Cum se aleg electrozii de sudură. Cum de a alege un electrod de sudare?
5 aprilie 2017
De ce lipiți electrodul când sudați cu invertorul?
Un număr variat de tipuri de electrozi uneori confundă chiar și oameni experimentați. Există o problemă logică a alegerii electrozilor pentru sudare cu un invertor, deci care sunt cele mai bune? Fiecare tip de electrod este proiectat pentru sudarea anumitor materiale, în plus, trebuie să aibă acoperirea necesară, care nu trebuie să fie umedă. Cauza lipirii poate fi funcționarea incorectă a echipamentului sau setarea incorectă a parametrilor curentului de ieșire, precum și tensiunea de rețea scăzută. Vom vorbi despre principalele motive pentru lipirea electrozilor la sudare cu un invertor.
Pentru a înțelege de ce electrodul se lipeste în timpul sudării cu un invertor, trebuie să faceți mai întâi alegerea potrivită a mașinii de sudură în funcție de condițiile lucrărilor specifice. Unitatea trebuie să îndeplinească anumite cerințe care să asigure funcționarea optimă a dispozitivului în condiții reale. Un exemplu al unui astfel de dispozitiv, creat pentru condițiile rusești, poate servi drept invertoare ale liniei "Neon" din producția de la Nijni Novgorod. Pe baza acestor dispozitive, vom vorbi despre cerințele de bază ale mașinilor de sudură, care vor reduce probabilitatea lipirii electrozilor în timpul sudării. Aceste proprietăți sunt următoarele:
- tensiunea de alimentare a rețelei este în intervalul de la 160 V la 250 V, ceea ce face posibilă funcționarea în condiții de alimentare instabilă;
- disponibilitatea protecției întreruptorului, inclusiv supraîncălzirea;
- PV la un curent maxim de sudare de 60%;
- voltaj inactiv 70 V, ceea ce vă permite să păstrați cu siguranță încrederea chiar și la tensiuni extreme de intrare;
- există o funcție de pornire la cald pentru aprinderea sigură a unui arc de scurtcircuit, precum și creșterea arcului;
- astfel încât electrodul nu se lipeste, există un antistik funcție;
- garantează funcționarea stabilă la temperaturi ambiante de la -40 ° C la +40 ° C.
Trebuie remarcat faptul că aceste caracteristici sunt baza selecției, nu dogma, dar funcționarea stabilă la temperaturi extreme și tensiunile de linie sunt foarte importante pentru condițiile rusești. Pentru o muncă confortabilă, este util să folosiți funcția de pornire la cald, care vă ajută să începeți cu încredere procesul și să utilizați în mod optim electrozii de sudură pentru invertoare.
O atenție deosebită trebuie acordată unor funcții precum anti-lipirea sau antistratul. Esența lui este că la momentul lipirii curent de sudare este resetat la zero și acest lucru permite ca atât electrodul cât și invertorul să rămână intacte. Aparatul de ardere suplimentar ajută la eliminarea lipirii, ceea ce permite creșterea curentului de sudură cu risc de rupere a arcului și nu permite întreruperea sudurii, ceea ce are un efect benefic asupra calității muncii.
Este important să alegeți o unitate invertor pentru a acorda mai multă atenție modele ruseștideoarece acestea sunt întreținute și mai bine adaptate pentru a lucra în condițiile țării noastre.
Tipuri de electrozi acoperiti
Mulți, în special începători, sudorii se îngrijesc de problemele legate de selectarea corectă a consumabilelor. Deci, ce fel de electrozi sunt necesari pentru sudarea prin invertor, care sunt mai potrivite pentru diferite materiale? Pentru a răspunde la această întrebare, trebuie să spuneți despre tipurile de acoperiri și despre ce electoduri să alegeți pentru sudarea metalelor sau aliajelor specifice. Acoperirea servește pentru următoarele scopuri:
- Cu ajutorul oxizilor de carbon protejează baia de sudură de acțiunea oxigenului atmosferic.
- Stabilizează descărcarea cu arc.
- Promovează îndepărtarea oxigenului dintr-un metal sau aliaj, deoxidând cusătura.
- Cu ajutorul impurităților are efect doping asupra cusăturii.
Grosimea stratului de acoperire, aceste materiale sunt subțiri (M), medii (C), groși (D) și foarte groși (D). Acest parametru este reglementat de GOST 9466-75 și afectează procesul de sudare, mărind efectul stratului de acoperire pe cusătura și stabilizând proprietățile sale. Conform compoziției chimice a acoperirii, electrozii sunt împărțiți în următoarele tipuri:
- pentru curentul direct, se folosește acoperirea principală, care asigură o cusătura din plastic;
- pulbere cu pulbere de fier pentru a crește rezistența la sudare;
- tip cu acoperiri acide, care asigură viteza de lucru și ductilitatea metalului fiind sudat;
- pentru îmbinări verticale, acoperirea celulozei cu formare de zgură scăzută este mai potrivită;
- tip cu conținut de rutil și prezența feromanganului și a carbonatului de magneziu.

Pentru a pune în aplicare alegerea corectă în raport cu metalul sudat și pentru a evita lipirea electrozilor, trebuie să știți care dintre ele corespund cel mai bine pieselor care sunt unite. Caracteristicile tehnice ale stratului de acoperire și a metalelor și aliajelor recomandate pentru sudură corespund diferitelor grade de electrozi, și anume:
- pentru lucrările cu oțeluri structurale cu structură mică din aliaj de carbon, este necesar să se utilizeze UONI-13/55, OMA-2, OZS-30, MR-3M, We-10-6, ANO-21 și VSF-65U;
- aliate oteluri de înaltă rezistență sunt fierte EA-981/15, EA-395/9, NIAT-5, OZSh-1 și NIAT-3M;
- pentru rezistente la căldură și oțeluri rezistente la căldură utilizați ANZHR-2, TML-3U, TsL-39, IMET-10, KTI-7A și OZL-35;
- inoxurile și aliajele rezistente la coroziune sunt sudate cu ajutorul lui HJ-13C, NIAT-1, UONI-13NZH, TsT-15 și EA-400 / 10T;
- aliajele heterogene și oțelurile EA-391/15, TsT-28, OZL-32, ANZhR-2, NII-48G, IMET-10, V-56U și VI-IM-1;
- oZL-44, ANV-20, EA-112/15 și NII48G sunt potrivite pentru oțeluri speciale;
- fierul de fier este fiert folosind OZZHN-1, OZCH-2, MNCH-2, TsCh-4;
- pentru aliajele de aluminiu au nevoie de OZA-2, OZANA-2, OZA-1 și OZANA-1;
- cuprul și aliajele sale gătesc bine ANC / OZM-2, OZB-2M (bronz), Komsomolets-100, OZB-3;
- pentru nichel și aliaje utilizează V-56U, OZL-32;
- tăierea metalelor costă ANR-2M, OZR-2, OZR-1.
Cu sudarea fără erori, prin alinierea metalului piesei de prelucrat cu marca de electrod, va fi cel mai probabil posibil să evitați lipirea atunci când lucrați cu invertoare.
