activement, encore moins activement, elle se produira lors de la pesée de la caractéristique. Par conséquent, si le fil pendant le soudage est appliqué relativement lentement, il est possible d'utiliser une trame et des caractéristiques durs. Cela se produit généralement lors de la soudure sous le flux, lorsque les diamètres du fil sont suffisamment grands et que les vitesses d'alimentation sont relativement petites et fluctuées dans la plage de 50 à 200 m / h. Lors du soudage en dioxyde de carbone dioxyde du fil ci-dessous, afin d'assurer une performance élevée de leur taux d'alimentation supérieur à 400 m / h. Dans ce cas, il est nécessaire d'appliquer des caractéristiques dures. Lors du soudage sur des modes forcés à très hautes vitesses d'alimentation en fil de fil, il est possible d'utiliser des alimentations avec des caractéristiques croissantes.
Les alimentations avec caractéristiques de refroidissement, destinées au soudage manuel semi-automatique et automatique, ne peuvent pas être utilisées, car elles ne fournissent pas l'autorégulation de la longueur de l'arc et de la stabilité du processus de soudage.
Outre le principe de l'autorégulation dans certains machines à souder Le principe de la régulation automatique de la longueur de l'arc est utilisé. Il réside dans le fait que, dans le processus de soudage, la vitesse d'alimentation du véhicule n'est pas constante, mais varie en fonction de la longueur de l'arc, et donc des tensions de celui-ci. Le contrôle de la vitesse d'alimentation du fil est effectué en raison de la rétroaction entre l'arc et le moteur du mécanisme d'alimentation.
Classification des sources d'énergie pour le soudage.
Les principaux éléments de toute unité de soudage sont: source tension de soudage ou alimentation (ci-après - IP); mécanisme d'actionnement; éléments de connexion (tuyaux, câbles); Éléments auxiliaires (cylindres, luminaires, équipement, etc.). En fonction du type de soudage sélectionné, les types d'équipements de soudage suivants sont distingués:
Pour le soudage manuel de l'arc avec des électrodes plaquées avec des électrodes plaquées (méthode MMA):
- transformateurs (Conçu pour le soudage actuel alternatif) ;
- redresseurs (conçu pour souder sur le courant constant) ;
- onduleurs(pour soudure de courant constant - d.C. Obtenir par schéma Inverter) .
Pour soudage semi-automatique de fil métallique dans les gaz de protection (MIG / MAG Méthode) - Soudage semiautomaaconsistant en une source d'alimentation (intégrée ou autonome), une unité de contrôle, un mécanisme d'alimentation et un brûleur de soudage spécial.
Pour soudage automatique de fil métallique dans l'environnement des gaz de protection ou sous des machines à souder de flux (type de tracteur automoteur, têtes suspendues ou planétaires).
Pour le soudage manuel de l'arc d'électrode non compassion (tungstène) dans les gaz de protection inerte (méthode TIG - réglages de soudage variables spécialisés et / ou dc.
L'une des principales caractéristiques du processus de soudage est la caractéristique Volt-ampère statique (WA) de l'arc de soudage, reflétant la connexion entre la tension et la puissance de l'arc de soudage. En raison des particularités de l'ionisation des atomes métalliques dans la colonne ARC, la caractéristique de l'arc lui-même est constituée de trois sections - une chute, statique et croissante. La figure Static Volt-Ampere caractéristique de l'arc de soudage est illustrée à la Fig. quatre.
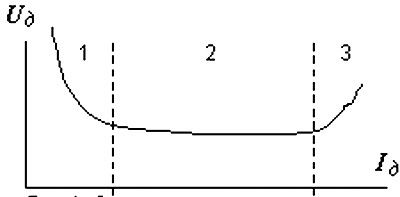
Fig.4 Volt-ampère statique caractéristique de l'arc.
Pour la combustion stable de l'arc, l'égalité est nécessaire entre la tension et le courant de l'arc (UD et ID) et de l'alimentation (UP et IIP). Il est facile de noter que cette égalité est possible dans le cas où les points d'intersection des caractéristiques Volt-ampere de l'arc et la source d'alimentation sont des points de combustion stable de l'arc, comme le montre la Fig. 5.
Tomber dur croissant
Fig.5 Caractéristiques Volt-Ampere des Fournitures d'alimentation
dans leur corrélation de l'arc statique.
