Сварка вуглецевих і низьколегованих конструкційних сталей. Вибираємо електрод. Зварювальні електроди типу Е46, Е46А: характеристики, розміри, застосування
/ Класифікація електродів, упаковка електродів
Вибір зварювальних електродів залежить від того, для зварювання якого матеріалу планується їх використовувати.
Основними характеристиками зварювальних електродів для зварювання вуглецевих і низьколегованих конструкційних сталей є механічні властивості металу шва і зварного з'єднання: тимчасовий опір розриву, відносне подовження, ударна в'язкість, кут вигину.
Електроди зварювальні з вигляду покриття діляться на: рутилові, кислі, основні і целюлозні.
Зварювальні електроди c рутиловим покриттям
Основу покриття електродів рутилу, становить природний рутиловий концентрат (TiO2), більше 50%. Метал шва, виконаний з рутиловим покриттям відповідає спокійній або напівспокійну стали. Стійкість металу шва проти утворення тріщин у електродів рутилу вище ніж з кислим покриттям. За механічними властивостями металу шва і зварного з'єднання більшість марок електродів рутилу відноситься до електродів типу Е42 і Е46.
Рутилові електроди мають цілу низку переваг у порівнянні з іншими видами, а саме газові виділення при зварки менш шкідливі для зварника, вони забезпечують стабільне і потужне горіння дуги при зварюванні змінним струмом, малі втрати металу на розбризкування, легким відділення шлакової кірки, і відмінним формуванням шва .
Електроди Мр-3 (Е-46) ГОСТ 9467-75, ГОСТ 9466-75, ТУ 1272-29900187211-2001, ТУ 36.23.25-007-90 працюють на змінному або постійному струмі зворотної полярності. Ці використовуються для зварювання вуглецевих і низьколегованих сталей при всіх положеннях, окрім вертикального зверху вниз. Наплавлений метал працює в умовах знижених температур (до -20 З). Допускається зварювання подовженою дугою по окисленої, сирої, непідготовленою поверхні. Рекомендується для зварювання виробів, виготовлених з вуглецевих сталей (До ст.4), трубопроводів пари і гарячої води категорій 3 і 4, трубопроводів в межах котла і турбіни з робочим тиском не більше 39 кгс / см2 і температурі не більше 350оС, труб поверхонь нагріву котлів з робочим тиском до 50 кгс / см2 , газопроводів і трубопроводів, крім трубопроводів регулювання турбін, мастилопроводів і мазутопроводов.
Електроди c кислим покриттям
Основу цього виду покриття електродів складають оксиди заліза, марганцю і кремнію. Метал шва, виконаний електродами з кислим покриттям, має підвищену схильність до утворення гарячих тріщин.
До цієї групи також належать електроди з ільменітовим покриттям, що займають проміжне положення між електродами з кислим покриттям і електродів рутилу. До складу покриття цих електродів в якості основного компонента входить Ільменітовий концентрат (природне з'єднання діоксидів титана і заліза - FeTiO2) МР-3М ТУ 1272-303-00187211-2002.
Електроди c основним покриттям
Основу цього виду покриття складають карбонати і фтористі з'єднання. Метал, наплавлений електродами з основним покриттям, за хімічним складом відповідає спокійної сталі. Завдяки низькому вмісту газів, неметалевих включень і шкідливих домішок метал шва, відрізняється високими показниками пластичності і ударної в'язкості при нормальній і зниженій температурах, а також володіє підвищеною стійкістю проти утворення гарячих тріщин. За механічними властивостями металу шва і зварних з'єднань з основним покриттям відносяться до електродів типу Е42А, Е46А, Е50А, Е55 і Е60.
Разом з тим за технологічними характеристиками електроди з основним покриттям поступаються іншим видам електродів. Вони дуже чутливі до утворення пір при наявності окалини, іржі і масла на крайках деталей, що зварюються, а також при зволоженні покриття і подовженні дуги. Сварка, як правило, проводиться постійним струмом зворотної полярності. Перед зварюванням електроди в обов'язковому порядку необхідно прожарювати при високих температурах (250-4200С).