Este foarte important să cunoaștem cât mai mult posibil proprietățile și numele metalului de pe spații, deoarece calitatea cusăturii de sudură depinde de aceasta.
Cauzele lipirii electrodului în timpul sudării invertorului
Am abordat tema alegerii unei mașini de sudură și am învățat cum să alegem electrozii pentru sudură cu un invertor și acum trebuie să luăm în considerare toate cauzele posibile ale lipirii electrozilor și cum să scăpăm de ele. Acestea pot avea o natură complet diferită și sunt după cum urmează:
- umiditatea ridicată a stratului de acoperire, eliminată prin calcinare;
- slabă calitate sau integritate a stratului de acoperire;
- inconsistența materialului piesei de prelucrat cu tipul de electrod;
- curentul de sudare prea scăzut din cauza tensiunii de bandă instabilă sau a fricii de ardere metal subțire piesa de lucru;
- setările greșite ale invertorului;
- polaritatea neregulată, de exemplu, aliajele de aluminiu și alte materiale sunt sudate cu polaritate inversă;
- Întreruperea parțială a cablului sau contactul instabil în suport;
- curățarea slabă a suprafeței piesei de prelucrat din stratul de rugină, ulei, umiditate și oxid;
- contaminarea cu electrozi;
- calificarea scăzută a sudorului.
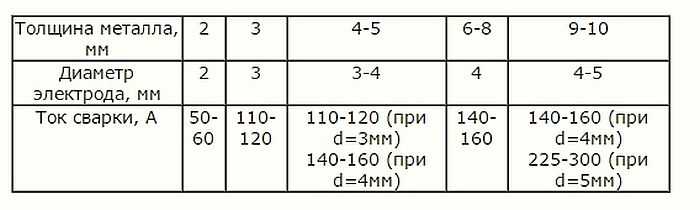
În ceea ce privește curentul de ieșire, se calculează pe baza valorii de 20 A - 30 A pe un milimetru de grosime a electrodului, iar pentru 2 mm va fi în domeniul de la 50 la 60 A, pentru o grosime de 3 mm de la 70 la 120 A, pentru 5 mm de la 150 la 220 A. Când căutați motivele lipirii, trebuie să mergeți de la cea mai simplă la cea mai complexă și trebuie să înțelegeți că nu există reguli de sudură neclintite, iar modul dorit este ales experimental. Procesul depinde de marca electrodului, grosimea pieselor de prelucrat, compoziția chimică a metalului sau aliajului și polaritatea conexiunii.
Este important să se înțeleagă că, în timpul funcționării normale a echipamentului, trebuie depuse eforturi pentru a înțelege cauzele lipirii electrozilor și, dacă este necesar, pentru a solicita sfaturi de la profesioniști.
Rezumă
Am analizat criteriile de selecție pentru invertoarele de sudură și selecția electrozilor pentru a asigura un proces de sudare optim și, de asemenea, am identificat posibilele cauze ale lipirii electrozilor în timpul lucrului. Nu există sfaturi detaliate care să ajute la rezolvarea acestei probleme, dar opinia unor persoane mai experimentate va veni în ajutorul dvs. și am încercat să acoperim pe deplin acest subiect.
Pentru un sudor novice, alegerea unui electrod poate fi o problemă: există mai mult de două sute de mărci cu proprietăți, scopuri și caracteristici diferite. Și aproximativ 100 de mărci sunt potrivite pentru sudarea manuală cu arc electric cu dispozitive invertoare. A spune despre toate este imposibil, da, pentru început, și nu este necesar. Doar descrieți pe scurt tipurile principale și ce electrozii pentru invertoare mai mult decât altele sunt potrivite pentru începători. O altă întrebare va fi despre ce diametru să ia și cum să setați curentul pentru metal de sudura de diferite grosimi.
Ce este un electrod și ce este acoperirea
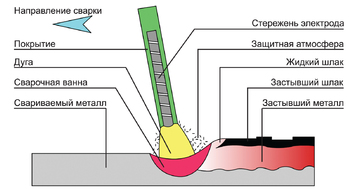
Electrodul este o bucată de fire metalice cu acoperire specială. În timpul sudării, miezul se topește la temperatura arcului. În același timp, tencuiala arde și se topește, creând un nor de gaz protector în jurul zonei de sudură - bazinul de sudare. Blochează accesul la oxigenul conținut în aer. În procesul de ardere a învelișului, o parte din acesta intră într-o stare lichidă și acoperă metalul topit cu un strat subțire, protejându-l, de asemenea, de interacțiunea cu oxigenul. Deci, acoperirea asigură o bună calitate a cusăturii.
Înainte de a începe sudarea, orice electrod este inspectat: acoperirea nu trebuie să aibă jetoane. În caz contrar, nu veți obține o încălzire uniformă și o cusătură de calitate superioară. Acordați atenție și vârfului electrodului: grosimea stratului de acoperire trebuie să fie aceeași pe toate părțile. Atunci arcul va ieși în centru. În caz contrar, va fi compensată. Pentru sudatorii cu experiență, acest lucru este bun, dar pentru începători poate crea probleme tangibile.
Este necesar să se monitorizeze umiditatea stratului de acoperire. Unele dintre ele, cu umiditate ridicată, se aprind foarte prost (de exemplu, SSSI). În legătură cu această "capricioasă" a stratului de acoperire, acestea trebuie depozitate într-un loc uscat, asigurând cât mai bine un pachet posibil. Puteți pune cutia în pungă și mai puneți niște pungi de sare, care sunt în cutii de încălțăminte.
Nu trebuie să cumpărați electrozi umedi: ei pot, desigur, să fie uscați, dar caracteristicile lor vor scădea. Dacă se mai întâmplă ca electrozii să fie umedi, ele pot fi uscate într-un cuptor convențional de uz casnic la temperaturi scăzute (acestea sunt de obicei indicate pe ambalaj). Cea de-a doua cale este de a pune o cameră uscată și bine ventilată pentru o perioadă lungă de timp.

Tipurile de acoperire și caracteristicile acestora
Există doar patru tipuri de acoperiri:
- Principalul.
- Rutil.
- Sour.
- Celuloza.
Învelișul de bază (UONI) și celuloză este adecvat numai pentru sudarea cu curent continuu. Ele pot fi folosite pe cusături critice: creează o cusătura puternică, elastică, rezistentă la șocuri.

Celelalte două (rutilă și acru) pot funcționa la sudarea cu curent alternativ și direct. Dar acoperirea acidă este foarte toxică: puteți lucra în spații numai dacă la locul de muncă echipat cu o evacuare forțată.
Tencuiala rutilă are o nuanță verzui sau albastră, electrozii sunt ușor de aprins. Ele sunt bine iluminate chiar dacă invertorul are o tensiune scăzută la sarcină (pentru aprinderea în siguranță a stratului principal, este necesară o bună caracteristică de tensiune-curent). La sudarea cu electrozi rutilieni (MP-3), metalul aproape nu se stropeste, dar exista o multime de zgura si nu vine usor: trebuie sa lucrati cu un ciocan.
