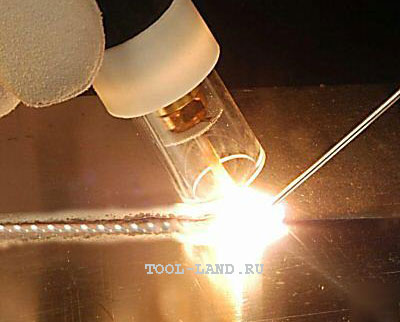
Sudarea arcului cu argon a cuprului pe șosea. Sudarea țevilor de cupru. Caracterizează sudarea aliajelor de cupru.
Cuprul are o serie de proprietăți unice, printre care: cea mai mare conductivitate electrică și termică, ductilitate, rezistență la coroziune. Estetica ridicată a metalului se adaugă calităților pur tehnice, ceea ce contribuie la cererea sa ridicată ca material decorativ.
Toate acestea oferă cupru aplicație largă în diferite domenii. Cuplarea prin cupru și sudarea sunt operații care, mai devreme sau mai târziu, trebuie să se confrunte cu orice maestru care iubește lucrul cu metalul. Pe lângă cuprul din punct de vedere tehnic pur, aliajele sale sunt foarte răspândite: bronz și alamă.
Rezistența la sudare a cuprului și unele caracteristici
Sudabilitatea cuprului depinde de puritatea sa chimică: impuritățile mai puțin dăunătoare din acesta - sulf, fosfor, plumb, etc. - cu cât acesta este mai bine sudat. Factorii care afectează negativ sudarea includ următoarele:- Tendința de oxidare a cuprului. Conectarea cu oxigenul cu formarea oxizilor refractari duce la formarea de zone fragile și fisuri în zona tratării termice.
- Coeficientul mare de dilatare liniară (de 1,5 ori mai mare decât cel al oțelului) determină o mai mare contracție în timpul solidificării, ceea ce duce la apariția fisurilor fierbinți.
- Tendința metalului de a absorbi gazele în stare topită din aer (în principal oxigen și hidrogen) afectează negativ calitatea cusătură de sudură. Hidrogenul, în particular, la momentul cristalizării metalului se combină cu oxigenul de oxid cupros și formează vapori de apă, determinând formarea de pori și fisuri.
- Localizarea creșterii cerealelor conduce la apariția unor structuri fragile în zona afectată de căldură.
- Un coeficient mare de conductivitate termică (de 7 ori mai mare decât cel al oțelului) necesită o sursă de încălzire cu o putere mare și o concentrație energetică în zona de topire. Datorită îndepărtării rapide a căldurii, formarea unei cusături se înrăutățește, iar tendința de apariție a defectelor în ea - subcotări, încovoiere etc. - este în creștere.
- Fluiditatea ridicată a cuprului (de 2-2,5 ori mai mare decât cea a oțelului) nu permite sudarea pe o parte a capului cu greutate cu penetrarea completă a marginilor și formarea bună a sudării pe partea inversă. Pentru îmbinările cap la cap, poate fi necesară o căptușeală pe partea opusă, strânsă la metalul sudat. Fluiditatea ridicată a cuprului face de asemenea dificilă sudarea în poziția verticală și în special în partea superioară.
- La temperaturi de peste 200 ° C, rezistența cuprului scade odată cu scăderea simultană a ductilității (spre deosebire de alte metale, cum ar fi oțelul, care au o scădere a rezistenței la temperatură ridicată asociate cu plasticitate crescută). În intervalul de temperaturi de 250-550 ° C, la care ductilitatea cuprului atinge minimul său, se pot produce fisuri. În acest sens, ar trebui evitate fixările greu. Nu se recomandă efectuarea cusăturilor în două treceri, deoarece prima trecere creează deja o fixare rigidă. Mittele trebuie înlocuite cu dispozitive de fixare culisante.
La alamarea sudată, zincul se poate evapora (punctul de fierbere este de 907 ° C, adică sub punctul de topire al cuprului), ceea ce duce la formarea porilor. Cuplurile de zinc, combinate cu oxigen, formează oxid de zinc, care, asemenea perechilor, sunt otrăvitoare și sunt eliberate sub forma unui nor alb dens. Datorită evaporării și arderii zincului, concentrația sa în aliajul de sudură scade. Preîncălzirea metalului și vitezele superioare de sudură reduc evaporarea zincului. În general, manual arc de sudură Alama este rar utilizată și necesită aspirarea continuă a gazelor.
De cupru dezoxidat (M-1p, M-2p, M-3r), în care conținutul de oxigen nu depășește 0,01%, este cel mai bine preparat.
Pentru a depăși dificultățile de sudare, tehnologia de sudare a cuprului asigură protecția gazului sau a fluxului în piscina de sudură; deoxidatoarele sunt introduse în compoziția electrozilor și sârmelor de umplutură: siliciu, aluminiu, mangan și altele.
