الکترود برای جوشکاری قوس دستی. دنیای الکترودهای گوناگون برای جوشکاری قوس. نماد الکترودهای پوشیده شده.
الکترودهای دستی جوش قوس شامل میله هایی از سیم جوش که در آن یک لایه پوشش محافظ اعمال می شود. پوشش الکترود شامل ترکیبی از اجزایی است که باعث افزایش یونیزاسیون و حفاظت از منطقه جوشکاری از تماس با هوا می شود. الکترودهای پوشش داده شده برای هر دو و برای.
سیم جوش برای الکترودهای میله
طبقه بندی الکترود با موقعیت مکانی در جوش
4 گروه از الکترودها، بسته به ترتیب مکانی مجاز قطعات جوش وجود دارد:
درباره ذوب
آیا حمام ذوب شکسته خواهد شد؟ هنگامی که یک حمام ذوب ایجاد می شود، پوشش در طی ذوب باعث ایجاد یک ابر دود یا گاز می شود. این گازها یک نقش مهمی و حیاتی بازی می کنند! انتشار 21 درصد اکسیژن و 78 درصد نیتروژن، که به طور طبیعی در هوای نفس ما وجود دارد. این دو گاز در هوا می تواند نقص جوشکاری، اکسیداسیون و نیتروژن را ایجاد کند.
پوشش مذاب یک سرباره سبک است که روی مایع و فلز جامد یا در حمام مذاب شناور می شود که به یک توپ تبدیل می شود. با توجه به ترکیب و حضور آن، به عنوان یک فیلتر عمل می کند. به عنوان یک فیلتر، گازهای مضر را در فلز رسوب تسهیل می کند تا آن را بدون ایجاد حباب آزاد کند.
1 - جوشکاری در هر موقعیت مجاز است
2 - جوش در هر موقعیت، به جز برای اجرای جوش های عمودی از بالا به پایین؛
3 - جوشکاری در موقعیت پایین، و همچنین اجرای درزهای افقی و عمودی از بالا به بالا؛
4 - جوش در موقعیت پایین و پایین "در قایق".
علاوه بر روشهای طبقه بندی بالا، GOST 9466 برای طبقه بندی الکترودها بسته به قطبش جوش، ولتاژ بدون بار و نوع منبع برق را فراهم می کند. جوش قوس. بر اساس این شاخص ها، الکترود ها به 10 گروه تقسیم می شوند و از شماره های 0 تا 9 تعیین می شوند.
تصور کنید یک لیوان آب آشامیدنی سریع منجمد و کوبهای یخی آن به گریئر شبیه است، که موجب شکستن نقاط در مورد جوش جوش. سرباره همچنین باعث می شود که فلز با سخت شدن از سخت شدن جلوگیری شود. در مورد برخی از جوش ها نیز می توان گفت که برای تکمیل نقص های خاصی که باید نصب شود، لازم است عناصر خاصی برای افزایش خواص مکانیکی و به منظور جلوگیری از بیماری ها یا نقص های جوشکاری اضافه شود.
جوش با الکترود، دود، گاز محافظ. جوشکاری الکترود - بیشترین استفاده از فرایند جوش در هر دو مکانیکی و ساخت فلزاین برای جوش تقریبا تمام آلیاژهای آهنی و غیر آهنی، به استثنای آلیاژهای آلومینیوم مناسب است.
انواع الکترود های پوشش داده شده برای جوشکاری قوس دستی فولاد های ساختاری
بر طبق GOST9467، الکترودهای جوشکاری فولاد سازه آنها بسته به خواص مکانیکی جوش جوش داده شده توسط جوشکاری با یک یا چند الکترود طبقه بندی می شوند و به انواع ارائه شده در جدول تقسیم می شوند:
|
نوع الکترود این فرایند بسیار متنوع است که در آن یک قوس الکتریکی بین یک الکترود قابل پوشیدنی، مناسب پوشش داده شده و یک عنصر لحیم ایجاد می شود. حذف فلز مذاب از الکترود توسط قوس به حمام مذاب منتقل می شود، در حالی که گازهای تولید شده توسط پوشش آن را از جو محافظت می کند. ذوب ذوب بالاتر از حمام ذوب، آن را از اتمسفر در طی قلیایی محافظت می کند. فرآیند جوشکاری با یک الکترود مناسب برای جوش در همه موقعیت ها مناسب است و با توجه به سادگی تجهیزات در بسیاری از موارد حتی در محل یا در فضاهای محدود استفاده می شود. با این حال، علیرغم مزایای عملیاتی بدون شک، ما باید میزان بهره وری پایین را نشان دهیم؛ در واقع، الکترود طولی کم دارد و بنابراین باید اغلب جایگزین شود. |
خواص مکانیکی فلز جوش |
هدف |
||
|
مقاومت موقت، MPa |
جوش فولاد با مقاومت موقت 500-600MPa |
|||
|
جوش فولادهای کربنی و کم آلیاژهای فولاد ساختاری با مقاومت بالا و با مقاومت موقت بالاتر از 600 مگاپاسکال الکترود ماشین جوشکاری متشکل از یک ژنراتور و دو کالیپرس: یکی برای جرم و دیگری برای نگهدارنده الکترود. این باید قدرت لازم برای شروع قوس داشته باشد و آن را در طول فاز جوشکاری حفظ کند. الکترود پوشش داده شده شامل دو بخش یا یک هسته فلزی است که به عنوان یک ماده تزئینی و یک پوشش محافظ عمل می کند. در جوشکاری، هسته الکترود ذوب می شود و به شکل قطرات به حمام ذوب منتقل می شود؛ در همان زمان، پوشش همچنین از هسته در حمام مذاب به منظور نوک الکترودها شکل می گیرد و این پیکربندی انتهای الکترود را در جایی که ماده ذوب می شود محافظت می کند و همچنین یک فشار بیش از حد گاز محلی را ایجاد می کند که می تواند باعث انهدام و انتقال قطره شود. |
||||
برای الکترودهای E70، E85، E100، E125، E150 خواص مکانیکی پس از عملیات حرارتی مطابق با گذرنامه الکترود نشان داده شده است.