Електроди УОНИ - 13/45 ГОСТ 9466-75 (Е-42А), ТУ 1272-175-00187211-97
Електроди УОНИ - 13/55 ГОСТ 9466-75 (Е-50А), ТУ 1272-174-00187211-97 електроди працюють на постійному струмі зворотної полярності / = (+) /. Для всіх положень зварювання, крім вертикального зверху вниз.
Електроди УОНИ використовуються при зварюванні особливо відповідальних конструкцій з вуглецевих і низьколегованих сталей, коли до металу зварних швів пред'являються підвищені вимоги по пластичності і ударної в'язкості. Рекомендується: для зварювання конструкцій, що працюють в умовах знижених температур, для конструкцій, що піддаються динамічним навантаженням, посудин, що працюють під тиском, суднобудівних металоконструкцій. Також для зварювання металу великої товщини і заварки дефектів литва. Зварювання, даними електродами слід виробляти короткою дугою методом обпирання. Зварювані кромки повинні бути очищені від окалини, іржі і слідів масла.
Електроди c целюлозним покриттям
Покриття цього виду містить велику кількість (до 50%) органічних складових, як правило целюлози. Метал, наплавлений такими електродами за хімічним складом відповідає напівспокійну і спокійної сталі. У той же час він містить підвищену кількість водню. За механічними властивостями шва і зварних з'єднань дані електроди відповідають типам Е42, Е46, Е50. Для целюлозних електродів характерна можливість зварювання вертикальних швів, способом зверху вниз.
ОЗС- 12 ГОСТ 9466-75, ГОСТ 9467-75 (Е-46) електроди працюють на змінному або постійному струмі прямої полярності / ~; = (-) /. Для всіх положень зварювання.
Електроди ОЗС-12 використовуються при зварюванні конструкцій з вуглецевих і низьколегованих сталей.
| вид покриття | опис застосування | позначення |
| кислі | Зварювання в усіх просторових положеннях, окрім вертикального зверху-вниз, постійним і змінним струмом. Не рекомендується для сталей з підвищеним вмістом сірки і вуглецю. Недолік: можливі тріщини в швах, сильне розбризкування. | А |
| рутилові | Зварювання в усіх просторових положеннях, крім вер-тікального зверху-вниз, постійним і змінним струмом. | Р |
| Основні | Сварка на постійному струмі зворотної полярності у всіх просторових положеннях, окрім вертикального зверху-вниз, металу великої товщини. | Б |
| целюлозні | Зварювання в усіх просторових положеннях постійним і змінним струмом. Доцільні на монтажі. Не допускають перегріву. Великі втрати на розбризкування. | Ц |
| змішаного типу | Зварювання конструкцій і трубопроводів у всіх положеннях шва, крім стельового, при низькій витраті на 1 кг на-плавленого металу. | арж |
За товщиною покриття залежно від співвідношення діаметрів D / d (де: D - діаметр покриття, d - діаметр електродного стрижня) електроди підрозділяються:
| Рекомендована полярність постійного струму. | напруга холостого ходу ніточніка змінного струму, В | позначення | |
| Номінальна. | Перед. про ТКЛ. | ||
| Зворотній | 0 | ||
| Будь-яка | 1 | ||
| пряма | 50 | +5 | 2 |
| Зворотній | 3 | ||
| Будь-яка | 4 | ||
| пряма | 70 | +10 | 5 |
| Зворотній | 6 | ||
| Будь-яка | 7 | ||
| пряма | 8 | ||
| Зворотній | 9 | ||
| Тип | призначення | позначення |
| 9 типів: Е38, Е42, Е42А, Е46, Е46А, Е50, Е50А, Е55, Е60 | Сварка вуглецевих і нізколегіро-ванних сталей конструкційних з тимчасовим опором розриву до 600 Мпа. | У |
| 5 типів: Е70, Е85, Е100, Е125, Е150 | Сварка легованих конструкційних сталей з тимчасовим опором розриву понад 600 МПа. | Л |
| 9 типів: Е09М, Е09МХ і ін. | Сварка легованих теплостійких сталей. | Т |
| 49 типів: 12х13, Е06Х13М, Е10Х17Т і ін. | Сварка високолегованих сталей з особливими властивостями. | В |
| 44 типу: Е10Г2, Е11ГЗ, Е16Г2ХМі ін. | Наплавлення поверхневих шарів з особливими властивостями. | Н |
Класифікація електродів за умовами роботи наплавленого металу
До групи для наплавлення входять електроди, призначені для ручного дугового наплавлення поверхневих шарів з особливими властивостями (крім електродів для наплавлення шарів з кольорових металів).
