Specificațiile AESL 6
Electrozii acestui brand fac parte din categoria fuzibilă, axată pe utilizare atunci când lucrează cu oțeluri de înaltă aluminiu. Acestea sunt utilizate în special în industrie, deoarece au un nivel bun de interacțiune cu oțelurile care sunt populare în producție.

Pentru a asigura protecția bazinului de sudură în timpul procesului de topire, în acest caz există o acoperire principală, considerată a fi cel mai adecvat produs din oțel. Tijele sunt aliate cablu de sudură, ceea ce duce la utilizarea lor în principal în prezența curentului direct cu polaritate inversă. Avantajul fără îndoială al acestor electrozi, care contribuie la popularitatea lor, este capacitatea de a folosi în orice poziție și orientare în spațiu.
O mare importanță este gradul ridicat de versatilitate și ușurința de selectare a diametrului necesar, astfel încât electrozii să poată fi utilizați pentru majoritatea procedurilor obișnuite. Acest lucru ar trebui să țină seama de faptul că acestea se concentrează pe utilizarea numai cu oțeluri, care se caracterizează prin rezistență ridicată la temperaturi ridicate. În acest sens, există o anumită restricție asupra sferei în care poate fi utilizată această marcă, deoarece metalele cu punct de topire se vor topi mai repede decât electrozii reali. Lucrările se desfășoară exclusiv în prezența DC polaritatea inversă, deoarece un alt tip de energie electrică nu este capabil să asigure calitatea corespunzătoare a sudării. Înainte de începerea procedurilor de sudură, se recomandă calcinarea electrozilor.
Marca OZL-6 face posibilă obținerea unei suduri cu metal de sudură, care are un grad ridicat de rezistență la căldură. Cu performanțe adecvate și utilizarea materialelor de calitate, va rezista la o temperatură de 1000 de grade. Un punct pozitiv este lipsa predispoziției la formarea de coroziune cristalină. Cusătura conține o fază ferită în cantitate de 2,5-10%.

Domeniul de aplicare al electrozilor marca OZL-6
Materialele pentru suprafețe sunt utilizate pe scară largă în cazurile în care este necesară sudarea oțelurilor de crom și a metalelor cu rezistență ridicată la căldură. Foarte popular este combinația acestor electrozi cu oțeluri de grade 25X25H20C2 și 20X23H18. în procesul de producție, ele fac sudura echipamentelor fabricate prin tehnologii de turnare și laminare. Sunt perfect potrivite pentru produsele operate în mediul de oxidare.
Această marcă de electrozi, precum și analogii ei, arată un rezultat excelent atunci când se lucrează cu oțeluri de carbon, de asemenea oțeluri cu un nivel scăzut de dopaj sau ridicat, cu condiția ca acestea să fie menționate în categoria abstinent.

Proprietăți și compoziție
componente
| element | Procentajul din |
| sulf | 0,011 |
| fosfor | 0,022 |
| carbon | 0,09 |
| siliciu | 0,38 |
| mangan | 1,9 |
| nichel | 12,8 |
| crom | 24,9 |
Această compoziție asigură un număr de proprietăți specifice ale sudării metalului de sudură.
Proprietăți fizice
| Numele proprietății | valoare |
| Rezistența la impact, jouli pe centimetru pătrat | 150 |
| Rezistența la randament, megapascali | 410 |
| Extinderea relativă, procent | 33 |
| Rezistență temporară, megapascale | 610 |
Având în vedere caracteristicile de topire, merită să se sublinieze următoarele caracteristici:

- rata de depunere - 11,5 g / A;
- cantitatea de metal depus într-o oră este de 1,5 kilograme;
- greutatea electrozilor ajunge la formarea unei suduri de 1 kg de sudura - 1,6 kilograme.

Parametrii și sortimentul
Pe piață, electrozii acestui brand sunt livrați în principal în următoarele trei dimensiuni:
- Diametru de 3 milimetri, lungime de 350 milimetri;
- 4 mm diametru, lungime de 450 milimetri;
- 5 mm diametru, lungime de 450 milimetri.