هر نوع الکترود ارائه شده در جدول می تواند چندین علامت الکترود باشد. به عنوان مثال، نام تجاری الکترودهای ANO-3، ANO-4، MP-3، OZS-4، OZS-6 از همان نوع هستند - E46.
هر علامت الکترود مربوط به ترکیب خاصی از پوشش محافظتی، نام تجاری خاص است. سیم جوشمیله ساخته شده است، و همچنین خواص جوش و خواص فن آوری است.
ویژگی های اصلی الکترودهای
بخشی از مواد ورودی با ایجاد گازهایی ایجاد می شود که یک منطقه محافظ قوس ایجاد می کنند و خطر اکسیداسیون حمام را کاهش می دهند. در این "منطقه حفاظت شده"، انتقال فلز مذاب به قطرات رخ می دهد: در این حالت، پوشش ذوب به طور همزمان با فلز پیچ خورده قطره های فلز مذاب، ایجاد "حفاظت اضافی در برابر اکسیداسیون".
پس از آن، زباله باید برداشته شود. خواص پوشش حفاظت در برابر اکسیداسیون. پوشش از فرم گاز تشکیل شده است، ایجاد یک گاز محافظ در اطراف قوس الکتریکی در فرم جامد، حفاظت از هر دو پایان الکترودهای مذاب و قطرات که به حمام افتادن. تخلیه حمام. رطوبت زدایی حمام به دلیل عناصر دی اکسید کننده، منگنز و سیلیکون موجود در پوشش رخ می دهد؛ آنها شیمیایی با حمام مذاب واکنش نشان می دهند، اکسیژن را از اکسید آهن موجود در حمام رد می کنند، و به همین ترتیب، اکسید های نامحلول در فلز مذاب را تشکیل می دهند که به صورت سرباره به سطح می رسند. الکترود توسط مواد مانند کربنات کلسیم و منیزیم بوجود می آید که قادر به جذب گوگرد و فسفر در فرم ترکیبات است که مستقیما به سطح حمام گل می آیند.
انتخاب نوع الکترود بستگی به ماده جوش داده شده، در مورد ضخامت قطعات جوش داده شده، در موقعیت مکانی، شرایط جوشکاری، به منظور محصول جوش داده شده و شرایط عملیات آن است.
نماد الکترودهای پوشیده شده
تعیین الکترود شامل تعیین نوع آن، نام تجاری الکترود و قطر میله آن، و همچنین نوع پوشش و GOST می باشد.
عناصر آلیاژ علاوه بر عناصر فوق، پوشش ممکن است شامل آلیاژ، منگنز، کروم، نیکل، مولیبدن و غیره باشد. که در شکل عناصر آلی در منطقه تلف شده باقی می مانند و ترکیب شیمیایی آنها را تغییر می دهد. تأثیر بر ثبات قوس در این مورد، برای استفاده از الکترود اصلی، بهتر است از آن استفاده کنید جریان جوشکاری نوع C
الکترود برای ساختارهای کربنی و آلیاژهای ساختاری کم آلیاژ
بخشی از پوشش ذوب شده که به صورت سرباره بر روی سطح حمام شکل می گیرد می تواند تحت تاثیر کشش سطحی سرباره کمک کند. فیوز باعث می شود که حمام به مواد پایه گیر کرده و باعث شستشو در موقعیت شود. هنگامی که این عمل ناکام می شود، جوشکاری باید در موقعیت پیشین صاف یا حداکثر باشد. انواع پوشش در پاراگراف های قبلی، برخی از اطلاعات اولیه بر روی پوشش های الکترود ارائه شده است، در زیر ما اطلاعات بیشتری در مورد برخی از پوشش های معمول ارائه می کنیم.
ما با توجه به تعیین الكترود GOST9467 رمزگشایی می كنیم:
E46A - نوع الکترود (E - الکترود برای جوشکاری قوس الکتریکی؛ 46 - ضریب جوش تضمین شده (460 مگاپاسکال)؛ A - جوشکاری دارای قابلیت انعطاف پذیری بالا)؛
UONI-13/45 - مارک الکترود میله؛
3 - قطر میله؛
Y - الکترود برای جوشکاری مدارهای کم آلیاژ و همچنین برای جوشکاری فولادهای کربن؛
D2 - با پوشش ضخیم از گروه دوم؛
الکترود E
43 2 (5) - ارزش خواص مکانیکی جوش (43 - استحکام کششی موقت حداقل 430 MPa؛ 2 - کشش نسبی در کشش حداقل 22٪؛ 5 - استحکام ضربه حداقل 34.5 J / cm2 در دمای -40 درجه ج)
B - الکترود با پوشش اصلی؛
1 - الکترود مجاز است که برای جوش در هر موقعیت فضایی استفاده شود
0 - جوش ثابت جوش قطب معکوس.
هدف اصلی و ترکیب الکترود های جوشکاری
پوشش اسیدی آنها پوشش های اکسید آهن و فرولین، مانند منگنز و سیلیکون هستند. خاک ایجاد شده توسط پوشش به راحتی برداشته می شود، اما نمی توان آن را دوباره استفاده کرد، بهتر است همیشه قبل از اینکه به مصالح بعدی بروید، آن را حذف کنید تا از خاک شدن جلوگیری شود.
این پوشش ها تاثیر کمی بر عناصر کم رطوبت دارند، بنابراین بهتر است از آنها در مواد پایه با مقدار مشخصی از گوگرد و فسفر استفاده نکنید، زیرا می توانند باعث نقص هایی مانند ترشحات داغ شوند. پوشش های اسیدی، مقادیر قابل توجهی از مواد پایه را ذوب می کنند: فرم حمام مایع، که باعث می شود آنها برای جوشکاری در محل مناسب نیستند. آنها به جای پوشش های هیدروسیکولی هستند و بنابراین باید قبل از استفاده به خوبی مورد استفاده قرار گیرند، در غیر این صورت هیدروژن ممکن است در طی جوشکاری با تشکیل ترشحات سرد باقی بماند.