Виготовляють і поставляють відповідно до вимог ГОСТ 9466-75 і ГОСТ 10051-75.
Для наплавних робіт в деяких випадках також використовують зварювальні електроди, наприклад, призначені для зварювання високолегованих корозійно - стійких, жаростійких і жароміцних сталей.
Згідно ГОСТ 10051-75 електроди для наплавки поверхневих шарів за хімічним складом твердості при нормальній температурі класифіковані на 44 типу (наприклад, електроди типу Е-16Г2ХМ, Е-110Х14В13Ф2, Е-13Х16Н8М5С5Г46).
Залежно від прийнятої системи легування і умов роботи для наплавлення можуть бути умовно розділені на наступні 6 груп:
1-я група.
Електроди забезпечують отримання низкоуглеродистого низьколегованого наплавленого металу з високою стійкістю в умовах тертя і ударних навантажень (за призначенням до цієї групи належать деякі марки електродів 3-ої групи).
2-я група.
Електроди забезпечують отримання середньовуглецевого низьколегованого наплавленого металу з високою стійкістю в умовах тертя і ударних навантажень при нормальній і підвищеній температурах (до 600-6500С).
3-тя група.
Електроди забезпечують отримання вуглецевого, легованого (або високолегованого) наплавленого металу з високою стійкістю в умовах абразивного зношування і ударних навантажень.
4-я група.
Електроди забезпечують отримання вуглецевого високолегованого наплавленого металу з високою стійкістю в умовах високого тиску і високих температур (до 650-8500С).
5-я група.
Електроди забезпечують отримання високолегованого аустенітного наплавленого металу з високою стійкістю в умовах корозійно-ерозійного зношування і тертя при підвищених температурах (До 570-6000С).
6-я група.
Електроди забезпечують отримання дісперсноупрочняемого високолегованого наплавленого металу з високою стійкістю в важких температурно-деформаційних умовах (до 950-11000С).
Необхідно відзначити, що виробництво наплавочних робіт вимагає застосування спеціальної технології, яка - в залежності від хімічного складу може включати обов'язкове виконання таких операцій, як попередній і супутній підігрів, термічну обробку для отримання заданих експлуатаційних властивостей наплавлюваного поверхні.
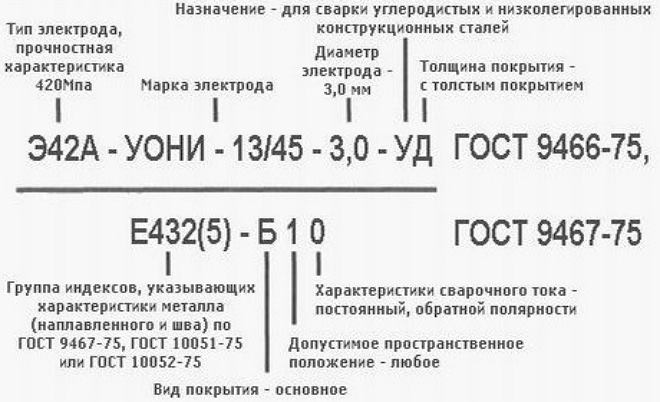
Приклад умовного позначення зварювальних електродів:
Е46-АНО-21-3,0-УД ГОСТ 9467-60де:
Е46 - тип електрода (Е - електрод для дугового зварювання); 46 - мінімальний гарантований межа міцності металу шва в кгс / мм 2;
АНО-21 - марка електрода;
3,0 - діаметр електродного стрижня в мм;
У - призначення електрода для зварювання вуглецевих і низьковуглецевих сталей;
Д - зварювальний електрод з товстим покриттям;
ГОСТ 9467-60 - номер ГОСТу, за яким стандартизований зварювальний електрод.
