Сварочник плазма. Плазмова зварювання - що таке і як працює. Відмінні риси плазмового зварювання.
З'єднання поверхонь при зварюванні плазмою! плазмова зварювання - спосіб, кардинально відмінний від усіх існуючих традиційних зварювальних технологій.
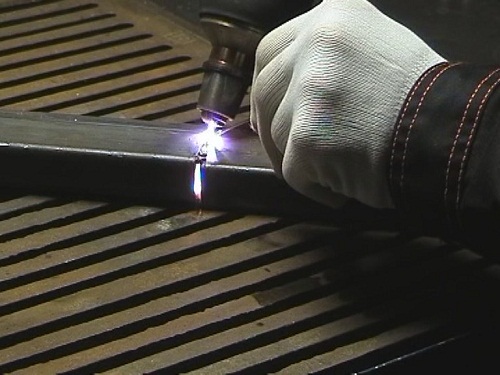
Апарат плазмової зварювання
Проявляється це в існуючих перевагах плазмового зварювання:
- Безпека процесу для зварника;
- Унікальна можливість економії електрики;
- Високий рівень продуктивності, яким характеризується відповідний зварювальний апарат;
- Забезпечення високоякісного результату зварювання або різання.
За своєю суттю плазмова зварювання являє собою інноваційний процес з'єднання металевих площин. На сьогодні дана різновид активно застосовується в окремих галузях виробництва: машинобудуванні, приладобудуванні, на авіаційних підприємствах та ін.
Більш висока щільність, найкраща різання
Два фактори в плазмовому різанні азотної водою можуть сприяти отриманню таких паливних розрізів. метою плазмового різання, Як і лазерного різання, Є досягнення найвищої щільності енергії, яка може ефективно проникати в пластину. Загальні для всіх плазмових процесів звуження і стабілізація досягаються за допомогою невеликого діаметра сопла в поєднанні з завихрення рухом плазмообразующего газу. Залежно від зміни процесу подальше звуження може бути досягнуто з використанням води в якості захисного матеріалу.
Використовується плазмова зварювання при необхідності отримання шва високої міцності. Характерно, що обладнання для плазмового зварювання не вимагає кисневих балонів.
Технологія є екологічно чистою, так як в ході зварювання металу не відбувається виділення шкідливих речовин і газів. Крім того, за допомогою плазмового обладнання можлива не тільки зварювання, а й різання металів і сплавів (досить лише обзавестися відповідним різаком).
Інші механізми можуть використовуватися для звуження і стабілізації дуги, таких як матеріали з високою теплопровідністю для сопла для евакуації тепла, випромінюваного стислою дугою, або навіть інтенсивних магнітних полів. Однак в даний час вартість таких систем буде компенсувати будь-яке збільшення якості і швидкості різання.
Яка використовувана технологія різання залежить від вимог програми. Але з правильною газовою сумішшю, Доповненої правильною конструкцією факела, плазмові ріжучі системи можуть швидко чистити порізи і полегшують життя зварнику. Однак, позиціонуючи електрод в корпусі пальника, плазмова дуга може бути відділена від оболонки захисного газу. Потім плазму проштовхують через мелкодисперсную мідну насадку, яка стискає дугу. Три режиму роботи можуть бути отримані шляхом зміни діаметра отвору і витрати плазмового газу.
Детальніше про процес зварювання
Для вірного уявлення про технології зварювального процесу важливо детально вникнути в саму його суть. З точки зору фізики при плазмовому зварюванні іонізований газ (тобто плазма) за допомогою сопла направляється на поверхню деталей, що зварюються. Для утворення плазми необхідно забезпечити нагрів робочого газу до високої температури. Досягається це за рахунок сильного електроструму.