در اسناد فنی، الکترودها با نام اختصاری نامگذاری شده اند، به عنوان مثال، UONI-13 / 45-3،0-2 GOST 9466-75.
بدست آوردن فلز جوش، اصلی قدرت برابر است، با انتخاب نوع الکترود جوشکاری، که ویژگی های قدرت جوش داده شده را تنظیم می کند. لازم به ذکر است که استفاده از الکترود با خواص مکانیکی افزایش یافته فلز رسوب، به عنوان مثال، توسط استحکام کششی، می تواند منجر به کاهش کارایی ساختار جوش شود.
خواص مکانیکی رسوبات خوب است، زیرا حمام به خوبی از دی اکسید شده است. پوشش روتیل آنها شبیه به پوشش های اسیدی هستند، اما حاوی عناصری مانند دی اکسید تیتانیوم، روتیل یا الیمنیت هستند که منجر به ریختن سطحی بعد از سخت شدن می شود. این نوع الکترود همچنین ممکن است حاوی مواد مانند سلولز یا در مقادیر محدود، کربنات کلسیم و منیزیم، عناصر معمولی الکترودها باشد. پوشش پایه
الکترود های روتیل پوشش، و همچنین سلولز، حمام را تمیز نمی کنند و مقدار زیادی از هیدروژن تولید نمی کنند، به همین علت در هنگام جوشکاری فولادهای سرد شکل می گیرند. به همین علت استفاده معمولی در جوشکاری ضخامت متوسط استفاده می شود.
برای جوشکاری فولادهای جوش (فولاد کم کربن تولید شده از کوره ضعیف اکسید شده)، الکترود با هر پوشش استفاده می شود.
برای جوشکاری فولادهای نیمه محکم (فولاد به دست آمده از دی اکسید کردن فلز مایع کم تر از زمانی است که ذوب فولاد آرام است اما بیشتر از زمانی که ذوب فولاد جوشانده می شود) برای ضخامت های زیاد، باید الکترود با پوشش های اصلی یا روتیل مورد استفاده قرار گیرد.
پوشش الکترود های سلولزی شامل عناصر آلیاژی حاوی سلولز مانند منگنز و سیلیکون، عناصر قوی دی اکسید کننده است. بنابراین، سلولز یک الکترود و پوشش بسیار پاک کننده است، عمدتا گازسیون شده و به حداقل رساندن سرباره بر روی حمام مذاب. این نوع پوشش به شما اجازه می دهد موقعیت جوش "عمودی به سمت پایین"، ذوب مقدار قابل توجهی از مواد پایه، ارائه نفوذ پیش زمینه خوب است. نقص های سلولز در برابر ناخالص مؤثر نیست و بنابراین نباید در فرایندهای جوشکاری با مواد پایه حاوی عناصر آلیاژی کم استفاده شود که در آنها می توانند مشکلات نورد گرم ایجاد کنند.
جوشکاری سازه های فولادی آرام که در دمای پایین یا تحت بارهای پویا عمل می کنند، باید با الکترودهای با پوشش پایه انجام شود.
پایداری قوس بر کیفیت درزها و امکان جوشکاری با جریان متناوب تاثیر می گذارد. قوس در الکترودها با پوشش های سلولز، اسیدی و روتیل پایدار است. این اجازه می دهد تا استفاده از ترانسفورماتور جوشکاری. الکترود های پوشش پایه فقط نیاز به منابع جریان مستقیم دارند.
آنها حتی هنگام جوشکاری با مواد مستعد ریختن سازه ها نمی توانند استفاده شوند؛ زیرا علاوه بر "هیدروژن هوا" پوشش مشابه یک حامل رطوبت است. مقیاس ایجاد شده توسط الکترود های اصلی برای حذف و حذف دشوار است، بنابراین لازم است که آن را به طور کامل در مورد پاس های پیوسته حذف کنید؛ اگر سوختگی در ناهنجاری های طناب باقی بماند و برداشته نشود، می تواند "تخلخل جامد" تولید کند. جوشکاری با الکترود اصلی باید با رشته های کوتاه انجام شود تا از تخلخل انقباضی جلوگیری شود، همچنین "صفحات" نامیده می شود.
در موقعیت های پایین تر، عمودی و سقف، سیم پیچ بهتر است در الکترودهای با پوشش سلولز تشکیل شده، از آنجا که انتقال کوچک از فلز الکترود و ویسکوزیته بالا سرباره هدایت جوشکاری با کیفیت بالا ارائه می کنند. جوش در الکترود با پوشش اصلی بدتر است.
هنگام جوش ساختارهای ساختمانی ضخیم با دیواره های چند لایه، جداسازی سرباره یک شاخص مهم است. الکترود با پوشش روتیل، سلولز و اسیدی، جداسازی سرباره بهتر نسبت به پوشش اصلی را فراهم می کند.
انتقال مواد از طریق قطرات بسیار بزرگ انجام می شود که می تواند به راحتی یک اتصال کوتاه ایجاد کند. حضور کربنات کلسیم در پوشش اجازه می دهد تا حمام با عناصر کم اصطکاک مانند گوگرد و فسفر تمیز شود تا رسوبات با خلوص بالا و خواص مکانیکی خوب بدست آید. به همین دلیل، این الکترود ها هنگام استفاده از جوشکاری مورد استفاده قرار می گیرند. یکی از بزرگترین مشکالت این نوع پوشش، بسیار زیاد است.
برای از بین بردن ردیابی رطوبت از پوشش، الکترود باید در کوره های ویژه به خوبی پردازش شود، در غیر این صورت ممکن است با ترک خوردگی سرد مواجه شود. انتخاب الکترودها. انتخاب نوع الکترود ها باید ویژگی های مواد جوشکاری پایه را در نظر بگیرد. بنابراین، مطلوب است بدانید ترکیب شیمیایی آن، ویژگی های کشش و استحکام ضربه، ساختار متالوگرافی و در نهایت موقعیت عملکرد جوشکاری.