Metode de sudare prin cupru
În fabricare structuri sudate din cupru se utilizează diferite tipuri de sudură - fără gaz de protecție cu electrozi înveliți, cu gaze protectoare cu electrozi necomestibili și topiți (sârmă), sub flux, etc. Două tipuri sunt cele mai frecvente: sudarea manuală cu arc electric cu electrozi și sudarea cu electrozi de tungsten gaze de protecție. Ca și alte metale neferoase, cuprul necesită o curățare temeinică înainte de sudare. Mai întâi de toate, trebuie să eliminați cu ajutorul cârpaților, acetonului sau alți solvenți toți contaminanții care pot fi furnizori de impurități nocive, în special plumb și sulf. Acestea pot conține lubrifianți și lichide de răcire, grăsimi, uleiuri și vopsele.Apoi, complet eliminat film de oxid - o perie metalică sau o plasă din oțel inoxidabil, sau o unealtă abrazivă - prelucrarea piesei pentru a străluci.


Curățarea pieselor este o etapă foarte importantă care afectează direct calitatea sudurii. Fără ea, este imposibil să obțineți o cusătură puternică și frumoasă.
Cu o grosime a peretelui de 5 mm, sudarea se face cu preîncălzirea părții la 300-700 ° C. O importanță deosebită este încălzirea pieselor masive, iar cu cât este mai mare partea, cu atât este mai mare încălzirea.
Cupru de sudare cu electrozi acoperiti cu metal (modul MMA)
Cuprul cu o grosime mai mare de 2 mm se fierbe folosind electrozi înveliți. Metalul de până la 4-5 mm poate fi sudat fără margini de tăiere, cu o grosime mai mare este necesar să se efectueze o tăiere în formă de V sau în formă de X cu un unghi de deschidere de 60-70 °. Sudarea este efectuată de un curent direct de polaritate inversă. Valori aproximative ale diametrului electrodului și curent de sudare în funcție de grosimea cuprului sunt prezentate în tabelul de mai jos.| Cupru grosime, mm | Diametrul electrodului, mm | Conducta de sudare a cuprului, A |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
În procesul de sudare a plăcii metalice, poate fi necesar să se reducă curentul inițial stabilit - datorită încălzirii piesei și a pericolului de ardere.
Electrozii Komsomolets-100, ANTS / OZM-2, ANTS / OZM-3, ANTS / OZM-4, OZB-2M sunt destinați sudării cuprului.
Electrozii acoperiți pentru sudarea cuprului nu pot asigura aceeași calitate a sudurii, care asigură sudarea în argon. putere îmbinare sudatădatorită utilizării lor, depinde de mulți factori: alegerea corectă a mărcii electrodului, respectarea tehnologiei necesare (corectitudinea curățării, preîncălzirea, modul optim de curent) și, bineînțeles, calificarea sudorului.

Cupru sudare cu un electrod tungsten în argon (mod DC / AC TIG)
Din punctul de vedere al rezultatelor, această metodă este cea mai bună. Cusăturile realizate în modul TIG se disting prin durabilitate și precizie. Sudarea este efectuată electrodul tungsten pe variabila sau curent continuu drept polaritate. Mărimea curentului de sudură este selectată în funcție de grosimea metalului sudat și de diametrul electrodului.Argon, heliu, azot sau amestecul lor sunt utilizate ca gaze de protecție. Aceste gaze se disting prin proprietățile tehnologice, oarecum superioare, oarecum inferioare unele cu altele. În special, azotul necesită un curent de sudare mai mic decât argonul, dar cusăturile realizate cu utilizarea acestuia au o anumită tendință de formare a porilor. În plus, ceteris paribus, consumul de azot depășește consumul de argon. Prin urmare, acesta din urmă, ținând cont de universalitatea sa, este folosit mai des decât alte gaze.
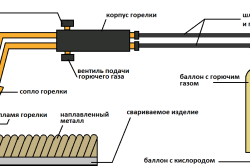
Pentru materialele de umplutură se folosesc tije de cupru (M1, M2, M3) sau bronz (Br KMts3-1, etc.). În practică, conductorii de cupru din cabluri electrice și fire sunt adesea utilizați. Este de dorit ca punctul de topire al aditivului să fie sub punctul de topire al metalului de bază. Pentru o mai bună protecție a cusăturii, bara ar trebui să fie condusă în fața arzătorului și nu în spatele acestuia (a se vedea a doua fotografie). Foi de cupru cu o grosime de până la 4 mm pot fi sudate cu flanșă fără material de umplere.

Pentru a evita contaminarea electrodului tungsten în timpul arderii arcului, acesta din urmă poate fi excitat pe o placă de cărbune sau grafit, apoi transferându-l în produs.
Sudarea poate fi efectuată în poziția inferioară și verticală a cusăturii.
![]()
Spre deosebire de aluminiu, care este preparat fără mișcări transversale, sudarea cuprului necesită manipularea tortei pentru a forma o cusătura și a asigura conexiunea cu pereții. Metalul trebuie "împins în afară" prin mișcări circulare sau zigzag.

Curățarea craterului trebuie făcută prin extinderea arcului prin eliminarea treptată a arzătorului, în caz mașină de sudură nu are o funcție specială de "sudură cu crater".
Semănătoarea automată a cuprului (modul MIG)
Cuprul poate fi, de asemenea, sudat în modul semi-automat în modul MIG cu curent continuu de polaritate inversă folosind argon, azot sau heliu ca protecție. Tehnologia de sudare, în acest caz, la miezul său, nu se deosebește de sudarea oțelului.Când utilizați conținutul acestui site, trebuie să puneți legături active către acest site, vizibile de utilizatori și de roboții de căutare.