Fil de soudage manuel de l'arc (méthode MMA) sur une courte densité (le rapport du courant au diamètre de l'électrode). Dans ce cas, en raison de l'oscillation de la longueur de l'arc, la tension arc varie et sa caractéristique Volt-ampère a une forme de chute (zone 1 de la Fig. 4.). Par conséquent, pour le soudage manuel de l'arc, une adresse IP avec une caractéristique de volt-ampère en chute, ayant un très grand angle d'inclinaison à l'axe du courant (caractéristique aux yeux escarpés), est principalement utilisé; Une telle caractéristique de volt-ampère assure l'absence de fluctuations actuelles lorsque la tension arc change.
Avec soudage semi-automatique à l'aide de la section MIG / MAG sur la section stable de la caractéristique Volt-Amps (zone 2 de la figure 4.), de sorte que le PI pour un tel procédé de soudage doit avoir une caractéristique de volt-ampère dure ou de pesée.
La propriété intellectuelle avec une caractéristique croissante est principalement utilisée pour le soudage automatique sous le flux et le surfaçage.
Transformateurs de soudage.
L'une des caractéristiques de l'arc de soudage AC est une modification périodique du courant et de la tension du PI en raison des interruptions de la combustion de l'arc lorsque la courbe de courant se déplace à travers des valeurs zéro (l'arc sort). Extérieurement, cela se manifeste par un fort bruit d'arc brûlant et une éclaboussure accrue de métal liquide. Tous les transformateurs de soudage sont des transformateurs de tension. Les caractéristiques Volt-Ampere des transformateurs utilisés pour le soudage manuel de l'arc sont cool. Pour augmenter la stabilité de la combustion de l'arc, la résistance inductive de la chaîne d'arc augmente, pour laquelle une bobine réactive supplémentaire est généralement incluse dans le circuit d'enroulement secondaire du transformateur.
Les transformateurs avec une dispersion magnétique accrue sont les plus courantes. Dans ces transformateurs, les enroulements de bobine sont séparés par la tige du pipeline magnétique. Lorsque le transformateur fonctionne, une partie des flux magnétiques se ferme dans l'air en dehors du pipeline magnétique et se dissipe, ce qui a donné le nom à ces dispositifs. Le réglage actuel dans de tels transformateurs est effectué en changeant des flux magnétiques en glissant les bobines des enroulements dans la hauteur de la pipeline magnétique (transformateurs domestiques de la série TD) ou l'introduction de shunts mobiles du matériau magnétique dans la fenêtre de pipeline magnétique (TDM transformateurs). Dans des transformateurs plus puissants utilisés pour le soudage automatique du bouclier électrique, ils sont réglables par des shunts magnétiques - des étrangers spéciaux placés dans la fenêtre de pipeline magnétique et le courant basse tension contrôlé (transformateurs TDF). Augmentation des transformateurs de diffusion magnétique, en règle générale, en chute ou à une caractéristique de Volt-ampere.
Un autre type moins courant de transformateurs de soudage - transformateurs avec diffusion magnétique normale. Dans ces dispositifs, les bobines des enroulements primaires et secondaires sont situées concentriquement sur le noyau magnétique fermé du type de tige, de sorte que la diffusion de flux magnétiques est pratiquement absente. Pour ce faire, la caractéristique Volt-ampère est obtenue par un fouet ou rigide. Le réglage de ces transformateurs est effectué en introduisant une inductance supplémentaire au circuit d'enroulement secondaire, en raison de laquelle le courant prend le courant. En fonction de la disposition de l'inductance supplémentaire, les transformateurs se distinguent avec une bobine réactive séparée.
Pour les transformateurs de soudage des sources d'énergie spécialisées, des systèmes sont utilisés avec la soi-disant startation. Avec ce schéma, la bobine réactive est assemblée à partir de plusieurs enroulements sur une race magnétique de type armure à deux pots; Les tours de la bobine réactive sont enroulé sur les tiges extrêmes de la pipeline magnétique et l'enroulement à commande, alimenté par un courant continu, appelé courant de magnétisation est enroulé sur la tige centrale. Le réglage du courant d'aimantation peut être modifié dans des limites larges du courant dans le circuit secondaire du transformateur, c'est-à-dire Courant de soudage.
