Rote Wolframelektrode. Wolframelektrode schweißen. Hauptmodi und Nuancen der Anwendung
Zu Kategorie:
Schweißen von Metallen
WIG-Schweißen
Das Schweißen von Wolframelektroden ist ein sehr wichtiger Typ lichtbogenschweißenweit verbreitet bei der Herstellung von neuen Technologieprodukten aus Spezialstählen, Aluminium, Magnesium und verschiedenen Leichtmetallen, hochschmelzenden Metallen und aktiven Metallen mit hoher Affinität für Sauerstoff, Metallen geringer Dicke (weniger als 1 mm) usw. Wolfram, das hochschmelzende Metall, Derzeit in großen Mengen für breite industrielle Anwendungen hergestellt.
Einfach in allen Positionen geschweißt, mit Ausnahme der absteigenden Senkrechten. Er sollte nicht hart getroffen oder getroffen werden. Finden Sie alle verfügbaren Risse. Zu diesem Zweck empfiehlt es sich, Penetrationsmittel zu verwenden. Um die Ausbreitung von Rissen zu verhindern, bohren Sie ein Loch im Abstand von 10 mm. jedes seiner Enden. Der Durchmesser muss so sein, dass er eine durchgehende Fläche mit einer Fase aufweist, die anschließend hergestellt werden muss. Mähen Sie Risse in allen Ausdehnungen und lassen Sie einen Abstand von 2 mm. zwischen den Kanten der Unterseite der Fase.
Verwenden Sie keine Elektroden oder Taschenlampen. Entfernen Sie im Allgemeinen alle öligen, fettigen, färbenden, nassen und verunreinigenden Rückstände gründlich, vorzugsweise mit einem Flammschutzbrenner, und reinigen Sie dann den Bereich. Empfohlen für den Einsatz mit Funktionen mit einem Schwefelgehalt von mehr als 20%. Wählen Sie den Mindestlebensdurchmesser. Verwenden Sie den minimalen Betriebsstrom der Elektrode. Sobald mehrere Kabel abgelegt werden, verringern Sie, wenn möglich, die Stromstärke. Vermeiden Sie Anhäufungen von Hitze, tragen Sie Kurz- und Steigbügeln auf.
Wolfram wird in großen Mengen als Legierungszusatz in hochwertigen Stählen verwendet, als Basis für viele Hartlegierungen, zur Herstellung von Filamenten für Glühlampen usw. Wolframstäbe mit einem Durchmesser von 1 bis 6 mm werden für das Lichtbogenschweißen hergestellt.
Wolfram wird durch pulvermetallurgische Verfahren hergestellt; ORE erhält Wolframoxid, es wird in Öfen in einem Wasserstoffstrom reduziert; Das erhaltene feine Pulver wird gepresst, dann durch längeres Schmieden in einer Wasserstoffatmosphäre in ein festes Metall umgewandelt, indem die Pulverpartikel zu einem einzigen Ganzen verschweißt werden. Das erhitzte Wolfram verbindet sich heftig mit Sauerstoff und verbrennt schnell. Daher kann eine Wolframelektrode nicht zum Schweißen in Luft verwendet werden. Es gilt nur für Schutzgase, die keinen Sauerstoff enthalten und kontinuierlich in den Lichtbogen geblasen werden. Dies sind Inertgase wie Argon oder Helium oder Wasserstoff, manchmal auch Gemische dieser Gase. Bogen gleichstrom in Argon mit direkter Polarität (minus einer Wolframelektrode) zündet es leicht, brennt ruhig und stetig; Lichtbogenspannung ist niedriger als in der Luft; Gleichzeitig erwärmt sich die Elektrode etwas. Die übliche Lichtbogenspannung (10–15 in) steigt nur bei hohen Strömen auf 25–30 an.
Das ausgefällte Metall ist weiß und hat eine hervorragende Verarbeitbarkeit. Verwenden Sie die Technik der kurzen und abwechselnden Schritte maximal. Das Schweißgut hat einen niedrigen Wärmeausdehnungskoeffizienten und folglich eine geringe Kompression. Es hat höhere Härteeigenschaften als reines Nickel-geschweißtes Metall und ist daher zum Verbinden von Sphäroguss, Sphäroguss mit schwarzem und weißem Kern, austenitischem Sphäroguss oder zum Befestigen dieser Materialien an Stahl-, Kupfer- und Nickelkomponenten vorzuziehen .