Cuprul-argon este cel mai eficient compus pentru aliajele de cupru.
Fiecare fabricant de metale trebuie să se ocupe de lipirea și sudarea produselor din cupru. Astăzi ne uităm la cum să sudăm cuprul cu argon!
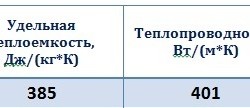
Cuprul și aliajul său (bronz și nichel) datorită conductivității electrice și termice, rezistența la coroziune este utilizată în multe industrii. Punctul de topire al materialului este de 1083 ° C. Conductibilitatea termică a cuprului pur este de 2 ori mai mare decât aluminiu, prin urmare, atunci când sudarea cu argon este necesară o bună încălzire a metalului.
Dar conductivitatea termică a aliajului de cupru este deja mai mică, deci nu este necesară o încălzire mai mare.
Cuprul și aliajele sunt împărțite în mai multe clase. Pentru a obține o îmbinare sudată de calitate superioară, este mai bine să folosiți cupru deoxidat sau fără oxigen, acolo este puțin oxigen.
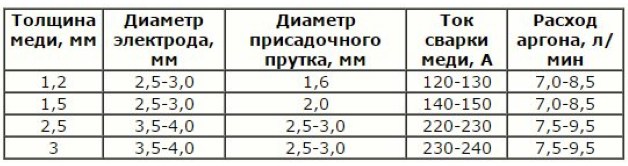
Principalele compoziții de sudare pentru sudarea cuprului cu argon sunt prezentate în tabel.
Dar, în practică, metalele similare sunt utilizate în mod obișnuit în compoziție (care poate fi găsită în atelierul de acasă).
De asemenea, pentru o mai bună topire și fuziune a metalului, se folosesc tije cu o acoperire subțire a stratului de flux.
Pregătirea materialelor (curățarea)
Sudarea cu argon a cuprului nu poate fi efectuată fără o curățare temeinică a materialului. Se iau orice unealtă abrazivă și locul sudat este tăiat pentru a străluci. Apoi, materialul este degresat folosind orice solvent.

Pregătirea materialelor este o procedură importantă.
Luați o abordare responsabilă pentru curățarea produselor din cupru - aceasta afectează calitatea conexiunii.
Pentru a evita defectele (non-fuziune, incluziuni de zgură), preîncălziți materialul la o temperatură de 350-600 ° C Diferența de temperatură depinde de metalul de bază, umplutura și canelura. Determinată de experiență.
video: cum se prepară o fisură la un radiator de cupru cu gaz pentru sudare.
Argon sudare (modul TIG)
Această tehnologie cu privire la asigurările de sudori este cea mai bună, cusăturile sunt curate și durabile. Cuprul de sudare cu argon este realizat cu un electrod de tungsten DC. Și aici, la un aliaj de bronz din aluminiu, este mai bine să faceți conexiune pe un curent alternativ.
Setările curente ale dispozitivului sunt selectate în funcție de grosimea produsului și de diametrul electrodului. Tabel pentru a ajuta:
În plus față de argon, puteți utiliza azot, heliu și amestecurile lor în compoziția gazelor protectoare. Toate gazele enumerate au argumente pro și contra. Dar argonul este încă mai mult în cerere pentru sudare.
Elementele de umplere sunt selectate pe compoziția materialului. Dar, de obicei, în atelierul de acasă, aplicați fire de cupru extras din cabluri electrice sau transformatoare. Anterior, miezul de cupru este curățat de lac cu șmirghel și degresat cu un solvent.
Este bine ca firul de umplere extras să aibă un punct de topire mai scăzut decât produsul pregătit pentru sudare.
Câteva sfaturi de la sudori experimentați:
- păstrați întotdeauna aditivul din fața arzătorului;
- sudura cu argon pentru cupru gros poate fi realizată fără fir de umplere;
- arzătorul este recomandat pentru zig-zag pentru a asigura o mai bună aderență a metalului;
- materialul subțire, pentru a evita arsurile, este necesar să se gătească cu cusături scurte cu întreruperi;
- dacă dispozitivul fără funcția de sudare a craterului, arzătorul ar trebui să fie eliminat treptat (extinderea arcului);
- sudarea cu argon este efectuată în poziția verticală și orizontală a cusăturii.
video: încălzire și compus de cupru.
Sârmă sudată din cupru
Când sunt conectate țevi de cupru cu argon, curentul este setat scăzut. Sudarea este lentă, părți separate ale cusăturii, cu o suprapunere de cel puțin 1/3. Sârma de umplere este împinsă de mișcările laterale ale tortei. Principiul este simplu.
Sudarea cuprului cu argon. Videoclipul de la sfârșitul articolului propus este instrucțiuni detaliate pentru a lucra cu argon arc sudare. Astfel de sudare asigură formarea unei cusături de înaltă calitate și fiabile. Cantitatea de impurități diferite care este conținută în materialul sudat, adică cupru, determină metoda directă de conectare a structurii. De exemplu, pentru sudarea cuprului pur, se folosesc sârmă de umplere și electrozii tungsten. Mediul de protecție al argonului face posibilă reducerea descărcării arcului și acest lucru este extrem de important pentru structurile subțiri.
Cum cuprul este sudat cu argon - regulile de bază.
