Які електроди застосовуються в аргоновому середовищі. Маркування вольфрамових електродів
Електроди вольфрамові представляють собою не плавляться стрижні для виконання аргонодугового зварювання. Вони використовуються також в деяких операціях наплавлення, плазмового різання металів, напилення.
1 Опис марок вольфрамових стрижнів по ГОСТ 23949-80
Описувані зварювальні вироби виготовляються з вольфраму в чистому вигляді, А також з вольфраму і різних добавок, які здатні активувати процес зварювання. Державний стандарт 23949 говорить про наступних марках вольфрамових електродів для аргонодугового зварювання:
- ЕОТ-15;
- Еві (1, 2 і 3).
Масова частка чистого вольфраму в зазначених електродах становить від 99,91 до 99,95%. Різних домішок (зокрема, молібдену, кремнію, заліза, алюмінію, кальцію і нікелю) в них не може бути більше 0,05-0,11%. У марках Еві-2 і Еві-3 допускається наявність до 0,01% танталу, в ЕОТ-15 - 1,5-2% двоокису торію, в ЕВЛ - 1,1-1,4% окису лантану. У виробах марок Еві, крім того, є від 1,5 до 3,5% окису ітрію.
Електроди вольфрамові всіх видів за рахунок високої (близько 5800 градусів) температури кипіння вольфраму і його підвищеної (майже 3000 градусів) тугоплавкости характеризуються дуже малою витратою під час здійснення зварювання.
На один метр шва витрачаються соті частини грама матеріалу. А добавка цирконію, лантану, церію, торію надає стержнів з вольфраму по-справжньому унікальні експлуатаційні параметри.

Готові електроди на своїй поверхні не повинні містити забруднень і будь-яких включень, окислів, розшарувань, слідів мастильних технологічних матеріалів, тріщин і раковин. У процесі приймання зварювальних стрижнів їх поверхню оглядається візуально. У деяких випадках допускається використання вимірювального пристосувань і спеціальних оптичних засобів.
2 Міжнародна кольорове маркування вольфрамових зварювальних стрижнів
Вибір конкретної марки електрода з вольфраму досить простий, вони все позначаються тим чи іншим кольором. Так, наприклад, один з кінців виробів з чистого вольфраму позначається зеленим кольором і маркується в міжнародній практиці літерами "WP". Такі електроди за світовими стандартами містять від 99,5% вольфраму. Вони гарантують ідеальну стійкість електродуги при виконанні зварювальної операції на змінному струмі.
"Зелені" стрижні - це, перш за все, вольфрамові електроди для зварювання алюмінію, сплавів на базі магнію і чистого магнію. Фахівці рекомендують використовувати їх в тих випадках, коли ведеться зварювання в атмосфері гелію або аргону на синусоидальном змінному струмі. Особливість таких стрижнів полягає в тому, що їх робочий кінець виготовляється у формі кульки. Подібна необхідність виникає через те, що теплове навантаження на виріб має обмежений показник.
Сірим кольором виконується "WС-20". У їх складі присутні близько двох відсотків активного редкоземельного церію. Зазначена добавка забезпечує:
- підвищення дозволених величин струму для зварювання;
- полегшення розпалювання дуги;
- поліпшення (і вельми істотне) емісії зварювального стрижня.
"Сірі" електроди в професійному середовищі вважаються найбільш універсальними. Вони дозволяють з'єднувати конструкції майже з усіх відомих в наші дні металевих сплавів і марок сталі, причому, як на постійному, так і змінному струмі прямої полярності. Відзначимо, що церій є нерадіоактивним елементом. Крім того, він зараховується до поширених металів рідкоземельної групи.
Важливий момент - "WС-20" навіть при мінімальних величинах струму забезпечує відмінну стійкість зварювальної дуги. Саме з цієї причини рекомендовано його застосування для зварювання тонких сталевих листів, трубопроводів різного призначення, А також трубних виробів будь-яких діаметрів. А ось високі показники струму при роботі з "WС-20" краще не вибирати, так як на розпеченому торці стрижня може утворитися високий вміст оксиду церію.
Низьколеговані і, вироби з міді і титану, а також зазвичай зварюються на постійному струмі за допомогою "червоних" стрижнів (маркування - "WT-20"). Дані електроди легується діоксидом торію (до двох відсотків) і використовуються найчастіше.

Варто відзначити, що торій є радіоактивним металом. Якщо електроди "WT-20" використовуються не систематично, а обсяги виконуваних робіт незначні, ніяких загроз здоров'ю зварника не існує.Якщо ж передбачається їх постійне застосування, дуже важливо подбати про ефективну вентиляції зварювальної зони і про забезпечення зварника захисної амуніцією (спеціальна маска, окуляри і так далі).
Стрижні з червоною маркуванням при підвищених показниках зварювального струму практично не змінюють своєї конфігурації. Залежно від того, яке завдання ставиться перед фахівцем, який виконує зварювання, можна змінювати кут заточки "WT-20". В цілому вибір "червоного" електрода повністю обгрунтований при виконанні зварювальної операції на постійному струмі. У подібних випадках він в рази ефективніший, ніж стрижень з чистого вольфраму.
При зварюванні магнію і деталей з алюмінію на змінному струмі зазвичай використовують "білі" електроди "WZ-8" з оксидом цирконію не більше 0,8 відсотків. Такі стрижні мають унікальну за своєю стабільності дугу, вони абсолютно не забруднюють зварювальну ванну. Їх робочий кінець виконаний в сферичній формі. Дозволена навантаження струму на "WZ-8" трохи більше, ніж на торієві, лантановую і церієву вироби для зварювання.