Хоча швидкість потоку плазмового газу може бути збільшена для поліпшення проникнення зварного шва, Існує ризик потрапляння повітря і екрануючого газу через надмірну турбулентності в газовому щиті. завдяки збільшенню зварювального струму і потоку плазмового газу створюється дуже потужний плазмовий пучок, який може забезпечити повне проникнення в матеріал, як при лазерної або електронно-променевого зварювання. Під час зварювання отвір поступово проходить через метал з розплавленим зварювальним пулом, що випливають ззаду, щоб сформувати зварений шов під дією поверхневого натягу. Цей процес можна використовувати для зварювання більш товстого матеріалу за один прохід.
- Мікроплазмове дуга може працювати при дуже низьких токах зварювання.
- Стовпчаста дуга стабільна навіть при зміні довжини дуги до 20 мм.
- Забійна плазма: більш 100А.
Процес роботи плазмою
Застосовувати відповідний апарат можна для з'єднання:
- Тонкостінних труб;
- Різного роду тонких ємностей;
- Деталей, виготовлених з фольги;
- Окремих елементів ювелірних виробів.
Збирання зварювального апарату
Апарат для плазмового зварювання, а також різання металів для свого функціонування потребує лише в стислому повітрі і електриці. У тих випадках, коли застосовується компресорне обладнання, апарат зажадає тільки електрики. В результаті при здійсненні зварювання потрібна заміна електродів, а також сопла плазмотрона.
Регенерація дуги утруднена, коли є довгий електрод на відстань деталі і плазма стиснута. Більш того, надмірний нагрів електроду протягом позитивного напівперіоду призводить до забивання наконечника наконечника, який може порушити стабільність дуги.
Шляхом незбалансованість форми хвилі, щоб зменшити тривалість позитивної полярності електрода, електрод підтримується досить прохолодним для підтримки гострого наконечника і досягнення стабільності дуги. Ця «пілотна» дуга утримується в корпусі пальника доти, поки вона не знадобиться для зварювання, а потім передається на заготовку.
Самостійне конструювання апарату плазмового зварювання вимагає кропіткої роботи.
Перш за все, необхідно зайнятися розробкою схеми блоку живлення. Саме від такого блоку і залежить повноцінне функціонування апарату.
Для проведення робіт знадобляться:
- Дросель від звичайного апарату зварювання. Цей елемент необхідний для стабілізації напруги. Якщо не забезпечити стабільність, то скачки напруги гаситимуть плазму, так необхідну для зварювання та різання;
- Тиристорний трифазний випрямляч. Його включення в схему пояснюється потребою в обмеженні струму в області 50 ампер;
- Звичайний стартер автомобіля. Ця деталь потрібна для забезпечення автоматичного підпалу. Втім, можливо і застосування звичайного трамблера. Все це позбавить від необхідності ручного підпалу.
При створенні плазмового зварювального апарату особливо пильну увагу, безумовно, потрібно приділити корпусу. При наявності всіх необхідних матеріалів і непоганих металообробних верстатів самостійне виготовлення всіх основних елементів не викличе труднощів.
Електродом, що використовуються для плазмового процесу, є вольфрам-2% торію, а плазмова насадка - мідь. Діаметр каналу сопла плазми є критичним і занадто малим діаметром отвору для поточного рівня, а витрата плазмового газу призведе до надмірної ерозії сопів або навіть плавлення. Розумно використовувати найбільший діаметр отвору для робочого рівня струму.
Примітка: занадто великий діаметр отвору, може створювати проблеми з стабільністю дуги і підтримувати замкову щілину. Нормальна комбінація газів є аргон для плазмового газу, з аргоном плюс від 2 до 5% водню для захисного газу. Гелій може використовуватися для плазмового газу, але оскільки він більш гарячий, це зменшує номінальний струм сопла. Більш низька маса гелію також може утруднити режим замкової щілини.
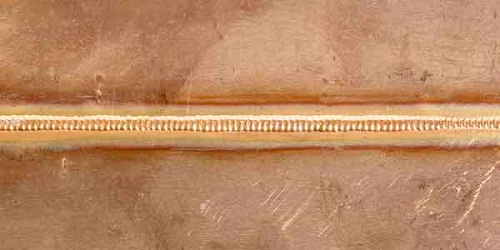
Шов після з'єднання деталей плазмової зварюванням
Для повноцінного уявлення про те, як виглядає збирається апарат зварювання і різання, пропонуємо вивчити в інтернеті великий достаток схем.