Nuanțele electrozilor de sudură OZL-6
Consumul de electrozi ai acestui brand în procesul de lucru este suficient de mare, deoarece, pentru a suda un anumit volum, electrozii necesită aproximativ 60% mai mult. În comparație cu alte modele, acest consum este destul de ridicat.
Produsele din fiecare diametru specific necesită o selecție individuală a curentului dintr-un anumit interval pentru a împiedica lipirea, fierberea sau stropirea electrodului în procesul de fuziune:
- Electrozii de 3 mm (30 bucăți în 1 kilogram) - curent de 60-130 A;
- Electrozi de 4 mm (15 bucăți în 1 kg) - curent de 100-210 A;
- Electrozi de 5 mm (10 bucăți în 1 kg) - curent de 150-280 A.
Marcarea și decodificarea
Marca OZL-6 electrozi de sudarecreate de specialiștii SpetsElektrod. Caracterizată prin prezența acoperirii principale și a orientării care trebuie utilizată atunci când se lucrează cu oțeluri aliate.

Marci populare și analogi
Cele mai solicitate produse sunt următoarele mărci:
- Vadis-M
- Electrod special
- Frunze Electrode
- Eco Plus
Împreună cu firmele naționale, fabricarea de electrozi cu parametri și caracteristici similare este implicată și în producătorii străini. Analogii direcți cu același scop includ electrozii suedezi OK-67.15, 67.60 și 67.75, germană UTP 68.24, japoneză KOBE NC39, precum și Vertinox 309 și AROSTA 39 fabricate de Statele Unite.
Această marcă se referă la electrozi fuzibili care sunt proiectați să lucreze cu oțeluri cu un nivel ridicat de aliere. Electrozii OZL-6 sunt obișnuiți în mediul industrial, deoarece interacționează bine cu oțelurile utilizate în producție. Se folosește pentru a proteja bazinul de sudură în timpul topirii stratului de bază, care este cel mai potrivit pentru produsele din oțel. Pentru tija se folosește CB07H25N13. Prin urmare, este mai bine să le folosiți când curent continuu în polaritate inversă. Acestea sunt aplicate în orice poziție spațială, care asigură și popularitatea lor.
Electrozi de sudură OZL-6 cu un diametru de 3 mm
Unul dintre principalele avantaje aici este versatilitatea aplicației în ceea ce privește parametrii și alegerea convenabilă a dimensiunilor diametrului, deoarece acestea sunt potrivite pentru cea mai mare parte a procedurilor efectuate. În același timp, ele sunt utilizate numai pentru oțeluri cu rezistență ridicată la efecte de temperatură, ceea ce limitează domeniul de aplicare, deoarece alte metale se vor topi mai repede decât electrodul însuși. Aceasta este polaritatea inversă, deoarece dacă utilizați un alt tip de electricitate, calitatea sudării va începe să scadă brusc. Înainte de utilizare, este de dorit să le aprindeți.
Folosind electrozi OZL-6, puteți obține metalul de sudură pe cusătura, care va avea o rezistență ridicată la căldură. În medie, aceasta menține o temperatură de aproximativ 1000 de grade Celsius. Nu va exista nici o predispoziție la coroziunea cristalină. După expunerea la temperaturi extrem de ridicate, metalul crește fragilitatea. Cusătura conține între 2,5 și 10% din faza ferită. În medie, această valoare este de 5,5%. Electrozii OZL-6 sunt creați conform GOST 4266-70.
Domeniul de aplicare al unui electrod OZL-6
Materialele de acoperire sunt utilizate în sudarea oțelurilor de crom, precum și a metalelor rezistente la căldură. Este adesea folosită atunci când lucrați cu astfel de oțeluri ca 25X25H20C2 și 20X23H18. În producție sunt utilizate pentru echipamente de sudare, care au fost obținute prin turnare sau laminare. Destul de potrivit pentru acele tipuri de produse care funcționează într-un mediu de oxidare. Intervalul de temperatură de lucru este de aproximativ 1000 de grade Celsius. Electrozii OZL-6 și analogii lor sunt utilizați pentru a conecta oțelurile cu un nivel scăzut de dopaj, oțel carbon și abstinent cu un nivel ridicat de dopaj.