Дуже відповідальні конструкції з титану, мідних сплавів, Антикорозійних і низьковуглецевих сплавів найчастіше зварюються стрижнями "WY-20", які маркуються темно-синім кольором і містять в якості легуючого з'єднання діоксид ітрію (близько двох відсотків). Ці електроди характеризуються високою стійкістю катодного плями, за рахунок чого дуга стає стабільною при самих різних величинах зварювального струму. На сьогоднішній день "WY-20" визнається найстійкішим виробом з ряду електродів не плавиться типу.
Також існують зварювальні стрижні "WL-20" і "WL-15". Перші містять оксид лантану в кількості близько двох відсотків (маркуються синім кольором), другі містять не більше півтора відсотків зазначеного оксиду і позначаються золотистим кольором. Їх називають лантановую електродами.
Дані вироби гарантують низький рівень забруднення зварного з'єднання і вважаються вельми довговічними. А первісна заточка вольфрамових електродів з оксидом лантану зберігається тривалий час, тому "WL" часто застосовуються для зварювання "нержавійки" і звичайних сталей на прямому по полярності постійному струмі.

Лантановую стрижні мають високий несе потенціал (він майже в два рази більше, ніж потенціал стандартного вироби, виготовленого з чистого вольфраму), малу схильність до прожогам, простий розпал дуги. Крім того, "WL-20" і "WL-15" гарантують мінімальний знос робочого торця зварювального стрижня.
Як бачимо, різновидів електродів, зроблених з вольфраму і спеціальних добавок, чимало. А це означає, що користувач може зробити грамотний вибір того стержня, який ідеально підійде для з'єднання деталей і конструкцій з різних марок і видів сталей.
3 Особливості заточування вольфрамових стрижнів
Для обробки описуваних в статті виробів для зварювання зазвичай використовується спеціальна машинка для заточування вольфрамових електродів. Такий пристрій має дрібнозернистими дисками високої твердості. Зерно обов'язково повинно мати невеликий розмір, так як, в іншому випадку, на торці стрижня при його заточуванні будуть формуватися борозенки і невеликі задирки. Щоб уникнути забруднення диска заборонено використовувати машинку для обробки будь-яких інших матеріалів.
Машинка для заточування вольфрамових електродів застосовується в міру необхідності. Кут заточування і величина притуплення зварювального стрижня мають величезне значення для нормального його застосування, так як вони безпосередньо впливає на проплавляющей можливості електродуги. При зниженні величини притуплення спостерігається підвищення глибини проплавлення, а також збільшення щільності струму, тиску дуги і концентрації теплового потоку.
Геометричні параметри і форма стовпа дуги змінюється при виборі того чи іншого кута заточки. Стовп електродуги буде характеризуватися конічною формою при кутах від 15 до 75 градусів. А в тих випадках, коли заточка проводиться під великим кутом, стовп буде модифікувати свою форму в циліндричну. При використанні змінного струму заточку найчастіше виконують з округлим торцем. в обробка рекомендована для випадків, коли процес здійснюється на постійному струмі.

Довжина заточки, як правило, становить 0,5-2 перетину зварювального стрижня, вона робить істотний вплив на ширину і глибину шва. З підвищенням довжини заточування спостерігається зменшення ширини проплавляющей ділянки. Якщо ж вибирається невелика довжина, глибинапроплавлення істотно зменшується. Про ці особливості завжди потрібно пам'ятати, коли використовується машинка для заточування вольфрамових електродів.
Також хочеться додати, що стабільне горіння електродуги після заточування вольфрамових стрижнів залежить від:
- притуплення на кінчику електрода;
- рисок, які з'являються на виробі в процесі заточки.
Величина притуплення підбирається таким чином, щоб вона відповідала показнику струму і перетину зварювального стрижня. А ризики, розміри яких повинні бути мінімальними, розміщують уздовж осі виробу. Після виконання заточування рекомендується проводити полірування стрижня.