Redresseurs de soudage.
Un soudage actuel constant fournit une jointure soudée de qualité supérieure par rapport au soudage alternatif de courant. En raison de l'absence de valeurs de courant zéro, la stabilité de la combustion de l'ARC augmente, la profondeur de la régulation augmente, les éclaboussures sont réduites, la protection contre l'arc s'améliore, les caractéristiques de résistance du métal s'améliorent couture soudéeLe nombre de défauts de couture est réduit et les éclaboussures réduites améliorent l'utilisation du matériau additif et simplifie le fonctionnement de la décapage du joint soudé des éclaboussures de laitier et de métaux congelés. Tout cela a conduit au fait que pour souder des coutures de haute qualité de composés responsables, un soudage actuel constant est plus utilisé. De plus, de nombreux matériaux sont de l'acier à haute alliage et résistant à la chaleur, le fonte, le titane, les alliages à base de cuivre et le nickel ne sont soudés que sur un courant constant. En particulier, pour le soudage semi-automatique de fil métallique dans les gaz de protection (méthode MIG / MAG) - la méthode de soudage la plus productive et universelle est utilisée par le DC PI.
Les redresseurs de soudage sont appelés alimentations de puissance dans lesquelles le courant continu est obtenu en redressant la fréquence industrielle AC à l'aide de vannes à semi-conducteurs. Les éléments courants pour les redresseurs de soudage sont un transformateur de puissance, un bloc redresseur et des blocs de mise en service, d'équipement de mesure et de protection.
Les redresseurs les plus rationnels sont l'utilisation de courant triphasé. Des graphiques illustrés à la Fig.6 On peut constater que la courbe de courant actuelle à un schéma à six phases satisfait de manière significative aux exigences du soudage à une seule phase..
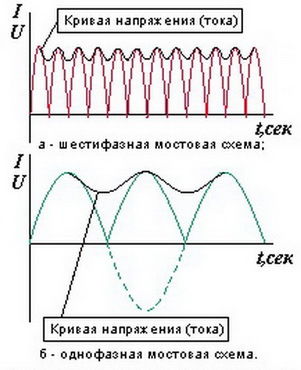
Fig.6 Courbes de courbes de soudage rectifiées
Pour alimenter le bloc de redresseur (WB), les transformateurs d'alimentation à faible phase sont généralement utilisés, sur l'appareil et le principe d'action similaire à ceux décrits dans la section précédente. Le WB lui-même est assemblé soit le long d'un circuit de pont triphasé, soit sur un circuit à pont à six phases avec un réacteur d'égalisation - séparé par des enroulements secondaires du transformateur de puissance, connecté en deux "étoiles" (Schéma de Larionov - Grenza). Dans les deux régimes, la répétabilité de la tension est égale à la fréquence de puissance de six fois (pour un courant alternatif classique de fréquence industrielle - 300 Hz). Cela vous permet d'obtenir un courant redressé dans lequel les pulsations de tension sont plus petites que lorsque vous utilisez un circuit à deux languettes classique monophasé, collecté sur quatre vannes (des circuits de pont de quatre centaines sont couramment utilisés dans des redresseurs de classe domestique plus simples).
En raison de l'utilisation de stabilisants de tension spéciales inclus dans le circuit de soudage, il est possible d'obtenir une courbe de courant lisse avec des ondulations minimales de la tension redressée. Les vannes à semi-conducteurs non gérés sont utilisées pour redresser les diodes de silicium ou de sélénium - et des vannes contrôlées - Thyristors (généralement en silicone). Les diodes de silicium ont de petites tailles et une résistance à la chaleur élevée, mais très sensibles aux surcharges de courant. Les vannes Selena admettent moins de valeurs actuelles, mais ont une résistance élevée aux surcharges et à une faible variation des caractéristiques. Leur utilisation simplifie grandement le diagramme global du redresseur et augmente sa résistance aux surcharges de courant. L'utilisation de thyristors nécessite l'utilisation d'unités de contrôle de découverte spéciales de thyristors et généralement des thyristors sont installés sur des équipements industriels plus puissants et plus coûteux.