Arc sudura cu argon este utilizat pe scară largă pentru fabricarea structurilor de cupru sudate. Pentru a obține o sudură de înaltă calitate, se recomandă utilizarea gazelor protectoare, inclusiv a celor mai bune proprietăți ale argonului de înaltă calitate sau a unui amestec de heliu și argon (cel din urmă fiind cel puțin 50-75%). La domiciliu, cuprul este adesea sudat folosind un electrod tungsten. În rolul unui aditiv, un excelent distanțier sau un fir îngust, în formă de bine, este o îmbinare cap la cap. Sudarea argonului din cupru cu electrodul tungsten non-consumabil se caracterizează printr-o stabilitate excelentă a arcului. Acest tip de sudură este utilizat pentru conectarea elementelor subțiri (până la patru milimetri) sau în locuri greu accesibile.
Părțile de cupru, cu o grosime de până la șase milimetri, pot fi sudate fără tăieturi. Dacă grosimea țaglei de cupru este de două până la trei milimetri, atunci metalul de bază nu trebuie să fie încălzit. Tehnica sudării cu argon a cuprului, a cărui grosime depășește patru milimetri, trebuie încălzită până la 400 ° C. Tehnologia de sudare a metalelor neferoase (de asemenea cupru) permite utilizarea de electrozi consumabili.
Cum se sudează cuprul la domiciliu - principiul sudării.
De obicei, la domiciliu este nevoie de sudarea pieselor de cupru la instalarea conductelor de apă sau a sistemelor de încălzire. Cuprul este un material excelent pentru conductele de apă, deoarece materialul are o suprafață plană, netedă, nu este susceptibil de coroziune, asigură un debit suficient de apă, nu conține substanțe nocive, nu depășește cu depozite diverse și are, de asemenea, proprietăți bactericide excelente. Conducte de cupru poate dura mai mult de cincizeci de ani. Cu toate acestea, tehnologia sudare cu cupru este un proces extrem de dificil.
Sudarea cuprului la gaz metan.
Dacă respectați totul, atunci cuprul este sudat perfect sticle de gaz, umplută cu acetilenă. După efectuarea sudurii adecvate și a forfecării unei cusături, se obține o îmbinare de înaltă calitate. Rezistența finală a sudurii este de 17-22 kgf pe milimetru pătrați. Deoarece cuprul are o conductivitate termică destul de ridicată (de cinci ori conductivitatea termică a fierului), este necesar să se utilizeze o flacără de mare putere pentru sudarea sa. Unitățile prea groase trebuie fierbe prin intermediul a două arzătoare.
Pentru a reduce îndepărtarea căldurii inferioară și superioară, este de dorit ca materialul să fie sudat cu foi de azbest. La sudarea de cupru la domiciliu se recomandă utilizarea unei flăcări reducătoare, deoarece miezul său este orientat spre marginile metalului, care este de fapt la un unghi drept. Pentru a reduce formarea oxidului de cupru și pentru a preveni formarea fisurilor fierbinți, este necesar să se introducă rapid la maxim, fără să se producă pauze. Nu uitați să monitorizați păstrarea flacării în timpul lucrului.
Distribuirea căldurii în timpul sudării este necesară pentru ca firul să topească primele margini de cupru. Acest material de umplutură va fi direcționat către marginile de topire. Fascina margini pe foi, cu o grosime mai mare de trei milimetri, ar trebui făcută la 45 de grade. Imediat înainte de sudare, marginile trebuie îndepărtate într-o strălucire strălucitoare sau trebuie gravate cu o soluție de azot și clătite cu apă.
"Aurora 180" - invertor semiautomat. Sudarea aluminiului cupru folosind această unitate.
Dispozitivul "Aurora 180" este destinat pentru arc, sudare mecanizată prin intermediul unui electrod (sau sârmă) electrică de topire într-un mediu activ sau inert de gaz de protecție. În acest fir de umplere este alimentat automat. Dispozitivul semiautomat a fost fabricat folosind cea mai modernă tehnologie invertor. Această mașină de sudură se caracterizează printr-o funcționare fiabilă, stabilă și extrem de eficientă, produce un nivel scăzut de zgomot în timpul sudării. Aplicați "Aurora 180" poate fi utilizat pentru sudare:
- oțeluri inoxidabile și carbon,
- toate tipurile de aliaje de oțel
- aluminiu și cupru
- Caracteristici ale sudării cuprului
- Sudarea cu gaz a produselor din cupru
- Sudarea arcului cu argon a cuprului
- Sudarea manuală a produselor din cupru
Cuprul și aliajele sale (alamă, bronz etc.) sunt utilizate pe scară largă în diverse industrii (în special în inginerie electrică și în fabricarea țevilor) ca materiale structurale.

Cuprul este utilizat pe scară largă în industrie datorită faptului că este un bun conducător de căldură și curent.
Cuprul conduce electricitate și căldură bine, rezistă perfect la coroziune, are plasticitate și estetică ridicată. Oricine trebuie să lucreze cu metale ar trebui să știe cum să fiarbă cupru.
Caracteristici ale sudării cuprului
Procesul de lucru cu produsele din cupru depinde în mare măsură de prezența în compoziția sa a diferitelor impurități (plumb, sulf, etc.). Cu cât proporția acestor impurități este mai mică în metal, cu atât se va suda mai bine. Când se lucrează cu cupru, este necesar să se ia în considerare următoarele caracteristici:
- Crește oxidabilitatea. În timpul tratamentului termic al acestui metal cu oxigen în zona de sudură apropiată, apar fisuri și zone fragile.
