Schweißen von Kohlenstoff und niedriglegierten Baustählen. Wählen Sie eine Elektrode aus
Die Herstellung von Metallstrukturen ist eine der Hauptindustrien, in denen Elektroden eingesetzt werden. Es ist das wichtigste Verbrauchsmaterial für die Verbindung der einzelnen Teile. Die Elektroden E-42 werden hauptsächlich für solche Zwecke verwendet. Sie eignen sich gut zum Erstellen kleiner Strukturen, die nicht schwerem Gewicht standhalten müssen. Diese Marke ist auf dem Markt sehr verbreitet, da sie für das Schweißen von Produkten mit niedrigem Kohlenstoffgehalt gedacht ist, die im technischen Bereich vorherrschen. Bei Verwendung dieser Marke zum Schweißen hoch kohlenstoffstahl Es kann ein merklicher Qualitätsverlust festgestellt werden, da Risse, Senken und andere Defekte auftreten können, die das Produkt für die Verwendung ungeeignet machen können. Wenn Sie jedoch alles für den vorgesehenen Zweck verwenden, ist der Prozentsatz der Bildung von Kristallisationsrissen sowie der Poren minimal. Es verwendet eine normale Abdeckung, so dass ein großer Schutz für den Lichtbogen keine Wartezeit wert ist.

Schweißelektroden der Marke E-42
Elektroden vom Typ E-42 werden für den Einsatz unter Installationsbedingungen empfohlen, da sie nicht sehr empfindlich auf die Oberflächenreinheit reagieren, wie dies beim Schweißen von Aluminium und anderen schwer zu schweißenden Metallen erforderlich ist. Bei Bedarf können damit sowohl dicke als auch dünne Metallbleche verschweißt werden. Diese Marke kommt mit einer hohen Schweißtiefe gut zurecht und kann selbst am Nahtgrund eine gute Verbindung herstellen. Beim Arbeiten mit Teilen, die dicker als 4 mm sind, müssen die Kanten natürlich vorgestanzt und andere Vorbereitungsarbeiten durchgeführt werden.

Schweißelektroden e-42
Jede Polarität des Schweißtransformators ist für die Arbeit geeignet. Der Lichtbogen zündet sowohl zum ersten Mal als auch nach der Unterbrechung des Lichtbogens gleich gut. Dies betrifft insbesondere vorbereitete Elektroden, die getrocknet und calciniert wurden. Beim Schweißen bildet sich eine dichte Nahtschicht aus kleinen und gleichmäßigen Flocken. Das Metall der Elektrode verhält sich ziemlich viskos und breitet sich nicht aus, was zur Schaffung zuverlässiger hermetischer Nähte beiträgt. Bei der richtigen Wahl des Modus tritt keine Temperaturverzerrung auf.

Zu den Vorteilen dieser Produkte zählen jedoch ihre Verbreitung und Verfügbarkeit auf dem Markt, da die Kosten nicht so hoch sind wie für andere Marken. Schlacke bildet sich in einer gleichmäßigen Schicht und es gibt keine Probleme mit deren Beseitigung, selbst bei einer geringen Dicke des Metalls, wo die Polsterung die Naht selbst beschädigen könnte. Die Nachteile sind ein enger Anwendungsbereich, eine geringe Zähigkeit und das Fehlen einer hohen Duktilität, was sehr schlecht ist dünne Metalle. Hier ist es notwendig, zusätzliches Flussmittel einzusetzen, um die Unzuverlässigkeit des Beschichtungsschutzes auszugleichen und die Schweißparameter zu erhöhen. So können Sie bei Abweichungen von der Norm eine Naht von sehr schlechter Qualität erhalten.
Anwendungsgebiet
Elektroden der E-42 sind sehr häufig im privaten Bereich sowie in der Industrie für Arbeiten mit geringer Verantwortung zu finden. Grundsätzlich schaffen sie mit ihrer Hilfe Stahl-Metallstrukturen. Kann auch in Reparaturwerkstätten zur Reparatur von Teilen verwendet werden, da viele Teile aus kohlenstoffarmen Metallen bestehen. Sie können dünne Rohre der Rohrleitung und der Wasserversorgung brühen, wenn sie unter relativ niedrigem Druck betrieben werden.
Technische Eigenschaften
Technische Eigenschaften E-42-Elektroden hängen von der Zusammensetzung des Materials ab. Chemische Elemente sind hier in Prozent angegeben.
Bei dieser Marke haben Elektroden mit einem Durchmesser von 4 mm e-42 bei anderen Spezies nicht nur die gleiche chemische Zusammensetzung, sondern auch die gleichen mechanischen Eigenschaften. Dies erleichtert das Aufnehmen des Materials, je nachdem, worauf sich das fertige Nahtmaterial genau legen muss.
Größen und Bereich
Dünne Modelle werden zum Schweißen dünner Stahlbleche verwendet. Dickere Elektroden, z. B. Elektroden mit einem Durchmesser von 6 mm (e-42), werden für die schwersten Fälle verwendet, wenn die Kanten nicht abgeschnitten werden und die maximale Tiefe des Garvorgangs erreicht werden muss
Oberflächeneigenschaften
Die Oberflächenbehandlung erfolgt jeweils in einem eigenen Modus, der für diese Dicke optimal geeignet ist. Es berücksichtigt nicht nur die Zeit der Expansion, sondern auch die Situation, in der die Arbeit ausgeführt wird, da in schwierigen Situationen das geschmolzene Metall einfach herunterfließt und nicht verweilt. Um dies zu vermeiden, muss die Stromstärke reduziert werden.
Bezeichnung und Dekodierung
Die Markierung dieser Art zeigt die Charakteristik der Festigkeit, die für den Hauptanwendungsbereich einer der Hauptfaktoren ist. Dieses Beispiel zeigt:
- E - Elektrode für Elektro lichtbogenschweißen;
- 42 - 420 MPa Festigkeitscharakteristik.
Hersteller
- Vistek;
- Paton;
- Plasmatheque;
- MaxWeld;
- Frenze-Elektrode;
- Granit
Elektroden des Typs E42 dienen zur Aufnahme von Verbindungen durch manuelles Lichtbogenschweißen. Diese Technologie ist bis heute die gebräuchlichste, insbesondere für Heimwerker. Dies ist darauf zurückzuführen, dass die Anschaffung von Ausrüstung für das halbautomatische Schweißen erhebliche finanzielle Kosten verursacht, und was bringt es, wenn sie nur gelegentlich verwendet wird?