Cum se aleg electrozii de sudură invertor
Mai întâi, se selectează compoziția miezului: ar trebui să fie similar cu tipul de metal sudat. În gospodăria cea mai des folosită oțeluri structurale. Aici din același fir și ar trebui să fie electrozii. Uneori trebuie să gătiți oțel inoxidabil. Apoi, miezul trebuie să fie, de asemenea, fabricat din oțel inoxidabil, iar pentru aliajele de înaltă rezistență și căldura rezistente, acestea sunt fabricate din metal cu aceleași caracteristici.
Puteți face toate gospodăriile sau lucrările de construcții folosind doar câteva tipuri de electrozi:
- SSSI 13/55
- Da 21
- Ok 63,34
Acestea sunt recunoscute de mulți dintre cei mai buni electrozi pentru începători care lucrează cu: este mai ușor să lucreze cu ei, în același timp, ei permit să gătească cusături de înaltă calitate chiar și în absența unei experiențe semnificative. Mai jos sunt caracteristicile și aplicarea generală a acestor consumabile, pe care mulți specialiști le consideră a fi electrozi buni pentru invertor. În orice caz, ele sunt adesea recomandate sudarilor novici pentru a câștiga experiență.
Electrozi acoperiti cu electrolii MP 3

Acestea sunt probabil cele mai populare electrozi de sudură pentru invertoare în rândul începătorilor: UONI 13/55 (Pentru a crește dimensiunea unei imagini, faceți clic dreapta pe ea)
Cel mai adesea, începătorii sunt sfătuiți să înceapă stăpânirea suduri cu electrozii MR-3. Acestea sunt ușor de aprins, chiar și cu volt-amperi foarte slabi, caracteristice mașinii de sudură, asigură o bună protecție a băii sudate, făcând destul de ușor să-și controleze poziția. Dacă electrodul nu se aprinde, calcinează-l la o temperatură de 150-180 ° timp de 40 de minute.
Ele sunt utilizate în dispozitive cu variabilă (transformatoare de sudură) și cu curent continuu (redresoare de sudură și invertoare). Invertoarele sunt de obicei conectate în polaritate inversă (+ pe electrod). Potrivit pentru orice tip de cusătură, cu excepția verticalului de sus în jos.
Electrozii MP 3 nekaprizny la calitatea suprafețelor sudate. Ele pot lucra chiar și pe părți netratate, ruginite și ude. Sudarea este medie (2-3 mm) sau arc scurt.
Caracteristica MP 3 este foarte importantă pentru începătorii sudori: ei "arc" bine, ei sunt ușor de operat. Pentru aceasta, nu toți profesioniștii iubesc acest brand: numiți-i lumini Bengale. Se gatesc prea încet: mișcarea lentă este necesară pentru o bună încălzire. Ceea ce nu le place profesioniștii, noii veniți - ceea ce avem nevoie. Încercați să începeți să învățați sudarea cu MP3. Ar trebui să reușești.
| Diametrul electrodului LEZ MP-3, mm | Lungime mm | Greutatea pachetului, kg | Preț, frecați | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 A | 1,0 | 146 |
| 2,5 | 300 | 60-100 A | 1,0 | 120 |
| 3 | 350 | 70-100 A | 1,0 | 95 |
| 4 | 450 | 80-170 A | 1,0 | 91 |
| 5 | 450 | 130-210 A | 1,0 | 91 |
UONI 13/55 cu stratul principal

Electrozi profesioniști preferați pentru invertorul SSSI 13/55 (Pentru a crește dimensiunea imaginii, faceți clic dreapta pe ea)
Acestea sunt probabil cei mai răspândiți și mai populari electrozi cu stratul principal. Acestea sunt recomandate pentru sudarea carbonului și a oțeluri slab aliate. Potrivit pentru compușii cu structuri responsabile. Cusăturile sunt rezistente la șoc și plastic, tolerează bine efectele temperaturilor scăzute.
Dezavantajul acestor electrozi: acestea sunt bine iluminate doar cu o valoare suficient de mare de ralanti în invertor (peste 70 V). Al doilea dezavantaj major: cerințe ridicate pentru striparea și prelucrarea metalelor sudate. Dacă rugina, praful, uleiul sau alte contaminanți rămân pe margine, acestea vor fi poroase.
Lucrul cu SSSI 13/55 este posibil numai pe mașini de sudură DC, inclusiv invertoare, cu polaritate inversă (+ servită pe electrod), cu un arc scurt (păstrați vârful electrodului mai aproape de suprafața de sudat). Tensiunea minimă de încărcare este de 65 V.
| Diametrul electrodului UONI 13/55 (producătorul "Mezhgosmetiz) | Lungimea electrodului, mm | Curent de sudare recomandat, A | Prețul de vânzare cu amănuntul al unui pachet, frecați |
|---|---|---|---|
| 2,0 | 250 | 30-60 A | |
| 2,5 | 300 | 40-70 A | 127 freca |
| 3 | 350 | 80-100 A | 116 frecare |
| 4 | 450 | 130-160 A | 111 fre |
| 5 | 450 | 180-210 A | 110 freca |
Da 21
Acest tip de electrod cu acoperire rutilă este proiectat să funcționeze cu oțeluri de carbon cu o grosime mică. () Atunci când se utilizează, arcul se aprinde ușor (inclusiv la reaprindere), cusătura este fin sub formă de fulgi (din valuri mici), zgura fiind ușor separată. Electrozii ANO 21 pot fi utilizați pentru sudarea apei sau a conductelor de gaz.

Ele lucrează atât cu curent alternativ, cât și cu curent direct, de orice polaritate. Înainte de sudare, tratamentul termic este necesar: acestea sunt calcinate la 120 ° C timp de 40 de minute.
Electrozii pe oțel inoxidabil OK 63.34
Dacă aveți nevoie să sudați oțel inoxidabil, încercați OK 63.34. Ele pot fi de asemenea fierte și oțeluri structurale. Aceasta are ca rezultat o cusătură cu valuri fine, cu o tranziție lină către suprafața metalică principală. Cantitatea de zgură este mică, aceasta răsare ușor.
Cu acest electrod este bine să gătiți 6-8 mm în metal, trecând de sus în jos. Potrivit pentru sudarea multi-trecere și sudarea suprapusă. Funcționează cu curent direct sau alternativ de orice polaritate, tensiunea minimă fără sarcină este de 60 V.

Pentru sudare, aveți nevoie de o mască. Pentru a ușura munca, luați-o
Cum să alegeți diametrul electrodului, cum să îl conectați și cum să setați puterea curentă
Pentru a alege marca de electrozi pentru invertor nu este totul. Chiar dacă ați decis, există cel puțin trei întrebări:
- care este diametrul electrodului utilizat la sudare?
- ce curent să expunem;
- la care ieșirea "+" sau "-" conectează electrodul.
