Woni 13 55 pentru ce fel de sudare. Electrozi pentru sudarea invertorului: ce trebuie să știți
Electrozi de sudare "UONI-13/55" cu acoperire principală sunt utilizate pe scară largă pentru sudarea structurilor critice. Articolele sudate ar trebui să fie confecționate din aliaje joase și aliate oțel carbon (de exemplu: gradele de oțel 10ХСН2Д, 48КС etc.), care funcționează la sarcini alternante și temperaturi negative. Este permisă sudarea următoarelor materiale:
- oțeluri: BST3, 09G2, 10G2S1D-35, 10HSND, MS-1, St3s etc .;
- piese forjate din oțeluri consolidate prin dispersie și carbon, precum și forjate și piese turnate între ele.
Electrozi de sudură "UONI-13/55" asigură cea mai bună protecție a bazinului de sudură, ceea ce este deosebit de important atunci când lucrați în spațiu deschis. Prin urmare, electrozi de sudare "UONI-13/55" sunt utilizate pe scară largă de către constructorii de poduri.
Descrierea acestor electrozi de sudură este în articol, deci astăzi ne vom concentra doar pe caracteristicile tehnice.
Caracteristicile tehnice ale electrozilor de sudură "UONI-13/55"
Luați în considerare principalul caracteristicile tehnice electrozii de sudură "UONI-13/55":
- caracteristica generală a electrozilor;
- proprietățile mecanice ale metalului cusătură de sudură;
- compoziția chimică a metalului de sudură;
- poziția spațială a sudurii;
- curent de sudare;
- numărul mediu de electrozi în 1 kg.
Caracteristicile generale ale electrozilor "UONI 13/5"
Caracteristicile generale ale electrozilor includ următorii parametri:
- acoperirea electrozilor de sudare: de bază;
- rata de depunere, g / Ah: 9,5;
- performanță de suprafață a electrozilor (pentru un diametru de 4,0 mm), kg / h: 1,4;
- consumul de electrozi per 1 kg de metal de sudura, kg: 1,7.
Proprietățile mecanice ale metalului de sudură
Cusătura de sudură creată de electrozi "UONI-13/55" are următoarele caracteristici mecanice:
- puterea de curgere, MPa - 420;
- rezistența la tracțiune, MPa - 540;
- prelungire relativă,% - 22;
- rezistența la impact (KCV), j / sq. a se vedea:
- la T = + 20 ° C - 130;
- la T = -40 ° C - 80 ° C;
- la t = -60 ° C - 50 ° C.

Compoziția chimică a metalului de sudură
În compoziția chimică suduri Sunt disponibile următoarele elemente:
- carbon (C): ≥ 0,07%;
- siliciu (Si): ≥ 0,5%;
- mangan (Mn): ≥ 1,35%;
- fosfor (P): ≥ 0,025;
- sulf (S): ≥ 0,025.
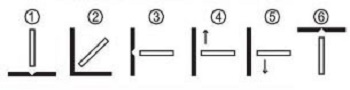
Pozițiile spațiale ale sudurii
La sudare se admit următoarele poziții spațiale ale sudurii: 1,2,3,4,6.
Mărimea curentului de sudură al electrozilor "UONI-13/55"
La sudare, în funcție de diametrul electrodului și de poziția spațială a sudurii, se recomandă setarea valorilor curentului de sudură (A) indicat în tabel.
| Diametru, mm / poziția cusăturilor | lenjerie de corp | vertical | plafon |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Numărul mediu de electrozi de sudură "UONI-13/55" în 1 kg
Numărul mediu de electrozi per kg în funcție de diametrul lor este prezentat în tabel.
Caracteristicile tehnologice ale sudării cu electrozi "UONI-13/55"
Se permite sudarea convențională cu arc a structurilor metalice și tijelor de armare. Astfel de sudare se realizează în toate pozițiile spațiale ale sudurii cu curent continuu (cu polaritatea inversă) pe un arc scurt.
Marginile de sudură trebuie curățate temeinic de murdărie, ulei și scală.
Înaintea sudurii este obligatorie calcinarea electrozilor de sudură UONI 13/55 la temperatura T = 250 ... 300 ° С timp de 1 oră.