جوشکاری با الکترود های پوشش پایه نیاز به تمیزکاری کامل لبه ها از زنگ، روغن، خاک برای جلوگیری از زاد و ولد دارد. علاوه بر این، الکترود با پوشش اصلی، در لحظات اولیه جوشکاری و زمانی که با قوس طولانی جوشکاری می شود، مستعد ابتلا به تشکیل خلل هستند.
ویژگی های الکترود برای جوشکاری کربن و فولادهای آلی کم
استاندارد با استفاده از الفبایی عددی، نوع الکترود را با توجه به خواص آن طبقه بندی می کند. استانداردهای مربوطه شماره دوم نشان دهنده نوع الکترود است. جدول 1 - حداقل مقاومت و عملکرد فلز رسوب شده. فن آوری های جوشکاری موجود بسیار زیاد هستند. یک معیار طبقه بندی مهم، که همچنین یک عنصر ضروری در صلاحیت روش های مختلف است، به اصطلاح "ورودی حرارتی" است، به عنوان مثال منبع گرما از منبع گرما به محل اتصال در طی لحیم کاری ارائه شده است.
| نوع E42 412 مگاپاسکال (42 کیلوگرم در میلیمتر) |
||||
| نام تجاری, | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| نور | ||||
| برای محصولات از فولاد با ضخامت 1-3 میلی متر. جوش را می توان از بالا به پایین انجام داد. | ||||
| ANO-6 | ||||
| جوش کوتاه یا قوس متوسط. مجاز توسط لبه های تمیز نشده. هنگام جوشکاری جوش فیلد، الکترود را در زاویه 40-50 درجه در جهت جوش شیب دهید. این مقاومت بالا در ایجاد منافذ و ترکهای شدید دارد. 50h بیشتر | ||||
| ANO-6M | ||||
| جوش کوتاه یا قوس متوسط. سرباره به آسانی جدا شده است. پراکندگی حداقل تمایل کم به منافذ و ترکهای داغ. 50h بیشتر | ||||
| ANO-17 | ||||
| عملکرد بالا برای جوش فلز با ضخامت بیشتر با درزهای طولانی. حساسیت کم به شکل حفره در هنگام جوشکاری در سطح اکسید شده. 50h بیشتر | ||||
| WCC-4 | ||||
| جوش خطوط لوله بدون نوسان الکترود، استراحت در لبه های پایین به پایین. ریشه ی درخت است جریان مستقیم هر قطب، "داغ" عبور - در قطب معکوس. کپسول حداقل 50 میلی متر را ترک کنید. | ||||
| WCC-4M | ||||
| جوش ریشه جوش و "داغ" عبور اتصالات لوله. اجازه دهید جوشکاری را از طریق "بالا به پایین" انجام دهید با حمایت از الکترود. مقاومت در برابر تشکیل حفره ها را فراهم می کند. | ||||
| OZS-23 | ||||
| برای سازه های جوشکاری ضخامت کوچک بر روی سطح اکسید شده. حساسیت کم به تشکیل حفره مسمومیت کم 50h بیشتر | ||||
| OMA-2 | ||||
| برای جوشکاری سازه های فلزی متشکل از ضخامت کوچک (0.8-3.0 میلی متر). جوشکاری قوس طولانی روی سطح اکسید شده. الکترود با قدرت ذوب پایین. Uxx≥60V | ||||
| نوع E42A فولاد با استحکام کششی تا 412 مگاپاسکال (42 kgf / mm 2) با خواسته های بالا در مورد جوشکاری و چقرمگی. |
||||
| UONI-13/45 | ||||
| برای جوشکاری سازه های بحرانی که در دمای پایین عمل می کنند. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| UONI-13 / 45A | ||||
| برای جوشکاری ساختارهای مهم نوع فولاد SHL-4، MS-1، St3sp و مانند آن. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| UONII-13/45 | ||||
| UONII-13 / 45A | ||||
| برای جوشکاری سازه های بحرانی که در دمای پایین عمل می کنند. جوش بسیار کم قوس در لبه های دقت تمیز. | ||||
| UONII-13 / 45R | ||||
| برای جوشکاری سازه های فولادی جوش یک قوس کوتاه در لبه های تمیز. مقاومت بالا فلز جوش به ترک خوردگی داغ. | ||||
| نوع E46 برای فولاد با استحکام کششی تا 451 MPa (46 kgf / mm 2) |
||||
| آنو 4 | ||||
| برای جوشکاری ساختارهای ساده و بحرانی تمام گروه ها و درجه اکسیداسیون. قوس متوسط طول جوش مجاز توسط لبه های تمیز نشده. در معرض جریان بالا، مستعد ابتلا به حفره نیست. 50h بیشتر | ||||
| ANO-13 | ||||
| برای گوشه های عمودی، لبه و لب به لب در راه "بالا به پایین". جوش کوتاه یا قوس متوسط. این ممکن است در لبه های تمیز نشده باشد. فلز جوش مقاوم در برابر حرارت است. پوشش هیدروژن است. 50h بیشتر | ||||
| سازمان ملل متحد 21 | ||||
| برای طرح های ساده و مسئولانه از فولاد کربن همه گروه ها و درجه اکسیداسیون. جوش با قوس توسعه یافته در امتداد لبه های تمیز نشده. 50h بیشتر | ||||
| ANO-24 | ||||
| برای جوشکاری در شرایط مونتاژ جوش با قوس توسعه یافته در امتداد لبه های تمیز نشده. تمایل کم به تخریب 50h بیشتر | ||||
| سازمان ملل 34 | ||||
| در موقعیت پایین، الکترود را از جهت عمودی در جهت جوشکاری 20-40 درجه دور کنید. جوشکاری می تواند قوس کشیده را بر روی سطح اکسید شده قرار دهد. 50h بیشتر | ||||