Bei direkter Polarität erwärmt sich die Elektrode etwas und hohe Stromdichten sind akzeptabel. Der kleinste Schweißstrom bei normaler Polarität kann auf 1 reduziert werden, während der Lichtbogen noch recht stabil ist. Unter normalen Schweißbedingungen mit direkter Polarität ist der Verbrauch an Wolfram unerheblich und beträgt im Durchschnitt nur wenige Gramm pro Arbeitsstunde.
Leichter Startlichtbogen, stabiler Lichtbogen, geschweißtes Metall. Dank einer speziellen Beschichtung dieser Elektrode ist es möglich, Grauguss ohne Risse oder Porosität zu schweißen. Bei komplexen Kanten dient es als Basis für die hohe Durchdringung. Eine spezielle Beschichtung verhindert ein Überhitzen der Elektrode. Verfahren: schneiden. - Sobald der Lichtbogen beginnt, drücken und ziehen Sie wie beim Schneiden einer Säge, und versuchen Sie, einen Winkel von 45 oder zwischen der Elektrode und dem Teil einzuhalten. Zu mähen - Platzieren Sie die Elektrode nach dem Einschalten des Lichtbogens parallel zur Nut, wie bei einer Form auf dem Baum.
Aufgrund der unterschiedlichen Eigenschaften und Abmessungen des Wolframstabes und des zu schweißenden Produkts weist der Lichtbogen eine ausgeprägte Asymmetrie auf. Sein Aussehen und seine Eigenschaften ändern sich dramatisch, wenn umgekehrte Polarität (plus an einer Wolframelektrode). Die Lichtbogenspannung nimmt zu, ihre Stabilität nimmt ab, die Erwärmung nimmt signifikant zu und der Verbrauch einer Wolframelektrode steigt an, die Eindringtiefe des Grundmetalls nimmt ab. Der Lichtbogen hat einen besonderen, sehr wichtigen technologischen Reinigungseffekt: Oxide und Verunreinigungen werden in der Schweißzone von der Oberfläche des Grundmetalls entfernt. Dies macht es möglich, Aluminium, Magnesium und ihre Legierungen ohne die Verwendung von Flussmitteln zu schweißen. Dies ist ein großer technischer Vorteil für die Flugzeugfertigung und andere Industrien, in denen das Schweißen von Leichtmetall verwendet wird. Die reinigende Wirkung des Lichtbogens liegt offensichtlich darin, dass die Wolframelektrode bei umgekehrter Polarität mit Elektronen beschossen wird und das Basismetall - mit schweren positiven Argonionen. Ionenbeschuss erzeugt eine mechanische Wirkung, ähnlich wie beim Sandstrahlen, zerstört und stößt den Film von Oxiden ab und reinigt die Metalloberfläche. Dieser Vorgang wird häufig als Kathodenzerstäubung bezeichnet. Die Schwierigkeit, den Lichtbogen mit umgekehrter Polarität aufrechtzuerhalten, und die starke Erwärmung der Wolframelektrode machen es manchmal ratsam, beim Schweißen von Aluminium- und Magnesiumlegierungen Wechselstrom zur Stromversorgung des Lichtbogens zu verwenden.
Die Tiefe des Kanals hängt von dem für die Elektrode angegebenen Winkel ab. Schneiden, Anfasen, Nuten und Nuten von Metallen, sowohl Eisen- als auch Nichteisenmetallen. Zum Reparieren von geschweißten Abschnitten, zum Entfernen alter oder defekter Ablagerungen im Spalt in den Rissen der Motoren oder schweren Maschinen, ohne dass diese zerlegt werden müssen. Dieser Trend ist auf die Bildung von Karbiden in der Schnur und den angrenzenden Zonen zurückzuführen. - Bei Verwendung von Chrom-Edelstahl als Beitrag: Aufwärmen: Verringerung der Rissneigung.
Die Zündung des Schweißlichtbogens durchläuft drei Phasen
Nacherhitzung: Plastizität in der Verbindungsstelle und den angrenzenden Bereichen. Häufig ist die Verwendung einer Elektrode aus austenitischem rostfreiem Stahl oder einer Nickellegierung die zweckmäßigste Lösung für solche Verbindungen. Kordeln hin und her tragen zum Reißen bei. - Eine abrupte Abkühlung der Masse trägt zur Beständigkeit gegen Korngrenzenkorrosion bei. Dieses Kornwachstum wirkt sich negativ auf die mechanischen Eigenschaften der Bindung aus und steht in direktem Zusammenhang mit dem Wärmeeintrag beim Schweißen. - Halten Sie beim Schweißen den Strom so niedrig wie möglich, um den Wärmefluss zu minimieren.