- "G-Tech" від відомого виробника ESAB: Машинки різних моделей з алмазними дисками і системою уловлювання пилу в автоматичному режимі, а також місткими поворотними ємностями. Додамо, що пристроїв "G-Tech" не потрібна окрема система витяжки;
- "ESG Plus" від компанії Orbitalum: Обробка електродів шести популярних перетинів, можливість виконання чотирьох різних кутів і торцювання вістря зварювальних стрижнів;
- "EWM TGM 40230": компактний ручний верстат, що забезпечує гідне якість заточки під кутом від 0 до 90 градусів.
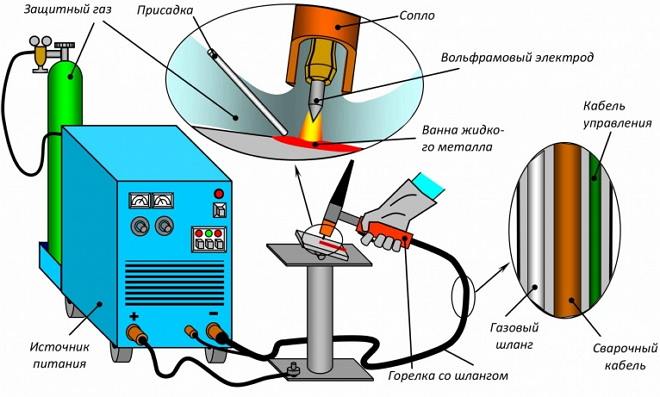
Вольфрамові електроди використовуються при аргонодугового зварюванні методом TIG. Ці електроди тугоплавкі: їх температура плавлення вище в порівнянні з процесами проведення зварювальних заходів. Важливо, що і їх витрата набагато менше: лише кілька десятків міліграмів електрода витрачається на один метр готового шва.
Вольфрамовий електрод являє собою стрижень з вольфраму. Деякі моделі мають ЛІГІР добавки рідкісних металів в складі, що дає можливість суттєво збільшити їх термін роботи.
Маркування вольфрамових електродів проводиться за типом добавок, що входять до їх складу:
- WL15. Складова таких електродів - оксид лантану. Електроди мають золотистої поверхнею. Забезпечують миттєве отримання дуги (початкова і повторне), мають високу стійкість до пропалювання і забезпечують стабільне горіння. Є можливість зварювання будь-яких типів металів при постійному і змінному струмі.
- WY20. Ітрировані елементи для сварок методом TIG, що володіють підвищеною стійкістю до плавлення і мають темно-синій колір. Застосовуються для отримання найважливіших з'єднань при роботі з нержавіючої сталлю, вуглецевими та низьколегованими матеріалами, а також міді і титану. Сварка проводиться на постійному зварювальному струмі.
- WC20. Електроди з присутністю оксиду церію в складі. Мають підвищену емісією. Забезпечують швидке поява дуги і захищають від перевищення допустимої величини зварювального струму. Пофарбовані в сірий колір. Використовуються для роботи з будь-якими видами стали, підходять для зварювання на змінному і постійному струмі.
- WZ8. До складу таких електродів входить оксид цирконію. Цирконій сприяє стійкості горіння і значного збільшення струму в ході проведених робіт. Поверхня електрода білого кольору. Застосовують WZ8 в зварювальних роботах по алюмінію і магнію. Роботи проводяться на змінному струмі, в процесі виключені попадання небажаних частинок в зварювальну ванну.
- WT20. Електроди з присутністю оксиду торію в складі. Торій значно підвищує експлуатаційні характеристики і збільшує термін роботи. Електроди пофарбовані червоним кольором. З їх допомогою можна зварювати вироби великої товщини з міді, титану, нержавіючої, вуглецевої і низьколегованої сталі. Застосовуються в роботі на постійному струмі.
- WL20. Оксид лантану в їх складі сприяє швидкому розпалювання дуги, знижує ймовірність виникнення пропалювання, підвищує стабільність горіння. Колір електродів - синій. Є універсальними і можуть працювати як на постійному, так і на змінному струмі. Застосовуються для роботи практично з усіма типами сплавів і сталей.
- WP. Відрізняються присутністю вольфраму в своєму складі. Поверхня електрода забарвлюється в зелений. Забезпечують підвищену стабільність зварювальної дуги. Такими електродами зварюють магній і алюміній. Виконання робіт проводиться на змінному струмі.
В процесі вибору вольфрамових електродів звертають увагу на такі основні параметри:
- Фасовка. Електроди поставляються в европодвесом з пластика або в коробках. У наборі, як правило, 10 штук. Такої кількості зазвичай вистачає для проведення великого кількість робіт зі зварювання.
- Розмір. Зазвичай довжина електродів - 175 мм. Відрізняються електроди лише діаметром, який вибирається, виходячи з товщини робочого матеріалу і сили струму, допустимого для конкретних робіт. Діаметр у різних електродів може бути 2-4 мм. Вартість може мати деякий розкид в залежності від товщини стрижня.
Купити вольфрамові електроди в Москві за доступною ціною Ви можете в інтернет-магазині «Вістек». Ми пропонуємо своїм клієнтам широкий вибір зварювальних вольфрамових електродів високої якості за найкращою вартості. Від Вас лише необхідно визначитися з цілями і особливостями планованих робіт. Наші кваліфіковані консультанти допоможуть Вам зробити правильний вибір і оформити замовлення.
Вольфрамовий електрод знайшов застосування в середовищі захисних газів (гелій, аргон). Рідше використовується при плазмової різки і наплавленні.
Вольфрамові електроди для аргонодугового зварювання мають високу тугоплавкостью (3000 градусів). Виготовляються методом порошкової пресування. Крім вольфраму (температура кипіння 5800 градусів) в складі в залежності від марки вироби, присутні оксиди:
- церію;
- торію;
- ітрію;
- лантану;
- цирконію.
Для зручності зварників на плавляться електроди наноситься кольорове маркування.
1) WP (зелений наконечник) - вміст вольфраму 99,5%, для зварювальних робіт з магнієм (сплавами), алюмінієм. Великий вміст вольфраму підвищує стійкість дуги на змінному струмі в середовищі гелію і аргону. Робочу зону електрода роблять у вигляді наросту-кульки.
2) WT-20 (червоний код) - доданий діоксид торію (2%).