| ELZ-S-1 | ||||
| برای جوشکاری کم کربن، کربن و آلیاژهای سبک کم با استحکام کششی تا 490 مگاپاسکال. 50h بیشتر | ||||
| MP-3 | ||||
| برای طراحی مسئولیت جوش کوتاه یا قوس متوسط. سطح را به طور کامل از مقیاس پاک کنید. شکافهای خوبی همپوشانی دارند هنگام جوشکاری در منافذ جریان بالا ممکن است. Uxx≥60V | ||||
| MR-3M | ||||
| برای فولاد با محتوای کربن تا 0.25٪. جوش مرطوب، زنگ زده، ضعیف از اکسید فلزی ممکن است. بسیار مولد است جوش با ضخامت متوسط و بزرگ در زاویه عقب بالا قرار می گیرد. Uxx≥60V | ||||
| OZS-3 | ||||
| برای نقاط مهم جوش. جوشکاری قوس کوتاه جوش بر روی سطوح غیر تمیز مجاز است. Uxx≥60V | ||||
| OZS-4 | ||||
| برای جوشکاری با کارایی بالا قطعات بحرانی. جوشکاری با یک قوس بلند و سطوح غیر تمیز مجاز است. Uxx≥60V | ||||
| OZS-4I | ||||
| برای طرح های مسئول اجازه جویدن مرطوب، زنگ زده، ضعیف از اکسید فلزی تمیز. عملکرد بالا جوش در موقعیت پایین با ضخامت متوسط و بزرگ "زاویه عقب". طول قوس متوسط. Uxx≥60V | ||||
| OZS-6 | ||||
| برای جوشکاری با کارایی بالا جوشکاری با قوس طولانی مجاز است، همچنین ممکن است در سطح اکسید شده باشد. 50h بیشتر | ||||
| OZS-12 | ||||
| برای T-joints برای به دست آوردن درزهای مقعر کوچک به کار رفته توصیه می شود. سرباره به آسانی جدا شده است. جوش قوس و سطح اکسید شده بلند شده است. 50h بیشتر | ||||
| نوع E46A برای فولاد با استحکام کششی 451 MPa (46 kgf / mm 2) با افزایش نیاز به اتصالات در تنفس و سختی. | ||||
| TMU-46 | ||||
| برای ساختارهای بحرانی، از جمله خطوط لوله. جوش یک قوس کوتاه در لبه های تمیز. Uxx≥65V | ||||
| UONI-13 / 55K | ||||
| برای ساختارهای بحرانی که در دمای منفی و بارهای متناوب عمل می کنند. جوش یک قوس کوتاه در لبه های تمیز. فلز جوش بسیار مقاوم در برابر ترک خوردگی داغ است و دارای یک مقدار کم هیدروژن است. | ||||
| ANO-8 | ||||
| برای جوشکاری سازه های فولادی کربنی و کم آلیاژ که در دمای پایین عمل می کنند. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| نوع E50 برای فولاد با استحکام کششی 490 MPa (50 kgf / mm 2) | ||||
| WCC-4A | ||||
| جوشکاری با راندمان بالا جوش ریشه و "داغ" راهپیمایی مفاصل خطوط لوله و ساختارهای بحرانی. جوش کردن جوش ریشه بدون تردید، تحمل، بر روی جریان مستقیم هر قطب. "داغ" عبور - پس از تمیز کردن سایش ریشه. جوش هر دو لایه از بالا به پایین. کپسول حداقل 50 میلی متر را ترک کنید. | ||||
| 55 ساله | ||||
| جوشکاری با قوس کوتاه یا استراحت در لبه های دقت تمیز. Uxx≥65V | ||||
| نوع E50A برای فولاد با استحکام کششی 490 مگاپاسکال (50 kgf / mm 2) با افزایش نیاز به اتصالات در تنفس و سختی. | ||||
| ANO-27 | ||||
| برای جوشکاری سازه های حساس در دمای تا -40 درجه سانتی گراد جوش یک قوس کوتاه روی سطح دقت تمیز. محتوای کم هیدروژن را در درز فراهم آورید. | ||||
| ano-t | ||||
| برای ساخت سازه های حساس و خطوط لوله در تمام مناطق آب و هوایی. جوش ریشه بدون حلقه های پشتی. تشکیل غلتک پشت در موقعیت سربار. | ||||
| ANO-TM / H | ||||
| برای اتصالات روتاری خطوط لوله نفت و گاز با قطر 14-49 میلیمتر و سایر ساختارهای بحرانی. جوش یک قوس کوتاه در لبه های تمیز. موثر برای جوش یک طرفه. Uxx≥65V | ||||
| ANO-TM | ||||
| برای سازه های بحرانی، از جمله خطوط لوله های کربنی کم و کم آلیاژ فولاد. جوش یک قوس کوتاه در لبه های تمیز. غلتک معکوس با ارتفاع 0.5 تا 3 میلیمتر به صورت کیفی شکل می گیرد. | ||||
| ETS-4 | ||||
| برای فولادهای کشتی St3sp، 09G2، 09G2S، 10HSND، 10G2S1D-35، 10G2S1D-40 و غیره جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. ارائه مقاومت در برابر خوردگی بالا. | ||||
| ETS-4C | ||||
| برای ساخت سازه های بحرانی در ساخت کشتی؛ فولاد SHL-4، 09G2 و غیره جوش با قوس کوتاه در امتداد لبه های تمیز. Uxx≥65V | ||||
| OZS-18 | ||||
| برای جوشکاری ساختارهای مهم ساخته شده از فولاد 10ХСНД، 10ХНДП و دیگران با ضخامت تا 15 میلیمتر، مقاوم در برابر خوردگی جو، با مقدار کم هیدروژن. | ||||
| OZS-25 | ||||
| برای جوشکاری سازه های مهم جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. جداسازی سرباره خوب فقدان تخلیه و کمربند کوچک. | ||||
| OZS / VNIIST-26 | ||||