Das Lichtbogenhandschweißen wird bekanntlich mit Hilfe von Elektroden durchgeführt, bei denen es sich um Metallstäbe handelt, auf die eine spezielle Beschichtung aufgebracht wird. Die Eigenschaften dieser Produkte und ihr Anwendungsbereich hängen von der Zusammensetzung des Metalls ihres Kerns und von der Art der Beschichtung ab.
Eigenschaften der Elektroden dieser Marke
Elektroden der Marke E42 erfüllen die Anforderungen von zwei staatlichen Normen (9466 und 9467), die 1975 genehmigt wurden. Mit E42 können Sie Teile aus Kohlenstoff- und niedriglegierten Stählen miteinander verbinden, um Schweißnähte zu erhalten, die sich durch hohe Schlagfestigkeit und Dehnbarkeit auszeichnen.
Solche Produkte werden hauptsächlich verwendet, wenn das Metall der umzuformenden Schweißnaht einen (temporären) Indikator für die Zugfestigkeit haben soll, der 50 kg / mm2 nicht übersteigt. Wenn das Schweißgut einen großen Wert für diesen Parameter haben soll, dann wählen Sie einen anderen Elektrodentyp, beispielsweise für die Hausarbeit, häufig verwendete Produkte der Marke ANO 6 (Arbeitsdurchmesser ist 3 bis 6 mm), die mit Rutilbeschichtung bedeckt sind.
Eigenschaften der Elektrode
Elektroden der Marke E42 unterscheiden sich in den folgenden Verwendungsmerkmalen.
- Die Schweißnaht, die bei ihrer Verwendung erhalten wird, weist eine ausreichend hohe Festigkeit und Duktilität auf, wodurch sie auch gegenüber einer erheblichen Bruchspannung widerstandsfähig ist.
- Die nach dem Erstarren der Schweißnaht gebildete Schlackenkruste kann leicht entfernt werden.
- Die resultierende Schweißnaht zeichnet sich durch Gleichmäßigkeit aus, es gibt keine Poren und Hohlräume, wenn die Technologie von schweißen streng durchgesetzt.
- Selbst diejenigen, die über wenig Erfahrung verfügen, können mit E42-Elektroden ausreichend hochwertige Verbindungen herstellen.
- Bei Verwendung solcher Produkte zündet der Lichtbogen sehr leicht.
- Der mit Hilfe von E42-Elektroden verschiedener Durchmesser gezündete Lichtbogen zeichnet sich durch eine hohe Stabilität aus.
- Sparsamer Verbrauch von Elektrodenmaterial.
- Beschichtungen, die auf Produkte dieser Art aufgebracht werden, sind sehr unterschiedlich.
- Sie können mit solchen Produkten auch arbeiten, wenn die Oberfläche der Teile nass und mit einer Rostschicht bedeckt ist.
- Unabhängig von der Marke der verwendeten Elektroden unterscheiden sie sich in einem optimalen Preis-Leistungs-Verhältnis.
- Bei Verwendung dieser Produkte beträgt die Abscheiderate 10 g / Ah.
- Elektroden der Marke E42, deren Durchmesser zwischen 4 und 6 mm liegen kann, werden in Längen von bis zu 45 cm hergestellt.
- Um eine 1-kg-Schweißnaht zu bilden, benötigen die E42-Elektroden 1,6 kg.
- Bei Verwendung von E42-Produkten mit verschiedenen Durchmessern (im Bereich von 4 bis 6 mm) kann man sich nicht um die Lichtbogenlängenschwankungen sorgen, sie können oft aufgrund von Spannungsstößen im elektrischen Netzwerk auftreten.

/ Elektrodeneinteilung, Elektrodenverpackung
Die Wahl der Schweißelektroden hängt davon ab, welches Material Sie zum Schweißen verwenden möchten.
Die Hauptmerkmale von Schweißelektroden zum Schweißen von Kohlenstoff und niedrig legiertem baustähle sind die mechanischen Eigenschaften des Schweißgutes und der Schweißverbindung: temporäre Zugfestigkeit, Dehnung, Schlagfestigkeit, Biegewinkel.
Schweißelektroden nach Art der Beschichtung werden unterteilt in: Rutil, sauer, basisch und Zellulose.
Rutilbeschichtete Schweißelektroden
Die Basis der Beschichtung von Rutilelektroden ist natürliches Rutilkonzentrat (TiO2) von mehr als 50%. Rutilbeschichtetes Schweißgut entspricht ruhigem oder leisem Stahl. Die Widerstandsfähigkeit des Schweißgutes gegen Rissbildung in Rutilelektroden ist höher als bei einer sauren Beschichtung. Aufgrund der mechanischen Eigenschaften des Schweißgutes und der Schweißverbindung gehören die meisten Marken von Rutilelektroden zu den Elektrodentypen E42 und E46.
Rutilelektroden haben im Vergleich zu anderen Typen eine Reihe von Vorteilen: Gasemissionen beim Schweißen sind für das Schweißgerät weniger schädlich. Sie bieten eine stabile und starke Lichtbogenverbrennung beim Schweißen mit Wechselstrom, geringe Metallspritzverluste, leichte Abtrennung der Schlackenkruste und hervorragende Nahtbildung .
Die Elektroden Mr-3 (d-46) GOST 9467-75, GOST 9466-75, TU 1272-29900187211-2001, TU 36.23.25-007-90 arbeiten mit Wechsel- oder Gleichstrom umgekehrte Polarität. Diese werden zum Schweißen von Kohlenstoff- und niedriglegierten Stählen in allen Positionen außer vertikal von oben nach unten verwendet. Das Schweißgut arbeitet bei niedrigen Temperaturen (bis zu -20 ° C). Langbogenschweißen auf einer oxidierten, nassen, nicht vorbereiteten Oberfläche ist zulässig. Empfohlen für das Schweißen von Produkten aus Kohlenstoffstahl (bis zu Artikel 4), Dampf- und Heißwasserleitungen der Kategorien 3 und 4, Rohrleitungen innerhalb des Kessels und der Turbine mit einem Arbeitsdruck von nicht mehr als 39 kp / cm2 und einer Temperatur von nicht mehr als 350 ° C, Heizrohrleitungen Kessel mit einem Arbeitsdruck von bis zu 50 kgf / cm2, Gaspipelines und Pipelines, ausgenommen Rohrleitungen zur Regelung von Turbinen, Ölleitungen und Heizölleitungen.