Caracteristicile tehnice ale electrozilor OZL-6
Caracteristicile electrozilor OZL-6 depind în mare măsură de compoziția lor chimică:
Din acest motiv, metalul de sudură devine astfel proprietățile fizice ca:
Dacă luăm în considerare caracteristicile topirii, trebuie notate parametri precum:
- Coeficientul de acoperire - 11,5 g / A;
- Capacitatea de fuziune metalică - 1,5 kg / h;
- Masa electrozilor pentru suprafata 1 kg de sudura - 1,6 kg.
Dimensiuni și gamă
Acest brand este disponibil în trei mari dimensiuni pentru producție:
- 3 mm, lungime 350 mm;
- 4 mm, lungime 450 mm;
- 5 mm, lungime 450 mm.
Caracteristici ale suprafețelor electrozilor de date
Electrozi de sudură OZL-6 se disting destul de repede în timpul funcționării, deoarece sunt necesare aproximativ 60% mai multe electrozi pentru sudarea unei anumite cantități de sudură. În comparație cu alte modele, acesta este un coeficient destul de ridicat de consum. Pentru fiecare diametru de produse, este necesar să vă selectați propriul interval de curent, astfel încât electrodul să nu se lipiască și, în același timp, să nu fiarbă și să nu se împroșcă în timpul fuzionării.
Desemnarea și decodarea
Electrozii OZL-6 sunt decodificați ca electrozi de sudură dezvoltați de SpetsElectrode, având o acoperire principală și destinate oțelurilor aliate.
analogi
În plus față de producătorii autohtoni, eliberarea unui model similar implicate și companiile străine. Omologii direcți, care sunt utilizați în aceleași scopuri, sunt OK-67.15; OK-67.60 și OK-67.75 din Suedia. Există, de asemenea, o versiune germană a UTP 68 24. O opțiune similară este electrozii japonezi KOBE NC39. Aceasta include și mărcile americane AROSTA 39 și Vertinox 309. Acestea sunt materiale de suprafață străine care corespund caracteristicilor OZL-6.

Electrozi de sudură marca OK-67.15
Producatori
Electrozii OZL-6 sunt produși în prezent de companii precum:
- Electrod special;
- Frunze Electrode;
- Vadis-M;
- Ekom Plus.
Tip AWS A 5.4 E 309-15
Tipul ISO 3581 E 25.12B20
GOST 10052-75, GOST 9466-75 tip E-10X25N13G2
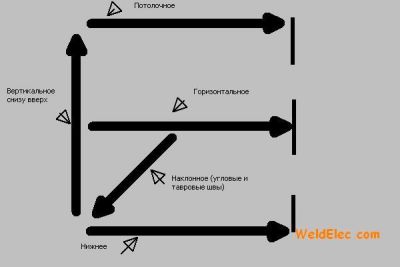
Electrozii de sudură OZL-6 sunt destinați arcului manuale de sudura oțeluri rezistente la căldură utilizate în medii oxidante la temperaturi de până la 1000 ° C, oțeluri de crom, precum și sudarea carbonului și oțeluri slab aliate cu oțeluri aliate de înaltă clasă austenitică. Sudarea este efectuată pe un curent direct de polaritate inversă, adică electrodul este pozitiv și elementul de sudat este negativ. Sudarea se realizează în toate pozițiile spațiale, cu excepția verticalului de sus în jos.
Electrozii pentru sudarea OZL-6 aparțin electrozi cu acoperire principală. Acoperirea conține carbonați și compuși cu fluor. Atunci când se ating temperaturi ridicate ale arcului, are loc procesul de descompunere a carbonatului, ca urmare a formării monoxidului de carbon, a oxizilor de calciu și magneziu și a dioxidului de carbon. Metalul de sudură realizat de electrozii OZS-6 are o structură chimică corespunzătoare oțelului calm (fără fierbere).