упаковка електродів
Кожна порція електродів укладається в папір водонепроникну двошарову з подальшим укладанням в ящикові металеві піддони або великогабаритні дерев'яні ящики масою не більше 1100кг., Або в коробку з коробкового картону, з подальшим обгортанням кожної коробки з електродами в поліетиленову термоусадочну плівку, потім в залежності від вимог споживача , коробки укладаються в ящики з гофрованого картону, які пакетуються на дерев'яних піддонах розміром 800х1200мм. за допомогою металевої стрічки або ящикові металеві піддони, або великогабаритні дерев'яні ящики масою не більше 1100кг.
Здійснюємо продаж електродів і виробляємо відвантаження будь-яким видом транспорту від 100 кг всі регіони Росії.
існує безліч зварювальних технологій, Кожна з яких відповідає певній групі сталей і сплавів. Для застосування кожної технології та використовують певне обладнання: зварювальні апарати, витратні матеріали. Дуже важливо для здійснення якісних зварювальних робіт правильно підібрати не тільки режим, але і самі електроди.
Так, наприклад, зварювання вуглецевих і низьколегованих конструкційних сталей проводять електродами, призначеними для зварювання вуглецевих сталей, що містять до 0,25% вуглецю, і низьколегованих сталей з тимчасовим опором розриву до 590 МПа.
Характеристика будь-яких електродів здійснюється за сукупністю необхідних механічних властивостей металу зварного шва (Місця з'єднання деталей після зварювання): тимчасовий опір розриву, відносне подовження, ударна в'язкість, кут вигину. Ці показники і лежать в основі классісіфікаціі електродів по ГОСТ 9467-75. За допомогою електродів з маркуванням Е38, Е42, Е46 і Е50 проводять зварювання сталей з тимчасовим опором до 490 МПа; Е42А, Е46А і Е50А застосовують для зварювання тих же сталей, коли до металу шва пред'являються підвищені вимоги по відносному подовженню і ударної в'язкості; Е55 і Е60 - зварювальні електроди для сталей з тимчасовим опором розриву понад 490 МПа і до 590 МПа. При цьому дві стоять за буквою "Е" (електрод) цифри відповідають мінімальному тимчасовому опору розриву металу шва або зварного з'єднання в кгс / мм 2. Цей же стандарт регламентує вміст сірки і фосфору в наплавленого металу.
В електродах для зварювальних робіт по вуглецевим і низьколегованих сталей важливі показники по можливості зварювання у всіх просторових положеннях, роду зварювального струму, Продуктивності процесу, схильності до утворення пір, а іноді - вмісту водню в наплавленого металу і схильність зварних з'єднань до утворення тріщин.
Всі ці властивості в значній мірі визначаються видом покриття електрода, яке буває кислим, рутиловим, основним, целюлозним, змішаним.
Основу електродів з кислим покриттям складають оксиди заліза, марганцю і кремнію. Шов, традиційно виконується електродами Е38 і Е42, відрізняється підвищеною схильністю до утворення гарячих тріщин. При цьому такі електроди не сприяють утворенню пір при зварюванні металу, покритого окалиною або іржею і при подовженні дуги. Для зварювання підійде постійний і змінний струм.