Mit Säure beschichtete Elektroden
Die Basis dieser Art von Beschichtungselektroden sind Oxide von Eisen, Mangan und Silicium. Das mit säurebeschichteten Elektroden hergestellte Schweißgut neigt verstärkt zu heißen Rissen.
Diese Gruppe umfasst auch Elektroden mit Ilmenit-Beschichtung, die eine mittlere Position zwischen den Elektroden mit saurer Beschichtung und Rutil-Elektroden einnehmen. Die Zusammensetzung der Beschichtung dieser Elektroden als Hauptbestandteil umfasst Ilmenitkonzentrat (natürliche Verbindung von Titandioxid und Eisen - FeTiO2). MR-3M TU 1272-303-00187211-2002.
Elektroden mit der Hauptbeschichtung
Die Basis dieser Art von Beschichtung sind Carbonate und Fluoride. Das Metall, das durch Elektroden mit der Hauptbeschichtung abgeschieden wird, entspricht der chemischen Zusammensetzung des Stahls. Aufgrund des geringen Gasgehaltes nichtmetallische Einschlüsse Bei schädlichen Verunreinigungen zeichnet sich das Schweißgut durch eine hohe Plastizität und Schlagzähigkeit bei normalen und niedrigen Temperaturen aus und weist auch eine hohe Heißrissbeständigkeit auf. Über die mechanischen Eigenschaften des Schweißgutes und schweißverbindungen mit der Hauptbeschichtung gehören zu den Elektroden der Typen E42A, E46A, E50A, E55 und E60.
Die technologischen Eigenschaften der Elektroden mit der Hauptbeschichtung sind jedoch anderen Elektrodentypen unterlegen. Sie sind sehr empfindlich für die Bildung von Poren in Gegenwart von Zunder, Rost und Öl an den Rändern der zu schweißenden Teile sowie bei Benetzung der Beschichtung und verlängertem Lichtbogen. Normalerweise wird geschweißt gleichstrom umgekehrte Polarität. Vor dem Schweißen müssen die Elektroden unbedingt bei hohen Temperaturen (250-4200 ° C) calciniert werden.
UONI-Elektroden - 13/45 GOST 9466-75 (E-42A), TU 1272-175-00187211-97
Die Elektroden der Elektroden UONI - 13/55 GOST 9466-75 (E-50A), TU 1272-174-00187211-97 arbeiten mit einem Gleichstrom mit umgekehrter Polarität / = (+) /. Für alle Schweißpositionen außer vertikal von oben nach unten.
UONI-Elektroden werden beim Schweißen besonders wichtiger Konstruktionen aus Kohlenstoff und niedriglegierten Stählen verwendet, wenn sie mit Metall beschichtet werden schweißnähte erhöhte Anforderungen an Duktilität und Zähigkeit. Es wird empfohlen: zum Schweißen von Bauteilen, die bei niedrigen Temperaturen arbeiten, bei Bauteilen, die dynamischen Belastungen ausgesetzt sind, Druckbehältern, Schiffsbaukonstruktionen aus Metall. Auch zum Schweißen von dicken Metall- und Schweißgussfehlern. Das Schweißen mit diesen Elektroden sollte mit einer Kurzlichtbogenunterstützung erfolgen. Schweißkanten müssen frei von Zunder, Rost und Öl sein.
Zellulose-Elektroden
Die Beschichtung dieses Typs enthält eine große Menge (bis zu 50%) an organischen Komponenten, üblicherweise Cellulose. Das Metall, das von solchen Elektroden in chemischer Zusammensetzung abgeschieden wird, entspricht einem ruhigen und ruhigen Stahl. Gleichzeitig enthält es eine erhöhte Menge an Wasserstoff. Zu den mechanischen Eigenschaften der Schweiß- und Schweißverbindungsdaten Elektroden entsprechen den Typen E42, E46, E50. Cellulose-Elektroden zeichnen sich durch die Möglichkeit aus, vertikale Nähte von oben nach unten zu schweißen.
OZS-12 GOST 9466-75, GOST 9467-75 (E-46) Elektroden arbeiten mit Wechsel- oder Gleichstrom direkter Polarität / ~; = (-) /. Für alle Schweißpositionen.
OZS-12-Elektroden werden beim Schweißen von Kohlenstoff und niedriglegierten Strukturen verwendet.
| Art der Deckung | Anwendungsbeschreibung | Bezeichnung |
| Sauer | Schweißen in allen räumlichen Positionen, ausgenommen vertikaler Gleichlauf-, Gleich- und Wechselstrom. Nicht empfohlen für Stähle mit hohem Schwefel- und Kohlenstoffgehalt. Nachteil: mögliche Risse in den Nähten, starkes Spritzen. | A |
| Rutil | Schweißen in allen räumlichen Positionen, mit Ausnahme von vertikalem Top-Down-, Gleich- und Wechselstrom. | R |
| Haupt | Schweißen mit Gleichstrom mit umgekehrter Polarität in allen räumlichen Positionen eines dicken Metalls, mit Ausnahme der vertikalen von oben nach unten. | B |
| Cellulose | Schweißen in allen räumlichen Positionen mit Gleich- und Wechselstrom. Geeignet für die installation Lassen Sie keine Überhitzung zu. Großer Spritzverlust. | C |
| Mischtyp | Schweißen von Konstruktionen und Rohrleitungen in allen Positionen der Naht, mit Ausnahme der Decken, mit einem geringen Verbrauch von 1 kg geschmolzenem Metall. | ARJ |
Entsprechend der Dicke der Beschichtung werden die Elektroden in Abhängigkeit von dem Verhältnis der Durchmesser D / d (wobei: D der Durchmesser der Beschichtung ist, d der Durchmesser des Elektrodenstabs ist), unterteilt:
| Empfohlene Polarität DC. | Spannung im Leerlauf AC-Filament, V | Bezeichnung | |
| Nominal | Vorige über tkl. | ||
| Rückmeldung | 0 | ||
| Jeder | 1 | ||
| Gerade | 50 | +5 | 2 |
| Rückmeldung | 3 | ||
| Jeder | 4 | ||
| Gerade | 70 | +10 | 5 |
| Rückmeldung | 6 | ||
| Jeder | 7 | ||
| Gerade | 8 | ||
| Rückmeldung | 9 | ||
| Typ | Zweck | Bezeichnung |
| 9 Typen: E38, E42, E42A, E46, E46A, E50, E50A, E55, E60 | Schweißen von Kohlenstoff- und niedriglegierten Baustählen mit temporärer Zugfestigkeit bis 600 MPa. | Haben |
| 5 Typen: E70, E85, E100, E125, E150 | Schweißen von legierten Baustählen mit einer vorübergehenden Bruchfestigkeit von über 600 MPa. | L |
| 9 Typen: E09M, E09MH usw. | Schweißen legierter hitzebeständiger Stähle. | T |
| 49 Typen: 12Х13, Э06Х13М, Х10Х17Т und andere. | Schweißen von hochlegierten Stählen mit besonderen Eigenschaften. | In |
| 44 Typen: E10G2, E11GZ, E16G2HMi usw. | Oberflächenbehandlung von Oberflächenschichten mit besonderen Eigenschaften. | H |
Klassifizierung der Elektroden nach den Betriebsbedingungen des Schweißgutes
Die Gruppe für das Aufbringen von Oberflächen besteht aus Elektroden, die für das manuelle Lichtbogen-Aufbringen von Oberflächenschichten mit besonderen Eigenschaften bestimmt sind (außer Elektroden für Oberflächenschichten aus NE-Metallen).