Les vannes à semi-conducteur nécessitent une certaine température et mode de courant. Par conséquent, les éléments importants de tout redresseur de soudage sont les systèmes de refroidissement WB: les radiateurs de refroidissement de la vanne, le ventilateur, qui est activé avant le début du redresseur, les blocs de protection de surcharge actuels (fusibles ou relais de protection actuels) et des fusibles thermiques - Thermostat et relais éoliennes, déconnectant le redresseur lors de la surchauffe WB ou à la défaillance du ventilateur.
Le réglage du courant de soudage dans les redresseurs de soudage est effectué de deux manières - électromécanique et électrique. Dans les redresseurs avec réglage électromécanique, le changement de courant survient sur la WB, c'est-à-dire qu'un courant alternatif de courant et de tension des paramètres de soudage spécifiés vient de lisser des vannes dans chaque phase. Dans ce cas, les transformateurs de puissance avec une diffusion magnétique accrue (avec des bobines coulissantes) et des transformateurs avec diffusion magnétique normale (avec shunt magnétique contrôlé) sont décrits dans la section précédente.
Un autre type de réglage électromécanique du courant de soudage dans les redresseurs de soudage est des redresseurs avec des enroulements de transformateur de puissance partitionnés, dans lesquels l'enroulement primaire du transformateur de puissance est composé de plusieurs bobines sur le noyau global, connectées en série au moyen d'un commutateur de galerie, tandis que les variations actuelles du circuit de transformateur de puissance primaire se produisent.. De tels redresseurs sont simples dans la fabrication et la fiabilité en fonctionnement. Ils ont une caractéristique de volt-ampère rigide et conviennent au soudage semi-automatique dans l'environnement des gaz de protection (MIG / MAG Méthode), c'est-à-dire Dans les cas où, après une adresse IP, un autre ajustement actuel est possible (lisse au sein de chaque étape).
Un autre type est des redresseurs avec des transformateurs fournis Volt (VDT), compilés en série à la chaîne secondaire du transformateur de puissance. L'inclusion des enroulements secondaires ou de la consonne des enroulements secondaires du transformateur de puissance et du VDT vous permet de changer de manière régulière la force actuelle. La régulation lisse (au sein de chaque étape) est effectuée en modifiant la tension dans l'enroulement primaire du VDT. De tels schémas permettent d'obtenir des caractéristiques dure-Volt-Ampere (pour soudure semi-automatique dans l'environnement des gaz de protection) et à régler le mode de soudage à distance. Dans ce type de redresseurs, les transformateurs de forcer avec une diffusion magnétique normale et une charottle de saturation sont utilisés. Cela vous permet d'introduire des commentaires et de stabiliser le travail de la PI d'un mode donné, et le redresseur lui-même a une caractéristique de volt-ampère froide utilisée pour le soudage à arc manuelle avec des électrodes de fusion (redresseur de thyristor TIR-300 avec papillon de saturation).
Les circuits de réglage électrique des redresseurs de soudage sont construits sur la modification du courant de soudage après la WB ou directement dans WB. Les redresseurs avec les régulateurs de courant de transistor sont basés sur un principe de gestion de courant fort en raison de changements dans un courant plus faible. Dans ces schémas après la WB, un arc de soudage séquentiellement comprend un bloc de transistors connectés en parallèle. Cela vous permet de changer le courant d'arc submergé. L'utilisation des schémas de réglage du courant de transistor donne une caractéristique de Volt-Ampere froide avec un large spectre de réglages de courant et un arc à haute stable, qui vous permet d'utiliser de tels redresseurs pour souder automatiquement l'argon-arc avec une électrode non compatible (méthode TIG des aciers et des alliages hautes alliés à base de cuivre ou d'aluminium.