Aufgrund der Asymmetrie der Elektroden wirkt der Lichtbogen stark gleichrichtend. Die elektrische Leitfähigkeit des Lichtbogens ist in der halben Periode höher, wenn an der Wolframelektrode ein Minus und an der Pluselektrode ein deutlich geringerer Wert vorliegt (Abb. 1). Wenn der Lichtbogen mit Wechselstrom gespeist wird, werden die Vorteile eines Gleichstromlichtbogens mit direkter und umgekehrter Polarität bis zu einem gewissen Grad kombiniert, die Erwärmung der Wolframelektrode ist nicht zu groß und wird langsam verbraucht, und das Basismetall ist gut geschmolzen. Gleichzeitig ist die Reinigungswirkung des Lichtbogens ausreichend, um Aluminium- und Magnesiumlegierungen ohne Flussmittel zu schweißen.
Es hat auch eine gute Beständigkeit gegen Oxidationsmittel. Ausgezeichnete Schweißbarkeit und Aussehen der Schnur. Zusammengesetzte nichtrostende Stähle mit Ausnahme von korrosiven Umgebungen mit Schwefelverbindungen. Die Anwesenheit von Molybdän erhöht seine Beständigkeit gegen Säurekorrosion. Das Vorhandensein von extrem niedrigen Kohlenstoffgehalten führt zu einer hohen Beständigkeit gegen Korngrenzenkorrosion. Sein hoher Chrom-Nickel-Gehalt ermöglicht es, in allen legierten Stählen Ablagerungen mit hoher Beständigkeit gegen Hitze, Reibung, Schlag, Korrosion und Oxidation zu erhalten.
Der für die Anwendung erforderliche geringe Strom reduziert Einschnitte und Dehnungen auf ein Minimum und vermeidet so zerstörerische Effekte wie Verzerrung, Verformung und Welligkeit. Rohre, Wärmetauscher, Speicher. Produktion und Reparatur von Bergbaumaschinen, Öl und Eisenbahnen. Vereinigung niedriglegierter und mäßig legierter Stähle. Zusammengesetzte nichtrostende Chromstähle, mit Ausnahme von Medien, die Schwefelverbindungen enthalten. Die perfekt abgestimmte Formel ermöglicht glatte Ablagerungen ohne Poren.
Für Metalle, die nicht stark oxidiert sind, wie Kohlenstoff und legierte Stähle, einschließlich rostfreier, harter Legierungen, Kupfer und kupferlegierungenB. Nickel und Nickellegierungen, Titan, Molybdän usw., ist es zweckmäßig, Gleichstromlichtbogen direkter Polarität zu verwenden.
Konventionelle Gleichstromaggregate und Gleichrichter für das Lichtbogenschweißen eignen sich gut für die Stromversorgung des Lichtbogens. In einigen Fällen sind zusätzliche Oszillatoren wünschenswert, die die Zündung und das stetige Lichtbogenbrennen erleichtern. Für Aluminium, Magnesium und deren Legierungen sowie einige andere stark oxidierte Legierungen ist es ratsam, Wechselstrom von speziellen Transformatoren mit erhöhtem Strom zu verwenden schweißspannung und die obligatorische Verwendung von Oszillatoren. Wolframelektroden normalerweise mit einem Durchmesser von 1 bis 4 mm verwendet.
Die hohe Qualität von ferritischem austenitischem gefälltem Metall macht seine Verwendung für alle Arten von Stahl unverzichtbar, die maximale Zugfestigkeit, Korrosion, Hitze, Verschleiß, Stoß und Rissbildung erfordern. Werkzeugstähle, rostfreie Stähle, legierte Stähle. Ideal zum Verbinden unterschiedlicher Stähle. Zum Schweißen und Befüllen von Achsen, Gesenken, Werkzeugen. Federn, Blattfedern, Ketten. Druckbehälter, Laufräder, Schnecke. Hervorragend als Beschichtung für Teile, die Abrieb, Schlag und Korrosion ausgesetzt sind.