Herstellung und Lieferung gemäß den Anforderungen von GOST 9466-75 und GOST 10051-75.
In einigen Fällen werden Schweißelektroden auch zum Auftragschweißen verwendet, beispielsweise zum Schweißen von hochlegierten korrosionsbeständigen, hitzebeständigen und hitzebeständigen Stählen.
Gemäß GOST 10051-75 werden Elektroden zum Auftragen von Oberflächenschichten nach chemischer Zusammensetzung bei normaler Temperatur in 44 Typen eingeteilt (z. B. Elektroden E-16G2HM, E-110X14V13F2, E-13X16N8M5S5G46).
Abhängig von dem verwendeten Dopingsystem und den Arbeitsbedingungen für die Oberflächenbehandlung können sie in die folgenden 6 Gruppen unterteilt werden:
1. Gruppe
Elektroden, die kohlenstoffarmes, niedrig legiertes Metall mit hoher Beständigkeit unter Reibungs- und Stoßbelastungen bereitstellen (zu dieser Gruppe gehören einige Marken von Elektroden der 3. Gruppe).
2. Gruppe
Elektroden, die ein niedrig legiertes Metall mit niedrigem Kohlenstoffgehalt und einem hohen Widerstand unter Reibungs- und Stoßbelastungen bei normalen und erhöhten Temperaturen (bis zu 600-6500 ° C) bieten.
3. Gruppe
Elektroden bieten kohlenstofflegiertes (oder hochlegiertes) Schweißgut mit hoher Beständigkeit bei abrasiven Verschleiß- und Stoßbelastungen.
4. Gruppe
Elektroden für hochlegiertes kohlenstoffhaltiges Schweißgut mit hoher Beständigkeit unter hohem Druck und hohen Temperaturen (bis zu 650-8500 ° C).
5. Gruppe
Elektroden, die hochlegiertes austenitisches Schweißgut mit hoher Beständigkeit unter den Bedingungen des Verschleißes und der Reibung durch Korrosion, Abnutzung und Reibung liefern erhöhte Temperaturen (bis zu 570-6000С).
6. Gruppe.
Elektroden für dispersionsverstärktes, hochlegiertes Schweißgut mit hoher Beständigkeit unter harten Temperatur- und Verformungsbedingungen (bis zu 950 bis 11000 ° C).
Es ist zu beachten, dass die Herstellung von Oberflächenbelägen die Verwendung einer speziellen Technologie erfordert, die abhängig von der chemischen Zusammensetzung die obligatorische Durchführung solcher Vorgänge wie vorläufiges und begleitendes Erhitzen oder Wärmebehandlung einschließen kann, um die spezifizierten Leistungseigenschaften der abzuscheidenden Oberfläche zu erhalten.
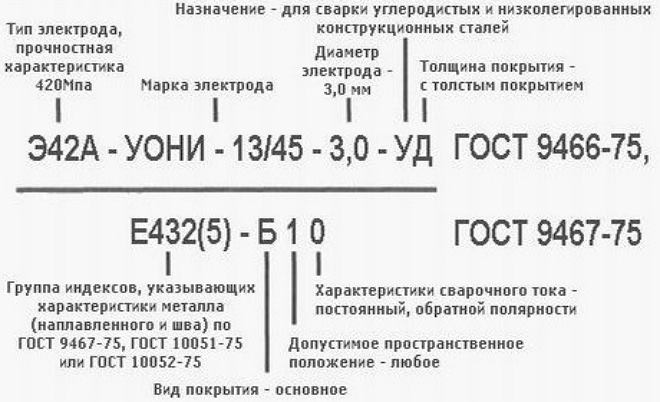
Ein Beispiel für das Symbol der Schweißelektroden:
E46-ANO-21-3,0-UD GOST 9467-60wo:
E46 - Elektrodentyp (E-Elektrode für das Lichtbogenschweißen); 46 - die garantierte Mindestzugfestigkeit des Schweißgutes in kgf / mm 2;
ANO-21 - Elektrodenmarke;
3,0 ist der Durchmesser der Elektrodenstange in mm;
Y - die Ernennung der Elektrode zum Schweißen von Kohlenstoff und Stählen mit niedrigem Kohlenstoffgehalt;
D - Schweißelektrode mit einer dicken Beschichtung;
GOST 9467-60 ist die GOST-Nummer, nach der die Schweißelektrode standardisiert ist.
Elektrodenverpackung
Jeder Teil der Elektroden wird in wasserdichtes zweischichtiges Papier eingelegt. Anschließend werden Metallpaletten oder große Holzkisten mit einem Gewicht von nicht mehr als 1.100 kg oder eine Schachtel aus Karton gestapelt und dann jede Schachtel mit Elektroden in einer Polyethylen-Schrumpffolie umhüllt, je nach den Anforderungen des Verbrauchers Die Kartons werden in Wellpappekartons gestapelt, die auf Holzpaletten mit Abmessungen von 800x1200 mm verpackt sind. Verwenden Sie Metallband- oder Kartonpaletten aus Metall oder große Holzkisten mit einem Gewicht von nicht mehr als 1100 kg.
