Volfram v 0,5 alakú elektróda az, ami áram. A volfrámelektródák jelölése
A nem olvadó elektródok közül gyakran olyan egyedi modellek vannak, amelyek olyan funkciókhoz vannak tervezve, amelyekre más fajok nem képesek. Volfrám elektródák argon ívhegesztés a szükséges teljesítményű elektromos ív kialakításához, valamint a fő és töltő fémek olvadásához használják hegesztési huzal. Figyelembe véve azt a tényt, hogy itt a védőközeg argongáz, akkor a huzal bevonata nem szükséges. Ezeket a termékeket nagy teljesítmény és jó hőállóság jellemzi.
A volfrámelektródák olyan vékony rudak, amelyek egy adott fém sajtolt részecskéiből készülnek. Az a tény, hogy a volfrám nagyon tűzálló, aminek köszönhetően ezek a termékek belőle készültek. Az elektródoknál nem szilárd fém, hanem erősen hőkezelt finom részecskék használatosak. A megjelenés és a tulajdonságok nem különböznek jelentősen az öntött fémektől. A termékek olyan speciális bevonatokkal állíthatók elő, amelyek hozzájárulnak az ív stabilizálásához, a fém, a gáz vagy a salak képződésének deoxidálásához, a fém ötvözéséhez és így tovább, vagy anélkül. A nem olvadó volfrámelektródot a GOST 23949-80 szerint állítják elő.
Hegesztés volfrámelektróddal argonban sokkal jobb, mint e folyamat más fajtái. A vakolásból nincs túlzott kicsapódás. Maga az eszköz univerzális, és nem ad semmilyen negatív komplikációt. Otthoni használatra ez a módszer kissé drágának tűnhet, de a termelésben és a kritikus szerkezetekkel való munka során nélkülözhetetlen.
Tungsten elektródák típusai
modell volfrám elektródák színben különbözik:
- Zöld (WP) - ebben a modellben a tiszta fém legmagasabb tartalma, mivel a szennyeződések aránya csak 0,5%. AC használatakor kiváló ívstabilitást biztosítanak. A mérleg nagyfrekvenciás stabilizáló oszcillátor segítségével javítható. A legjobb tulajdonságok szinuszos váltakozó áramban jelentkeznek. A volfrámelektródákat alumínium, valamint ötvözetei és magnéziuma hegesztésére használják. A korlátozott hőterhelés miatt ezekben a fajtákban a szerszám vége golyó formájában készül.

- A modellben fehér (WZ8) - cirkónium-oxid van jelen. Semmi esetre sem szabad szennyeződni a hegesztési medencében. Előnyösen váltakozó árammal használható. Ez a típus fokozott ívstabilitást biztosít. A jelenlegi terhelés magasabb, mint a tórium, a lantán és a cérium-elektródok. A volfrámelektródák élezése itt gömb formájában történik. Nikkel, magnézium, bronz, alumínium és ezen fémek ötvözeteinek hegesztésére használják.

- A modellben vörös (WT20) - tórium-oxid van jelen. A vörösek a leggyakoribbak, mivel a legjobban a hegesztés során jelentkezhetnek egyenáram, lényegesen jobb, mint az adalékanyag nélküli modell. A torium maga is az alacsony szintű radioaktív fémekhez tartozik, így nemcsak a környezetre, hanem a mester egészségére is negatív letétet biztosít. Az időszakos használatból származó kibocsátások nem veszélyeztetik az egészséget, de a folyamatos használat komplikációkat okozhat. A tóriumhoz használt volfrám elektróda tökéletesen állandó és váltakozó áramként jelenik meg. Megváltoztathatja a hegy hegyének élezésének szögét, mivel még magas áramlás mellett sem olvadnak vékony helyükön. A szabványos élezés emelvényes platform formájában történik. Alkalmas kréta, nikkel, titán, tantál, molibdén és szilícium bronz hegesztésére.

- A sötétkék (WY20) egy olyan modell, amely fokozottan ellenáll a magas hőmérsékletnek. Közvetlen áramerősségben, közvetlen polaritással kell alkalmazni. Különösen fontos szerkezetek hegesztésére szolgáló eszközként szolgál. Az oxid-adalékanyag körülbelül 2%. A behatolás miatt a katódfolt stabilitása megnő, ezért még akkor is, ha az áram széles tartományban változik, az ív stabil marad. Volfrám, alacsony ötvözetű és szénfémek használatosak.