Ideal als Übergangsschicht in den Details, die durch Verschleißschutzlegierungen geschützt werden müssen. Schweißen durch Adhäsion von Stahl, Gusseisen, Kupfer. Beim Schweißen von Kupfer mit Kupfer ist kein Flussmittel erforderlich. Mit Flussmittel sollte ein Kupferpaar mit Bronze-, Messing- und anderen ungleichen Bindungen verwendet werden. Führen Sie immer eine gute Reinigung des zu schweißenden Teils durch. Der Lichtbogen wird unter einer Schutzgasatmosphäre gehalten, die das Eindringen von Umgebungsluft in das Schweißbad verhindert, eine Verunreinigung von Sauerstoff, Stickstoff und anderen Gasen verhindert, wodurch er porös und schwach wird.
Der Elektrodenhalter oder der Brenner ist zum Schweißen unerlässlich (Abb. 2). Der Brenner dient zum Halten der Elektrode schweißstromund manchmal Kühlwasser. Die Abmessungen der Brenner und die Konstruktion werden hauptsächlich durch die Stärke des Schweißstroms bestimmt. Bei direkter Polarität und Strömen, die 200 nicht überschreiten, benötigt der Brenner keine Wasserkühlung. Ströme von mehr als 500-600a werden normalerweise nicht angelegt, da Metall zunehmend spritzt und Metall mit einem Lichtbogen aus dem Schweißbad geblasen wird.
Die verwendeten Schutzgase sind aktiv oder inert. Seine Verwendung ist auf weiche und niedrig legierte Stähle beschränkt. Gemischte Gase sorgen für das beste und reibungslose Schweißen. Eine Mischung aus 80% Argon und 20% Carbonsäureanhydrid wird beispielsweise häufig beim Schweißen von Weich- und Weichsalz verwendet niedriglegierte Stähle. Dieses Verhältnis kombiniert die besten Eigenschaften von Inert- und Aktivgasen. Die höheren Kosten für das Schutzgas, die relativ gering sind, werden vollständig dadurch kompensiert, dass die Schweißnähte besser und schneller werden und das Schweißen sauberer und besser aussieht.
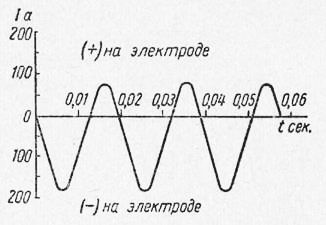
Abb. 1. Asymmetrie des AC-Bogens in Argon
Ein besonders vorteilhaftes und produktives Schweißen mit einer Wolframelektrode ohne ein Füllmetall, wenn die Naht durch vorheriges Verschmelzen der Ränder des Basismetalls oder des Füllmaterials gebildet wird, wird in die Nahtnut eingeführt. Das Schweißen mit einer Wolframelektrode ist für die Automatisierung bequem. Wenn Füllmetall erforderlich ist, werden Automaten und halbautomatische Geräte mit einem Mechanismus zum Zuführen von Fülldraht geliefert. Der Fülldraht ist in Größe und Vorschubgeschwindigkeit ähnlich wie der Schmelzelektrodendraht.
Kurzschlüsse werden normalerweise für Materialien mit einer Dicke von weniger als 0 mm verwendet. und zum Wurzelschweißen und in engen Positionen. Verwendung in allgemeinen Konstruktionen, Autos, Fahrzeugrahmen, Brücken, Docks, Türmen usw. Kurzschlüsse werden für Materialien mit einer Dicke von weniger als 0 mm verwendet. und zum Wurzelschweißen und in engen Positionen. Es ist sehr korrosionsbeständig und aufgrund seines extrem niedrigen Kohlenstoffgehalts ist die Bildung von Chromcarbid im Schweißgut minimal. Es hat eine gute Beständigkeit gegen Oxidationsmittel, Plastizität und eine hohe Schlagfestigkeit auch bei sehr niedrigen Temperaturen.
Das Schweißen mit einer Wolframelektrode ist für die unterschiedlichsten Metalldicken (0,1-60 mm) anwendbar, das Schweißen von dickem Metall wird in mehreren Schichten mit einem Strom von 1-600 a durchgeführt.