- Absorbția gazelor în stare topită de cupru conduce la formarea unei suduri de calitate slabă. De exemplu, hidrogenul, combinat cu oxigen în timpul cristalizării metalului, formează vapori de apă, ca urmare a crăpăturilor și porilor care apar în zona de tratament termic, reducând fiabilitatea sudurii.
- Conductibilitate termică ridicată. Această proprietate a cuprului conduce la faptul că sudarea acestuia trebuie realizată cu ajutorul unei surse de încălzire cu putere ridicată și cu o concentrație mare de energie termică în zona de sudură. Datorită pierderii rapide de căldură, calitatea formării de sudură scade, iar posibilitatea de formare a căderii, tăieturilor etc. crește.
- Coeficientul mare de dilatare liniară determină o contracție semnificativă a metalului în timpul solidificării, ca urmare a formării fisurilor fierbinți.
- Cu o temperatură în creștere de peste 190 ° C scade rezistența și ductilitatea cuprului. În alte metale, cu temperatură în creștere, apare o scădere a rezistenței cu o creștere simultană a ductilității. La temperaturi de la 240 la 540 ° C, ductilitatea cuprului atinge valoarea cea mai scăzută, astfel încât se pot forma fisuri pe suprafața sa.
- Fluiditatea ridicată face imposibilă efectuarea sudării unilaterale de înaltă calitate a greutății. Pentru a face acest lucru, trebuie să utilizați suplimentar garnituri pe partea din spate.
Înapoi la cuprins
Efectul impurităților asupra sudabilității cuprului
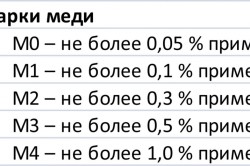
Impuritățile găsite în cupru au efecte diferite asupra sudabilității și performanței sale. Unele substanțe pot facilita procesul de sudură și pot îmbunătăți calitatea sudurii, iar altele - pot reduce. Pentru producerea diferitelor produse din cupru, cele mai populare sunt foile de cupru M1, M2, M3, care într-o anumită cantitate conțin sulf, plumb, oxigen etc.
O 2 are cel mai mare efect negativ asupra procesului de sudare: cu cât este mai mare, cu atât va fi mai greu să se obțină o sudură de înaltă calitate. În foile de cupru M2 și M3 este permisă o concentrație de O 2 de cel mult 0,1%.
O concentrație mică de plumb la temperatură normală nu afectează negativ caracteristicile metalului. Cu o temperatură în creștere, prezența plumbului în aceeași cantitate cauzează fragilitatea roșie.
Bismutul (Bi) este practic insolubil în metalul solid. Acesta acoperă boabele de cupru cu o coajă fragilă, ca urmare, cusătura de sudură devine fragilă atât în condiții fierbinți, cât și la rece. Prin urmare, conținutul de bismut nu trebuie să depășească 0,003%.
Impuritatea cea mai dăunătoare după oxigen este sulful, deoarece formează o sulfură, care, aflându-se pe granițele granulelor, reduce în mod semnificativ caracteristicile de performanță ale cuprului și o face redistribuită. În timpul tratamentului termic al cuprului cu o concentrație mare de sulf, acesta intră într-o reacție chimică, care conduce la apariția gazului sulfuric, care, în timpul răcirii, face ca cusătura să fie poroasă.
Fosforul este considerat unul dintre cei mai buni deoxidanți. Conținutul său în billetul de cupru nu numai că nu reduce caracteristicile de rezistență ale cusăturii, ci și le îmbunătățește. În plus, conținutul său nu trebuie să depășească 0,1%, deoarece în caz contrar cuprul devine fragil. Acest lucru trebuie luat în considerare atunci când alegeți un material de umplutură. De asemenea, fosforul reduce capacitatea cuprului de a absorbi gazele și de a-și crește fluiditatea, ceea ce poate duce la creșterea vitezei lucrărilor de sudat.
Înapoi la cuprins
Cuprul poate fi sudat în diferite moduri, dintre care cele mai populare sunt:
- sudura cu gaz;
- fluxul automat;
- argon arc;
- manuale de sudura.
Indiferent de metoda aleasă, este necesară pregătirea corespunzătoare a suprafețelor de sudat înainte de începerea lucrului. Înainte de a suda cupru, bronz, alamă și alte aliaje, marginile sudate și sârma de umplere trebuie curățate de murdărie și oxidare până la o luciu metalic și apoi degresate. Marginile sunt periate cu perii pentru metal sau șmirghel. În acest caz, utilizarea șmirghelului brut nu este recomandată.
Etanșarea marginilor și a sârmei poate fi efectuată în soluție acidă:
- sulfuric - 100 cm3 pe 1 litru de apă;
- azot - 75 cm3 pe 1 litru de apă;
- sare - 1 cm 3 până la 1 litru de apă.
După procedeul de gravare, semifabricatele sunt spălate în apă și alcaline cu uscarea lor ulterioară cu aer fierbinte. Dacă grosimea piesei de prelucrat este mai mare de 1 cm, atunci trebuie mai întâi să fie încălzită cu o flacără de gaz, arc sau altă metodă. Racordurile pentru sudare sunt legate cu cleme. Distanța dintre elementele îmbinate trebuie să fie aceeași pe întreaga secțiune.