- Szürke (WC20) - körülbelül 2% cérium-oxid van jelen ebben a modellben. A cérium egy nagyon gyakori ritkaföldfém nem radioaktív fém. Ez pozitív hatással van az elektróda kibocsátására. Ennek köszönhetően könnyebbé válik a kezdeti indítás, és az áramlási tartomány szélesebbé válik. Ezek olyan univerzális eszközök, amelyeket bármilyen villamos energiával lehet használni. Nagy ívstabilitás itt is alacsony áram esetén is észrevehető. Ezeket csővezetékekhez és vékony fémlemezekhez használják. Magas hőmérsékleten a cérium koncentrálódik a hegybe, ami hátrányt jelent. Az ópium, a tantál, a molibdén, a bronz, a szilícium bronz megmunkálására szolgálnak.

- Arany és kék (WL15 és WL20) - mindkét márka lantán-oxidot tartalmaz. Ez jó teljesítményt nyújt az ív kezdeti elindításához. Náluk sokkal kisebb a valószínűsége, hogy fémeket éget. Az ív stabil marad az egész művelet során. A különbség a jelek között az, hogy az aranyban az adalékanyagok 1,5% -a, a kékben pedig 2%. Minél több a lantán-oxid a készítményben, annál nagyobb a működési áramtartomány. Itt 1,5-szer nagyobb, mint más márkáknál. Ez befolyásolja a csúcsfelület kopását, amely az egyik legvékonyabb az iparágban. Ezzel nagy ötvözetű acél, réz, alumínium és bronz hegesztésre kerül.
![]()
Jelmagyarázat és jelölés
A volfrámelektródák jelölése meglehetősen egyszerű, mivel összetétele nem tartalmaz sok különböző elemet, de csak 1 adalékanyag van, vagy egyáltalán nincs. A volfrámelektródák színei csak megfelelnek a különböző adalékanyagoknak. Ha megnézi a megnevezést, akkor itt a WL15 tipikus lesz, amely a következőképpen értelmezhető:
- W - volfrám elektróda;
- L jelentése lantán-oxid jelenléte;
- 15 - egy adalékanyag jelenléte (ebben az esetben a lantán-oxid) 1,5%.
Így a második betű jelzi az adalékanyagot és a számokat, a század százaléka.
Volframelektródaválasztás
A választás a használati feltételek tekintetében történik. Ha a hegesztés váltakozó árammal történik, jobb a tiszta volfrám kiválasztása. A cirkónium-adalékanyagok növelik az ív stabilitását és a maximális használati hőmérsékletet. A készítményben levő tórium-oxid javítja a hőmérsékleti ellenállást, így az ilyen elektródok bármilyen formájúak. Yttrated volfrámból készült szerszámok jobb ívstabilizációt biztosítanak. A kompozícióban lévő cérium sokoldalúságot biztosít minden üzemmódban.
"Fontos! A választott modelltől függetlenül különös figyelmet kell fordítania a biztonságra, mivel a munkát nagy aktuális értékeken hajtják végre."
Az alkalmazás főbb módjai és árnyalatai
Ezeknek az eszközöknek a fő jellemzője a megfelelő árammód kiválasztása a fajtahoz és polaritáshoz képest, mivel az elektródok jellemzői minden esetben eltérő módon jelennek meg.
gyártók
Keresletének köszönhetően az ilyen elektródokat világszerte gyártják. A következő márkák találhatók a piacon:
- Tungstone (Lengyelország);
- Abicor Binzel (Németország);
- Jasic (Kína).
A TIG-hegesztés egyetlen helyes választása a volfrámelektródák. csak azok képesek ellenállni a szélsőséges hőmérsékletnek a fémhegesztés során. Ezen kötelező tulajdonság mellett a volfrám jó hőálló emissziós és eróziós ellenállással rendelkezik.
Hegesztés inert gáz és nem olvadó elektródokat használnak egyenáramú (TIG-DC) acéloknál, és váltakozóan (TIG-AC) alumíniumból (Al) és magnéziumból (Mg) készült alkatrészekre.