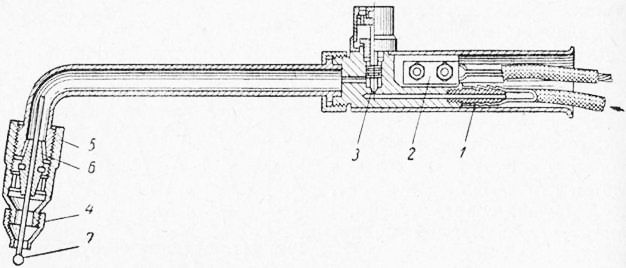
Abb. 2. Elektrodenhalter (Brenner) für das Argon-Lichtbogenschweißen: 1 - Gaszufuhrnippel; 2 - Stromversorgung; 3 - einstellen gasventil; 4 - Düse für Gas; 5 - Mundstück; 6 - Griff für die Elektrode; 7 - Wolframelektrode
Ihre Anwendungen sind hauptsächlich vertreten in: - Anlagen zur Verarbeitung und Lagerung von Lebensmitteln und Chemikalien. Die Zusammensetzung dieses Drahtes ist besonders, da das geschweißte Metall selbst bei einer erheblichen Verdünnung normalerweise eine Duplex-Struktur ist: austenitisch-ferritische Struktur. Diese Bauweise hat eine hohe Zugfestigkeit, eine hohe Duktilität und Schlagfestigkeit. Wird häufig zum Schweißen von Edelstahl mit Kohlenstoffstählen verwendet. Die Basis zum Schweißen von Schutzschichten.
Internationale Farbmarkierung von Wolframschweißstäben
Es hat 5% Silizium und fließt glatt. Zum Schweißen von laminiertem Aluminium und seinen Legierungen. Typische Anwendungen: Der Karosseriemechanismus erstellt eine Ausrüstung für die Ölverteilung. Dieser Draht wird in allen Arten von Konstruktionsaluminium verwendet, wo eine anschließende Wärmebehandlung nicht möglich ist, um Schweißnähte mit höherer Festigkeit herzustellen. Die Festigkeitseigenschaften von Werkstoffen auf Aluminiumbasis für Magnesium beeinflussen die Wärme nicht wesentlich lichtbogensowie hochfeste Aluminiumlegierungen mit Wärmebehandlung.
Argonverbrauch 0,5-1,5 m3 / h. Die Schweißgeschwindigkeit ist geringer als bei einer Schmelzelektrode, ist aber in vielen Fällen durchaus zufriedenstellend.
Die Oberfläche der Schweißnähte ist glatt und metallisch. Das erhitzte Volumen des Grundmetalls und seine Verformung sind minimal. Fast die Zusammensetzung des Füllstoffs und des Schweißgutes ist gleich. Der Gehalt selbst der am leichtesten oxidierbaren Elemente bleibt unverändert. Der Verlust an Zusatzmetall für Abfälle und das Sprühen beträgt normalerweise nicht mehr als 2-3%. Beim Schweißen von Stahl mit niedrigem Kohlenstoffgehalt, der insbesondere schlecht desoxidiert ist, ist es erforderlich, Legierungsdraht wie Sv-UGS zu verwenden, um das Sieden des geschmolzenen Metalls zu unterdrücken und Poren im Mantel zu beseitigen.
Anwendungsbeispiele: Dieselmotor-Grundlagen - LKW-Fahrgestelle - Tankbootstrukturen. Im Laufe der Jahre hat sich dieser Prozess verbessert, und heute ist er ein sehr etablierter Prozess. Der Lichtbogen wird zwischen der nicht verbrauchbaren Elektrode aus Wolfram oder Wolframlegierungen und dem Hauptmaterial gebildet. Das Schweißbad und die Elektrode sind durch Gas geschützt, in der Regel Argon. Helium oder Mischungen dieser Gase werden ebenfalls verwendet. Zur Lichtbogenerzeugung wird Gleich- oder Wechselstrom verwendet, von dem der häufigste Gleichstrom mit einer an den Minuspol der Quelle angeschlossenen Elektrode ist, da auf diese Weise die Wärmefreisetzung in der Elektrode geringer ist und daher seine Lebensdauer verlängert wird.
Das Schweißen in Argon mit einer Wolframelektrode wird hauptsächlich für Metalle mit geringen Dicken bis zu 5-6 mm verwendet. Metalle mit großer Dicke können auch geschweißt werden, aber mit zunehmender Dicke nimmt die Schweißleistung rapide ab und andere Verfahren werden oft bequemer und kostengünstiger, vor allem das Schweißen mit der Verschleißelektrode in Inertgasen.
Eine Elektrode kann auch mit einer positiven verbunden werden, um die Zerstörung der Oxidschicht mit einem größeren Elektrodendurchmesser zu nutzen. Diese Methode wird hauptsächlich zum Löten verwendet dünne Metalle 3-4 mm dick, wenn hohe Reinheits- und Oberflächenqualität erforderlich ist. Seine Verwendung beim Schweißen von Leichtmetallen übertraf das Hydroxyacetylenschweißen vollständig. Sein extrem niedriger Kohlenstoffgehalt reduziert die Bildung von Chromkohlen und verringert so die Kornkorrosion. Gute Duktilität und Schlag- und Abriebfestigkeit sind weitere Vorteile.