Wir verkaufen Elektroden und versenden alle Arten von Transporten ab 100 kg in alle Regionen Russlands.
Es gibt viele schweißtechnikvon denen jede einer bestimmten Gruppe von Stählen und Legierungen entspricht. Für die Anwendung jeder Technologie und verwenden Sie bestimmte Geräte: schweißmaschinen, Verbrauchsmaterialien. Für die Implementierung qualitativ hochwertiger Schweißarbeiten ist es sehr wichtig, nicht nur den Modus, sondern auch die Elektroden selbst auszuwählen.
Beispielsweise wird das Schweißen von Kohlenstoff und niedriglegierten Baustählen mit Elektroden durchgeführt, die zum Schweißen von Kohlenstoffstählen mit bis zu 0,25% Kohlenstoff und niedriglegierten Stählen mit einer temporären Zugfestigkeit von bis zu 590 MPa vorgesehen sind.
Die Charakteristik der Elektroden richtet sich nach dem Aggregat der erforderlichen mechanischen Eigenschaften des Schweißgutes (Verbindungsstelle der Teile nach dem Schweißen): temporäre Zugfestigkeit, Dehnung, Schlagfestigkeit, Biegewinkel. Diese Indikatoren sind die Grundlage für die Klassifizierung von Elektroden nach GOST 9467-75. Sie schweißen mit Elektroden mit den Markierungen E38, E42, E46 und E50 Stähle mit einem temporären Widerstand von bis zu 490 MPa; E42A, E46A und E50A werden zum Schweißen derselben Stähle verwendet, wenn erhöhte Anforderungen an das Schweißgut hinsichtlich relativer Dehnung und Zähigkeit gestellt werden; E55 und E60 - Schweißelektroden für Stähle mit einer temporären Zugfestigkeit von mehr als 490 MPa und bis zu 590 MPa. Gleichzeitig entsprechen die beiden Zahlen hinter dem Buchstaben „E“ (Elektrode) der minimalen vorübergehenden Bruchfestigkeit des Schweißgutes oder der Schweißnaht in kgf / mm 2. Dieselbe Norm regelt den Gehalt an Schwefel und Phosphor im Schweißgut.
Bei den Elektroden für Schweißarbeiten an Kohlenstoff- und niedriglegierten Stählen werden Indikatoren für die Möglichkeit des Schweißens in allen räumlichen Positionen des Typs angezeigt schweißstrom, die Durchführung des Verfahrens, die Neigung zur Bildung von Poren und manchmal - der Wasserstoffgehalt im Schweißgut und die Neigung von Schweißverbindungen zur Rissbildung.
Alle diese Eigenschaften werden weitgehend durch die Art der Elektrodenbeschichtung bestimmt, bei der es sich um saure, rutile, basische, Cellulose handelt.
Die Basis der Elektroden mit saurer Beschichtung sind Oxide von Eisen, Mangan und Silicium. Die Naht, die traditionell von den Elektroden E38 und E42 ausgeführt wird, zeichnet sich durch eine erhöhte Neigung zu heißen Rissen aus. Gleichzeitig tragen solche Elektroden nicht zur Bildung von Poren beim Schweißen von mit Zunder oder Rost beschichteten Metallen und bei ausgedehntem Lichtbogen bei. Zum Schweißen geeigneter Gleich- und Wechselstrom.
Elektroden auf Rutilbasis basieren auf Rutilkonzentrat (natürliches Titandioxid). Hier entspricht das Schweißgut ruhigem oder halbruhigem Stahl. Die Beständigkeit gegen Rissbildung im Schweißgut ist höher als bei sauren Elektroden. Die mechanischen Eigenschaften dieser Elektroden sind gekennzeichnet E42und E46.
Rutilelektroden können stabile und starke Verbrennung gewährleisten. lichtbogen Beim Arbeiten mit Wechselstrom garantieren sie eine signifikante Reduzierung des Metallverlusts durch Spritzen und eine ausgezeichnete Schweißnahtbildung. Schlackenkruste trennt sich bei Verwendung von Rutilelektroden leicht von geschweißten Oberflächen. Sie sind wenig empfindlich gegen Porenbildung beim Ändern der Bogenlänge, beim Schweißen von nassem und rostigem Metall sowie auf der oxidierten Oberfläche.
Diese Gruppe umfasst Elektroden mit Ilmenit-Beschichtung. Die Hauptkomponente ist Ilmenitkonzentrat (eine Verbindung von Titandioxid und Eisen, die in natürlichen Lagerstätten abgebaut wird).
Die Basis der Elektroden mit der Hauptbeschichtung (E42A, E46A, E50A, E55 und E60) stellen Carbonate und Fluoridverbindungen dar. Das aus diesen Elektroden hergestellte Schweißgut weist eine hohe Plastizität und Zähigkeit bei normalen und niedrigen Temperaturen auf und hat eine erhöhte Heißrissbeständigkeit.
Elektroden mit einer Grundbeschichtung sind sehr empfindlich für die Bildung von Poren in Gegenwart von Zunder, Rost und Öl an den Kanten der zu verschweißenden Teile, wenn die Beschichtung benetzt wird und der Lichtbogen verlängert wird. Das Schweißen erfolgt mit Gleichstrom mit umgekehrter Polarität. Die Schweißtechnik erfordert das obligatorische Kalzinieren der Elektroden bei einer Temperatur von 250 bis 420 ° C, bevor mit dem Schweißen begonnen wird.
Cellulose-beschichtete Elektroden enthalten einen großen Anteil (bis zu 50%) an organischen Komponenten (Cellulose). In Bezug auf die chemische Zusammensetzung entspricht das Schweißgut einem halbberuhigten oder leisen Stahl und enthält eine erhöhte Menge an Wasserstoff. Bei Verwendung der Elektroden E42, E46 und E50 ist es möglich, eine gleichmäßige Umkehrung der Naht durch einseitiges Schweißen an Gewicht herzustellen, wobei vertikale Nähte von oben nach unten geschweißt werden.
Alle aufgelisteten Elektroden müssen den Anforderungen von GOST 9466-75 und GOST 9467-75 sowie den Anforderungen der Spezifikationen für die Elektroden entsprechen.