Az egyenáram esetén az elektródákat először fel kell készíteni a munkavégzésre. élezés. A hegesztés követelményeitől függően a megengedett élezési szög 20 ° -tól. akár 90 ° -ig, és a legjobb ívstabilitást 30 ° -60 ° -os szögben figyeli. (1. ábra). E szögtől függően a szélesség változó hegesztési varrás és az elektróda olvadási kapacitása.
A TIG-AC üzemmódban történő hegesztés során maga az elektróda működési vége gömb alakú, ezért elég egy kicsit őrölni, vagy egyszerűen csak megtartani az eredeti alakját (2. ábra). 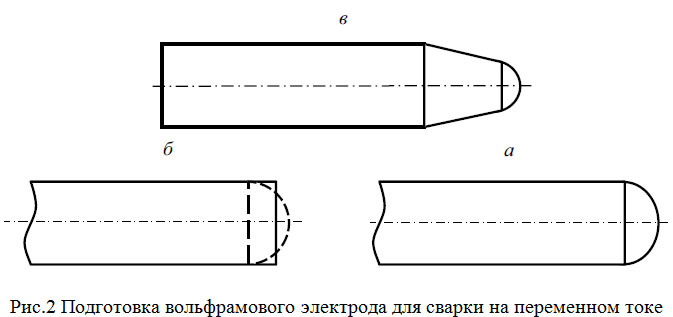
Sikeres gyakorlat az volt, hogy a volfrámelektródába a szennyeződéseket hegesztési jellemzőik növelése érdekében hozzáadták.
A bevezetett szennyeződés típusa szerint a következő volfrámelektródákat különböztetjük meg:
Jelölés: WP
Színkód: zöld
Ötvözet-adalékanyag: nem
Elektróda szennyeződés nélkül. Jó teljesítményt nyújt. hegesztési ív TIG-AC üzemmódban. Ezzel általában alumínium és magnézium részeket főznek.
Jelölés: WT-20
Színkód: piros
Dopant: tórium (~ 2%)
A legnépszerűbb volfrámelektróda. Néhányan még egyetemesnek és szó szerint használnak bármilyen feladathoz. A szakembereknek egy kicsit más véleményük van & ndash. A tórium hozzáadása javította a termionikus emisszió képességét, és a tűzálló elektródák szempontjából vezetővé tette, de jobb lenne a rozsdamentes acél, titán és nikkel ötvözeteknél TIG-DC üzemmódban végzett munkára.
Figyelem! A tórium radioaktív jellege miatt a WT-20 elektródák használata súlyos betegségeket okozhat. Ezért a velük való munkavégzést a legszigorúbb elvárásoknak és a megfelelő szellőzésű helyiségekben kell elvégezni.
Jelölés: WC-20
Színkód: szürke
Ötvözõ adalék: cérium-oxid (~ 2%)
Ez az elektróda a WP-hez képest nagyobb hegesztési teljesítményt mutat, és a legjobb "tiszta" tórium alternatíva. Alacsony áramok esetén jó ívstabilitást biztosít, így találta széles körű alkalmazás vékony lemezes hegesztésnél TIG-DC üzemmódban.
Jelölés: WL-15
Színkód: arany
Ötvözõ adalék: lantán-oxid (~ 1,5%)
A WT-20 elektróda másik lehetséges cseréje. Jó teljesítményt nyújt, ha bármilyen áramot hegeszt, és ez a legjobb megoldás az alumíniummal való munkavégzéshez.
A volfrámelektródák a hegesztők és a fémmunkában részt vevő egyéb szakemberek körében széles körben elterjedt koncepció. Ezek a hegesztett termékek áramellátására szánt kis rudak. Természetesen minden objektumhoz hasonlóan saját fajtájuk és típusuk is van. A kényelem és szimbólum alkalmazott jelölés, amely közvetlenül jelzi műszaki jellemzők használt hegesztési anyag.

A hegesztett termékek áramának átviteléhez volfrámelektródák szükségesek.