З'єднання на постійному струмі: міді, титану і нержавіючих, низьколегованих, вуглецевих сталей. Марка затребувана, але торій - радіоактивний матеріал, при заточуванні торійованого електродів утворюється пил шкодить здоров'ю людини. Робоча зона зварника потребує хорошої вентиляції. WT-20 зберігають форму електрода при будь-якій силі струму, а кут заточування змінюється під зварювальні потреби.
3) WС-20 (сірий наконечник) - доданий діоксид церію (2%).

Марка застосовується для зварювання сталей і сплавів на постійному і змінному струмі. Деоксід церію (нерадіоактивні елемент) покращує запуск дуги і підвищує допустимі значення струму. WС-20 використовується для зварювання тонколистової сталі, трубопроводів і орбітальних труб. Недолік церієвих виробів в концентрації оксиду в робочій зоні електрода.
4) WY-20 (темно-синій наконечник) з добавкою діоксиду ітрію (2%).

Варять на постійному струмі мідь, титан (сплави) і стали - нержавіючі, вуглецеві, низьколеговані. Ітрировані добавка покращує стійкість дуги у всіх струмових режимах.
5) WZ-8 (біла маркування) - оксид цирконію (0.8%).

Для зварювання на змінному струмі алюмінію, магнію і сплавів. Робоча зона електродів з цирконієм у формі сфери, перевершує по струмового навантаження інші вироби.
6) Вольфрамові електроди для аргонодугового зварювання з включеннями окису лантану:
WL-15 (колір золотистий), 1.5% оксиду лантану;
WL-20 (код синій), 2% лантану;
WR-2 (бірюзовий наконечник) - оксид лантану (1.4%).