Elektroden zum Schweißen von Kohlenstoff und niedriglegierten Baustählen
| Markenelektrode | Typ gemäß GOST 9467-75 | Durchmesser, mm | Schweißposition | Art des Schweißstroms |
| 1 | 2 | 3 | 4 | 5 |
|
variabel, konstant |
||||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
variabel, konstant |
||||
|
variabel, konstant |
||||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal oben |
permanent |
||
|
variabel, konstant |
||||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
variabel, konstant |
|||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
UONI-13 / 55K |
Alles außer vertikal oben |
permanent |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal oben |
permanent |
||
|
UONI-13 / 55T |
Alles außer vertikal oben |
variabel, konstant |
||
|
UONI-13 / 55G |
Alles außer vertikal oben |
permanent |
||
|
variabel, konstant |
||||
|
Alles außer vertikal oben |
variabel, konstant |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal oben |
permanent |
||
|
VI-10-6 / Sv-08A |
2,0; 2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal oben |
permanent |
Elektroden der spezialisierten Richtung zum Schweißen von Kohlenstoff und niedriglegierten Baustählen
| Markenelektrode | Typ gemäß GOST 9467-75 | Durchmesser, mm | Schweißposition | Art des Schweißstroms | Anwendungsgebiet |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
abwechselnd |
Kippelektrodenschweißen |
||||
|
Alles außer vertikal oben |
variabel, konstant |
Feuerverzinktes Schweißen |
|||
|
Alles außer vertikal oben |
variabel, konstant |
Schweißen von verzinktem Stahl |
|||
|
Alles außer vertikal oben |
permanent |
Schweißen atmosphärisch korrosionsbeständiger Stähle Typ 10HNDP |
|||
|
2,5; 3,0; 4,0; 5,0 |
Alles außer vertikal oben |
permanent |
Schweißen von Stählen zur Sicherstellung der Kältebeständigkeit des Schweißgutes bei einer Temperatur von minus 40 0 С |
||
|
OZS / VNIIST-27 |
Alles außer vertikal oben |
permanent |
|||
|
Alles außer vertikal oben |
permanent |
Schweißen von Stählen zur Sicherstellung der Kältebeständigkeit des Schweißgutes bei einer Temperatur von minus 60 0 С |
|||
|
Alles außer vertikal oben |
permanent |
Schweißen von Stählen zur Sicherstellung der Kältebeständigkeit des Schweißgutes bei einer Temperatur von minus 70 0 С |
|||
|
UONI-13 / 55U |
Alles außer vertikal oben |
variabel, konstant |
Schweißen von Bewehrungsstäben von Stahlbetonkonstruktionen und -schienen |
||
|
permanent |
Schweißen von Rohrverbindungen |
||||
|
Alles außer vertikal oben |
permanent |
Schweißen von Rohrverbindungen |
|||
|
Alles außer vertikal oben |
permanent |
Schweißen von Rohrverbindungen |
GOST 9467-75
Gruppe B05
ZWISCHENSTANDARD
BESCHICHTETE METALLIC-ELEKTRODEN FÜR SCHNELLSTROMBILDER FÜR STRUKTUR UND WÄRMEBESTÄNDIGE STÄHLE
Metallbeschichtete hitzebeständige Stähle. Typen
MKS 25.160.20
OKP 12 7200
Einführungsdatum 1977-01-01
Durch die Resolution des staatlichen Normenausschusses des Ministerrates der UdSSR vom 27. März 1975, N 780, wurde das Datum der Einführung auf den 01.01.77 festgelegt
Das Verfallsdatum wird gemäß dem Protokoll N 3-93 des Interstate Council for Standardization, Metrology und Certification (ICS 5-6-93) aufgehoben.
EDITION (Februar 2005) mit dem im August 1988 angenommenen Änderungsantrag Nr. 1 (IUS 12-88).
ÜBERARBEITUNG (Stand Mai 2008)
VZAMEN GOST 9467-60
1. Diese Norm gilt für metallbeschichtete Elektroden zum Lichtbogenhandschweißen von niedriglegierten und legierten Konstruktions- und legierten hitzebeständigen Stählen.
2. Elektroden sollten aus den folgenden Typen bestehen:
E38, E42, E46 und E50 - zum Schweißen von Kohlenstoff und niedriglegierten Baustählen mit einer Zugfestigkeit von bis zu 50 kgf / mm;
E42A, E46A und E50A - zum Schweißen von kohlenstoffhaltigen und niedriglegierten Baustählen mit einer temporären Zugfestigkeit von bis zu 50 kp / mm, wenn das Metall der Schweißnähte erhöhte Anforderungen an die Dehnbarkeit und Zähigkeit stellt;
E55 und E60 - zum Schweißen von Kohlenstoff und niedriglegierten Baustählen mit einer temporären Zugfestigkeit von mehr als 50 bis 60 kgf / mm;
E70, E85, E100, E125, E150 - zum Schweißen legierter Baustähle mit erhöhter und hoher Festigkeit mit einer temporären Zugfestigkeit von mehr als 60 kgf / mm;
Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, Э-10Х3М1БФ, Э-10Х5МФ - zum Schweißen von legierten hitzebeständigen Stählen.
3. Die chemische Zusammensetzung des Metalls, das mit Elektroden zum Schweißen von Baustählen abgeschieden wird, muss den Anforderungen der technischen Bedingungen oder Pässe für spezifische Elektroden entsprechen. Der Gehalt an Schwefel und Phosphor im Schweißgut sollte die in Tabelle 1 angegebenen Werte nicht überschreiten.
4. Die mechanischen Eigenschaften des Schweißgutes, des Schweißgutes und der Schweißverbindung aus Elektroden zum Schweißen von Baustählen müssen den in Tabelle 1 angegebenen Normen entsprechen.