Mai întâi lucrurile. Să începem cu diametrul electrodului necesar sudării. În general, se recomandă trecerea de la grosimea metalelor sudate: pentru grosimi mici, electrodul este luat cu un diametru de aceeași dimensiune ca metalul. Dacă fierbeți metalul cu o grosime de 3 mm, luați electrozii de aceeași mărime. Dacă gătiți ceva mai gros, respectiv, luați 4 mm. Dar va fi dificil pentru începători să lucreze cu electrozi mari. Începeți să comandați sudarea cu o grosime de metal de 3-4 mm. Pentru a face acest lucru, utilizați electrozii de 3 mm, sau cum se spune "troica".
Referitor la modul de conectare a electrozilor de ieșire. Specificațiile tehnice de pe ambalaj indică cel mai probabil polaritatea pentru care este destinat electrodul. La conectarea la ieșirea pozitivă, conectați electrodul la borna negativă atașată la piesă. Când polaritatea pe partea este plantată plus, pe electrod serveste minus. Cum arată pe invertorul de sudură este prezentat în fotografie.

Care este diferența dintre aceste două tipuri de conexiuni? O direcție diferită are un flux de electroni. După cum știți, electronii trec de la "minus" la "plus". Prin urmare, la sudare se dovedește că elementul care este conectat la "+" este încălzit mai puternic. Schimbând modurile de conectare, puteți controla intensitatea încălzirii metalice.
Luați în considerare câteva situații. De exemplu, aveți un electrod de 3 mm, metal 2 mm. Dacă fișierul elementului "+" poate obține o erupție. Prin urmare, în acest caz este mai bine să le folosiți polaritatea inversăla care electrodul se va încălzi mai mult. Dacă doriți să sudați 6 mm metal cu același triple, este mai bine să faceți acest lucru cu polaritate directă: în acest fel încălzirea metalului va fi mai adâncă și cusătura va fi mai durabilă.
Sudare de curent
În general, la instalarea electrodului, rezistența curentului sudat pentru invertor este stabilită în funcție de diametrul electrodului utilizat. În general, există recomandări pentru fiecare pachet, dar puteți face fără ele: pentru fiecare milimetru de diametru, sunt luate 20-30 Amperi de curent. Se pare o gamă largă, dar atunci trebuie să țineți cont de modul în care veți pune cusătura: cu sau fără separare. Pentru sudare fără separare puneți curenți mai mici, cu o separare mai mare.
De exemplu, pentru un electrod cu un diametru de 3 mm, curentul calculat este obținut de la 60 A la 90 A. De fapt, acestea funcționează în intervalul de la 30 Amp până la 140 Amperi. La sudare fără separare, este stabilit un curent de circa 70-90 A, cu un spațiu de 90-120 A. Acești parametri se pot "mișca" în ambele direcții: de asemenea, depinde de viteza de mișcare a vârfului electrodului, de gradul și randamentul oțelului sudat, pe poziția cusăturii (pentru cusatura verticală și orizontală setată puțin mai puțin, pentru tavan - chiar mai puțin).
În general, chiar și curenții recomandați de producător sunt departe de a fi o cerință. Începeți cu ele, apoi alegeți astfel încât să vă simțiți confortabil de lucru și cusătura sa dovedit a fi bună. Ar trebui să aveți o conexiune de calitate și veți alege în mod experimental raportul dintre puterea curentă și viteza de mișcare. În acest caz, fiți ghidați de starea băii sudate. Ea - principalul dvs. indicator al calității.
Acum știți nu numai cum să alegeți electrozii pentru sudarea invertorului, ci și cum să le conectați, ce diametru aveți nevoie pentru această sarcină și cum să alegeți curentul pentru fiecare tip de electrod și sudură. Acum să vorbim puțin despre suporturile pentru electrozi.
Suporți de electrozi
Pe unul din cablurile de sudură există un suport (suport) în care este introdus electrod de sudare. Ele sunt de două tipuri:
- cu cheia de declanșare, electrodul este fixat în ele automat când cheia cu arc este eliberată, eliberată când o apăsați;
- filetat - mânerul se răsucește și se rotește, eliberând sau prinzând miezul electrodului introdus.
Care dintre ele este mai bună? Voi decideti, dar prin apasarea accidentala a cheii, puteti lasa electrodul in timpul sudarii. Nu se întâmplă nimic rău în același timp, dar neplăcut ...
Atunci când alegeți un suport electrod, este important să acordați atenție rezistenței curentului pentru care este proiectat. Alegeți parametrul maxim care este disponibil pentru mașina dvs. de sudură.
Modul de conectare a cablului la suportul electrodului de sudură cu o clemă filetată este prezentat în imagine.
Dezavantajul suportului de clothespin este acela că, de la primăvară, miezul electrodului de prindere este slăbit, contactul se deteriorează. Trebuie să punem unul nou. Cum se face pe suport-clothespin, a se vedea în video.
Conectați suportul electrodului pentru sudură este ușor. Numai există o singură nuanță: când munca frecventă cablu de sudare își frecă marginile. Desigur, scurtați cablul și reîncărcați-l, dar nu doriți întotdeauna să tăiați chiar și 10-20 cm. Pentru a preveni acest lucru, găsiți un furtun a cărui diametru interior este același sau puțin mai mic decât diametrul exterior al cablului sudat. Taie o mică bucată din ea - 15 centimetri - și taie-o de-a lungul. Acum poate fi pus pe cablu, tras în sus și fixat acolo.
Conectarea diferitelor produse metalice se realizează cel mai adesea prin sudare. În acest scop, se utilizează un echipament special, care include atât unități de transformare, cât și invertoare. Dar chiar și cei mai simpli dintre ei nu pot lucra fără electrozi. Într-adevăr, pentru a obține o sudură bine făcută, este necesar să se topească tija de oțel. Dar pentru fiecare material, electrozii invertorului trebuie să fie fabricați dintr-un anumit aliaj. Numai atunci puteți obține un rezultat bun.
Invertoare și accesorii pentru ele
Unitățile moderne de sudură sunt foarte diferite de predecesorii lor. Acestea au dimensiuni compacte, greutate redusă, convenabil în exploatare și transport. Dar pentru ca o cusătură făcută cu utilizarea lor să fie de înaltă calitate, este necesar să se utilizeze electrozii selectați corespunzător. Succesul sudurii efectuate depinde de aceasta cu 90%.
Caracteristici și specificații de proiectare
Ce este atât de necesar atunci când efectuați sudare Element? Aceasta este o bucată de sârmă de oțel având o acoperire. Este necesar să se mențină un arc stabil, și prevede, de asemenea:
- Protecție metalică;
- Doping cusătură.
Cu toate acestea, caracteristicile funcționale ale elementului depind de scopul acestuia.
Urmărim videoclipurile, tipurile și scopurile lor principale, precum și criteriile de selecție:
principalele caracteristicile tehnice Electrozi de sudură pentru invertor sunt:
- Diametrul și lungimea tijei;
- Material sau aliaj din care este fabricat.