Ключовим елементом для зварювання та різання є плазмова пальник. Конструкція її така, що це, по суті, зручна рукоятка, в якій розташовані анод і катод.
Мікроплазми традиційно використовувалася для зварювання тонких листів, а також дротяних і сіткових секцій. Голка-подібна жорстка дуга зводить до мінімуму дугу і спотворення. Перевагами є більш глибоке проникнення і велика стійкість до забруднення поверхні, включаючи покриття. Основним недоліком є гуркіт факела, що ускладнює ручну зварку. При механізованому зварюванні більшу увагу має бути приділено підтримці факела для забезпечення стабільної роботи.
Це має ряд переваг, які можна використовувати: глибоке проникнення і висока швидкість зварювання. Звичайними методами є використання режиму замкової щілини з наповнювачем для забезпечення плавного профілю зварного шва. При товщині до 15 мм за допомогою 6-міліметрової поверхні кореня використовується препарат спільного приготування. Використовується двопрохідні техніка, і тут перший прохід є автогенний, а другий прохід виконаний в режимі розплаву з додаванням наповнювача.
Анод, будучи одночасно і соплом, виготовляється з міді. В ході зварювального процесу відбувається його охолодження водою. В якості катода ж застосовується вольфрам (в тому числі і лантанований).
Ці два елементи не контактують, оскільки ізольовані за допомогою спецматериалов. Як правило, за допомогою азбесту.
Для виникнення плазмової дуги між анодом і катодом застосовується постійний струм, Що має напругу в 100 В. Саме така дуга дозволяє нагріти до необхідної високої температури газ. Сварка починає працювати: виникає потік плазми, в якому і розміщуються зварюються деталі (або здійснюється різання металів).
Конструктивні особливості пальників
Як параметри зварювання витрата плазмового газу і добавка наповнювача повинні бути ретельно збалансовані для підтримки стабільності замкової щілини і зварного шва, цей метод підходить тільки для механізованого зварювання. Хоча він може використовуватися для позиційної зварювання, зазвичай з імпульсним струмом, він зазвичай застосовується при високошвидкісний зварюванні більш товстого листового матеріалу в плоскому положенні. При зварюванні труб необхідно ретельно контролювати нахил потоку струму і плазмового газу, щоб закрити замкову щілину, не залишаючи отвори.
Таким чином, самостійне конструювання апарату для проведення плазмового зварювання цілком реально. Результатом стане можливість якісного з'єднання різних металевих деталей. Власноруч зібраний апарат стане в нагоді для багатьох випадків, особливо зручною плазмова зварювання своїми руками буде при ремонті особистого авто.
Він був оновлений, тому веб-сторінка більше не відображає точно друковану версію. Плазмова зварювання має унікальні експлуатаційні характеристики від конструкції факела. Однак в плазмової пальнику електрод розташований за дрібним мідним соплом. Змушуючи дугу проходити через сопло, утворюється характерна стовпчаста струмінь або плазма.
Що таке плазмова зварювання прямої дії?
Під час зварювання плазмова дуга зрізає метал, утворюючи замкову щілину, при цьому розплавлений зварювальний басейн тече навколо замкової щілини для утворення зварного шва. В цьому режимі роботи досягається глибоке проникнення і висока швидкість зварювання. Він генерує дуже потужну дугову плазму, подібну лазерному променю. . В якості альтернативи є полум'яне обладнання, призначене спеціально для використання.
Для зварювання конструкцій, виготовлених з нержавіючих сталей, кольорових сплавів і різнорідних металів, а також під час зварювання металів з неметалами, товщиною до 15 мм використовують особливий вид зварювання - плазмову.