Avantajele electrozilor de sudare RLA-6
Datorită rețetei unice, procesului de producție de înaltă tehnologie, electrozii de sudură OZL-6 se caracterizează prin:
1. rezistență ridicată la căldură a metalului de sudură până la 1000 ° С;
2. rezistența metalului depus la coroziunea intergranulară;
3. ductilitatea și duritatea ridicată a cusăturilor;
4. o astfel de stabilitate a proprietăților mecanice și a compoziției chimice, care conferă o cusătură sudată de calitate superioară cu structură austenitic-ferită;
5. Spatter metalic minim;
6. Cusături de marcă ridicate.
O caracteristică semnificativă a electrozilor OZL-6 este folosirea în sudarea produselor din oțeluri aliate, inclusiv structurile critice fabricate din oțeluri rezistente la căldură utilizate în medii oxidante la temperaturi de până la 1000 ° C. Aceste electrozi sunt utilizate pentru sudarea oțelurilor de grade 20Х23Н13, 20Х23Н18, 20Х20Н14С2, 25Х25Н20С2, 15Х25Т și alte oțeluri de crom, cu posibilitatea de utilizare în condiții de temperatură înaltă.
Compararea caracteristicilor electrozilor OZL-6 cu alți electrozi pentru sudarea oțelurilor de înaltă aliere poate fi găsită în articolul " Electrozi pentru oțel inoxidabil »
Aplicarea electrozilor de sudură OZL6
Electrozi de sudură OZL6 aparțin clasei de electrozi pentru sudarea oțelurilor de oțel aliat cu proprietăți speciale, care corespund literei "B" din convenție E-10H25N13G2-OZL-6-a-VD în conformitate cu GOST 10052-75. Avantajele electrozilor OZL6 sunt asociate cu utilizarea acestor electrozi în lucrul cu oțeluri rezistente la căldură. Oțel rezistent la căldură capabil să lucreze sub stres în condiții temperaturi ridicate fără deformare permanentă vizibilă. De aceea, electrozii OZL6 sunt utilizate pe scară largă în tuburi de sudură și de flacără ale camerelor de ardere ale diferitelor elemente, paletele de ghidare ale turbinelor cu gaz, lame, diafragme, instalații tuburi de electroliză, suspensii și sprijină în cazane, centrale electrice cu abur și rezervoare; cazane de abur de armare și conducte de abur, tuburi pentru instalații petrochimice și aparate de hidrogenare și t.d.Blagodarya proprietăți excelente de sudare, electrozi de sudura OZL6 au fost folosite în putere, petrochimice, produse alimentare și alte otraslyahpromyshlennosti.
Calitatea electrozilor pentru oțeluri de înaltate aliaj OZL-6
Conform unui standard american sudura Sudura American Society Society Sudura recunoscută pe plan internațional (AWS), electrozi RLA 6 corespund E 309-15 tip. Conform clasificării internaționale ISO 3581 și standardului german DIN 8575 corespunde standardului E 25.12B20. Și în conformitate cu standardele rusești, în conformitate cu GOST 10052-75, electrozii de sudură OZL 6, îndeplinesc cerințele tipului E-10X25N13G2.
Electrozi de sudare RLA 6, de diametre diferite, de tip: E 309-15 în conformitate cu AWS A5.1 sau E-10H25N13G2 conform GOST 10052-75, certificat de către Agenția Națională de Control și sudare (NAK), în conformitate cu cerințele RD 03-613-03 Grupuri dispozitive tehnice folosit: KO, OHNVP.