A volfrámelektródák típusai és célja
A volfrám egy olyan fém, amelyet szinte lehetetlen találni tiszta formában. Gyakran az argon-ívhegesztés során használják, mivel ez a fém eléggé tűzálló, így a hosszú távú hegesztés során is képes megőrizni saját szilárdságát. Fém volfrám gazdaságos. A hegesztés során a mennyiség elhanyagolható.
A fém legnagyobb szállítója Kína. A területükön hatalmas volfrám tartalékok figyelhetők meg. Ezzel összefüggésben a boltban lévő volfrámelektródák megvásárlásakor figyeljen a gyártóra. Ha talál egy európai országot, akkor biztos lehet abban, hogy a vásárláskor túlfizet. Az európai országok csak a fém megszerzése után gyártanak elektródokat Kínában.
A hegesztési anyag három típusra oszlik:
- AC elektródák. A fő anyagok, amelyek az áramnak való kitettséggel vannak hegesztve, a magnézium, alumínium és azok fajtái, ötvözetei. A bemutatott változatot széles körben használják olyan esetekben, amikor a szennyező anyagok behatolása ellen szükséges a hegesztés.
- DC elektródák. Itt fémeket, például azriumot vagy tóriumot adnak a volfrámelektródhoz. Ez utóbbi esetében tisztában kell lennie radioaktivitásával, ami jelentősen károsíthatja az embereket fedett. Ezért a tóriumelektródák nyílt területeken vagy raktárakban történő hegesztésre használhatók, ahol megbízható szellőzés van. Ezeket a termékeket a következő fémek hegesztésére használják:
- réz;
- titán;
- nikkel;
- tantál;
- bronz;
- acél, nem üzemel a rozsda alatt;
- szénötvözetek.
Itt meg kell jegyezni a biztonsági intézkedéseket hegesztéskor.
Fontos! Mivel egyes ötvözetek és fémek mérgező anyagokat bocsáthatnak ki az égési folyamat során, a hegesztőnek védő lőszereket kell viselnie, ahol a légzőszervek és a szemek zárva lesznek.
Használata is szükséges védőgáz argon.
Univerzális elektródák. Univerzális volfrámelektródákat használnak, amikor rézből, alumíniumból, bronzból, tantálból, nikkelből, titánból és gyakorlatilag minden acélból készült termékeket kell hegeszteni. Ezek az elektródák jól működnek a váltakozó és közvetlen áramoknál, ami némileg leegyszerűsíti a feladatot. A csővezeték-hegesztés során gyakori használat figyelhető meg, mivel vékony fémlemezek összekapcsolására és a varrás láthatatlanná tételére használhatók.
Egy adott típusú hegesztés használatához a megvásárláskor a megfelelő választás szükséges. Ezért a hegesztés elvégzéséhez alapvető ismeretekkel kell rendelkezni a hegesztett fém viselkedéséről és tulajdonságairól. gyakran professzionális hegesztők megfelelő szakképzettséggel és oktatással.
Vissza a tartalomjegyzékhez
A volfrámelektródák jelölése
Fontos! A volfrámelektródák jelölése szakemberek számára szükséges, mivel tartalmazza az elektródák gyártásánál és a hegesztés során használt jellemzők és fémek teljes listáját.
A megállapított és elfogadott kényelmi jelölés a megjelöléstől és a színtől függ.
A következő jelölést alkalmazzák a volfrámelektródákra:
- WP (zöld) - itt az elektróda szinte teljesen volfrámból áll. Tartalma 99,5%. Magnézium és alumínium hegesztéséhez használatos. A megadott jelölés elektródjának lehetséges alkalmazása szinuszos áramhegesztés. Védelemhez használjon kétféle gázt: argont és héliumot.
- WC-20 (szürke) - 2% cérium-oxid. Az univerzális elektródokhoz tartoznak, mivel váltakozó áramú hegesztéshez és pozitív polaritáshoz használják őket. Részt vesz a csővezetékek nem forgó csuklókban való csatlakoztatásában.
- WL-15, WL-20 (kék) - itt van egy lantán keveréke, amely lehetővé teszi a stabil ív elérését és az újra gyújtást, ami a márka elektródáját gyakran használja az iparban. Ezenkívül a lantán alkalmazása az elektródában növelheti az üzemi áramot és csökkenti a kopást. A bemutatott típusú elektróda által gyártott varratok tartósak és kevésbé szennyezettek. Ahhoz, hogy az elektróda működjön, gömb alakú véget kell biztosítani.