Цей вид зварювання здійснюється за допомогою високотемпературної плазмової дуги (до 50000 0С), яка виходить за допомогою спеціального обладнання, яке дозволяє отримувати плазмову струмінь або дугу. Крім того, плазмову струмінь використовують для різання, пайки, напилення і наплавлення багатьох кольорових і тугоплавких металів. Відомо, що плазма це газ, який нагрітий до стану іонізації і провідності електричного струму.
Особисте захисне спорядження. . плазмовий процес зазвичай працює з негативною полярністю електрода для мінімізації тепла, створюваного електродом. Проте, є спеціальні пальники для роботи з позитивною полярністю електродів, які покладаються на ефективне охолодження для запобігання плавлення електрода. Факел з позитивним електродом використовується для зварювання алюмінію, який вимагає, щоб катод знаходився на матеріалі для видалення оксидної плівки.
Зварювальний апарат «Горинич»
Проблеми з регенерації дуги пов'язані зі звуженням сопла, довгим електродом на відстань заготовки і сальнірованіем електрода, викликаним чергуються періодами позитивної полярності електрода. Пілотна дуга, утворена між електродом і мідним соплом, автоматично переноситься на заготовку, коли потрібно для зварювання.
Плазмова зварювання використовується в авіаційній, космічній, машинобудівній, автомобілебудівної, електротехнічної, харчової промисловості та інших галузях народного господарства, де до конструкцій пред'являються високі вимоги до якості їх виготовлення.
Сутність зварювання - тепло примусово стислій електричної дуги розплавляє кромки деталей і формує зварювальний шов. Сварка може здійснюватися в ручному або автоматичному режимах. Незалежно від режиму виконання, шви виходять високої якості і з заданими геометричними розмірами, при цьому конструкції не зазнають деформацій.
У звичайній конструкції пальника електрод розташований за водяним охолодженням мідного сопла. Оскільки потужність плазмової дуги визначається ступенем звуження сопла, необхідно враховувати вибір діаметра отвору по відношенню до поточного рівня і швидкості потоку плазмового газу. Для «м'якої» плазми, що зазвичай використовуються для режимів роботи мікро та середнього струму, рекомендується отвір щодо великого діаметра для мінімізації ерозії сопів.
Мікроплазмове зварювання: деякі особливості процесу
У режимі плазмового різання з високим струмом, діаметр отвору сопла, витрата газу плазми і рівень струму обрані для отримання сильно стислої дуги, яка має достатню потужність для прорізання матеріалу. Витрата плазмового газу має вирішальне значення для створення глибоко проникла плазмової дуги і запобігання ерозії сопів; занадто низьку витрату газу для діаметра отвору і рівня струму призведе до подвійного дугу в факелі і плавлення сопла.
Переваги та недоліки плазмового зварювання
До переваг зварювання відносять:
- високу концентрацію тепла при мінімальній зоні теплового впливу, що виключає в процесі зварювання викривлення деталей, а значить і відпадає необхідність в їх виправленню;
- стабільність горіння дуги;
- високу швидкість зварювання (до 50 м / год), що дозволяє підвищити продуктивність праці;
- проплавление металу на всю глибину, що дозволяє перед зварюванням не здійснюють оброблення крайок;
- широкі межі регулювання зварювальної дуги;
- відсутність розбризкування металу в процесі проведення робіт;
- економічність;
- висока якість отриманого зварного з'єднання;
- можливість повної автоматизації зварювального процесу.
До недоліків відносять:
Плазмова зварювання на великих токах
Дана пропонована початкова точка для завдання швидкості потоку плазмового газу і рівня струму для діапазону діаметрів отворів і різних режимів роботи. Електрод являє собою вольфрам з добавкою від 2 до 5% торії для сприяння ініціювання дуги. Як правило, наконечник електрода заземляется під кутом 15 градусів для микроплазменной зварювання. Кут наконечника збільшується з рівнем струму і при високій токовой, замкової свердловини плазмовому зварюванні, рекомендується кут від 60 до 90 градусів. Для високих рівнів струму наконечник також притупляється приблизно до 1 мм.