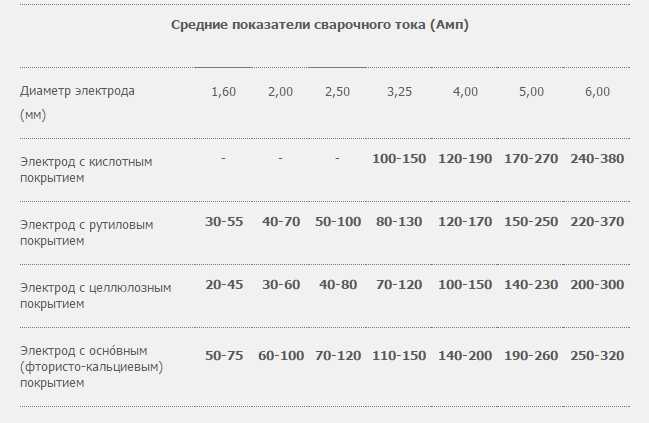
Lungimea produsului poate fi de la 300 la 450 mm și depinde de natura dopajului electrodului. În ceea ce privește diametrul, există o întreagă linie de tije, în cazul în care tija mai subțire are o dimensiune de 1,6 mm, iar cea mai groasă atinge 5 mm. Dar electrozii pentru sudare cu un diametru de 1,6 mm sunt de obicei făcuți la comandă, deoarece nu găsesc o distribuție largă pe piața internă.
Tipuri de electrozi
În ceea ce privește clasificarea acestor elemente, ele sunt împărțite în două tipuri principale:
- de topire;
- Neconsumabil.
Primele pot fi realizate atât din sârmă de oțel, cât și din aliaje speciale, în funcție de materialele folosite pentru sudură. De obicei, pentru a lucra cu invertor de sudare cu fonta, cupru, oțeluri diferite utilizează electrozi fabricați din aliaje.
Produsele non-consumabile sau tungsten sunt utilizate în sudarea cu argon. Ele pot avea, de asemenea, diferențe de performanță în funcție de aplicație.
Tabelul varietăților de electrozi
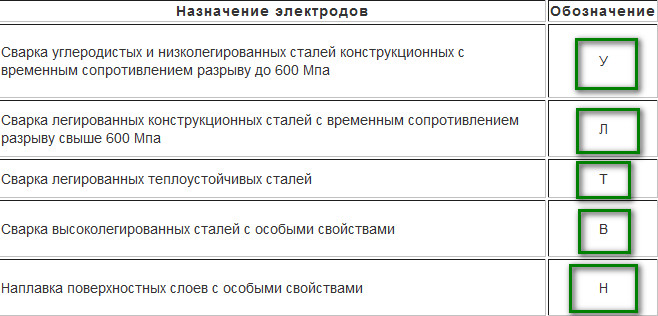
În plus, electrozii sunt împărțiți după scop în următoarele tipuri:
- Pentru diferite oțeluri;
- Pe oțel inoxidabil;
- Pe aluminiu;
- nichel;
- Pentru reparații;
- Pentru aliaje tari sudate.
Există diferențe în tipul de acoperiri. Piața prezintă electrozi cu patru soiuri, cele mai des întâlnite fiind: bază și rutilă.
Criterii de selecție
Deoarece acest material consumabil este necesar pentru orice tip de sudură, acesta trebuie achiziționat ținând cont de caracteristicile specifice ale echipamentului și de specificul lucrării efectuate.
Vizionați videoclipuri, vizionări și diferențele dintre acestea:
Aceasta ar trebui să țină seama de caracteristici precum:
- diametru;
- Compoziția materialului.
Pentru cusatura de înaltă calitate este necesar să alegeți consumabilele potrivite. Și mai întâi de toate, parametrii lor, inclusiv diametrul, sunt luați în considerare. Totuși, ce electroduri sunt mai bune pentru un invertor? Pentru diferite grade de oțel este listat în documentele de reglementare. Dar trebuie remarcat faptul că diametrul nominal corespunde dimensiunilor tijei interioare și nu include un tencuială.
 Grosimea acestui strat este individuală pentru un anumit tip de produs și este marcată cu litere:
Grosimea acestui strat este individuală pentru un anumit tip de produs și este marcată cu litere:
M - indică un diametru mic și un strat mic de acoperire de până la 1,2 mm, iar D - peste 1,8 mm. Atât companiile interne, cât și cele străine respectă această etichetare. Cu toate acestea, diametrele lor vor fi diferite.
Urmăriți videoclipul, cum să alegeți electrodul potrivit pentru sudare:
Dar nu numai dimensiunile sunt importante la alegerea electrozilor. Un rol important îl joacă compoziția componentelor din acesta. Deoarece electrodul constă dintr-o tijă și o tencuială, se ia în considerare și materialul din care sunt realizate. Pentru majoritatea produselor, baza este luată de sârma cu conținut scăzut de carbon, iar compoziția de acoperire include diferite componente:
- Compuși de fluor;
- Dioxid de titan;
- Rutil.
Utilizarea de electrozi de primul tip vă permite să obțineți o conexiune puternică și rezistentă la căldură, caracterizată printr-o bună ductilitate. Produsele cu dioxid de titan creează un arc stabil și permit obținerea unei rezistențe ridicate a legăturii. Electrozii de rutil sunt utilizați în structurile de sudură cu umiditate ridicată. În plus, alegerea electrozilor trebuie să țină cont de caracteristicile metalului sudat.
De exemplu, pentru oțelurile din carbon se utilizează tije UONI sau MP. Primul are un nivel mic de pulverizare, al doilea - se disting prin separarea rapidă a zgurii. Acestea pot fi utilizate atât în echipamente profesionale, cât și în echipamente portabile.
Producătorii - ale căror produse sunt mai bune
Deoarece există un număr mare de mărci și tipuri diferite de astfel de produse, vom lua în considerare numai cele destinate manuale de sudura. Și din ele vom alege doar probele folosite la prelucrarea cu carbon și oțeluri cu aliaj slab.
Urmăriți videoclipul, testați diferite electrozi de sudură:
Ne vom baza pe feedback-ul lăsat de utilizatori, precum și pe publicații din reviste de specialitate. Conform acestor surse, cei mai buni electrozi ai invertorului de pe piața internă sunt produse ale următoarelor instalații:
- Petersburg ESAB-SVEL;
- Tyumen;
- Kamensk-;
- Orlowski;
- Losinoostrovsky.
În rândul producătorilor străini, produsele celor mai importante companii sunt cele mai mari:
- kobelco;
- ECAB,
Aceste electrozi pentru sudarea prin invertor depășesc produsele interne în multe feluri, deși au un preț destul de ridicat.
Urmăriți un videoclip despre produsele Monolith:
În ceea ce privește produsele rusești, aceștia pierd în majoritatea opțiunilor, deși apar deja unele mostre care se ridică la nivelul celor mai săraci electrozi importați. Dar chiar și astfel de rezultate ar putea fi obținute doar de societățile mixte deținute de producătorii europeni sau asiatici.
Acum ne îndreptăm atenția asupra produselor în sine. Deci, electrozii uzinei din Petersburg au costat aproximativ 135 de ruble pe 1 kg și, în opinia sudatorilor, sunt cele mai bune dintre modelele interne.