Înapoi la cuprins
Sudarea cu gaz a produselor din cupru
Cu ajutorul sudării cu cupru sudare cu gaz și respectarea tehnologiei de performanță a muncii este posibilă obținerea unei cusături calitative cu caracteristici operaționale bune. În acest caz, rezistența maximă a articulației va fi de aproximativ 22 kgf / mm2.
Datorită faptului că cuprul are o conductivitate termică ridicată, pentru sudarea sa este necesară utilizarea următorului debit de gaz:
- 150 l / h cu o grosime de cel mult 10 mm;
- 200 l / h cu o grosime mai mare de 10 mm.
Pentru a reduce formarea oxidului de cupru și pentru a proteja produsul de apariția fisurilor fierbinți, sudarea trebuie efectuată cât mai repede posibil și fără întreruperi. Ca aditiv, se utilizează sârmă din cupru sau cupru electric cu un conținut de siliciu (nu mai mult de 0,3%) și fosfor (nu mai mult de 0,2%). Diametrul firului trebuie să fie de aproximativ 0,6 grosime a foilor sudate. În același timp, diametrul maxim admisibil este de 8 mm.
Când se face sudura, este necesar să se distribuie căldura astfel încât materialul de umplere să se topească puțin mai devreme decât piesa de prelucrat.
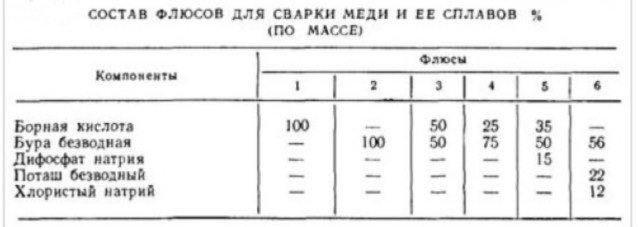
Fluxurile sunt folosite pentru a deoxida metalul și pentru a-l curăța de zgură, care sunt introduse în bazinul de sudură. De asemenea, procesează capetele firului și marginile plăcilor care trebuie sudate pe ambele părți. Pentru a macina granulele metalului de sudură și pentru a spori rezistența sudură după terminarea lucrărilor, este forjată. Dacă grosimea piesei de lucru nu este mai mare de 5 mm, forjarea se face în stare rece și la o grosime mai mare de 5 mm - la o temperatură de aproximativ 250 ° C. După forjare, cusăturile sunt recoace la o temperatură de 520-540 ° C cu răcire rapidă cu apă.
Înapoi la cuprins
Sudare cu arc submersibil
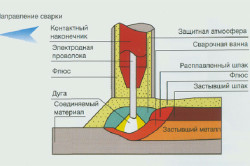
Această metodă de sudare este realizată de o mașină de sudură convențională la un curent direct de polaritate inversă. Dacă se utilizează flux ceramic, puteți lucra la curent alternativ. Pentru sudarea cuprului cu o grosime mai mică de 1 cm, pot fi utilizate fluxuri obișnuite. Dacă grosimea este mai mare de 1 cm, ar trebui utilizate fluxuri de granulare uscate.
În majoritatea cazurilor, toate lucrările se efectuează în 1 pas, folosind sârmă de cupru. Dacă cusătura nu ar trebui să aibă indicatori termofizici mari, atunci pentru a-și crește rezistența, bronzul și cuprul sunt combinați cu electrozi de bronz. Pentru ca metalul topit să nu se răspândească și se formează o cusătura pe partea inversă a piesei de prelucrat, se utilizează perne de flux și garnituri de grafit.
Sudarea alamelor se realizează sub tensiune scăzută, deoarece probabilitatea de evaporare a zincului va scădea odată cu scăderea forței arcului. Sudarea cu bronz se realizează prin curent direct de polaritate inversă. Înălțimea fluxului este limitată sau utilizată de fluxul de granulare mare (până la 3 mm).
Când vine vorba de sudura de cupru, este necesar să se înțeleagă că acest metal are proprietăți unice. Anume: ductilitate excelentă, conductivitate termică ridicată și conductivitate electrică, cea mai mare rezistență la coroziune. Plus mari calități estetice. Prin urmare, astăzi cuprul este utilizat în diverse domenii. Și deoarece toată lumea trebuie să se întâlnească cu ea deseori, probabilitatea este mare ca un cerc mare de oameni să fie interesați de procesul de sudare a acestui metal. Prin urmare, întrebarea dacă cuprul poate fi sudat la domiciliu este de interes pentru mulți astăzi.
Trebuie remarcat că, cu cât cuprul este mai curat, cu atât mai bine este sudat. În afară de aceasta, următorii factori afectează și calitatea procesului.
- La fel ca multe metale neferoase, în contact cu oxigenul, cuprul începe să se oxideze. Oxidul este un film subțire rezistent la căldură, care împiedică sudarea semifabricatelor de cupru. Prin urmare, în etapa de preparare, filmul de oxid este îndepărtat în mod necesar în moduri diferite.
- Cuprul are un coeficient foarte mare de expansiune liniară. Este de unu și jumătate mai mare decât oțelul. Prin urmare, la răcire există o contracție puternică. Acesta este factorul care afectează în mod negativ calitatea cusăturii în care apar crăpături în timpul contracției.