В основі електродів з покриттям рутилу покриттям - рутиловий концентрат (природний діоксид титану). Тут метал шва відповідає спокійній або напівспокійну стали. Стійкість проти утворення тріщин в металі шва вище, ніж у електродів з кислим покриттям. За механічними властивостями ці електроди маркуються Е42і Е46.
Рутилові електроди здатні забезпечити стабільне і потужне горіння зварювальної дуги при роботі на змінному струмі, вони гарантують значне зниження втрат металу на розбризкування, відмінне формування шва. Шлакова кірка без праці отлеляется від зварених поверхонь при використанні рутилу. Вони мало чутливі до утворення пір при зміні довжини дуги, при зварці вологого і іржавого металу і по окисленої поверхні.
До цієї групи відносять і електроди з ільменітовим покриттям. Основний компонент - концентрат ільменіту (з'єднання діоксидів титана і заліза, видобувається в природні родовищах).
Основою електродів з основним покриттям (Е42А, Е46А, Е50А, Е55 і Е60 є карбонати і фтористі з'єднання. Метал шва, виконаний цими електродами, має високі показники пластичності і ударної в'язкості при нормальній і зниженій температурах. Він володіє підвищеною стійкістю проти утворення гарячих тріщин.
Електроди з основним покриттям дуже чутливі до утворення пір при наявності окалини, іржі і масла на крайках деталей, що зварюються при зволоженні покриття і подовженні дуги. Зварювання виробляють на постійному струмі зворотної полярності. Технологія зварювання вимагає обов'язкового прожарювання електродів при температурі 250-420 о С перед початком зварювальних робіт.
У електродах з целюлозним покриттям міститься велика кількість (до 50%) органічних складових (целюлози). Наплавлений метал за хімічним складом буде відповідати напівспокійну або спокійній стали і містити підвищену кількість водню. При використанні електродів Е42, Е46 і Е50 можливе утворення рівномірного зворотного валика шва при односторонньому зварюванні у висячому положенні, зате зварювання вертикальних швів способом зверху вниз.
Всі перераховані електроди повинні відповідати вимогам ГОСТ 9466-75 і ГОСТ 9467-75 і вимогам технічних умов на електроди.
Електроди для зварювання вуглецевих і низьколегованих конструкційних сталей
| Марка електрода | Тип по ГОСТ 9467-75 | Діаметр, мм | положення зварювання | Рід зварювального струму |
| 1 | 2 | 3 | 4 | 5 |
|
змінний, постійний |
||||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
змінний, постійний |
||||
|
змінний, постійний |
||||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Все, крім вертикального зверху вниз |
постійний |
||
|
змінний, постійний |
||||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
змінний, постійний |
|||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
УОНИ-13 / 55К |
Все, крім вертикального зверху вниз |
постійний |
||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Все, крім вертикального зверху вниз |
постійний |
||
|
УОНИ-13 / 55т |
Все, крім вертикального зверху вниз |
змінний, постійний |
||
|
УОНИ-13 / 55Г |
Все, крім вертикального зверху вниз |
постійний |
||
|
змінний, постійний |
||||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
|||
|
2,0; 2,5; 3,0; 4,0; 5,0 |
Все, крім вертикального зверху вниз |
постійний |
||
|
ВІ-10-6 / Св-08А |
2,0; 2,5; 3,0; 4,0; 5,0 |
Все, крім вертикального зверху вниз |
постійний |
Електроди спеціалізованого напрямку для зварювання вуглецевих і низьколегованих конструкційних сталей
| Марка електрода | Тип по ГОСТ 9467-75 | Діаметр, мм | положення зварювання | Рід зварювального струму | Галузь застосування |
| 1 | 2 | 3 | 4 | 5 | 6 |
|
змінний |
Сварка похилим електродом |
||||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
Сварка ванн гарячого цинкування |
|||
|
Все, крім вертикального зверху вниз |