- WT-20 (piros) - Itt szerepel a torium. Amint a fentiekben már leírtuk, a munkahelyi por kissé veszélyes az emberi egészségre. Ennek ellenére a bemutatott jelölést néha gyakrabban használják, mint az elektródákat, amelyek majdnem teljesen volfrámból állnak. Ezt a funkciót a tórium kiváló tulajdonságai magyarázzák, amely néhány másodperc alatt képes összeállítani a leggyorsabb fémeket. Működés közben ajánlott egy egyenáram használata, mivel az áram szinuszos használatával az így keletkező ív átugorhat a hegesztett felületre. Az ilyen bajok nem tolerálhatók.
- WZ-8 (fehér) - kevesebb, mint egy százalék cirkónium-oxid. A munka során a tisztaságot óvatosan kell figyelni. Ajánlott váltakozó áramot használni. Használat előtt a gömbfejet az elektródához kell csatlakoztatni. Legjobb alumínium hegesztéshez.
- WY-20 (sötétkék) - volfrámelektródák vékony ütrium bevonattal. Ezek a legstabilabb elektródok, ezért gyakran használják fontos és fontos szerkezetek hegesztéséhez.
Az elektródák kiválasztásakor el kell dönteni a hegesztett fém hegesztési módjáról és tulajdonságairól, mivel az egyik kialakításhoz a volfrámelektródák több típusa és jelölése szükséges.
Vissza a tartalomjegyzékhez
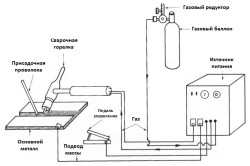
Argon ívhegesztés: jellemzői és technológiája
Az argon ívhegesztés az argon védelme alatt álló fémvegyület. A bemutatott eljárást kétféleképpen hajtjuk végre, amelyek mindegyikét részletesen meg kell vizsgálni.
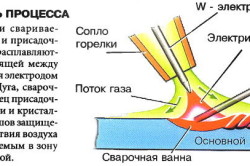
Kézi hegesztés volfrám elektródával argon védelem alatt. Ez a módszer több lépést tartalmaz:
- Argon és a szükséges áram kerül az égőbe. Az áram második fázisa a felszínre vezet, ahol hegesztésre kerül. Az égőhöz rögzített elektróda és a felület között egy ív keletkezik. A huzalt adalékanyagként tápláljuk be.
- Ezután meg kell gyújtania az ívet. Ehhez jobb, ha szénlemezt használunk annak érdekében, hogy a hegesztett felületet ne roncsoljuk meg, mivel az ilyen felügyelet a varrás szennyeződéséhez vezethet.
- Ezután izgatott az ív. Itt gyakran oszcillátort használnak.
- Az elektróda mozgását követjük, mivel a pályáját pontosan a varrás mentén kell elhelyezni, más esetben a munkát le kell állítani, mert ez a hiba jelezheti az elektróda olvadásának kezdetét.
Itt megengedett a váltakozó áram alkalmazása, mivel a hegesztési munka során egyenáramú komponens keletkezik.
Automatikus hegesztés volfrám elektródával. Ezt a módszert gyakran használják hegesztési csövekben nem forgó ízületekben.
Az automatikus hegesztést speciális kialakítású, különböző kivitelű egységek végzik, amelyek egymástól függetlenül végzik a teljes hegesztési folyamatot.
Itt egy hegesztési ív fordul elő a fémfelület és a vezeték vége között, amely elektródként szolgál.
A bemutatott eszközök gyakran nem alkalmazhatók egyes területeken. Ez különösen annak köszönhető, hogy nem tudunk rövid varrást készíteni.
Az argon ívhegesztéshez használt volfrámelektródok a következő jelölést tartalmazzák: WP, WZ, WT, WY. Ennek oka a megbízhatóság és a sokoldalúság. A bemutatott elektródok sok típusát vékony fémlemezek hegesztésére használják. Ebben az esetben gyakran szükséges az elektróda vékony kúpos élezése.