| برای خطوط لوله نفت و گاز آلوده به سولفید هیدروژن. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. مقاومت در برابر خوردگی بالا در محیط هیدراته تا 25٪ سولفید هیدروژن. | ||||
| OZS-28 | ||||
| برای سازه های بحرانی ساخته شده از فولاد 09Г2، 10ХСНД، و غیره جوش کوره کوتاه در امتداد لبه های با دقت تمیز. Uxx≥60V | ||||
| OZS-33 | ||||
| برای طراحی های ویژه فلز جوش را با مقاومت بالا در برابر ترک خوردگی داغ و مقدار کم هیدروژن ارائه کنید. جوش کمان کوتاه یا بسیار کوتاه در امتداد لبه های تمیز. | ||||
| TMU-21U | ||||
| برای فولاد مانند 15GS و غیره؛ برای تجهیزات برق برای لوله های با ضخامت دیواره بیش از 16 میلی متر. جوشکاری در برش باریک با یک زاویه کامل تا 15 درجه. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. احتراق آسان از قوس بدون تخلخل "شروع". | ||||
| TMU-50 | ||||
| برای سازه های بحرانی و خطوط لوله. جوش یک قوس کوتاه در لبه های تمیز. Uxx≥65V | ||||
| UONI-13/55 | ||||
| برای ساختارهای بحرانی که در دمای منفی و بارهای متناوب عمل می کنند. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. فلز جوش مقاوم در برابر ترک خوردگی داغ است و دارای مقدار کم هیدروژن است. | ||||
| UONI-13 / 55С | ||||
| برای طراحی های ویژه فلز جوش را با مقاومت بالا به ترک خوردگی داغ ارائه کنید. کم هیدروژن جوش فقط یک قوس کوتاه در امتداد لبه های تمیز است. | ||||
| UONI-13 / 55TZH | ||||
| برای سازه های بسیار مهم که در دمای پایین عمل می کنند. فلز جوش مقاوم در برابر ترک خوردگی داغ است. کم هیدروژن جوش فقط یک قوس کوتاه در امتداد لبه های تمیز است. | ||||
| UONII-13 / 55R | ||||
| برای کشتی های ساخت فولاد با استحکام کششی تا 490-660 مگاپاسکال. جوشکاری با قوس کوتاه یا استراحت در لبه های دقت تمیز. | ||||
| CU-5 | ||||
| برای قطعات لوله و مبدلهای حرارتی واحد های بویلر که در دمای 400 درجه سانتیگراد عمل می کنند. تسریع در جهت تشکیل منافذ. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| CU-7 | ||||
| برای ساختارهای بحرانی که در دمای 400 درجه سانتیگراد عمل می کنند. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| CU-8 | ||||
| برای ساختارهای بحرانی که در دمای 400 درجه سانتیگراد با ضخامت فلزی کوچک و برای جوشکاری با قطر کوچک عمل می کنند. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| E-138 / 50N | ||||
| برای درزهای پر از آب در زیر آب. برای فولاد St3S، St4S، 09G2، SHL-1، SHL-45، MS-1 و دیگران جوش کمان کوتاه در امتداد لبه های دقت تمیز. فلز جوش مقاوم در برابر خوردگی در آب دریا است. | ||||
| نوع E55 برای فولاد با استحکام کششی تا 539 مگاپاسکال (55 kgf / mm 2) | ||||
| OZS / VNIIST-27 | ||||
| برای خطوط لوله و سازه های ساخته شده از مقاوم در برابر حرارت مقاوم در برابر کم آلیاژ فولاد، عامل در دمای تا -60 درجه سانتی گراد جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. ساقه ریشه - قطب مستقیم مستقیم مستقیم است. | ||||
| UONI-13 / 55U | ||||
| برای جوش اتصالات و ریل در روش حمام، برای سازه های بحرانی با استفاده از جوشکاری قوس دستی. جوش یک قوس کوتاه در لبه های تمیز. با روش حمام، ارزش فعلی 1.3-1.7 بار افزایش می یابد. وقفه در جوشکاری ممنوع است Uxx≥65V | ||||
| نوع E60 برای فولاد با استحکام کششی تا 588 مگاپاسکال (60 kgf / mm 2) | ||||
| ANO-TM60 | ||||
| برای اتصال مفاصل لوله ها و دیگر سازه های بحرانی. جوش یک قوس کوتاه در لبه های تمیز. تشکیل سوزن ریشه بدون عناصر پشتی و جوشکاری با انتقال صاف به فلز پایه. | ||||
| VSF-65 | ||||
| برای سازه های بحرانی، از جمله خطوط لوله تنه. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| OZS-24M | ||||
| برای سازه ها و خطوط لوله فولادی 06G2NAB، 12G2AFYU، 10GNMAYU و غیره، در دمای بالا -70 درجه سانتیگراد عمل می کند. جوش یک قوس کوتاه در لبه های تمیز. فلز جوش با مقاومت بالا مقاوم است. | ||||
| UONI-13/65 | ||||
| برای ساختارهای بحرانی ساخته شده از کروم کربن کم کربن، مولیبدن کروم، کروم-سیلیکون منگنز که در دمای پایین عمل می کنند. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. مقاومت بالا فلز جوش به ترک های داغ. کم هیدروژن | ||||
ویژگی های الکترود برای جوشکاری فولادهای آلیاژی از افزایش قدرت