Prețul electrodei pentru sudarea invertorului a firmei Tyumen este puțin mai mare, deși în termeni de calitate practic nu diferă de proba anterioară.
Produsele Kamensk-Shakhtinsky fabrică este în principal proiectat pentru utilizarea cu invertoare de uz casnic și are un preț de aproximativ 130 de ruble. pentru 1 kg.
 Electrozii de penza sunt considerați cei mai buni în ceea ce privește prețul și calitatea. Costul lor nu depășește 58 de ruble.
Electrozii de penza sunt considerați cei mai buni în ceea ce privește prețul și calitatea. Costul lor nu depășește 58 de ruble.
Produsele companiei japoneze, deși sunt scumpe, dar vă permit să obțineți rezultate excelente la testarea forței. Experții spun că aceste electrozi justifică pe deplin un preț atât de ridicat.
Procesul de sudare nu poate fi numit simplu, așa că, înainte de a începe să asamblați o anumită structură cu folosirea ei, ar trebui să o exersați în prealabil dacă nu ați făcut acest lucru înainte.
Pentru a face acest lucru, clema este atașată la piesă, iar electrodul este umplut în suport. Curentul este apoi setat în funcție de diametrul barei de oțel. În același timp, ar trebui să studieze noi electrozi - aceasta va ajuta la înțelegerea mai bună a semnificației muncii.
Vizionați video, abilități de bază pentru sudura:
Crearea unui arc este după cum urmează. Electrodul este instalat la un unghi de aproximativ 70 ° față de partea respectivă. Apoi îi poartă rapid piesa de prelucrat, și ar trebui să apară un scânteie de scântei și un sunet caracteristic.
Apoi trebuie să atingeți detaliile, astfel încât să existe un spațiu de până la 5 mm. În acest moment, apare un arc și sub influența sa metalul va începe să se topească. Decalajul trebuie menținut prin deplasarea electrodului pe orizontală pe măsură ce arde.
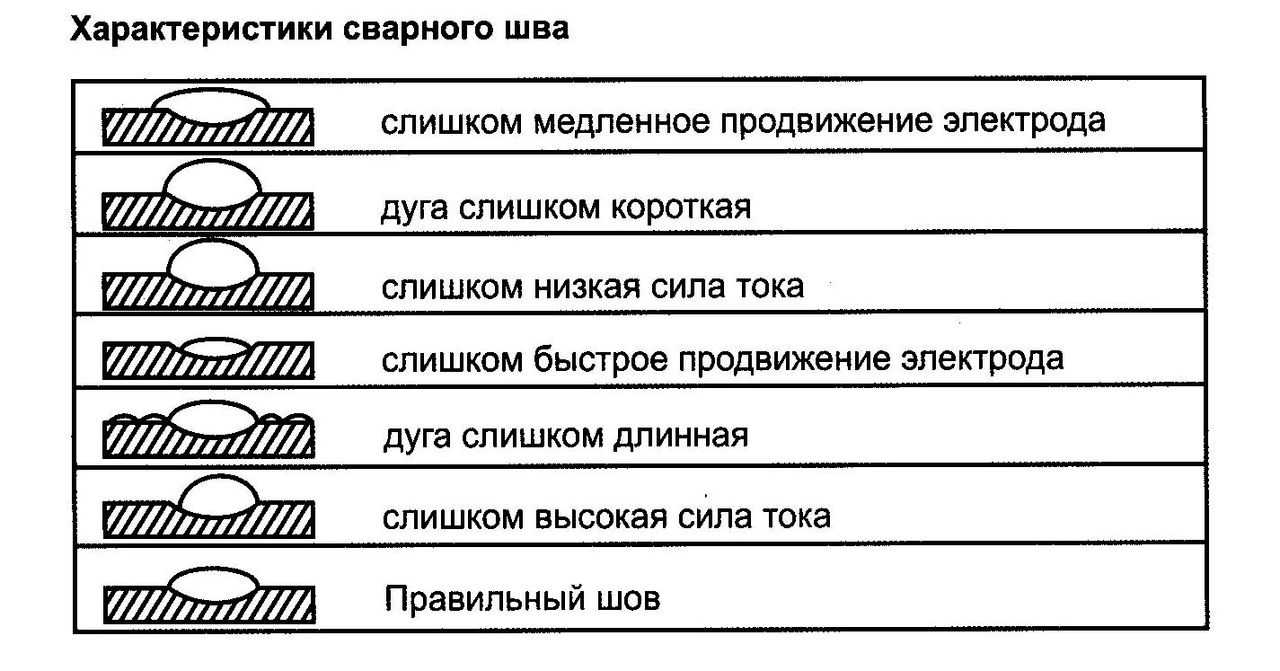
Dacă se observă lipirea, înseamnă că dispozitivul are o putere slabă a curentului și trebuie să fie mărit.
Vom discuta cum să alegem electrozii manuali arc de sudurăSă ne acordăm atenție clasificării electrozilor și etichetării acestora.
Electrodul este o tijă metalică pentru alimentarea curentului către partea sudată. În timpul sudării, muchiile pieselor sudate se topesc, iar sudură este umplută cu un metal de electrod. Acest tip de sudare este, de asemenea, numit electrozi de sudură acoperit, deoarece electrodul este acoperit cu un strat de flux, care, atunci când este topit, formează o protecție a gazelor de sudură.
 Grosimea pieselor care trebuie sudate definește diametrul electrodului. Prin urmare, mai întâi determinați numărul dorit diametrul electrodului.
Grosimea pieselor care trebuie sudate definește diametrul electrodului. Prin urmare, mai întâi determinați numărul dorit diametrul electrodului.
Pentru grosimi de sudură de până la 1 mm în Europa, se folosesc electrozi cu diametrul de 1,6 mm (pentru profesioniști reali), în Rusia se găsesc numai sub comandă. De regulă, în acest caz, nu se folosește metoda sudării prin arc manual și se utilizează sudarea cu argon sau semiautomat.
Dacă doriți să obțineți o cusătură fiabilă și frumoasă cu un efort minim, atunci mai întâi cumpărați electrozi buni! Ridică-te electrozi de sudură manuală (ele sunt de asemenea numite electrozi de unică folosință) în conformitate cu compoziția chimică a pieselor sudate.
Electrozii pot fi împărțiți în mai multe grupuri condiționate:

- diametru (2-6 mm);
- pe marcaj;
- de către producător.
Semne de electrozi
Luați în considerare numai cele mai populare etichete și analogii de electrozi.
SSSI— electrozii de curent continuu cu acoperire de bază. Pentru structurile critice din toate tipurile de oțel.
ozs— electrozi de rutil, universală, pentru lucrul atât pe curent cât și curent alternativ. În comparație cu SSSI, acestea necesită un curent de sudare mai mic și formează mai puțin zgură.
MP3-electrozi, de asemenea, cu o acoperire rutilă, pentru sudarea cu curent alternativ și direct.