A volfrámelektródok nem fogyasztható rudak az argon ívhegesztéshez. Néhány felületkezelési műveletben is használhatók, plazmavágás fémek, permetezés.
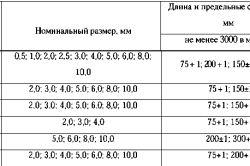
1 A volfrámrudak osztályainak leírása a GOST 23949–80 szerint
A leírt hegesztési termékek tiszta formában, volfrámból, valamint a hegesztési folyamatot aktiváló különféle adalékanyagokból készülnek. A 23949. sz. Állami szabvány az argon ívhegesztéshez a következő volfrámelektródák márkáiról beszél:
- EVT-15;
- EVI (1, 2 és 3).
A tiszta volfrám tömegaránya ezekben az elektródokban 99,91 és 99,95% között van. Különböző szennyeződések (különösen a molibdén, a szilícium, a vas, az alumínium, a kalcium és a nikkel) nem lehet több, mint 0,05–0,11%. Az EVI-2 és EVI-3 kategóriákban legfeljebb 0,01% tantál jelenléte megengedett, az EVT-15-ben 1,5–2% torium-dioxid, az EVL-ben - 1,1–1,4% lantán-oxid. Az EVI besorolású termékekben 1,5–3,5% itrium-oxid is van.
A nagy (kb. 5800 fokos) volfrám forráspont és a megnövekedett (majdnem 3000 fokos) refraktivitás miatt minden típusú volfrámelektródák a hegesztés során nagyon alacsony áramlási sebességet mutatnak.
A varrás egy méterét száz gramm anyagból töltik. A cirkónium, a lantán, a cérium és a tórium hozzáadásával a volfrám rudak valóban egyedülálló működési paraméterek.

A felületükön lévő kész elektródák nem tartalmazhatnak szennyezést és zárványokat, oxidokat, delaminálást, kenőanyag-technológiai anyagokat, repedéseket és lyukakat. A hegesztési rudak elfogadásának folyamata során a felületet vizuálisan ellenőrzik. Bizonyos esetekben a mérőeszközök és speciális optikai eszközök használata megengedett.
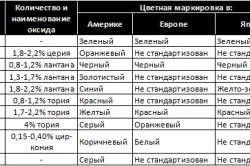
2 A volfrámhegesztési rudak nemzetközi színjelzése
Egy adott márkájú volfrámelektróda megválasztása meglehetősen egyszerű, mindegyikük egy vagy más módon van feltüntetve. Így például a tiszta volfrámtermékek egyik végét zöld színnel jelöltük, és a nemzetközi gyakorlatban a "WP" betűvel jelöltük. A világszabványok szerint az ilyen elektródok 99,5% volfrámot tartalmaznak. A váltakozó áramú hegesztési műveletek során garantálják az elektromos ív tökéletes stabilitását.
A "zöld" rudak elsősorban alumínium, magnézium-alapú ötvözetek és tiszta magnézium hegesztésére szolgáló volfrámelektródák. A szakértők azt javasolják, hogy hegesztés közben hélium vagy argon atmoszférában használják a szinuszos váltakozó áramot. Az ilyen rudak sajátossága az, hogy a munka vége golyó formájában van. Ez az igény annak a ténynek köszönhető, hogy a termék hőterhelése korlátozott.
A szürke szín "WC-20". Az aktív ritkaföldfém cérium körülbelül két százaléka jelen van a készítményben. A megadott adalékanyag:
- növelje a hegesztés megengedett áramértékeit;
- megengedett ív gyújtás;
- a hegesztő rúd jobb (és nagyon jelentős) kibocsátásai.
A „szürke” elektródokat egy professzionális környezetben a legváltozatosabbnak tekintjük. Lehetővé teszik a ma már ismert fémötvözetek és acélfajták szerkezetének összekapcsolását, továbbá közvetlen és váltakozó áramú közvetlen polaritással. Ne feledje, hogy a cérium nem radioaktív elem. Ráadásul a ritkaföldfémek közönséges fémei közé tartozik.