змінний, постійний |
Сварка оцинкованих сталей |
|||
|
Все, крім вертикального зверху вниз |
постійний |
Сварка атмосферо-корозійно-стійких сталей типу 10ХНДП |
|||
|
2,5; 3,0; 4,0; 5,0 |
Все, крім вертикального зверху вниз |
постійний |
Сварка сталей із забезпеченням хладостойкости металу шва до температури мінус 40 0 С |
||
|
ОЗС / ВНІІСТ-27 |
Все, крім вертикального зверху вниз |
постійний |
|||
|
Все, крім вертикального зверху вниз |
постійний |
Сварка сталей із забезпеченням хладостойкости металу шва до температури мінус 60 0 С |
|||
|
Все, крім вертикального зверху вниз |
постійний |
Сварка сталей із забезпеченням хладостойкости металу шва до температури мінус 70 0 С |
|||
|
УОНИ-13 / 55У |
Все, крім вертикального зверху вниз |
змінний, постійний |
Сварка стрижнів арматури залізобетонних конструкцій і рейок |
||
|
постійний |
Зварювання стиків трубопроводів |
||||
|
Все, крім вертикального зверху вниз |
постійний |
Зварювання стиків трубопроводів |
|||
|
Все, крім вертикального зверху вниз |
постійний |
Зварювання стиків трубопроводів |
Створення металоконструкцій є однією з головних галузей, в яких застосовуються електроди. Це основний витратний матеріал для з'єднання окремих їх частин. Електроди Е-42 застосовуються як раз переважно для таких цілей. Вони добре підходять для створення дрібних конструкцій, яким не потрібно витримувати велику вагу. На ринку дана марка дуже поширена, тому що вона розрахована на зварювання виробів з низьким вмістом вуглецю, які переважають в технічній сфері. При використанні даної марки для зварювання високовуглецевих сталей можна відзначити помітну втрату якості, так як в результаті почнуть з'являтися тріщини, раковини та інші дефекти, які можуть зробити виріб непридатним для експлуатації. Але якщо використовувати всі за призначенням, то відсоток освіти кристалізаційних тріщин, а також пір, буде мінімальним. Тут використовується звичайне покриття, так що великого рівня захисту для дуги не варто чекати.

зварювальні електроди марки Е-42
Електроди типу Е-42 рекомендуються для використання в монтажних умовах, так як у них немає великої чутливості до чистоти поверхні, як це потрібно при зварюванні алюмінію та інших складно зварюються. При необхідності, з його допомогою можна варити як товсті, так і тонкі листи металу. Дана марка добре справляється з високою глибиною проварки і може забезпечити якісне з'єднання навіть в корені шва. Природно, що при роботі з деталями товщі 4 мм слід попередньо обробити кромки і провести інші підготовчі процедури.

Електроди для зварювання Е-42
Для роботи підходить будь-яка полярність зварювального трансформатора. Дуга однаково добре запалюється, як в перший раз, так і в наступні, після перерви ведення дуги. Особливо це стосується підготовлених електродів, які були просушені і прожарити. Під час зварювання утворюється щільний шар шва, що складається з дрібних і рівних лусочок. Метал електрода веде себе досить в'язко і не розтікається, що сприяє створенню надійних герметичних швів. При правильному виборі режиму буде відсутній температурна деформація.

Тим не менше, до переваг даних виробів можна віднести їх поширеність і доступність на ринку, так як вартість виявляється не такою високою, як у інших марок. Шлак утворюється рівним шаром і немає проблем з його ліквідацією, навіть при невеликій товщині металу, де оббивка могла б зашкодити сам шов. До недоліків відноситься вузький діапазон застосування, слабку ударну в'язкість і відсутність високої пластичності, що вельми погано для тонких металів. Тут необхідно використовувати додатковий флюс, щоб компенсувати ненадійність захисту обмазки і збільшити параметри зварювання. Таким чином, при будь-яких відхиленнях від норми можна отримати дуже неякісний шов.