ANO-4 este un alt electrod universal popular. Cel mai adesea sunt vândute în pachete mici de 1 kg, ceea ce este foarte convenabil. Și dacă la Dacha ai nevoie brusc doar pentru a apuca ceva și pentru asta ai nevoie de 2-3 electrozi, atunci nu va trebui să cumperi un pachet mare de 5-6 kg, care apoi poate fi încă umed în timp ce este stocat, dar acest lucru este de ajuns. Convenabil și economic.
TsU-5 - specializată electrozii de sudură(Apa).
ESAB OK 53.70 - electrozi acoperiti pentru sudarea conductelor de apă, analogic TsU-5.
TsCh-4 - fontă.
ESAB OK 92.18 - pentru fontă, analog TsCh-4.
TsL-11 - pentru sudarea oțelului inoxidabil.
ESAB OK 61.30 - electrozi din oțel inoxidabilanalog al CL-11.
ESAB OK 96.20 - alumini de sudură din aluminiu.
KOBELKO LB-52U - electrozi japonezi populare, pentru structuri critice. Poate fi folosit și pentru sudarea apei și a conductelor de gaz. Cel mai bun și mai scump.
Producători de electrozi
Să vorbim despre producătorii de electrozi, deoarece cel mai adesea acest lucru se reflectă în calitatea lor.
KOBELCO - Japonia. Cel mai bun electroddar și cele mai scumpe. Rezultate excelente la testarea durabilității.

ESAB - electrozii ESABde înaltă calitate. Cel mai adesea în magazine veți găsi acești electrozi la un preț destul de ridicat. Dar! Aceste electrozi merită într-adevăr.

"Planta Losinoostrovsky" - electrozi, media în preț și calitate.
 "Plantul Kamensky" - electrozi fiabili, cu valoare bună pentru bani.
"Plantul Kamensky" - electrozi fiabili, cu valoare bună pentru bani.
 "Ural Plant" - cel mai adesea este cel mai ieftin electrod. Nu vă așteptați la o calitate excelentă. În general, ele vor suda și vor păstra structura.
"Ural Plant" - cel mai adesea este cel mai ieftin electrod. Nu vă așteptați la o calitate excelentă. În general, ele vor suda și vor păstra structura.
Depozitarea electrozi
Depozitați electrozi numai în locuri pregătite. Când cumpărați, acordați atenție perioadei de valabilitate. Electrozii restanți nu vor da o sudură confortabilă și o conexiune fiabilă a pieselor!
Este mai bine să depozitați electrozi într-un caz special care să împiedice pătrunderea umidității. Cazul creionului servește, de asemenea, la transportul electrozilor la locul de sudură. Dacă electrozii sunt încă umedi, atunci uscarea electrozilor și calcinarea electrozilor vor ajuta. Pentru a face acest lucru, utilizați un cuptor pentru calcularea electrozi, care se încălzește până la 400. Dacă electrozii sunt încă fierbinți, după încălzirea într-un cuptor, aceasta va păstra căldura pentru o perioadă lungă de timp.
Nu toți sudicienii de la începători știu că electrozii de sudură sunt mai mult de 200 de tipuri, dintre care aproximativ o sută de tipuri sunt folosite la sudarea manuală. Ei nu trebuie să știe totul, dar este necesar să obțină informații despre unele dintre cele mai populare și cele mai frecvent utilizate. Prin urmare, ne îndreptăm atenția asupra alegerii electrozilor pentru sudarea prin arc manual.
Un electrod este un fir care este acoperit deasupra cu un compus special numit acoperire. În procesul de sudare, firul (miezul) se topește sub acțiunea unui curent electric de mare putere, umplând spațiul dintre produsele metalice sudate. Acoperirea se topeste, de asemenea, care, in procesul de combustie, elibereaza gaz. Acesta din urmă cuprinde zona de sudură, împiedicând penetrarea oxigenului în interior.
Al doilea scop al acoperirii este de a proteja singur stratul de sudură. În procesul de topire, o parte din materialul de acoperire devine lichid și se acoperă cusătură de sudură. Acest film subțire îl protejează de efectele negative ale oxigenului. De ce este necesară această protecție?
- În procesul de topire a metalelor, oxigenul va lua o parte din energie în sine, deci curentul electric ar putea să nu fie suficient pentru sudură.
- În contact cu oxigenul la umiditate scăzută, oxidul apare pe metale, reducând caracteristicile sale de calitate.
Tipuri de acoperire
În prezent, sunt utilizate patru tipuri de acoperire.
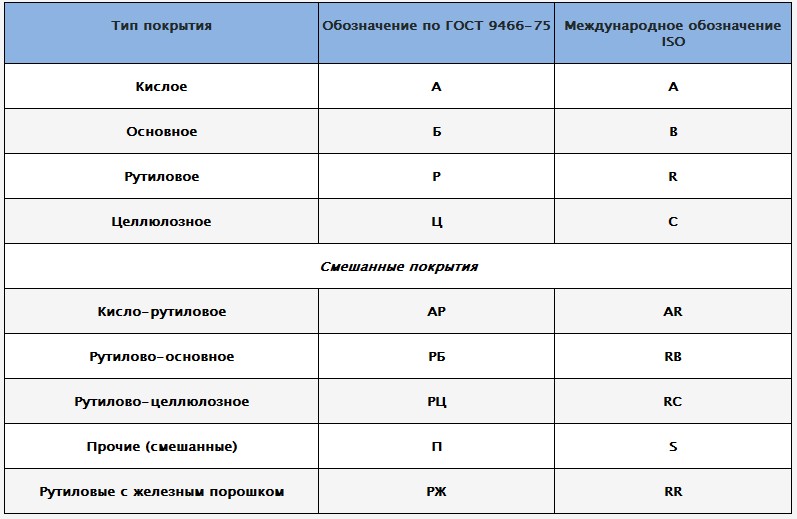
- Marcajul principal este "B".
- Acru - "A".
- Celuloză - "C".
- Rutile - "P".
Există tipuri mixte, de exemplu AR - acid rutil, RB - rutil-bază, GJ - rutil amestecat cu pulbere de fier și RC - rutilă-celuloză.
Cel mai adesea pentru sudarea manuală cu un invertor, se folosesc electrozi de sudură cu un strat de bază sau rutil. Prima categorie include electrozii marca UONI. Acestea sunt de obicei utilizate în cazurile în care trebuie să obțineți o cusătură de sudură de înaltă calitate. Adică, cusătura trebuie să aibă o rezistență ridicată, duritate și ductilitate ridicată. În același timp, sudurile de la electrodul sudat al UONI asigură că nu se vor forma fisuri de tip cristal în interiorul materialului sudat, plus electrozi de acest tip nu sunt supuși îmbătrânirii. Prin urmare, experții recomandă utilizarea lor pentru sudarea structurilor critice care vor fi operate în medii dure.

UONI are părțile sale negative. Umiditatea pe electrozi, rugina la capătul sârmei, petele de ulei sau grăsime pe acoperire, rugina pe produsele metalice îmbinate - toate acestea garantează apariția cojilor în interiorul cusăturii de sudură, ceea ce reduce calitatea acestora. În plus, este posibil să lucrați cu acești electrozi doar pe curent direct cu polaritate inversă.