- складність обслуговування деяких видів обладнання;
- необхідність дотримуватися техніки безпеки.
Пристрій апарату плазмового зварювання
Плазмовий зварювальний апарат складається з спеціального пальника (плазмотрона) і джерела живлення.
Плазмотрон складається з наступних основних частин:
- кожуха зовнішнього;
- корпусу фторопластового;
- вузла електродного;
- механізму регулювання повітряного потоку;
- втулки ізоляційної;
- електрода;
- втулки ізоляційної;
- сопла;
- гайки сопла.
В конструкції передбачені підводи для газів (плазмообразующего і захисного) і підведення водяного або повітряного охолодження. Плазмообразующих газом служить чистий аргон або аргон з добавками водню або гелію, а також може використовуватися повітря, азот, водень або суміші газів. Захисним газом служить найчастіше аргон. Електроди виготовляються з вольфраму, активованого торием, лантаном або иттрием, а також виготовлені з гафнію і міді. Подача води або повітря необхідна для охолодження стінок сопла.
Кут наконечника зазвичай не критичний для ручного зварювання. Однак для механізованих застосувань стан наконечника і сопла буде визначати форму дуги і профіль проникнення проникнення зварного шва, тому особлива увага повинна бути приділена шліфуванню наконечника. Також необхідно періодично перевіряти стан наконечника і сопла, а для критичних компонентів рекомендується перевірити стан пальника між зварними швами.
Як виконується процес плазмового зварювання в нижньому положенні?
Для забезпечення узгодженості важливо підтримувати постійне положення електрода за соплом; керівництво щодо відведення електрода і спеціальний інструмент надається виробником факела. Максимальний номінальний струм кожного сопла встановлений для максимального положення електрода і максимальної витрати газу в плазмі. Нижчі швидкості потоку плазмового газу можуть бути використані для пом'якшення плазмової дуги з максимальним номінальним струмом сопла, що забезпечує зменшення відстані від електрода.
Газовий потік, проходячи крізь сопло, обмежує розміри дуги і відтісняє дугу від стінок сопла. Таким чином, ізолюється шар газу від сопла. Дугового розряд, який може виникати між електродом і зварюваних виробом (зварювання дугою прямої дії) або між електродом і соплом (зварювання дугою непрямої дії) проходить в центральну частину отвору, що знаходиться в соплі.
Звичайна комбінація газів є аргон для плазмового газу і аргону від 2 до 8% Н2 для захисного газу. Незалежно від зварюваного матеріалу, використання аргону для плазмового газу дає найменшу швидкість ерозії електрода і сопла. Гелій дає більш гарячу дугу; проте його використання для плазмового газу знижує поточну пропускну здатність сопла і ускладнює утворення замкової щілини.
Виробники апаратів плазмового зварювання
Суміші гелію і аргону, наприклад. 75% гелію - 25% аргону, використовуються в якості захисного газу для таких матеріалів, як мідь. Витрата плазмового газу повинен бути точно вказано, оскільки він контролює проникнення зварювальної ванни, але витрата захисного газу не є критичним.
Принцип роботи апарату плазмової зварювання полягає в наступному -осціллятор (генератор високої напруги) створює електричний потенціал, який необхідний для виникнення іскрового розряду і підпалювання електричної дуги. Виникає чергова дуга, яка при зіткненні зі зварюваних виробом замикається на ньому і, таким чином, переходить в робочий режим. Потік закрученого по спіралі плазмообразующего газу стабілізується і стискає стовп робочої дуги. Це дозволяє не торкатися стінок сопла плазмотрона.
види зварювання
Плазмова зварювання, в залежності від застосовуваного обладнання, може здійснюватися:
- проникаючої і непроникаюче дугою;
- на струмі будь полярності;
- бути точковою і імпульсної;
- без присадного дроту і з присадочной дротом;
- вручну, за допомогою напівавтоматів і автоматів.