Вироби з оксидом лантану мають легкий запуск і стійку дугу, пропали металу мінімальні, зменшений знос робочої зони електрода. Застосовуються для всіх видів сталей і сплавів.
Розміри і ціни на електроди:
- довжина - 175 мм;
- діаметр від 1 до 5 мм.
Найпопулярніші діаметри - 1,6-2,5 мм.
Ціна на вольфрамові виробу залежить від виробника, марки і діаметра електрода.
Вартість WL-15 з Китаю (1.0 мм, універсальний) - 40 рублів. Німецьке виріб TBi D (3.0 мм, червоний для нержавіючої сталі) обійдеться в 340 рублів. За китайський WT-20 (5.0 мм, червоний для нержавіючої сталі) доведеться викласти 900 рублів.
Як правильно заточувати вольфрамові вироби
Перед роботою електроди для аргонової зварки заточуються. Для отримання правильної довжини заточки, аргонщики радять просту формулу: діаметр електрода помножити на 2,5.
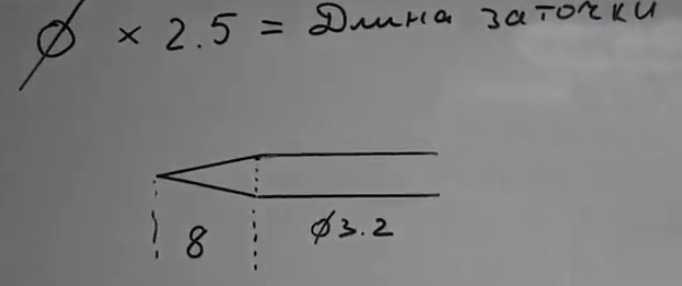
Наприклад, діаметр 3,2 мм множимо на 2,5 і отримуємо довжину заточування 8 мм (рисунок вище).
При на змінному струмі, кулька на вольфрамовому виробі утворюється САМ. Спеціально притупляти електрод, роблячи півсферою - не обов'язково.
Електрод сточується уздовж, як олівець. Якщо заточувати поперек, то ризики від абразиву створять перешкоди для стабільної дуги.
Точити можна наждаком або болгаркою, обертаючи виріб в руках. Для рівномірної заточки, можна стрижень закріпити в патроні шуруповерта або електродрилі, виставивши малі обороти обертання.
За технікою безпеки, одягайте маску для захисту органів дихання від пилу.
Автоматизація процесу заточування
Продаються спеціальні машинки для заточування вольфрамових електродів для аргоновой зварювання. У комплектацію входить - ударостійкий валізу для зберігання приладу, електромашинка, пристосування для фіксації електрода в утримувачі.
Пристрій машинки включає:
- абразивний алмазний диск з одностороннім покриттям;
- регулювання кількості обертів;
- фільтр для дрібнодисперсного вольфрамової пилу;
- регулювання кута заточування від 15 до 180 градусів.
Бажають набувають цей пристрій для домашніх потреб.
P.S. У процесі практики, ви віддасте перевагу улюбленим електродним маркам, які будете використовувати найчастіше.
Як відомо будь-якому фахівцю, для зварювання, виконуваної в середовищі аргону, застосовуються вольфрамові електроди, які відносяться до категорії неплавких. Вони відрізняються великою різноманітністю типів, визначити кожен з яких допомагає маркування, що наноситься на ці вироби в процесі виробництва.
Розбираємося в характеристиках вольфрамових електродів
Вольфрамові електроди - це тугоплавкі стрижні, за допомогою яких формується електрична дуга, необхідна для розплавлення кромок з'єднуються деталей і присадочного матеріалу в процесі зварювання. Використовуються такі електроди переважно для зварювання в захисному середовищі аргону. З їх допомогою виконують зварювання різних конструкцій, включаючи трубчасті. Вольфрам для цього обрано зовсім не випадково, адже саме він є самим тугоплавким металом з усіх наявних в природі.
Вимоги до маркування, що наноситься на стрижні з вольфраму в процесі їх виробництва, обумовлюються в міжнародних стандартах, що дозволяє зарахувати ці вироби до певного типу, в якій би країні світу вони не були зроблені. Згідно з цими вимогами, в маркуванні електрода повинен бути відображений не тільки його тип, а й хімічний склад.
Визначити вольфрамові електроди можна по першій букві «W» (вольфрам), включеної в їх позначення. У складі більшої частини таких прутків присутня невелика кількість легуючих добавок. останні покращують технічні характеристики вироби і збільшують термін його експлуатації. Про вигляді легуючого елемента, який міститься в вольфрамовому електроді, каже друга буква в маркуванні.
В позначенні вольфрамових прутків можна зустріти наступні літери, які вказують на певні легуючі добавки.
З (оксид церію)Вольфрамові електроди, що містять дану добавку легуючих, є універсальними виробами, вони використовуються для зварювання будь-яким типом струму, підтримують стабільне горіння дуги навіть при невеликих його значеннях.
Електроди з вольфраму, що містять оксид церію, використовуються для зварювання, що здійснюється на змінному струмі. Застосовуючи їх, необхідно дуже уважно стежити за тим, щоб зварювальний ванна не піддавалася навіть мінімальним забрудненням. Дуга, створювана за допомогою таких прутків, відрізняється стабільністю і високою потужністю. У порівнянні з виробами інших типів, вольфрамові електроди з оксидом цирконію здатні витримувати значні струмові навантаження.
L (оксид лантану)Вироби, які містять в своєму складі дану добавку легуючих, забезпечують легкий розпал зварювальної дуги і її високу стійкість, а також швидке повторне запалення. При використанні таких прутків зменшується ризик запису деталей, що з'єднуються, значно збільшується робочий струм. Ці електроди відносяться до довговічних, вони менше забруднюють зварювальну ванну, якщо порівнювати їх з виробами з чистого вольфраму.
Електроди з вольфраму, що містять в своєму складі оксид торію, є дуже популярними, оскільки володіють масою достоїнств. Найчастіше такі вироби використовують для з'єднання заготовок з нержавіючої сталі, виробленої на постійному струмі. Тим часом є у цих вольфрамових електродів і ряд недоліків. При їх використанні для зварювання в закритих приміщеннях і при заточуванні слід обладнати робоче місце витяжною вентиляцією, так як торій - це радіоактивний метал, пари та пил якого можуть мати негативний вплив на здоров'я людини. Крім того, при зварюванні такими електродами, що здійснюється на змінному струмі, дуга може скакати по виступаючих поверхонь, що призводить до погіршення якості формованого з'єднання.
Y (ітрій)Вироби даного типу вважаються стійкими з усіх вольфрамових електродів, саме тому їх використовують для зварювання особливо відповідальних конструкцій. Зварювання з їх застосуванням здійснюють на постійному струмі.
P (чистий вольфрам)Дана буква, присутня в маркуванні, вказує на те, що виріб виконано з вольфраму на 99,5%. Вольфрамові електроди, які не містять у своєму складі легуючих добавок, забезпечують стійкість дуги при зварюванні, здійснюваної на змінному струмі. Саме такі прутки використовують при деталей з алюмінію.
Для того щоб фахівець міг отримати більш повну інформацію про вольфрамових електродах, в їх маркуванні присутні і цифрові позначення.
Перші цифри, які стоять після букв, вказують на точний зміст легирующей добавки в процентах. Так, цифра 20 означає, що в матеріалі електрода міститься 2,0% відповідної добавки, цифра 15 - 1,5% і т.д. Другі цифри в позначенні прутка, відокремлені від перших дефісом, вказують на довжину вироби, виражену в міліметрах.
Найбільш поширеною є довжина 175 мм, але також випускаються електроди довжиною 50, 75 і 150 мм. Деталі з різними геометричними параметрами варяться вольфрамовими електродами різного перетину, значення якого може складати 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
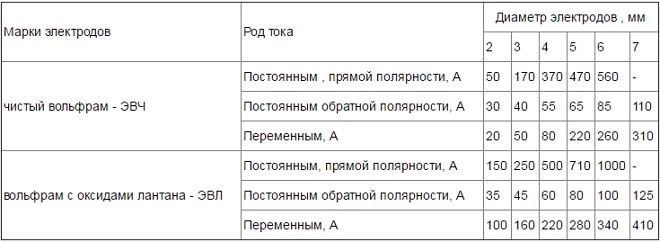
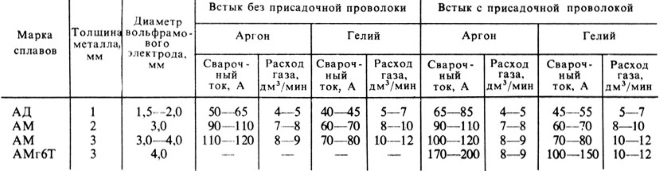
Таблиця для вибору діаметра вольфрамового електрода для зварювання в аргоні з урахуванням сили і роду струму
Для прикладу розшифруємо маркування електрода WL 10-75. У ньому, крім вольфраму, міститься 1,0% оксиду лантану. Довжина даного вироби, згідно з його позначенню, становить 175 мм.
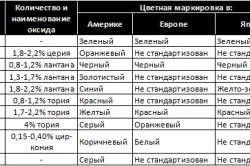
Для того щоб з першого погляду можна було визначити, до якого виду належить вольфрамовий електрод і для чого його можна використовувати, кінці виробів різних марок фарбуються різними кольорами. Такі мітки можуть бути нанесені одним з наступних кольорів:
- зелений - вироби з чистого вольфраму, що позначаються буквами WP;
- сірий - електроди марки WC 20, в яких міститься 2% оксиду церію;
- золотий - вироби марки WL 15, їх склад доповнено 1,5% оксиду лантану;
- чорний - прутки марки WL 10, до складу яких доданий 1% оксиду лантану;
- синій - WL 20, в таких електродах є 2% оксиду лантану;
- білий - електроди WZ 8, склад яких збагачено 0,8% оксиду цирконію;
- жовтий - електроди марки WT 10, що містять 1% оксиду торію;
- червоний - прутки WT 20, в складі яких є 2% оксиду торію;
- фіолетовий - електроди WT 30, що містять 3% оксиду торію;
- помаранчевий - вироби марки WT 40, що включають 4% оксиду торію;
- темно-синій - вольфрамові електроди WY 20, які містять 2% ітрію.