Tabelle 1
Elektrodentyp | Mechanische Eigenschaften bei normaler Temperatur | ||||||
schweißgut oder Schweißgut | schweißverbindung aus Elektroden mit einem Durchmesser von weniger als 3 mm | ||||||
Vorübergehende Reißfestigkeit, kgf / mm | Relative Dehnung,% | Schlagfestigkeit | Vorübergehende Reißfestigkeit, kgf / mm | Biegungswinkel, Hagel. | |||
Nicht weniger | |||||||
Anmerkungen:
1. Für Elektroden der Typen E38, E42, E46, E50, E42A, E46A, E50A, E55 und E60 werden die in der Tabelle angegebenen Werte der mechanischen Eigenschaften für das Schweißgut, das Schweißgut und die Schweißverbindung im Zustand nach dem Schweißen (ohne Wärmebehandlung) festgelegt. Die mechanischen Eigenschaften des Schweißgutes, des Schweißgutes und der Schweißnaht nach der Wärmebehandlung für die Elektroden der aufgelisteten Typen müssen den Anforderungen der Normen oder Spezifikationen für spezifische Elektroden entsprechen.
2. Für Elektroden der Typen E70, E85, E100, E125 und E150 werden die in der Tabelle angegebenen Werte der mechanischen Eigenschaften für das Schweißgut und das Schweißgut nach der Wärmebehandlung gemäß den Modi festgelegt, die durch Normen oder Spezifikationen für spezifische Elektrodenelektroden festgelegt sind. Die mechanischen Eigenschaften des Schweißgutes und des abgelagerten Metalls im Zustand nach dem Schweißen für die Elektroden der aufgelisteten Typen müssen den Anforderungen von Normen oder Spezifikationen für spezifische Elektroden der Güteklasse entsprechen.
3. Indikatoren für die mechanischen Eigenschaften von Schweißverbindungen aus Elektroden der Typen E70, E85, E100, E125, E150 mit einem Durchmesser von weniger als 3 mm müssen den Anforderungen von Normen oder Spezifikationen für Elektroden bestimmter Marken entsprechen.
5. Die chemische Zusammensetzung des Metalls, das mit Elektroden zum Schweißen legierter hitzebeständiger Stähle abgeschieden wird, sowie die mechanischen Eigenschaften des Schweißgutes oder Schweißgutes müssen den in Tabelle 2 angegebenen Normen entsprechen.
Tabelle 2
Elektrodentyp | Die chemische Zusammensetzung des Schweißgutes,% | Mechanische Eigenschaften von Schweißgut oder Schweißgut bei normaler Temperatur |
||||||||||||
Mangan | Molybdän | Vorübergehende Rettung | Beziehung- | Schock |
||||||||||
Nicht mehr | ||||||||||||||
E-09H1MF | ||||||||||||||
E-10H1M1NFB | ||||||||||||||
E-10H3M1BF | ||||||||||||||
E-10H5MF | ||||||||||||||
Anmerkungen:
1. Die in der Tabelle angegebenen Werte der mechanischen Eigenschaften werden für das Schweißgut und das nach der Wärmebehandlung abgelagerte Metall gemäß den Modi festgelegt, die durch Normen oder Spezifikationen an den Elektroden bestimmter Güteklassen festgelegt sind.
2. Indikatoren für die mechanischen Eigenschaften von Schweißverbindungen, die aus Elektroden mit einem Durchmesser von weniger als 3 mm hergestellt werden, müssen den Anforderungen von Normen oder Spezifikationen für Elektroden bestimmter Marken entsprechen.
(Modifizierte Ausgabe, Rev. N 1).
6. Die in den Tabellen 1 und 2 angegebenen Anforderungen an die chemische Zusammensetzung des Schweißgutes und die mechanischen Eigenschaften des Schweißguts, des Schweißguts und der Schweißverbindungen sollten bei der Prüfung der Elektroden gemäß den Anforderungen von GOST 9466-75 geprüft werden.
7. Das Symbol der Elektroden zum Lichtbogenschweißen von Baustählen und hitzebeständigen Stählen - gemäß GOST 9466-75.
Zur gleichen Zeit in der zweiten Zeile legende Die Indexgruppe der Elektroden, die die Eigenschaften des Schweißgutes und des Schweißguts angibt, sollte gemäß den Anforderungen in PP-10 aufgezeichnet werden.
8. In der Referenzbezeichnung für Elektroden zum Schweißen von Kohlenstoff und niedriglegierten Baustählen mit einer Zugfestigkeit von bis zu 60 kgf / mm wird eine Indexgruppe, die die Eigenschaften des Schweißgutes und des Schweißgutes angibt, gemäß Tabelle 3 festgelegt.
Tabelle 3
Indexgruppe | Mindestwerte der mechanischen Eigenschaften des Schweißgutes und des Schweißgutes bei Normaltemperatur | Die Mindesttemperatur, bei der die Zähigkeit des Schweißgutes und des Schweißguts (bei der Prüfung von Mustern des Typs IX gemäß GOST 6996-66) mindestens 3,5 kgcm / cm ° C beträgt |
||
vorübergehende Reißfestigkeit | relative Verlängerung,% | |||
Für jeden Wert | Für jeden Wert |
|||
Nicht reguliert |
||||
Nicht reguliert |
||||
Nicht reguliert |
||||
Hinweis In der Indexgruppe geben die ersten beiden Indizes den Mindestwert des Indikators an, und der dritte Index kennzeichnet gleichzeitig die Mindestwerte der Indikatoren und. Wenn die Indikatoren und gemäß Tabelle 3 verschiedenen Indizes entsprechen, wird der dritte Index durch den Mindestwert des Indikators festgelegt, und der vierte zusätzliche Index, der den Indikator kennzeichnet, wird in die Indexgruppe eingegeben (siehe Beispiel für das Erstellen einer Indexgruppe für UONII 13/45-Elektroden).
9. In der Referenzbezeichnung für Elektroden zum Schweißen von legierten Baustählen mit einer temporären Zugfestigkeit von mehr als 60 kp / mm gibt die Indexgruppe, die die Eigenschaften des Schweißgutes und des Schweißgutes angibt, den durchschnittlichen Gehalt der chemischen Hauptelemente im Schweißgut sowie die Mindesttemperatur, bei der die Zähigkeit an Schweißgut und Schweißgut bei der Prüfung von Mustern des Typs IX nach GOST 6996-66 nicht weniger als 3,5 kgf · m / cm und sollten Folgendes umfassen:
a) der erste Index einer zweistelligen Zahl, die dem durchschnittlichen Kohlenstoffgehalt im Schweißgut in Hundertstel Prozent entspricht;
b) die nachfolgenden Indizes, die jeweils aus der Buchstabenbezeichnung des entsprechenden chemischen Grundelements und der Zahl dahinter bestehen und den durchschnittlichen Gehalt dieses Elements im Schweißgut in Prozent angeben (mit einem Fehler von bis zu 1%);
c) der letzte Index, der die Mindesttemperatur kennzeichnet, bei der die Schlagzähigkeit des Schweißgutes und des Schweißguts bei der Prüfung von Typ IX-Mustern nach GOST 6996-66 mindestens 3,5 kgf · m / cm nach Tabelle 4 beträgt.