- În starea încălzită, cuprul absoarbe hidrogen și oxigen. Primul în interiorul metalului după răcire formează pori. Cel de-al doilea oxid de pe suprafață.
- Cu o încălzire și o răcire puternică, structura metalică se schimbă. De la granulația fină se transformă în granulație grosieră. Și aceasta este o creștere a fragilității în zona de sudură.
- Coeficientul de conductivitate termică a cuprului este de șapte ori mai mare decât cel al oțelului. Aceasta înseamnă că, atunci când este încălzită, metalul se topește rapid, pe măsură ce temperatura scade, rapid devine solidă. Trecerea bruscă de la o etapă la alta cauzează formarea defectelor din interior.
- Flux de cupru. Această cifră este de 2,5 ori mai mare decât oțelul. Cu căldură ridicată, iar acest lucru este uneori necesar pentru sudarea pieselor groase, topirea completă pe o parte este aproape imposibilă. Prin urmare, sudarea cuprului și a aliajelor sale se realizează prin tehnologie bidirecțională. Când pe o parte sudura este sudată complet, iar pe partea posterioară se formează o sudură. Apropo, fluiditatea cuprului complică sudarea în poziția verticală și a tavanului.
- Înainte de fierberea cuprului, este necesar să se înțeleagă că rezistența și ductilitatea materialului scad odată cu creșterea temperaturii. Până la + 200C, aceste cifre sunt încă normale, dar cu o creștere a valorii lor scade brusc. De exemplu, atunci când încălzită în domeniul 500-550C plasticitatea scade aproape la zero. Prin urmare, probabilitatea apariției în interior cusătură de sudură fisuri. Cu o valoare ridicată a curentului, nu trebuie să efectuați o umplere în două straturi a decalajului dintre plăcile sudate, chiar dacă piesele vor avea o grosime mai mare. Trebuie să încercăm să facem totul într-o singură trecere.
După cum sa menționat mai sus, cel mai simplu mod de sudare a cuprului pur fără impurități sau deoxidat, în care oxigenul este de numai 0,01%. Și întrucât astfel de cupru este rar, aliajele sale sunt utilizate în principal în industrie, se recomandă ca sudarea să fie efectuată în gaze protectoare sau fluxuri cu materiale de umplutură care includ deoxidanți. Anume: siliciu, mangan, aluminiu și alți aditivi. Apropo, se poate realiza și sudarea cuprului prin electrozi (topit). Singurul lucru este că deoxidizatoarele menționate mai sus sunt incluse în tijă.
Sudura manuala cu arc al aliajelor de cupru
În general, sudarea electrică cu arc de cupru este adesea folosită, în special la domiciliu. Aprecierea aplicației depinde de viteza procesului. În acest caz se poate utiliza sudarea cuprului cu o mașină semi-automată sau automată.
Tehnologia de sudare a cuprului este după cum urmează.
- Liniile pieselor asamblate sunt curățate de contaminare, pentru care se utilizează orice solvent.
- Apoi, filmul de oxid este răzuit cu perii de fier, șmirghel sau alte unelte abrazive.
- Următorul este procesul de sudare de către electrod.
Dar, deoarece grosimea pieselor de cupru poate varia în limite largi, modul de sudare va fi diferit. De exemplu, pentru a uni piesele cu o grosime de 6-12 mm, este necesar să tăiați marginile astfel încât să se formeze un spațiu în formă de V. Unghiul dintre muchii trebuie să se situeze în intervalul 60-70 °. Dacă se folosește sudarea pe ambele părți, unghiul poate fi redus la 50 °. Decalajul dintre părți este creat prin deplasarea pieselor de prelucrat astfel încât să se formeze între ele un spațiu de 2,5% din lungimea sudurii.
Dacă piesele nu sunt deplasate în afară, este necesar să le atașați. Decuparea se realizează cu o penetrare incompletă a cusăturii de 30 mm la fiecare 300 mm. În același timp, ar trebui să existe un spațiu de dimensiuni de 2-4 mm. În timpul sudării cuprului cu un invertor, ajungând la bandă, acesta trebuie să fie îndepărtat, bătându-l cu orice instrument de percuție. Deoarece penetrarea dublă a cuprului va conduce la o schimbare a structurii sale și la apariția defectelor din interiorul sudurii.
Dacă metalul sudat are o grosime mai mare de 12 mm, atunci este mai bine să folosiți o canelură în formă de "X" și, prin urmare, o sudură dublă. Dacă dintr-un anumit motiv este imposibil să folosiți această tăietură, atunci puteți utiliza o formă de V. Adevărat, este necesar să umpleți complet golul, care va dura mai mulți electrozi și timp.
- Îmbinările la capăt sunt mai bune pentru a găti pe căptușeli, ceea ce va reduce temperatura în zona de sudură și va împiedica metalul să curgă prin golul. Aici puteți folosi oțel de căptușire, cupru, grafit și altele. Lățimea căptușelii 40-50 mm.
- Înainte de sudarea cuprului cu un electrod, marginile trebuie încălzite la 300-400˚C.