Сфери використання вольфрамових електродів різних марок
У вольфрамових електродів, що відносяться до кожного виду, є відмінні характеристики, які і визначають область їх застосування.
WP - зелений наконечникЕлектроди, виконані з чистого вольфраму (WP), використовуються переважно для зварювання на змінному струмі, що виконується в середовищі аргону. З їх допомогою виробляють виробів, виконаних з алюмінію, алюмінієвої бронзи (мідно-алюмінієвий сплав), магнію, нікелю, а також їх сплавів.
Електроди даного виду мають такі характеристики, як:
- погана зажігаемость дуги;
- короткий термін служби;
- погана переносимість значною струмового навантаження;
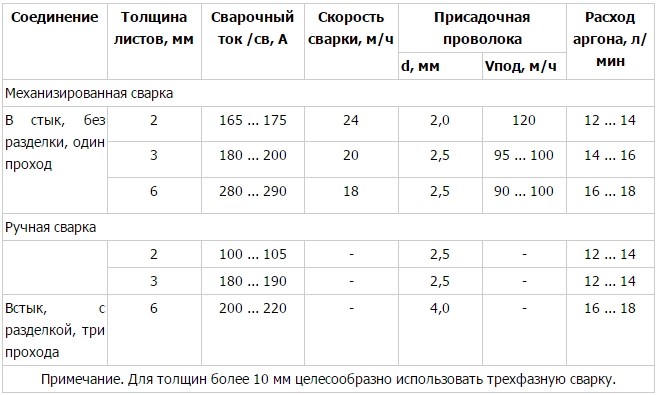
Режими зварювання міді вольфрамовим електродом (Для стикових з'єднань на мідній охолоджувальної водою підкладці або подушці з флюсу)
WC 20 - сірий наконечникЕлектроди WC 20 також використовуються для, але з їх допомогою отримують з'єднання деталей, виконаних з високолегованих, в тому числі нержавіючих сталей, високосплавляющіхся металів (молібден, тантал і ін.), Міді, нікелю, титану, а також їх сплавів. Зварювання такими прутами здійснюють на постійному струмі, що підключається по прямій полярності.
Перерахуємо характеристики вольфрамових електродів даного типу:
- задовільна зажігаемость дуги;
- тривалий термін служби;
- безпеку для людського здоров'я.
Електроди WZ 8 (наконечник білий) використовуються для зварювання на змінному струмі в середовищі аргону. Застосовуючи їх, виконують аргонодугове зварювання виробів, виконаних з алюмінію, мідно-алюмінієвих сплавів (алюмінієва бронза), магнію, нікелю і сплавів цих металів.
До помітних особливостей вольфрамових виробів даної марки належать:
- задовільна зажігаемость зварювальної дуги;
- добра переносимість струмових навантажень;
- безпеку для людського здоров'я.
Вироби з маркуванням WT 20 застосовуються для арогонодуговой зварювання на постійному струмі (використовується пряма полярність). Такими виробами варять заготовки з високолегованих сталей, високосплавляющіхся металів, міді, нікелю, титану, їх сплавів.
Характеристики вольфрамових електродів даного виду:
- хороша зажігаемость зварювальної дуги;
- досить тривалий термін служби;
- добра переносимість значних струмових навантажень;
- можлива небезпека для людського здоров'я.
До групи вольфрамових електродів, в яких присутня торій, також відносяться вироби марок WT 30 та WT 40. Через значне змісту даного радіоактивного елемента в складі електродів застосовувати їх не рекомендується, пари від них завдають шкоди навколишньому середовищу і людському здоров'ю.
Критерії вибору електрода з вольфраму
При виборі вольфрамових прутків необхідно орієнтуватися на такі їх параметри, як:
- тип, хімічний склад і наявність легуючих добавок;
- діаметр, який впливає на товщину формованого зварного шва;
- геометрія вістря, що визначає багато властивостей зварювального процесу;
- якість заточки.
Природно, на вибір електрода певної марки значний вплив мають і характеристики деталей, що з'єднуються: розміри, склад матеріалу і ін. При виборі вольфрамових прутків можна звертатися до довідковими таблицями або власного досвіду.