În cazul în care pentru a cumpăra electrozi de diferite branduri
Alegeți producătorii și vânzătorii de electrozi de sudură făcând clic pe link-ul de mai jos pe pagina catalogului nostru de companii.întrebare:
Am citit în literatură că UONI 13 55 sunt electrozi de sudură buni, așa că am decis să le cumpăr și să le ard, să le încerc în practică, să scrie adevărul? De fapt, totul a mers prost, așa cum este descris în teorie. Explicați, vă rog, atunci când sudați polaritatea inversă, este necesar să adăugați mai mult decât curent. Si SSSI oricum se bate, iar arcul se termina. După mai multe încercări, ardeți din nou arcul, umblați cu o duzină sau două milimetri, iar electrodul va fi din nou mort. Nu înțeleg cum să lucrez cu acest "miracol", poate că trebuie să adăugați mai mult curent? Metalul de sudură este de calitate bună, resturi bune de zgură. Ce fac greșit?
Citiți articolul pe site: |
răspundă:
Dacă începeți să gătiți cu sudură manuală cu arc, atunci acești electrozi nu sunt foarte potriviți pentru studiu. Pentru a lucra cu SSSI, aveți nevoie de o anumită abilitate. Încercați să fierbeți mai întâi MP-3 sau ANO-21, de îndată ce începe să iasă cu ei, numai apoi mergeți la UONI 13 55 pentru structurile responsabile.
Iată câteva nuanțe care vă pot ajuta:
Unii producători pot produce doar electrozi de calitate slabă. Este necesar să achiziționați și să gătiți cu electrozi de la diferiți producători, atunci veți înțelege cum să oferiți preferințe. Chiar și într-un singur pachet, un electrod se poate găti în mod normal, iar celălalt - defect, ca să nu mai vorbim de pachetele diferite!
Asigurați-vă că lucrați înainte ca electrozii să fie uscați sau, cel mult, calcinați (pe această temă)
Cu toate acestea, este posibil ca curentul de ieșire al invertorului dvs. să difere de cel indicat de indicatorul sau de butonul de reglare fină. Măsura curent de sudare de facto cu căpușe.
Încercați să sudați fără întrerupere, îngropate în acoperiș și menținând un arc minim.
- Se fierbe un colț înapoi, în acest caz, zgura va cădea pe zona deja fiartă.
- În condiții de tensiune scăzută a rețelei de energie electrică sau a tragerilor sale, un dispozitiv ieftin chinez nu va fi gătit cu electrozi cu stratul principal. Puteți rezolva problema: a) prin conectarea unui inductor la circuit;
b) cumpărați un sudor profesionist
c) găsiți o rețea electrică bună.
- Nu uitați, de asemenea, că SSSI 13 55 a fost creat pentru sudarea unor structuri metalice încărcate în mod special responsabile care sunt asamblate în atelier. Prin urmare, este obligatorie pregătirea preliminară a suprafeței pieselor de oțel. Poluarea și coroziunea, nu tolerează umiditatea.
- Nu este necesar să dați prea mult curent de sudare. Ceea ce este bun pentru un electrod rutil nu poate fi folosit pentru cel principal. Forțarea procesului va reduce calitatea cusăturii.
Atunci când curentul este prea mare, este dificil să controlați piscina de sudură, evaporarea metalului este intensă, o cantitate mare de stropire. Warpage crește datorită efectelor termice ridicate. La sudarea tavanului și a îmbinărilor verticale care trec, metalul va ieși din baie.
Concentrați-vă pe următoarele moduri atunci când sudați cu un electrod de 3 mm, în funcție de poziție:
a) inferior 80-100A
b) vertical 60-80A
c) plafon 70-90A
Pentru electrozii uzinei Losinoostrovsky, curentul ar trebui să fie puțin mai mic decât cel indicat mai sus.
P.S UONI 13 55 poate fi luată împreună cu dvs. în magazin înainte de a cumpăra un invertor pentru a le testa.
Este necesar să se ardă electrodul fără a se rupe complet arcul prin conectarea invertorului la un cablu prelungitor de secțiune de 30 m de 1,5 mp. Dacă arcul nu iese, iar electrodul nu se lipeste de metal, atunci sudorul este de înaltă calitate.
Ardeți mai mulți electrozi principali și cu timpul totul va ieși!