Das Verfahren zum Schweißen in Argon mit einer Wolframelektrode ist in allen räumlichen Positionen anwendbar und ergibt qualitativ hochwertiges Schweißgut. Ein wesentlicher Vorteil ist die Sichtbarkeit des Schweißplatzes. Das Schweißen mit einer Wolframelektrode kann nicht nur in reinem Argon erfolgen, sondern auch in einer Mischung von Argon mit verschiedenen Gasen (bis zu 5% Sauerstoff oder bis zu 20% Wasserstoff); Bei einigen Metallen führt das Schweißen in reinem Wasserstoff zu sehr guten Ergebnissen, insbesondere bei Metallen mit geringer Dicke.
Wichtig: Die besten Bedingungen für jede Anwendung sollten durch Tests während des Schweißens bestimmt werden. Anwendung: Ein spezieller Stab zum Löten von Schweißnähten mit unbekannter Analyse ist schwierig zu schweißen: - Manganstahl, Werkzeugstahl, wärmebehandelter Stahl usw. - Wird häufig zum Schweißen von Edelstahl oder Stahl verwendet kohlenstoffstahl. - Die Basis zum Schweißen von Schutzschichten. Es ist wichtig, den Bogen kurz zu halten. Beim Schweißen: ungefähr in einem Abstand, der dem Durchmesser der verwendeten Wolframelektrode entspricht.
Eigenschaften von Wolframelektroden und deren Schweißen
Das Aufrechterhalten eines kurzen Bogens stellt dies sicher schutzgas umgibt die Schweißnaht vollständig. Erwärmen Sie das Grundmetall gründlich, wobei zu berücksichtigen ist, dass Aluminium bei nicht sehr hohen Temperaturen schmelzen kann. Wenn die Strömung das glasartige Aussehen erreicht, wenden Sie einen Beitragskern an. Es ist wichtig, den Bogen kurz zu halten. Ungefähr in einem Abstand, der dem Durchmesser der verwendeten Wolframelektrode entspricht. Feuchtigkeit ist die schlimmste feindliche Auskleidungselektrode. Wenn die Beschichtung Anzeichen von Feuchtigkeit aufweist und die physische Integrität nicht beschädigt wird, stellen Sie sie gemäß den Empfehlungen in der Tabelle wieder her. - Wenn die Beschichtung nass ist oder ihre physische Unversehrtheit beschädigt, entsorgen Sie sie.
Beim Schweißen mit einer nichtschmelzenden Elektrode wird hauptsächlich Wärme verwendet, die auf der Oberfläche des Grundmetalls freigesetzt wird. Die im Kathodenfleck an der Wolframelektrode freigesetzte Wärme wird weitgehend für die nutzlose Erwärmung dieser Elektrode und für die Strahlung aufgewendet; Der thermische Gesamtwirkungsgrad eines Schweißlichtbogens mit einer nicht verbrauchbaren Elektrode ist signifikant niedriger als mit einer Schmelzelektrode und liegt im Durchschnitt bei 50 bis 60% (gegenüber 80 bis 85%).
Zum Schweißen können Elektroden verschiedener Qualitäten verwendet werden. Es hängt alles davon ab, was schweißvorrichtung verwendet werden, was eine Elektrode erfordert. Diese nicht verbrauchbaren Wolframelektroden sind von hoher Qualität. Bei der Auswahl muss darauf geachtet werden, welche Art von Markierung von Wolframelektroden vom Hersteller angebracht wird.
Bei der Auswahl von Wolframelektroden ist Folgendes zu berücksichtigen: Elektrodentyp, Durchmesser, Geometrie der Elektrodenspitze, Schärfungsqualität und Härte.
Eigenschaften der verwendeten Elektroden
Elektroden aus Wolfram eignen sich zum Schweißen mit Argon in der Umgebung inertgas. Sie können als verwendet werden professionelle Schweißerund Anfänger. Diese Elektroden sind sicher und zeichnen sich durch höchste Qualität aus.