Галузь застосування
Електроди Е-42 дуже часто можна зустріти в приватній сфері, а також в промисловості для робіт невеликої відповідальності. В основному, з їх допомогою створюють сталеві металоконструкції. Також можуть використовуватися в ремонтних майстернях для відновлення деталей, так як багато речей робляться з низьковуглецевих металів. Ними можна заварювати тонкі труби газопроводу і водопроводу, їли ті експлуатуються під відносно низьким тиском
Технічні характеристики
Технічні характеристики електродів Е-42 залежать від складу матеріалу. Хімічні елементи тут вказані в процентному співвідношенні.
У даній марці, електроди діаметром 4 мм Е-42 будуть мати з іншими різновидами не тільки ідентичний хімічний склад, але і однакові механічні властивості. Це допомагає легко підібрати матеріал, в залежності від того, з чим саме доведеться зіткнутися готовому матеріалу шва
Розміри і асортимент
Тонкі моделі застосовуються для зварювання тонких листів із сталі. Більш товсті, такі як електроди діаметром 6 мм Е-42 використовуються для найсерйозніших випадків, коли не обійтися без оброблення крайок і потрібно досягти максимальної глибини проваркі.Размери і асортимент
особливості наплавлення
Наплавлення кожного з проводиться в своєму режимі, який оптимально підходить для такої товщини. Тут враховується не тільки час расправления, але і те, в якому становищі проводиться робота, так як в складних ситуаціях розплавлений метал буде просто стікати вниз, так і не затримуючись. Щоб цього не було, силу струму потрібно зменшувати
Позначення і розшифровка
У маркуванні даного типу показана характеристика міцності, що для основної сфери застосування є одним з головних факторів. На даному прикладі видно, що:
- Е - електрод для зварки;
- 42 - 420 МПа характеристика міцності характеристика.
Виробники
- Вистек;
- Патон;
- Плазматек;
- MaxWeld;
- Френзена-Електрод;
- Граніт.
Зварювальні електроди Е42 для ручного дугового зварювання призначені. Е42 відносяться до часто використовуваних електродів, поширеним в промисловості, також їх часто використовують для домашніх робіт.
До цього типу належать марки: «Вогник», АНО-6, АНО-6М, АНО-17, ВСЦ-4, ВСЦ-4М, ОЗС-23, ОМА-2. (Див. Також сусідній з характеристиками тип).
Технічні характеристики
Метал шва або наплавлення:
- Відносне подовження 18%
- Ударна в'язкість 8 кгс * м / см.кв
З'єднання електродами тонше 3 мм:
- Тимчасовий опір розриву 42 кгс / мм.кв
- Кут загину 150 градусів
- Вміст сірки 0.040%
- Зміст фосфору 0.045%
- Коефіцієнт наплавлення 10 г / Ач
- Довжина 45 см
- Витрата на 1 кг шва 1.6 кг електродів
Аналоги, ніж замінити
Е42 взаємозамінні з великим числом аналогів. Їх можна замінювати на електроди типу (, при зварюванні не утворюються пори, якщо метал має сліди окалини. Потрібно мати на увазі, що такі шви мають схильність до гарячих тріщин).
Заміна типу Е42 російських марок на аналоги ESAB (Швеція)
Головним критерієм для заменяемости електродів буде матеріал зварювального дроту, з якої виготовлені вироби. Цей матеріал повинен мати склад, що наближається до складу того сплаву, який утворюється при зварюванні сплаву або пари сплавів. Від хімічного складу утворюються при зварюванні сплавів шва залежать його механічні та корозійні властивості. Для Е42 застосовується зварювальний дріт марок Св-08, Св-08А по ГОСТ 2246-70. З покриттів найчастіше присутня (мінерал з високим вмістом двоокису титану).
До відома! Електроди Е42 широко поширені, виготовлювачів багато, ціна на цей матеріал відносно невелика. Тому, пошук аналогів для даного матеріалу є досить рідкісним справою.
сертифікація якості
У Росії в даний час не вимагається обов'язкової сертифікації на зварювальні електроди загального призначення. Однак споживач може зажадати у виготівника такий документ.