Compoziția chimică a metalului de sudură,%:
| Carbon ( C) | siliciu (Si) | mangan (Mn) | crom (Cr) | nichel (Ni) | sulf (S) | fosfor (P) |
|
< 0,12 |
< 1,00 |
1,0-2,5 |
22,5-27,0 |
11,5-14,0 |
<0,020 |
<0,030 |
Proprietățile mecanice ale metalului de sudură (nu mai puțin):
| Temperatura de testare, 0 ° C |
Rezistența (MPa) |
Punct de recuperare, (MPa) |
Rel. Contracție, (%) |
Rezistența la impact, (j / cm2) |
|
20 |
540 |
340 |
25 |
90 |
|
Diametru, mm |
Poziția cusăturii inferioare |
Poziție verticală a cusăturii |
Plafonul poziției cusăturii |
|
2,5 |
40-70 |
40-60 |
40-60 |
|
3,0 |
50-90 |
50-70 |
50-70 |
|
4,0 |
90-140 |
90-110 |
90-110 |
|
5,0 |
120-170 |
120-140 |
Poziția electrodului în timpul sudării:
Toate pozițiile spațiale:
 |
 |
 |
 |
 |
cu excepția de sus în jos:
Consumul de electrozi OZL-6 pe 1 kg de metal sudat - 1,6 kg
Condiții de calcinare: 190-210 o C timp de 1 oră.
Ambalarea electrozilor OZL-6
Împachetarea electrozilor OZL-6 trebuie să respecte cerințele clauzei 6 din GOST 9466-75 și să asigure siguranța electrozilor împotriva umidității și deteriorării. Electrozii noștri de sudură OZL-6 sunt ambalați în cutii din carton ondulat pentru diametre cuprinse între 3 mm și 5 kg, acoperite cu folie termocontractibilă din plastic. Pentru comoditatea încărcării și descărcării și pentru etanșarea suplimentară, patru cutii cu produse finite sunt acoperite cu film suplimentar. Livrarea de cantități mari se efectuează pe paleți din lemn pe prima tonă, acoperită și cu folie și legată cu o bandă. Această protecție pe mai multe niveluri vă permite să protejați în mod fiabil electrozi de sudură în timpul transportului și protejează împotriva umezelii.
|
Diametrul OZL-6 (mm) |
Lungime OZL-6 (mm) |
Greutatea cutiei OZL-6 (kg) |
Adăugați greutate. Pachete OZL-6 (kg) |
Greutatea unui electrod OZL-6 (g) |
Numărul de electrozi OZL-6 într-un pachet (bucăți) |
|
2,0 |
250 |
20 |
|||
|
2,5 |
250 |
20 |
|||
|
3,0 |
350 |
20 |
25 |
198 |
|
|
4,0 |
350 |
20 |
45 |
110 |
|
|
5,0 |
350 |
20 |
Electrozi de sudură OZL-6 sunt consumabile, destinate sudării oțelurilor rezistente la căldură. Ele sunt utilizate pe scară largă pentru echipamentele de sudură, care funcționează la temperaturi ridicate de circa 1.000 grade Celsius și într-un mediu cu aciditate ridicată. Electrozii OZL-6, la sudarea pieselor, formează o cusătura rezistentă la căldură, având capacitatea de a-și menține bine caracteristicile la temperaturi ridicate și de a nu fi supuse coroziunii.
Acești electrozi sunt adecvați pentru sudarea aliajelor carbonice, aliate, de înaltă aliere, de clasă austenitică și a metalelor cu conținut de crom. Tendința spre segmentare este unul din dezavantajele electrozilor OZL-6.
Caracteristicile de sudare
- Înainte de sudare, este necesar să se aprindă electrozii timp de o oră la o temperatură de 180-210 ° C.
- Sudarea este posibilă în toate pozițiile spațiale, dar sudarea de sus în jos nu este recomandată.
- Procesul de sudare se realizează la o tensiune constantă a polarității inverse.
- Electrozii din OZL-6 nu sunt suficient de adecvați pentru sudarea metalelor contaminate, astfel încât muchiile pieselor trebuie curățate cu atenție înainte de sudură, pentru a preveni formarea unor defecte extrem de rare. Structura metalului sudat format este austenitic-ferit.