Особливості та способи заточування
Заточка вольфрамових електродів - це важливий параметр, на який слід звертати особливу увагу. Від форми заточування плавиться залежать такі важливі параметри, Як тиск зварювальної дуги і розподіл енергії, яку вона передає металу деталей, що з'єднуються. Саме тому від того, як заточений електрод, залежать розміри зони проплавлення з'єднується металу і, відповідно, глибина, а також ширина зварного шва.
Форму заточення робочого кінця електрода вибирають в залежності не тільки від параметрів деталей, що з'єднуються, але і від того, який вид електрода застосовується для виконання зварювання.
Так, для виробів марки WP, WL 10, WL 20 і WL 15 використовують сферичну заточку робочого кінця, так як теплове навантаження на нього не така значна. А на кінцях електродів WT 20, на відміну від виробів марок WP, WL 10 і ін., Роблять лише невелику опуклість. На форму заточки також впливає тип використовуваного для зварювання струму. Познайомитися з точними параметрами заточування вольфрамових електродів і рекомендаціями по її вибору можна в довідковій літературі.

Для зварювання можуть використовуватися електроди різної якості. Тут все залежить від того, який саме зварювальний апарат буде використаний, для чого потрібно електрод. Популярністю користуються не плавляться вольфрамові електроди, вони відрізняються високою якістю. При виборі необхідно увагу звертати на те, якого типу маркування вольфрамових електродів нанесені виробником.
Вибираючи вольфрамові електроди необхідно враховувати: тип електрода, діаметр, геометрію вістря електрода і якість заточування і твердість.
Характеристики застосовуваних електродів
Електроди з вольфраму застосовні для зварювання з аргоном, в середовищі інертного газу. Використовувати їх можуть як професійні зварювальники, Так і початківці. Ці електроди безпечні, відрізняються високою якістю.
Згідно з міжнародними стандартами все електроди на основі вольфраму мають спеціальне маркування, що показує тип і склад. Перша буква в списку - «W», тобто вольфрам. Друга позначає оксид елемента, який використовується в якості легуючої добавки. Серед легуючих оксидів використовуються:
- оксид церію, позначається буквою «С»;
- оксид цирконію, позначається на маркуванні буквою «Z»;
- оксид лантану - буквою «L»;
- оксид торію - «Т»;
- чистий вольфрам, який не має ніяких легуючих добавок, на маркіровці позначається буквою «Р».
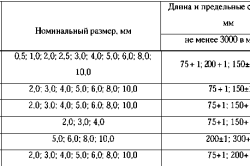
Після другої літери йде цифра, яка показує відсоток речовини, яку додають при легуванні. Цифра 20 показує, що до складу входить 2% легуючого речовини. Через дефіс прописується друге число - це довжина, яка виражається в міліметрах. Найчастіше використовується довжина в 175 мм, але зустрічаються і значення в 50, 75 і 150 мм. Діаметр вольфрамові електроди можуть мати різний, на 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 мм.
Маркування містить всю необхідну для користувача інформацію. Наприклад, є маркування WL 15-175. Вона позначає, що це електрод з легуючими добавками з лантану, зміст яких становить 1,5%, довжина дорівнює 175 мм. Буквено-чисельне позначення - це далеко не все, необхідно звертати увагу на колір маркування. Сьогодні випускаються матеріали для зварювання з кольоровим маркуванням:
- чистий вольфрам - WP зеленого кольору;
- в складі є оксид церію на 2% - WC 20 сірого кольору;
- присутній оксид лантану на 1,5% - WL 15 золотого кольору;
- присутній оксид лантану на 2% - WL 20 синього кольору;
- присутній оксид цирконію на 0,8% - WL 8 білого кольору;
- присутній оксид торію на 1% - WL 10 жовтого кольору;
- присутній оксид торію на 2% - WL 20 червоного кольору;
- присутній оксид торію на 3% - WL 30 фіолетового кольору;
- присутній оксид торію на 4% - WL 40 оранжевого кольору.
![]()
Використовувати електрод, який має маркування WТ30, 40 не рекомендується, так як елемент торій є радіоактивним, його високий вміст може бути небезпечним.
Характеристики:
WP зеленої маркування призначений для аргонодугового зварювання при змінному струмі. Можливе використання таких металів для роботи, як алюміній і магній, нікель.
властивості:
- зажігаемость знаходиться на низькому рівні;
- терміни служби не надто тривалі;
- безпеку у нього відмінна.
WС 20 з сіркою маркуванням використовується для зварювання з постійним струмом при прямій полярності таких металів, як мідь, молібден, нержавіюча сталь, титан та інше.
Характеристики наступні:
- зажігаемость вважається хорошою;
- терміни служби - тривалі;
- безпеку у них відмінна.
WL застосуємо для зварювальних робіт при постійному або ж змінному струмі з прямою полярністю. Підходить для деталей з невеликою товщиною, для високолегованої сталі.
Характеристики:
- зажігаемость - задовільна;
- терміни служби - великі;
- безпека - відмінна.
Є й інші типи, але необхідно уважно вибирати матеріали, так як від цього залежить якість і безпеку роботи.
Як вибрати електрод з вольфраму?
![]()
Вольфрамові електроди марки WP застосовуються для зварювання змінним струмом (AC) сплавів алюмінію при хорошій стійкості дуги.
У зварювальному процесі, який здійснюється в середовищі інертного газу, використовуються вольфрамові електроди. Це забезпечує високу якість роботи, шов виходить акуратним і міцним. При виборі не плавиться термостійкого вироби на основі вольфраму необхідно звертати увагу на такі критерії:
- тип електрода з вольфраму, його склад, наявність легуючих добавок, параметри;
- діаметр, який дозволяє регулювати товщину робочого шва;
- якість заточування, щільність матеріалу;
- характерну геометрію вістря.
При покупці можна орієнтуватися на маркування, яку виробник наносить на матеріали.
Вона містить дані про те, які саме добавки входять до складу, яка область застосування, за яких умов можна її використовувати.
Вплив легування на якість електрода
При виборі слід увагу звертати на те, які саме добавки для легування були використані. Це важливо, тому що від цього залежить застосування матеріалів, їх якість і окремі характеристики. Всі легуючі добавки дозволяють отримати електроди з такими параметрами:

Вольфрамові електроди марки WZr 08 завдяки своїм властивостям зменшують небезпеку потрапляння вольфраму в зварювальний шов.
- WP - це особливий тип, який не включає в себе ніяких добавок, проведений з чистого вольфраму. Вони застосовуються в основному для зварювання з використанням змінного струму (АС). Стійкість дуги хороша, якість шва виходить відмінним. Вольфрамові електроди можна застосовувати при використанні постійного струму. У таких матеріалів маркування буде зеленого кольору, позначається вона символами WP.
- E3 позначає, що використовуються добавки з оксидів рідкісноземельних елементів, наприклад, суміші оксидів. Електроди не шкідливі, що відрізняє їх від торійованого, вони не є радіоактивними, абсолютно безпечні для навколишнього середовища. Область призначення цих матеріалів обширна. Вони можуть використовуватися для будь-яких процесів і потужності зі змінним або постійним струмом, для високолегованих сталей, для різних сплавів алюмінію, а також міді, титану, всім відомого магнію. Вольфрамові електроди відрізняються чудовими якостями підпалу, вони є оптимальним рішенням для автоматизованих процесів. Струмовий навантаження у них більше, але зате терміни служби подібних матеріалів набагато вище, ніж у звичайних торійованого. Маркування матеріалів цього типу позначається WLa 10/15/20.
- Лантановані вольфрамові електроди, які можна використовувати для зварюва робіт при постійному струмі або змінному. Саме цей різновид може бути використана для так званої микроплазменной зварювання. Це стало можливим завдяки наявності в складі La 2 O 3, який збільшує здатність до кращого підпалюючи. Дуга виходить в результаті якісної. Терміни служби у них нижче, ніж у попередніх. Наявність такої легирующей добавки не робить їх міцніше або довговічніше - тільки розширює область використання. Маркування містить кілька кольорів: чорний - для WLa 10, золотий - для WLa 15.
WCe 20 або WZr 08?
WCe 20 - це всім відомі вольфрамові електроди, до складу яких додані такі легуючі добавки, як оксид церію (СЕО 2). Здатність навантаження підвищується в кілька разів, якість їх вище, ніж у наведених груп, але E3 і WL все ж є більш стійкими. Область використання досить широка, вона включає в себе зварювальні роботи з легованими, нелегованої сплавами. Постійний струм може бути низьким і середнім, можливе зварювання при змінному струмі.
WZr 08 - це вольфрамові електроди, до складу яких входить цирконій. Застосовуються, коли необхідно додатково передбачити захист зварного шва від попадання в нього вольфраму. Для постійного струму вони вже не так придатні, хоча в деяких випадках і використовуються. Маркування має білий колір.
Дякуємо за відгук