Gemäß internationalen Standards sind alle auf Wolfram basierenden Elektroden speziell gekennzeichnet, um Typ und Zusammensetzung anzugeben. Der erste Buchstabe in der Liste ist "W", d. H. Wolfram Die zweite bezieht sich auf das Oxidelement, das als Dotierstoff verwendet wird. Unter den Legierungsoxiden werden verwendet:
- ceroxid, bezeichnet mit dem Buchstaben "C";
- zirkoniumoxid, auf dem Etikett mit dem Buchstaben "Z" angegeben;
- lanthanoxid - der Buchstabe "L";
- thoriumoxid - "T";
- reines Wolfram, das keine Legierungszusätze enthält, ist auf der Markierung mit dem Buchstaben "P" gekennzeichnet.
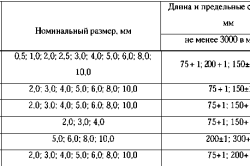
Nach dem zweiten Buchstaben steht eine Zahl, die den Prozentsatz der Substanz angibt, die während des Dotierens hinzugefügt wurde. Die Zahl 20 zeigt, dass die Zusammensetzung 2% des Dotierungsmittels enthält. Der Bindestrich ist die zweite Zahl - dies ist die Länge, die in Millimetern ausgedrückt wird. Die am häufigsten verwendete Länge beträgt 175 mm, es gibt jedoch auch Werte von 50, 75 und 150 mm. Der Durchmesser der Wolframelektroden kann sich um 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 mm unterscheiden.
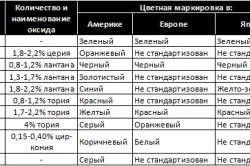
Die Markierung enthält alle notwendigen Informationen für den Benutzer. Zum Beispiel gibt es eine Markierung WL 15-175. Das bedeutet, dass es sich um eine Elektrode mit Dotierstoffen aus Lanthan handelt, deren Gehalt 1,5% beträgt und deren Länge 175 mm beträgt. Die alphanumerische Bezeichnung ist bei weitem nicht alles, man muss auf die Farbe der Markierung achten. Heute werden Materialien zum Schweißen mit Farbmarkierung hergestellt:
- reines Wolfram - WP grün;
- in der Zusammensetzung befindet sich Ceroxid zu 2% - graues WC 20;
- lanthanoxid liegt bei 1,5% - Goldfarbe WL 15 vor;
- lanthanoxid liegt bei 2% - WL 20 blau vor;
- 0,8% Zirkoniumoxid vorhanden - WL 8 weiß;
- thoriumoxid liegt bei 1% - gelbe WL 10 vor;
- thoriumoxid ist zu 2% vorhanden - WL 20 ist rot;
- thoriumoxid liegt bei 3% - WL 30 violett vor;
- thoriumoxid liegt bei 4% - orange Farbe WL 40 vor.
![]()
Die Verwendung einer Elektrode mit der Bezeichnung WT30, 40 wird nicht empfohlen, da das Element Thorium radioaktiv ist und sein hoher Gehalt gefährlich sein kann.
Eigenschaften:
WP-grüne Beschriftung ist dafür ausgelegt argon-Lichtbogenschweißen mit Wechselstrom. Die Verwendung solcher Metalle für Arbeiten wie Aluminium und Magnesium, Nickel ist möglich.
Eigenschaften:
- die Zündung ist niedrig;
- lebensdauer ist nicht zu lang;
- er hat ausgezeichnete sicherheit.
Wc-20 mit grauen Markierungen wird zum Schweißen mit Gleichstrom mit direkter Polarität von Metallen wie Kupfer, Molybdän, Edelstahl, Titan usw. verwendet.
Die Eigenschaften sind wie folgt:
- zündung gilt als gut;
- lebensdauer ist lang;
- ihre Sicherheit ist ausgezeichnet.
WL eignet sich zum Schweißen mit Gleich- oder Wechselstrom mit direkter Polarität. Geeignet für Teile mit geringer Dicke, für hochlegierte Stähle.
Eigenschaften:
- entzündbarkeit ist zufriedenstellend;
- lange Lebensdauer;
- sicherheit ist großartig.
Es gibt andere Typen, aber es ist notwendig, Materialien sorgfältig auszuwählen, da die Qualität und Sicherheit der Arbeit davon abhängt.
Wie wählt man eine Wolframelektrode?
![]()
WP-Wolframelektroden werden zum Wechselstromschweißen von Aluminiumlegierungen mit guter Lichtbogenstabilität verwendet.