întrebare:
Sunt un om în sudura, dar curios. Nu înțeleg de ce nu este recomandat SSSI să gătească în polaritate directă? Pe Internet, în instrucțiunile și în tutorialele video, se spune fără îndoială. Dar, recent, am dat peste un film, care a arătat clar că nu există diferențe la sudarea UONII 13/55 pe polaritatea directă și inversă. Calitatea cusăturilor este aceeași în primul și al doilea caz, atât la inspectarea vizuală a cusăturilor neterminate, cât și după curățarea cu un șlefuitor cu un cerc "păros". Deci, într-un fel nu cred pe toți acești scriitori. Și întrebarea este, de fapt, următoarea:
Explicați fizica procesului, vă rog, ca o justificare a imposibilității de a găti cu electrozii UONI pe polaritatea directă.
răspundă:
De fapt, fraza "Sudarea cu electrozi UONI 13/55 este efectuată pe un curent DC de polaritate inversă" nu a fost inventată de către amatori pentru a pune ceva în acest lucru pe Internet. Aceasta este o recomandare a producătorilor, pe care o puteți găsi pe site-urile relevante sau, la achiziționare, citiți pe cutia de ambalaj.
Ce se întâmplă cu SSSI de facto la sudarea polarității directe?
Condiții inițiale: electrozii sunt calcinați, totul este așa cum ar trebui să fie.
Rezultat: Arcul se stinge la prima vedere fără niciun motiv. Se aprinde numai când atingeți zgura încă neomogenizată. Este imposibil să-l luminezi într-un alt mod.
Barele electrodului și acoperirea cu flux se topesc cu dificultate. Arcul este stins de faptul că tija de electrozi se arde într-o acoperire ne-topită cu câțiva milimetri.
Aceasta înseamnă că nu există suficientă temperatură pentru a topi acoperirea, lipsa protecției piscinei de sudură.
Când sudați polaritatea inversă, totul este diferit.
Fizica procesului, de jure, vă va fi explicată în detaliu de către inginerii de proces implicați în industria electrodelor ... Aici vom prezenta pe scurt viziunea noastră asupra procesului din punctul de vedere al teoriei.
Pentru a înțelege ce împiedică UONI să gătească cu electrozi pe o polaritate dreaptă, trebuie să știți cum se afectează.
Cu respectarea polarității inverse recomandate de producător, obținem un semn plus și un semn minus al produsului. Cu toate acestea, specificitatea proceselor fizice este tocmai faptul că, la sudare, pe o polaritate opusă, se formează un spot anodic pe electrod și un spot catodic pe produs. În consecință, fluxul de electroni este direcționat de la catod la anod și mai mult electrod este încălzit. Există o temperatură suficientă pentru procesul de sudare normal. Ceea ce în condiții normale nu se observă la sudarea pe polaritate dreaptă.
Utilizarea electrozilor universali evită această problemă.
Udi electrozii sunt utilizați pentru conexiuni foarte importante. Sunt potrivite pentru sudarea carbonului și a oțelurilor slab aliate, a structurilor încărcate, a recipientelor sub presiune, a materialelor groase, a pieselor supuse încărcărilor dinamice și temperaturilor scăzute. Cusătura trebuie să îndeplinească cerințe sporite pentru ductilitate și duritate.
Caracteristici speciale
Produsele sunt fabricate în conformitate cu cerințele GOST 9466-75 ale barelor de oțel cu acoperirea principală (compoziția chimică include diverse elemente, de exemplu, C, Mn, P, S, Si). Diametrul electrozilor produsi uoni variază de la 2 la 6 mm, iar lungimea - de la 300 la 450 mm. Acestea se caracterizează prin aprindere ușoară, ardere stabilă a arcului și spumă minimă de metal.
Cele mai comune produse
- marcate 13/45 - utilizate pentru a lucra cu piese turnate și piese forjate, cusăturile au o rezistență la impact și o ductilitate acceptabilă, compoziția fiind nichel și molibden,
- cu marcaj 13/55 - servesc la rosturi T și îmbinări cap la cap, lucrează cu carbon și carbon oțeluri slab aliate, învelișul conține mangan, siliciu, carbon, sulf, acestea fiind caracterizate printr-o rată ridicată de formare a sudurii și rezistența acesteia la formarea fisurilor în timpul cristalizării.
cerere
Electrozii sunt utilizați manual arc de sudură pe curent continuu polaritatea inversă. Este posibilă lucrul în toate pozițiile spațiale, cu excepția conducerii de sus în jos. Pentru a obține o cusătură de calitate superioară, este necesar să curățați suprafața metalică. Sudarea se face pe un arc scurt. Cusătura rezultată este ușor curățată de zgură.
În magazinul nostru online, puteți comanda electrozi uoni prin ambalare de la 1 la 6 kg. Cardurile de produs conțin specificații tehnice, preț și descrieri detaliate produse pentru o selecție mai ușoară.