10. In dem Symbol für Elektroden zum Schweißen dotierter hitzebeständiger Stähle sollte die Indexgruppe, die die Eigenschaften des Schweißgutes und des Schweißguts angibt, zwei Indizes enthalten.
Der erste Index, ähnlich dem letzten Index von Anspruch 9c, gibt die Mindesttemperatur an, bei der die Zähigkeit des Schweißmetalls und des Schweißmetalls beim Testen von Typ IX-Proben gemäß GOST 6996-66 mindestens 3,5 kgf · m / cm beträgt (Tabelle 4). .
Tabelle 4
Die minimale Temperatur, bei der die Zähigkeit | |
Nicht reguliert | |
Anmerkungen:
1. Neben Kohlenstoff sollten die chemischen Hauptelemente nur Legierungselemente enthalten, die die mechanischen Eigenschaften des Schweißgutes bestimmen. Gleichzeitig werden Silizium und Mangan als die wichtigsten chemischen Elemente angesehen, wenn ihr durchschnittlicher Gehalt im Schweißgut 0,8% übersteigt.
2. Die Reihenfolge der Beschriftung der chemischen Elemente wird durch die Abnahme des durchschnittlichen Gehalts der entsprechenden Elemente im Schweißgut bestimmt.
3. Bei einem durchschnittlichen Gehalt des chemischen Hauptelements im Schweißgut von weniger als 0,8% ist die Zahl hinter der Buchstabenbezeichnung des chemischen Elements nicht angegeben.
4. Chemische Elemente, die im Schweißgut enthalten sind, werden mit den folgenden Buchstaben bezeichnet: B - Niob, C - Wolfram, G - Mangan, D - Kupfer, M - Molybdän, H - Nickel, C - Silicium, T - Titan, F - Vanadium, X - Chrom, Yu - Aluminium.
5. Setzen Sie in der Indexgruppe vor dem letzten Index einen Bindestrich (-).
Der zweite Index gibt die maximale Betriebstemperatur an, bei der die Indikatoren für die Langzeitfestigkeit des Schweißgutes und des Schweißguts geregelt werden (Tabelle 5).
Tabelle 5
Maximale Betriebstemperatur, bei der die Langzeithaltbarkeit des Schweißgutes und des Schweißguts reguliert wird, ° C | |
Nicht reguliert oder unter 450 | |
Über 600 |
11. Alle Daten, die für die Erstellung von Indexgruppen gemäß den Absätzen 8.10 * erforderlich sind, sind den Normen und Spezifikationen für die Elektroden bestimmter Marken zu entnehmen.
_______________
* Der Text des Dokuments entspricht dem Original. - Notieren Sie sich den Hersteller der Datenbank.
In der Gruppe der Referenzindizes für Elektroden zum Schweißen von kohlenstoffhaltigen und niedriglegierten Baustählen mit einer temporären Zugfestigkeit von bis zu 60 kgf / mm (Abschnitt 8) sollten die Daten für das Schweißgut und das Schweißgut im Zustand nach dem Schweißen (ohne Wärmebehandlung) angegeben werden.
In der Gruppe der Referenzindizes von Elektroden zum Schweißen von legierten Baustählen mit einer temporären Zugfestigkeit über 60 kgf / mm sowie für das Schweißen von legierten hitzebeständigen Stählen (PP und 10) sollten die Daten für das Schweißgut und das Schweißgut nach der Wärmebehandlung angegeben werden durch Normen oder Spezifikationen an den Elektroden bestimmter Marken geregelt.
Wenn in den Normen oder technischen Spezifikationen keine Daten enthalten sind, die für die Indexierung der relevanten Indikatoren für die mechanischen Eigenschaften des Schweißgutes und des Schweißguts erforderlich sind, werden diese Indikatoren als Ad-hoc betrachtet.
Beispiele für die Bildung von Indexgruppen, die die Eigenschaften des Schweißgutes und des Schweißguts angeben, zur Identifizierung von Elektroden.
Ein Beispiel für die Herstellung von Indexgruppen für Elektroden der Marke UONII-13/45 (Typ E42A), die die folgenden mechanischen Eigenschaften des Schweißgutes und des Schweißguts im geschweißten Zustand bei Normaltemperatur aufweisen:
temporäre Zugfestigkeit - nicht weniger als 42 kp / mm (41);
relative Verlängerung - nicht weniger als 22% (2);
das aus Elektroden und Schweißmetall hergestellte Schweißgut hat in einem Zustand nach dem Schweißen beim Prüfen von Mustern des Typs IX gemäß GOST 6996-66 eine Schlagfestigkeit von mindestens 3,5 kp / m bei einer Temperatur von minus 40 ° C (5):
Gleiches gilt für die Elektroden der Sorte TsL-18 (Typ E85), wobei das abgeschiedene Metall einen durchschnittlichen Gehalt von 0,18% Kohlenstoff, 1% Chrom und 1% Mangan aufweist. Das durch Elektroden und Schweißmetall nach der Wärmebehandlung hergestellte Schweißgut hat bei der Prüfung von Proben des Typs IX nach GOST 6996-66 eine Schlagfestigkeit von mindestens 3,5 kp / m bei einer Temperatur von minus 10 ° C (2):
Gleiches gilt für die Elektroden der Sorte TsL-20 (Typ E-09H1MF), die das abgeschiedene Metall und das Schweißgut nach der Wärmebehandlung bei der Prüfung von Typ IX-Proben nach GOST 6996-66 mit einer Schlagfestigkeit von mindestens 3,5 kgf · m / cm liefern Temperatur 0 ° C (2), Indikatoren für die Langzeitfestigkeit des Schweißgutes und des Schweißguts werden auf eine Temperatur von 580 ° C (7) geregelt:
(Modifizierte Ausgabe, Rev. N 1).
Elektronischer Text des Dokuments
erstellt von JSC "Codex" und verifiziert von:
offizielle Veröffentlichung
M .: Standardinform, 2008