Зварювання можна вести на наступних токах:
Залежно від сили зварювального струму розрізняють 3 види плазмового зварювання:
- малих (від 0, 1 до 25 А);
- середніх (від 25 до 150 А);
- великих (понад 150 А).
Зварювання на малих токах називають микроплазменной і вона використовується найчастіше. Її застосовують для виготовлення конструкцій мають товщину не більше 1,5 мм. Зазвичай ці видом зварювання виготовляють тонкостінні ємності і труби, приварюють тонкі деталі до масивних, в ювелірній промисловості виготовляють прикраси, з'єднують деталі, виготовлені з фольги, при виробництві термопар.
Якщо зварювання проводиться із застосуванням присадного дроту, то зазвичай застосовують Суцільнотягнені дріт або спеціальний вид дроту - порошкову.
Основні параметри плазмового зварювання:
- сила струму, яка вимірюється в амперах (А);
- напруга, що вимірюється в вольтах (В);
- Ø каналу сопла (вказується в мм);
- Ø електроду (вказується в мм);
- витрата плазмообразующего газу (вказується в м / ч);
- витрата захисного газу (вказується в м / ч).
Технологія плазмового зварювання
Апарати для плазмового зварювання, що випускаються різними виробниками, виготовляються, як правило, універсальними. З їх допомогою можна виконувати різні роботи у всіх просторових положеннях: нижньому, стельовому, вертикальному, горизонтально, похилому. Технологічний процес виготовлення конструкцій складається з підготовки вироби до зварювання, вибору присадочного матеріалу, якщо зварка проводиться з ним, і підготовки обладнання.
Деталь перед зварюванням повинна бути знежирена, зачищена і ретельно закріплена. Зварювальник в процесі зварювання повинен захищати органи зору від випромінювання, використовувати всі способи і засоби захисту для попередження термічних опіків, а також використовувати витяжну вентиляційну систему при зварюванні в приміщенні.
Сьогодні в торговельній мережі можна придбати різні моделі апаратів для здійснення плазмового зварювання, як вітчизняного, так і зарубіжного виробництва. Серед вітчизняних апаратів великою популярністю користується мобільні плазмові апарат «ПЛАЗАР», «Горинич», «МУЛЬТІПЛАЗ» .і інші.
Наприклад, «Горинич» представляє багатофункціональний портативний апарат, що складається з генератора плазми і блоку живлення і управління. Застосовується для здійснення великого спектру робіт зі зварювання, різання і пайку металів. Живиться від мережі 220 В. Компактний, зручний в роботі він користується у зварювальників особливою популярністю. В якості робочої рідини, в залежності від виду здійснюваної роботи, у нього використовується або дистильована вода або розчин етилового спирту в цій же воді. Такий апарат з успіхом застосовують не тільки на виробництві, будівництві, але і в побуті.
Серед зарубіжних виробників особливу увагу привертають апарати виробництва Німеччини та Італії. Моделі апаратів для плазмового зварювання і різання компанії MERKLE Schweißanlagen-Тесhnik GmbН добре відомі в різних куточках світу. Компанія більше 50 років спеціалізується на випуску устаткування і комплектуючих для виробництва зварювальних робіт. професійні моделі плазмових апаратів P 421 DC-PT11, P 601 DC-PT11 і P 601 AC / DC-PT11 використовуються на відомих фірмах VOLKSWAGEN, MERCEDES-BENZ та інших при виробництві їх продукції, відомої в багатьох країнах.
Виробник з Італії компанія Telwin спеціалізується на виробництві сучасних апаратів для проведення плазмового зварювання теж більше 50 років. Моделі Technica Plasma, Technology Plasma, Superplasma і інші оснащені захистом від перенапруги, низького і сильного струму, термічним захистом, здійснюють автоматичне охолодження плазматрона і мають систему сигналізації про напругу в пальнику. Їх відрізняють невеликі габарити, вага і вони дуже зручні в користуванні.