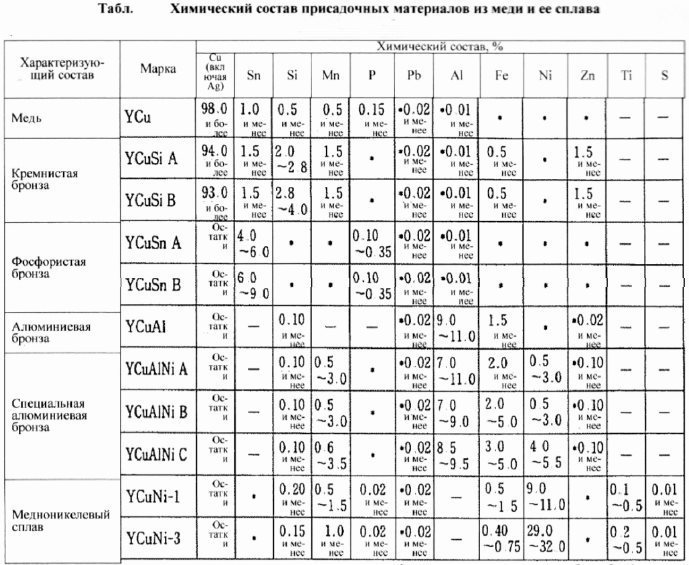
- Tija de electrozi folosită pentru sudarea aliajelor de cupru trebuie să fie din cupru sau din bronz cu aditivi de aliere (siliciu, mangan, etc.).
Sudura manuală TIG
Sudarea cu cupru și argon este o altă opțiune pentru îmbinarea plăcilor de cupru. În acest scop se utilizează curent direct de polaritate directă, electrod non-consumabil de tungsten și material de umplutură din cupru, bronz sau aliaj de cupru-nichel din marca MNZHKT.
Înainte de a începe lucrul, marginile îmbinării sunt încălzite la 800 ° C. Sudură de sudură de la dreapta la stânga, tija de umplere din fața arzătorului. Arcul este scurt.
Sudarea cu electrozi de carbon și grafit
Acest tip de sudare a aliajelor de cupru este rar folosit. Ansamblurile de carbon sunt folosite la îmbinarea pieselor cu o grosime de până la 15 mm, cele din grafit fiind mai mari decât această valoare. Modul de sudare:
- Curentul este constant.
- Polaritatea este dreaptă.
- Tija de umplere nu este scufundată în piscina de sudură. Distanța 5-6 mm.
- Procesul este realizat într-un flux de protecție. Se aplică la tija de umplere, care este pre-înmuiată în sticlă lichidă.
- Clearance - 0,5 mm.
- Se utilizează căptușeală din azbest sau grafit.
- Cuprul de până la 5 mm grosime este fiert fără preîncălzire.
- Sudarea trebuie efectuată într-o singură trecere.
Cupru și aluminiu
Aceste două metale pot fi sudate în două moduri: rezistență la sudură și castelul. În primul caz, este necesar să se ia în considerare faptul că materialul de aluminiu are un punct de topire mai scăzut decât cuprul. Prin urmare, la andocare, este necesar să se ia o țaglă de aluminiu cu o lungime mai mare, pentru corecția topirii.
La sudare, se recomandă să suflați zona de sudură folosind azot. Aerul nu va merge aici, va forma imediat un film de oxid. Dacă tuburile de cupru și aluminiu sunt sudate, trebuie să fie purtate pe tija, în butuci într-un singur punct.
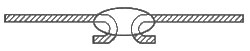
Conexiunea de blocare este atunci când o piesă plană de cupru este suprapusă pe o placă de aluminiu. Aceasta se face prin sudarea santului de cupru de-a lungul perimetrului. Lățimea cusăturii trebuie să fie egală cu grosimea căptușelii de cupru. Procesul este realizat folosind inserții de grafit, care vor forma cusătura comună.
Cupru-oțel sudare
Se fierbe cuprul cu oțel este dificil, dar posibil. În acest scop, se utilizează toate aceleași metode ca la sudarea a două tăblițe de oțel. Singurul lucru pe care trebuie să-l acordați atenție este punctul de topire diferit al metalelor. Prin urmare, atunci când se formează marginile, este necesar ca marginea de oțel să fie mai lungă (de 3,5 ori) și subțire, astfel încât în timpul procesului de sudare metal subțire a început să se topească mai repede.
În cazul în care sudarea este efectuată cu electrozi de carbon, procesul se efectuează la un curent direct de polaritate directă. Lungimea arcului este de 14-20 mm, tensiunea acestuia este de 40-55 volți, iar puterea curentului este de 300-550 amperi. Sudarea se efectuează într-un flux de protecție, care are exact aceeași compoziție ca la sudarea aliajelor de cupru. Fluxul în sine este umplut în spațiul dintre spații libere.
Uneori există situații în care este necesară sudarea unui știft de cupru la o parte din oțel. Pentru aceasta trebuie să aplicați polaritatea inversăProcesul în sine este realizat sub flux fără preîncălzirea marginilor. Oțelurile din oțel sunt sudate cu greu la piesele de cupru, astfel încât un inel de cupru este pus pe pinul în tensiune, care este sudat la țagla de cupru.
Acestea sunt metodele de sudare a aliajelor de cupru și a semifabricatelor care sunt utilizate astăzi în industrie și în ateliere de lucru la domiciliu. Asigurați-vă că vizionați videoclipul postat pe această pagină a site-ului.