Сертифікати Морського і Річкового Регістрів потрібні для зварювальних матеріалів, які застосовують у відповідних умовах. Сертифікат Ростехнагляду потрібно для матеріалів застосовуваних на небезпечних виробництвах.
Більшість підприємств добровільно сертифікують свою продукцію, Щоб розширити ринок збуту. Велика частина виробів типу Е42 випускається з сертифікатами.
Наявність сертифікатів дозволяє контролювати виробників і постачальників на предмет якості. зварні з'єднання, Як правило, несуть велику механічну навантаження і тому всі роботи, пов'язані зі зварюванням, в кінцевому рахунку обходяться недешево. Тому всі споживачі повинні бути зацікавлені у високій якості зварювальних електродів.
Популярні виробники
Де купити електроди
Вибирайте виробників і продавців зварювальних електродів, перейшовши за посиланням нижче на сторінку нашого каталогу фірм.Електроди Е42 призначені для отримання сполук методом ручного дугового зварювання. Така технологія і сьогодні залишається найбільш поширеною в особливості для використання домашніми майстрами. Обумовлено це тим, що придбання обладнання для напівавтоматичного зварювання тягне за собою значні фінансові витрати, а який в них сенс, якщо використовуватися воно буде лише зрідка.
Як відомо, ручна дугове зварювання виконується за допомогою електродів, що представляють собою металеві стрижні, на які нанесено спеціальне покриття. Характеристики подібних виробів і сфери їх застосування залежать як від складу металу їх стрижня, так і від типу покриття.
Характеристики електродів даної марки
Електроди марки Е42 за своїми характеристиками відповідають вимогам двох державних стандартів (9466 і 9467), які були затверджені в 1975 році. Е42 дозволяють з'єднувати з їх допомогою деталі з вуглецевих і низьколегованих сталей, отримувати зварні шви, що відрізняються високою ударною в'язкістю і пластичністю.
Подібні вироби переважно використовують, коли метал формованого шва повинен мати показник опору розриву (тимчасового), що не перевищує 50 кг / мм2. Якщо ж метал зварного шва повинен володіти великим значенням даного параметра, то вибирають електроди іншого типу, наприклад, для робіт по дому, часто використовуються вироби марки АНО 6 (робочий діаметр становить від 3 до 6 мм), на які нанесено рутилове покриття.
особливості електродів
Електроди марки Е42 відрізняються наступними особливостями їх використання.
- Зварений шов, який отримують з їх використанням, має досить високу міцність і пластичністю, що робить його стійким навіть до значних навантажень на злам.
- Шлакова кірка, що формується після кристалізації зварного шва, легко видаляється.
- Одержуваний зварений шов характеризується однорідністю, в ньому немає пор і порожнеч, якщо технологія виконання зварювальних робіт строго дотримується.
- Електродами Е42 досить якісні з'єднання може виконувати навіть той, хто не має великого досвіду.
- При використанні таких виробів дуга запалюється дуже легко.
- Дуга, запалювали за допомогою електродів типу Е42 різного діаметру, характеризується високою стійкістю.
- Економічна витрата матеріалу електрода.
- Покриття, які нанесені на вироби даного типу, відрізняються великою різноманітністю.
- Працювати подібними виробами можна навіть в тому випадку, якщо поверхня деталей волога і покрита шаром іржі.
- Незалежно від конкретної марки використовуваних електродів, вони розрізняються оптимальним співвідношенням ціна-якість.
- При використанні даних виробів коефіцієнт наплавлення становить 10г / Ач.
- Електроди марки Е42, діаметр яких може складати 4-6 мм, випускаються довжиною до 45 см.
- Щоб сформувати 1 кг зварного шва, електродів Е42 потрібно 1,6 кг.
- Використовуючи вироби марки Е42 різних діаметрів (в діапазоні від 4 до 6 мм), можна не переживати за коливання довжини дуги, вони часто можуть відбуватися через стрибки напруги в електромережі.