Bei dem Schweißprozess, der in einer Inertgasumgebung durchgeführt wird, werden Wolframelektroden verwendet. Dies garantiert höchste Arbeitsqualität, die Naht ist sauber und langlebig. Bei der Auswahl eines nichtschmelzenden hitzebeständigen Produkts auf Wolframbasis müssen die folgenden Kriterien beachtet werden:
- art der Wolframelektrode, ihre Zusammensetzung, das Vorhandensein von Legierungszusätzen, Parameter;
- durchmesser, mit dem Sie die Dicke der Arbeitsnaht einstellen können;
- schärfqualität, Materialdichte;
- charakteristische Geometrie der Spitze.
Beim Kauf können Sie sich auf das Etikett verlassen, das der Hersteller mit Materialien versehen hat.
Sie enthält Angaben darüber, welche Zusatzstoffe in der Zusammensetzung enthalten sind, welchen Anwendungsbereich und unter welchen Bedingungen sie verwendet werden können.
Der Effekt der Dotierung auf die Qualität der Elektrode
Bei der Auswahl sollte darauf geachtet werden, welche Additive für das Dotieren verwendet wurden. Dies ist wichtig, da die Verwendung von Materialien, deren Qualität und individuellen Eigenschaften davon abhängen. Alle Legierungszusätze erlauben es, Elektroden mit folgenden Parametern zu erhalten:

Wolframelektroden der Marke WZr 08 reduzieren aufgrund ihrer Eigenschaften das Risiko, dass Wolfram in die Schweißnaht gerät.
- WP ist ein spezieller Typ, der keine Zusätze aus reinem Wolfram enthält. Sie werden hauptsächlich zum Schweißen mit Wechselstrom (AC) verwendet. Die Lichtbogenstabilität ist gut, die Qualität der Naht ist ausgezeichnet. Wolframelektroden können nicht verwendet werden, wenn Gleichstrom verwendet wird. Für solche Materialien sind die Markierungen grün, angezeigt durch WP-Symbole.
- E3 zeigt an, dass Additive aus Oxiden von Seltenerdelementen verwendet werden, zum Beispiel einer Mischung von Oxiden. Elektroden sind nicht schädlich, was sie von Thorium unterscheidet, sie sind nicht radioaktiv und absolut nicht umweltgefährdend. Der Umfang dieser Materialien ist umfangreich. Sie können für beliebige Prozesse und Kapazitäten mit Wechsel- oder Gleichstrom, für hochlegierte Stähle, für verschiedene Aluminiumlegierungen sowie für Kupfer, Titan und bekanntes Magnesium verwendet werden. Wolframelektroden zeichnen sich durch hervorragende Zündeigenschaften aus, sie sind die optimale Lösung für automatisierte Prozesse. Ihre Strombelastung ist größer, aber die Lebensdauer solcher Materialien ist viel höher als die von gewundenen. Die Kennzeichnung solcher Materialien wird mit WLa 10/15/20 bezeichnet.
- Lanthanierte Wolframelektroden, die für Schweißarbeiten bei Gleichstrom oder Wechselstrom verwendet werden können. Dieser Typ kann für das sogenannte Mikroplasma-Schweißen verwendet werden. Dies wurde durch die Anwesenheit von La 2 O 3 in der Zusammensetzung ermöglicht, wodurch die Fähigkeit zur besseren Zündung erhöht wird. Der Bogen wird als Ergebnis der Qualität erhalten. Ihre Lebensdauer ist niedriger als die der vorherigen. Das Vorhandensein eines solchen Legierungszusatzes macht sie weder fester noch dauerhafter - es erweitert nur den Anwendungsbereich. Die Markierung enthält mehrere Farben: Schwarz für WLa 10, Gold für WLa 15.
WCe 20 oder WZr 08?
WCe 20 sind die bekannten Wolframelektroden, zu denen Legierungszusätze wie Ceroxid (CEO 2) gehören. Die Tragfähigkeit wird um ein Vielfaches erhöht, ihre Qualität ist höher als bei den oben genannten Gruppen, aber E3 und WL sind immer noch stabiler. Der Einsatzbereich ist recht groß schweißen mit legierten, unlegierten Legierungen. Gleichstrom kann niedrig und mittel sein, das Schweißen mit Wechselstrom ist möglich.
WZr 08 sind Wolframelektroden, die Zirkonium enthalten. Wird verwendet, wenn zusätzlicher Schutz erforderlich ist schweißnaht von Wolfram rein. Sie sind nicht für Gleichstrom geeignet, obwohl sie in einigen Fällen verwendet werden. Die Markierung ist weiß.
Danke für dein Feedback.