Materialele de sudura acoperite cu materiale rulate sunt utilizate în principal pentru îmbinarea pieselor de la cele mici oțel carbon. Reprezentantul lor proeminent este marca MR. Iată caracteristicile pozitive ale acestei categorii.
- Poate funcționa atât pe curent cât și pe curent alternativ.
- Stropirea metalului este minimă.
- Prin intermediul unor electrozi de acest tip, pot fi obținute cusături de sudură de înaltă calitate, realizate în orice poziție a pieselor de prelucrat.
- Zgura după sudare pleacă cu ușurință.
- Cu ajutorul MP, puteți găti și produse ruginite, chiar și puternic contaminate.
- Ușor de aprindere chiar și cu un indicator scăzut al caracteristicilor de tensiune curentă a invertorului.
Când un nou venit se confruntă cu problema cum să aleagă electrodul potrivit pentru sudură, cea mai bună opțiune pentru el este marca MP.
Acoperirile rutilă includ brandurile ANO. Acestea sunt utilizate pentru a conecta produse din oțel carbon, de exemplu, pentru conducte de sudură. Toate celelalte caracteristici sunt exact aceleași ca și MP.
De ce sudorilor experimentați nu le place să utilizeze electrozi acoperiți cu rutil? În primul rând, îi numesc lumini Bengale. În al doilea rând, este o sudură moale și rapidă, iar pentru o bună încălzire a metalului este necesară o sudură lentă. Prin urmare, profesioniștii au o atitudine negativă față de ei, dar pentru începători - acest lucru este corect.
Alte opțiuni de selecție
Alți câțiva parametri care determină alegerea electrozilor pentru sudură. Unul dintre ele indicatorii cei mai importanți - Aceasta este polaritatea conexiunii și, în consecință, tipul curentului.
Dacă un invertor este utilizat pentru sudare, atunci trebuie să se înțeleagă că produce un tip de curent constant. Prin urmare, conexiunea electrodului pentru sudare poate fi realizată în conformitate cu două scheme.
- Polaritatea este dreaptă. Schema este următoarea: minusul este conectat la electrodul de sudură plus masa.
- Polaritatea este inversată. Aici este opusul: minus greutate, plus derzhak.
Care este particularitatea fiecărei scheme de conectare. Totul depinde de puterea metalelor provarci. În cazul polarității directe, produsele din metal sudate sunt supuse unei căldări ridicate. Cu polaritatea inversă, temperatura de încălzire nu este la fel de ridicată. Prin urmare, atunci când este necesar să se sudeze două foi metalice de grosime mică, este mai bine să se folosească polaritatea inversă, care va asigura protecție împotriva arderii. În plus, polaritatea inversă este utilizată la sudarea produselor din oțeluri de înaltă aliere. Ele sunt sensibile la temperaturi ridicate.
Există alți trei indicatori pe care trebuie să îi acordați atenție.
Grosimea de sudură
Diametrul electrodului trebuie să fie conectat cu grosimea pieselor de sudat. Asta este, acești doi parametri sunt interdependenți. Iată câteva relații.
Selectarea diametrului electrodului este importantă. Problema este că cu cât acest indicator este mai mare, cu atât este mai mare densitatea cusăturii, având în vedere rapoartele din tabel. Pe lângă faptul că selecția greșită duce la instabilitate arc de sudare, deteriorarea penetrării, creșterea lățimii cusăturii.
O altă dependență a diametrului electrodului de sudură. În acest caz, puterea actuală.
Se pare că trei parametri: forța curentă, grosimea metalelor fiind sudate și diametrul electrozilor sunt interconectați. Prin urmare, răspunzând la întrebarea pe care electrozii să o aleagă, este necesar să se țină seama de această relație. Cu toate acestea, observăm că curentul din fiecare categorie poate diferi ușor de cele prezentate în tabel. Electrozii MP cu diametrul de 2 mm se pot găti și cu un curent de 40 A. UONI la 30 A. Prin urmare, asigurați-vă că alegeți electrozii, studiați caracteristicile acestora, care sunt indicate de producător pe ambalajul materialului de sudură.
Tipuri de metale sudate
Nu este întotdeauna ușor să selectați materialele de sudură pentru metalele necesare, deoarece prin ochi este posibilă numai determinarea oțelului, a oțelului inoxidabil, a fontei sau a metalelor neferoase. Este clar că excepția structuri metaliceunde se utilizează electrozii descriși mai sus, în toate celelalte cazuri se utilizează produse speciale de sudare: pentru fontă, pentru oțel inoxidabil, pentru aluminiu și așa mai departe.
În ceea ce privește produsele din oțel, există anumite dificultăți în funcție de definiția tipului de oțel. Dar dacă vă ocupați de acest lucru, atunci întrebarea cum să alegeți electrozii va fi mai ușor de răspuns.
- Pentru sudarea oțelurilor de tip fierbinte, puteți utiliza orice marcă cu orice acoperire. Aceste oțeluri includ: carbon redus și oxidare scăzută.
- Pentru sudarea oțelurilor semi-silențioase, este mai bine să se utilizeze electrozi cu rutil sau tencuieli de bază.
- Pentru structurile de sudare realizate din oțel liniștit, care sunt supuse unor sarcini dinamice ridicate și care funcționează la temperaturi relativ scăzute de subzero, este mai bine să se utilizeze grade cu un strat de bază.
Calitatea cusăturii va fi, de asemenea, afectată de stabilitatea arcului. Prin urmare, electrodul pe care l-ați ales trebuie să se potrivească cu tipul curentului utilizat. Pentru materialele de sudură cu acoperire de bază numai curent continuu, pentru alte tipuri, puteți utiliza atât constante, cât și variabile. Pentru electrozi cu rutil, celuloză și acoperiri acide, care acționează din transformatoare de sudură, adică pe curent alternativ, arcul arde constant. Și aceasta înseamnă că cusătura este de înaltă calitate.

În ceea ce privește direcția sudării, electrozii cu o acoperire celulozică sunt bine fierți în jos și vertical. Deoarece acești electrozi produc zgură destul de vâscoasă și plus metalul firului este transferat în cusătura cu picături mici, ceea ce vă permite să umpleți în mod egal îmbinarea dintre piesele metalice. În această privință, cusătura de sudură a electrozilor cu acoperirea principală este cel mai rău format.
Atunci când există o problemă de sudare a produselor cu pereți groși, tehnologia determină cusătura multistrat aplicată. Prin urmare, un astfel de parametru ca separabilitatea bună a zgurii devine principalul parametru atunci când se aleg electrozii. În acest sens, electrozii cu învelișul principal pierd din nou. Aici adăugăm că produsele de sudură de acest tip necesită o anumită puritate a metalelor sudate.
Concluzie pe această temă
Nu este ușor să ridici materialul de sudură din toate punctele de vedere. Vor fi luate în considerare numeroase nuanțe, deci se recomandă adoptarea tabelelor de mai sus, precum și informații care indică scopul propriu-zis al electrozilor.