| نوع E70 برای فولاد با استحکام کششی تا 686 MPa (70 kgf / mm 2) |
||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| ANO-TM70 | ||||
| برای جوشکاری سازه های بحرانی و خطوط لوله بدون عناصر پشتی و جوشکاری. جوش یک قوس کوتاه در لبه های تمیز. Uxx≥65V | ||||
| ANP-1 | ||||
| برای جوشکاری ساختارهای مهم ساخته شده از فولاد 14HG2MR، 14HMNDFR و غیره، قطعاتی از وسایل حمل و نقل و جاده ای که در دماهای پایین فعالیت می کنند. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| ANP-2 | ||||
| برای جوشکاری سازه های مهم جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| VSF-75 | ||||
| برای خطوط لوله و ساختارهای بحرانی در طول جوشکاری لایه های پر کننده و روکش. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| نوع E85 برای فولاد با استحکام کششی تا 833 مگاپاسکال (85 kgf / mm 2) | ||||
| NIAT-3M | ||||
| برای جوشکاری سازه های مهم فولاد گرما سخت شده. جوش یک قوس کوتاه را در لبه های دقت تمیز کنید. | ||||
| UONI-13/85 | ||||
| برای سازه های بحرانی ساخته شده از فولاد مقاوم در برابر حرارت تا استحکام کششی بالا: 30HGSA، 30HGSNA، و غیره جوش با تنها یک قوس کوتاه در امتداد لبه های با دقت تمیز. فلز جوش مقاوم در برابر ترک های داغ است. کم هیدروژن | ||||
| UONI-13 / 85U | ||||
| برای اتصالات و ریل ها در روش حمام کردن و جوشکاری قوس دستی ساختاری از فولادهای با مقاومت بالا تحت بارهای سنگین. جوش یک قوس کوتاه در لبه های تمیز. هنگام حمام کردن، از فرم باقیمانده یا حذف شده استفاده کنید. | ||||
| نوع E100 برای فولاد با استحکام کششی تا 980 MPa (100 kgf / mm 2) | ||||
| AN-XH7 | ||||
| مجمع بدون شکاف. جوش قوس کوتاه و متوسط را با لبه های دقت تمیز کنید. | ||||
| VI-10-6 | ||||
| مجمع بدون شکاف. جوش با قوس کوتاه یا متوسط در امتداد لبه های با دقت گسسته با حرکات حلقه شکل الکترود. با جرقه های سریع خنک کننده در دهانه ها امکان پذیر است. | ||||
| OZSh-1 | ||||
| جوش كوتاه كوتاه به طور مداوم، بدون اجازه خنك كردن، در لبه ها به دقت تميز كنيد. پیش گرم شدن به 400-450 درجه سانتی گراد می تواند برای پوسته پوسته شدن استفاده شود. | ||||
ویژگی های الکترود برای جوشکاری فولادهای سبک آلیاژ بالا
ورودی گرما نه تنها انتقال حرارتی را که ماده در طی جوشکاری اتفاق می افتد، بلکه همچنین فشرده سازی مشترک و فشردگی مشترک، تغییرات ساختاری که رخ می دهد، تعیین می کند. V: فینال، تأثیر قابل توجهی بر ساختار و در نتیجه ویژگی های فناوری نهایی اتصال دارد. فن آوری های اصلی جوشکاری، جدا شده مطابق با سیستم گرمایش، هستند.
فرایندهای قوس الکتریکی با الکترودهای غیرمستقیم، الکترودهای قابل اشتعال، الکترودهای پوشش داده شده، قوس زیر آب. - مقاومت، براق، حرارت القاء. - فرایندهای با لیزر، پرتو الکترون، پلاسما. اینها فن آوری هایی هستند که از تمام سیستم های حفاظت چسبندگی دقیق در طی جوشکاری استفاده می کنند تا از حداکثر تعامل با محیط زیست و به ویژه گازهای هوا جلوگیری شود. در حقیقت، نیاز اصلی برای جوشکاری هر ماده، جلوگیری از تشکیل پلی اکسید روی سطوح ریخته گری است که به واسطه حرارت دادن به دمای ذوب مواد جوش داده می شود.
| نوع E125 برای فولاد با استحکام کششی بالاتر 980 MPa (100 kgf / mm 2) |
||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| NII-3M | ||||
| برای فولادهای 30HGSNA، 30HGSN2A، و غیره، به صورت حرارتی برای مقاومت تا 1274 مگاپاسکال (130 kgf / mm 2) پردازش می شود. جوش یک قوس کوتاه در لبه های تمیز. | ||||
| نوع E150 برای فولاد با استحکام کششی تا 1470 MPa (150 kgf / mm 2) | ||||
| NIAT-3 | ||||
| برای فولادهای با مقاومت بالا از نوع 30ХГСНА با استحکام کششی تا 1470 MPa (150 kgf / mm 2) | ||||
الکترود برای پوشش
الکترودهای Surfacing فلز رسوبی از ترکیب شیمیایی، ساختار و خواص مختلف را فراهم می کند. بر طبق GOST 10051-75 "الکترود های فلزی پوشش داده شده برای پوشش های دستی لایه های سطح با خواص ویژه"، 44 نوع از این الکترودها وجود دارد.همه آنها یک پوشش پایه دارند. این بهترین مقاومت در برابر تشکیل ترکها در هنگام پوشیدن قطعات از فولاد با محتوای کربن بالا و با استحکام بالا ساختار است.
بسته به شرایط عملیاتی سازه ها با پوشش های پوشش داده شده، الکترودهای روکش می تواند بصورت معمول به 6 گروه تقسیم شود.