Un schéma plus simple et distribué d'un redresseur avec des régulateurs de courant de thyristor, dans lequel les thyristors semi-conducteurs sont utilisés comme vannes de redressement. La formation des caractéristiques Volt-AMPS de tels redresseurs est effectuée en raison du passage de temps des impulsions de commande des thyristors fournies par l'unité de contrôle des impulsions de phase. La variation du temps d'alimentation des impulsions de contrôle est réglementée par la découverte alternative des thyristors d'une branche particulière du circuit de pont à six phases et des changements de courant de l'ARC. Cela permet un ajustement en douceur (y compris la télécommande) du courant de soudage et obtenir une arc de stabilisation et de tension élevée. Selon de tels schémas, des redresseurs largement connus du type d'aéronef pour le soudage manuel de l'arc avec des électrodes de fusion sont construits (avec une caractéristique de volt-ampère froide) et des VD pour soudure semi-automatiques dans l'environnement de gaz de protection (avec une foule volt-ampère caractéristique). Développement ultérieur du schéma de redresseur avec la régulation de la thyristor était les redresseurs de la série B débit avec une caractéristique double volt-ampère - cool et trame. Le transformateur de puissance de ces redresseurs comporte deux enroulements secondaires et leur commutation vous permet d'obtenir une double caractéristique Volt-Ampere et permet d'utiliser le redresseur pour le soudage manuel et semi-automatique.
Pour souder dans des conditions d'atelier, les redresseurs multipostels, ayant suffisamment de puissance et capables de résister à une surcharge importante à la fois par la valeur du courant et de la vitesse de la montée du courant de soudage. Fondamentalement, les redresseurs multiples ont des caractéristiques volt-ampères rigides et sont destinés au soudage manuel de l'arc avec des électrodes de fusion. Dans ce cas, une ligne de bus de deux bandes de cuivre ou d'aluminium, fixées sur des isolateurs sur des murs ou des structures métalliques de l'atelier, est connectée aux bornes de sortie de la propriété intellectuelle. Le contrôle actuel de chaque poteau de soudage est effectué par les produits de ballast dites représentant un dispositif avec un ensemble d'éléments de résistance à partir d'un fil fahéral ou nichrome et des commutateurs pour commuter les étapes de résistance dans une connexion parallèle. L'inclusion des étapes du rhéostat de ballast vous permet de régler le courant de soudage d'un poteau et en raison des gouttes de tension, une caractéristique de volt-ampère fraîche est formée. De tels schémas sont acceptés lors de l'utilisation de redresseurs multiposts VKSM-1000, VDM-1001, VDM-1201, VDM-1601 avec robes de ballast RB-301 ou RB-302. Tous ces redresseurs sont appelés incontrôlables, car la sortie sert toujours la même valeur du courant de soudage égal au nom nominal.
Onduleurs de soudage
Les sources les plus modernes et les plus complexes de courant de soudage sont des onduleurs de soudage. Contrairement à l'adresse IP statique des types dites «classiques» (c'est-à-dire des transformateurs et des redresseurs), les inverseurs n'ont aucun transformateur de puissance. Tout le fonctionnement de l'onduleur de soudage est construit sur le principe du décalage de phase (inversion) de la tension effectuée par un circuit à microprocesseur électronique avec une amplification sophistiquée de courant (généralement le microprocesseur IGBT). En raison de l'application d'un tel principe, il est possible d'obtenir une large gamme de caractéristiques Volt-Ampere - du refroidissement à augmenter - avec une courbe de courant très lisse, dont les écarts sont réduits au niveau de dixième du pourcentage, ce qui permet d'obtenir une soudure de haute qualité. L'inclusion dans le circuit générateur haute fréquence étend le champ d'alimentation et leur permet de les utiliser pour presque toutes les méthodes de soudage à l'arc et de coupe au plasma. Un petit compteur de masse de faible puissance est très prometteur pour une utilisation dans l'installation de Les structures métalliques et les pipelines particulièrement responsables, qui ont accru les exigences en matière de joints soudés. Et les conditions de travail ne permettent pas d'appliquer des équipements industriels volumineux conçus pour travailler dans des conditions d'atelier. Les inverseurs de type industriels puissants permettent de créer des complexes de soudage pour tout type de soudage à l'arc, construit selon le principe modulaire basé sur une source de courant. Tous les onduleurs ont un réglage en douceur du courant de soudage et le diagramme numérique du microprocesseur et l'introduction des cellules de mémoire vous permet d'organiser la mémorisation de plusieurs modes de soudage les plus fréquemment utilisés.
La présence d'appareils électroniques complexes et coûteux, nécessitant des conditions de refroidissement spéciales, augmente le coût, mais la haute qualité de l'obtention connexions soudées Et une large gamme de méthodes de soudage les rend les plus prometteuses pour une utilisation industrielle, en particulier dans la production de structures métalliques complexes et responsables de divers matériaux.