- Cusătura nu este supusă formării de crăpături și pori. Metalul de sudură este capabil să reziste la temperaturi ridicate până la 1050 C și are o rezistență ridicată la formarea scării. Electrozii sunt de asemenea utilizați pentru sudarea țevilor de căldură, a diferitelor cazane, a produselor turnate, a structurilor laminate din oțel rezistent la căldură.
- Un avantaj deosebit de important al acestor electrozi este capacitatea lor de a suda metalul cu o structură diferită, de exemplu, la sudarea oțelului slab aliat sau carbon, a devenit posibil să se adauge elemente structurale cu oțeluri rezistente la căldură, aliate. Din acest motiv, este posibil să se reducă semnificativ costurile prin aplicarea unui metal ieftin.
Având în vedere toate caracteristicile pozitive ale electrozilor OZL-6, se poate concluziona că proprietățile de înaltă performanță, fiabilitatea ridicată și calitatea electrozilor, datorită cărora sunt foarte solicitate pe piață.
În cazul în care pentru a cumpăra electrozi de diferite branduri
Alegeți producătorii și vânzătorii de electrozi de sudură făcând clic pe link-ul de mai jos pe pagina catalogului nostru de companii.Electrozi OZL 6 acoperite cu metal pentru sudare manuală și suprafețe.
Caracteristicile electrozilor, domeniul de aplicare și proprietățile mecanice ale metalului de sudură.
Electrozii OZL 6 cu acoperire principală sunt proiectați pentru echipamentele de sudare de la turnarea și laminarea oțelurilor rezistente la căldură de tip 20X23H18 și altele asemenea, care funcționează în medii oxidante la temperaturi de până la 1000 ° C. Este posibilă sudarea oțelului de crom clasa 15X25T și a celei similare, oțel de calitate 25X25H20C2, precum și sudarea carbonului și a oțelurilor slab aliate, cu oțeluri aliate de înaltă clasă austenitică.
Electrozii OZL 6 asigură metalul de sudură, caracterizat printr-o rezistență ridicată la căldură până la o temperatură de 1000 ° C și rezistență la coroziune intergranulară. În intervalul de temperatură, sigmatizarea poate dobândi o tendință de fragilitate. Conținutul fazei feritice în metalul de sudură: norma este de 2,5-10%, tipic de 5,3%.
Materialul pentru fabricarea electrozilor rolă OZL 6 - sârmă de sudură marca Sv-07H25N13 conform GOST 2246-70 și TU 3-1050-83. Diametrul electrozilor furnizați 3.0; 4,0 și 5,0 mm.
Acoperirea cu electrozi ar trebui să fie strânsă, durabilă, fără blistere, pori, îndoiri, fisuri, cu excepția crăpăturilor de suprafață permise de GOST 9466-75 și nereguli, cu excepția danturilor locale și a burturilor, permise de GOST 9466-75.
Pe suprafața de acoperire electrod permise fisuri longitudinale superficiale și cracarea cu ochiuri locale, lungimea (dimensiunea maximă) de cel mult trei ori diametrul nominal al electrodului, în cazul în care distanța minimă dintre cele mai apropiate capetele fisuri sau (și) marginile de porțiuni ale plasei locale de cracare mai mult de trei ori lungimea cea mai lungă fisură sau porțiune cracare.
Simbolul electrodului:
Electrozi de sudare de 4 mm marca OZL 6:
E-10H25N13G2-OZL-6-4,0-VD GOST 10052-75
în cazul în care:
- E-09H19N10G2M2B - tip de electrod (electrod E pentru sudarea cu arc);
- OZL-6 - marca de electrod;
- 4,0 - diametrul tijei electrodului în mm;
- B - Electrozi pentru sudarea oțelurilor din aliaj de înaltă calitate cu proprietăți speciale;
- D - electrod cu acoperire groasă;
- GOST 10052-75 - numărul GOST, conform căruia electrodul este standardizat.