A "WC-20" fontos pontja még a minimális áramértékeknél is kiváló stabilitást biztosít a hegesztési ívben. Ezért ajánlott a vékony acéllemezek, csővezetékek hegesztéséhez különböző célokra, valamint bármilyen átmérőjű csőtermék. De jobb, ha a "WC-20" -nál dolgozva nem választja ki a nagy áramlási sebességet, mivel a rúd forró végén magas cérium-oxid-tartalom képződhet.
Alacsony ötvözetű és rézből és titánból készült termékek, amelyeket rendszerint "vörös" rudak segítségével egy egyenáramra hegesztenek (jelölés - "WT-20"). Ezeket az elektródokat tórium-dioxiddal (legfeljebb két százalék) adják hozzá, és a leggyakrabban használják.

Érdemes megjegyezni, hogy a tórium radioaktív fém. Ha a "WT-20" elektródákat nem használják szisztematikusan, és az elvégzett munka mennyisége elhanyagolható, nincsenek veszélyek a hegesztő egészségére.Folyamatos használatuk esetén nagyon fontos, hogy gondoskodjunk a hegesztési zóna hatékony szellőzéséről, és biztosítsuk a hegesztő számára védő lőszerrel (speciális maszk, szemüveg, stb.).
Rúd, piros jelzéssel, magas áron hegesztőáram gyakorlatilag nem változtatja meg konfigurációjukat. A hegesztést végző szakember előtt elhelyezett feladat függvényében módosíthatja a "WT-20" élezési szöget. Általánosságban elmondható, hogy a "vörös" elektróda megválasztása teljesen indokolt, ha hegesztési műveletet végzünk állandó árammal. Ilyen esetekben ez többször hatékonyabb, mint a tiszta volfrám rúdja.
A magnézium- és alumínium részek váltakozó árammal történő hegesztésekor általában „0,8% -nál nagyobb cirkónium-oxiddal rendelkező„ fehér ”elektródokat használunk. Az ilyen rudaknak egyedülálló ívük van stabilitásukban, és nem feltétlenül szennyezik a hegesztési medencét. Működési végük gömb alakú. A "WZ-8" megengedett áramterhelése valamivel nagyobb, mint a tórium, lantán és cérium hegesztési termékeknél.

Nagyon felelős titánmodellek, rézötvözeteka korróziógátló és az alacsony szén-dioxid-tartalmú ötvözeteket leggyakrabban „WY-20” rudakkal hegesztik, amelyek sötétkékkel vannak jelölve, és az adalékanyagként itrium-dioxidot tartalmaznak (körülbelül két százalék). Ezeket az elektródokat a katódfolt magas stabilitása jellemzi, aminek következtében az ív stabilan változik a hegesztőáram nagyon különböző értékei között. A mai napig a "WY-20" a nem fogyasztható típusú elektródok legellenállóbb terméke.
A "WL-20" és "WL-15" hegesztőpálcák is vannak. Az elsőekben lantán-oxidot kb. Két százalékban (kék színnel jelölve), a másodikban a megjelölt oxidot legfeljebb másfél százaléka tartalmazza, és arany színűek. Lantánelektródoknak hívják őket.
Ezek a termékek alacsony szennyeződést biztosítanak. hegesztett kötés és tartósnak tartják. A volfrámelektródák lantán-oxiddal történő kezdeti élezése hosszú ideig fennmarad, ezért a "WL" -et gyakran használják a "rozsdamentes acél" és a hagyományos acélok közvetlen áram polaritású hegesztéséhez.

A lantánrudaknak nagy a hordozó képessége (ez majdnem kétszer akkora, mint a tiszta volfrámból készült szabványos termék potenciálja), egy kis hajlamos az égéshez és az egyszerű ív gyújtáshoz. Ezen túlmenően a "WL-20" és a "WL-15" garantálja a hegesztő rúd működési végének minimális kopását.
Mint látható, sokféle elektróda készül a volfrámból és speciális adalékanyagokból. Ez azt jelenti, hogy a felhasználó kompetens választás lehet a rúdról, amely ideális a különböző minőségű és acél típusú alkatrészek és szerkezetek összekapcsolására.
3 A volfrámrudak élezése
A cikkben leírt hegesztési termékek feldolgozásához általában egy speciális, volfrámelektródákhoz való élezőgépet használnak. Egy ilyen eszköz finomszemcsés finomszemcsés lemezekkel rendelkezik. A gabonának szükségszerűen kicsi méretűnek kell lennie, mivel egyébként a rúd végén, amikor élesedik, barázdák és kis sorok keletkeznek. A lemez szennyeződésének elkerülése érdekében tilos a gépet más anyagok feldolgozására használni.
A volfrámelektródák élezőgépét szükség szerint használják. Az élezés szöge és a hegesztőpálca eltömődésének mérete rendkívül fontos a normál használat szempontjából, mivel közvetlenül befolyásolják az elektromos ív behatolási potenciálját. A blunting méretének csökkenésével megfigyelhető a behatolás mélységének növekedése, valamint az áramsűrűség, az ívnyomás és a hőáram koncentrációjának növekedése.
A geometriai paraméterek és az ívoszlop alakja akkor változik, ha egy vagy másik szöget választ. Az elektromos ív pólusát kúpos alakzat jellemzi 15-75 fokos szögben. Azokban az esetekben, amikor az élezést nagy szögben hajtják végre, a pólus alakja hengeresre módosul. Az AC élesítés használata leggyakrabban lekerekített véggel történik. azokban az esetekben, amikor az eljárást állandó árammal hajtják végre.

Az élezés hossza általában a hegesztési rúd 0,5–2 szakasza, jelentősen befolyásolja a varrás szélességét és mélységét. Az élezés hosszának növekedésével megfigyelhető az olvadt rész szélességének csökkenése. Ha kis hosszúságot választunk, a behatolás mélysége jelentősen csökken. Ezeket a funkciókat mindig emlékeztetni kell, amikor egy volfrámelektróda élezőgépet használ.
Azt is szeretném hozzátenni, hogy az elektromos ív stabil égése a volfrámrudak élezése után az alábbiaktól függ:
- az elektróda csúcsán eltömődik;
- karcolások, amelyek a terméken élesítés közben jelennek meg.
Az eldobás mennyiségét úgy választjuk meg, hogy az megfeleljen a hegesztőpálca aktuális indexének és keresztmetszetének. És a kockázatok, amelyek mérete minimális, a termék tengelye mentén helyezkednek el. Élezés után ajánlott a rúd polírozása.

- "G-Tech" egy neves gyártótól ESAB: különböző modellek, gyémánt tárcsákkal és porgyűjtő rendszerrel, automata üzemmódban, valamint tágas visszaváltható tartályok. Hozzátesszük, hogy a "G-Tech" készülékek nem igényelnek külön kipufogórendszert;
- "ESG Plus" a cégtől Orbitalum: hat népszerű szakasz elektródáinak feldolgozása, négy különböző szög teljesítése és a hegesztőpálcák csúcsa felé fordulva;
- "EWM TGM 40230": kompakt, kompakt, 0 és 90 fok közötti élesítési minőséget biztosít.
Al, Mg és ötvözeteik hegesztése váltakozó áramra (AC). Hegesztő elektródák jó ívstabilitás biztosítása váltakozó áramú hegesztéssel, kiegyensúlyozott vagy kiegyensúlyozatlan, folyamatos nagyfrekvenciás stabilizálással (oszcillátor).
Az argonhegesztést egy nem fogyasztható volfrámelektródával végezzük inert gáz környezetben. A GlobalWeldingCompany cég a moszkvai volfrámelektródákból származó raktárból nagykereskedelmet kínál az argon ívhegesztéshez megfizethető áron. Ügyfeleink kényelmét szem előtt tartva szállítmányokat szállítunk Oroszországban.
A volfrámelektródák használata
Használja a volfrámot amikor hegesztési munkák Előny, mert magas hőmérsékleten nem olvad. Az alumínium, a titán, a réz és az univerzális elektródák speciális elektródái értékesíthetők, amelyeket olcsón rendelhetsz, a városban vagy Oroszországban.
Az elektródok teljes egészében volfrámból vagy ritkaföldfémek hozzáadásával készülnek. A szennyeződések tartalmától függően a termékek egy bizonyos márkát kapnak.
- AC (WZ, WP)
- DC (WY, WT)
- Univerzális (WL, WC)