ویژگی های الکترود پوشش داده شده
| گروه اول الکترود برای پوشش، ارائه فلز جوش کم آلیاژ کم با کربن با مقاومت بالا در شرایط اصطکاک فلزات در برابر بارهای فلزی و ضربه (برای برخی از مارک های الکترودهای گروه 3 متعلق به این گروه). | ||||
| نام تجاری الکترود / نوع فلزی, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| OZN-300M / 11G3S | ||||
| برای قطعات ساخته شده از فولادهای کربنی و کم آلیاژ، کار در شرایط بار اصطکاک و بارهای شوک، به عنوان مثال: شفت، محور، کوپلینگ، صلیب، و دیگر بخش های حمل و نقل خودرو و راه آهن. | ||||
| OZN-400M / 15G4S | ||||
| همان، با افزایش سختی فلز جوش. | ||||
| НР-70 / Э-30Г2ХМ | ||||
| برای قطعاتی که در شرایط بارهای شدید شوک و اصطکاک بر روی فلز کار می کنند: ریل ها، کراس ها و غیره. | ||||
| TsNIIN-4 / E-65H25G13N3 | ||||
| برای نقص جوش ریخته گری صخره های راه آهن و سایر قسمت های فولاد منگنز 110G13L. | ||||
| گروه دوم الکترود هایی که فلز جوش آلیاژ کم فلز با مقاومت بالا در شرایط اصطکاک فلزی بر روی فلزات و بارهای شوک در دمای معمولی و بالا (تا 600-650 درجه سانتیگراد) ارائه می دهند. | ||||
| EN-60M / E-70H3SMT | ||||
| برای انواع تمام انواع، کار با گرم کردن سطوح تماس تا 400 درجه سانتیگراد، و قطعات با سایز بالا در تجهیزات ماشین ابزار: چرخ دنده، خارج از مرکز، راهنماهای و غیره | ||||
| TSN-14 | ||||
| برای تجهیزات مهر و موم داغ و برش، از جمله چاقو، قیچی، می میرد، و غیره | ||||
| 13KN / LIVT / E-80H4S | ||||
| برای سطل دندان های خاکبرداری، سطل، بیل، چاقو ماشین آلات جاده، کار با ساینده بدون شوک و فشار قابل توجه است. | ||||
| OZSh-3 / E-37H9S2 | ||||
| برای برش و برش قالب های مهر و موم سرد و گرم (تا 650 درجه سانتیگراد) و قطعات بسیار پر مصرف ماشین آلات و تجهیزات. | ||||
| OZI-3 / E-90H4M4VF | ||||
| برای قالب ها، گرم و سرد (تا 650 درجه سانتیگراد) تغییر شکل فلزات، و همچنین برای بخشی از قطعات معدن و متالورژی و تجهیزات ابزار. | ||||
| گروه سوم الکترود، ارائه فلز کربن، آلیاژ (یا بالا آلیاژ) با مقاومت بالا در برابر سایش قلاب و بارهای ضربه. | ||||
| OZN-6 / 90H4G2S3R | ||||
| برای قطعات با سنگین قطعات معدن، ماشین آلات ساخت و ساز، و غیره، کار با سایش شدید سایش و بارهای شوک قابل توجه است. | ||||
| OZN-7 / 75H5G4S3RF | ||||
| برای قطعات با سایز بالا، به طور عمده از فولاد منگنز 110G13L، کار با سایش شدید و بارهای شوک قابل توجه است. | ||||
| VSN-6 / E-110X14V13F2 | ||||
| برای قطعات با سایز بالا ساخته شده از کربن و فولاد منگنز بالا با بارهای قابل توجهی تحت سایش سایش. | ||||
| T-590 / E-320H25S2GR | ||||
| برای قطعاتی که در شرایط سایشی با بارهای ضربه متوسط استفاده می شوند. | ||||
| گروه چهارم الکترود هایی که فلز جوش کربن دار دارای آلیاژ بالا با مقاومت بالا تحت فشار بالا و درجه حرارت بالا (تا 680-850 درجه سانتی گراد). | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| برای مهاجمان از ماشین آلات جعل شعاعی، تمبرهای سرد و گرم (تا 800-850 درجه سانتیگراد) تغییر شکل فلزات، چاقوی برش فلز داغ، بخش هایی از تجهیزات که در شرایط تغییر شکل حرارت بسیار مقاوم هستند را می پوشانند. | ||||
| UONI-13 / N1-BK / E-09H31N8AM2 | ||||
| برای مهر و موم سطوح دریچه که در تماس با رسانه های بسیار تهاجمی کار می کنند. | ||||
| OZI-5 / E-10K18V11M10H3SF | ||||
| برای ابزارهای برش فلز، تمبرهای داغ (تا 800-850 درجه سانتیگراد) از مهر و موم و قطعاتی که در شرایط دشوار درجه حرارت بسیار دشوار عمل می کنند. | ||||
| پنجمین گروه الکترودهای فلزی جوش آستنیته با مقاومت بالا در شرایط خوردگی فرسایش و اصطکاک فلز به فلز در درجه حرارت بالا (تا 570-600 درجه سانتیگراد). | ||||
| CN-6L / E-08H17N8S6G | ||||
| برای مهر و موم سطوح اتصالات برای دیگهای بخار در دمای 570 درجه سانتیگراد و فشار تا 7800 مگاپاسکال (780 کیلوگرم در میلی متر 2). | ||||
| گروه ششم الکترود هایی که فلز جوش با آلیاژ بالا تقویت شده با مقاومت بالا در دمای شدید و شرایط تغییر شکل (تا 950-1100 درجه سانتی گراد) است. | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| برای جعل و خرد کردن ابزار تغییر شکل سرد و گرم فلزات، بخش هایی از تجهیزات متالورژی و ماشین آلات، در شرایط سخت خستگی حرارتی (تا 950 درجه سانتیگراد) و فشار بالا کار می کنند. | ||||
| OZSh-8 / 11H31N11GSM3YuF | ||||
| برای جعل ابزار جراحی تغییر شکل داغ فلز در شرایط فوق العاده شدید خستگی حرارتی (تا 1100 درجه سانتی گراد) و فشار بالا. | ||||
الکترود برای جوشکاری و مسطحسازی از چدن
چنین الکتریکی برای حذف نقص در ریخته گری آهن و تعمیر قطعات آسیب دیده و فرسوده طراحی شده اند. آنها می توانند برای ساخت سازه های جوش داده شده مورد استفاده قرار گیرند. الکترود برای جوشکاری سرد و ریختن چدن بدون پیش گرم شدن فلز جوش را به شکل فولاد، آلیاژهای مس، نیکل و آهن نیکل می دهد. این مارک های TsCh-4، OZCH-2، OZCH-6 و غیره است. گاهی اوقات بهتر است از الکترودها برای هدف دیگری استفاده شود. بنابراین، هنگام تعمیر لوله های چدن در شرایط آلودگی بالا و رطوبت بالا، بهتر است نام تجاری OZL-25B را به دست آورید. لایه های اول در آهن آلوده می تواند با علامت OZL-27 و OZL-28 انجام شود. نام تجاری OZB-2M با موفقیت استفاده شده و برای جوشکاری برنز طراحی شده است.ویژگی های الکترود برای جوشکاری و پوشش چدن
| , دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| TsCh-4 / FeV | ||||
| برای نقص جوش و جوش ریخته گری در قسمت های خاکستری، مقاومت بالا و چدن کاری. جوشکاری چدن خاکستری و با مقاومت بالا. | ||||
| OZCH-2 / Cu | ||||
| OZCH-6 / Cu | ||||
| برای جوش قطعات نازک دیواره ساخته شده از خاکستری و چدن آهنی. | ||||
| MNCh-2 / NiCu | ||||
| برای جوشکاری، جوش و نقص جوش ریخته گری در قطعات ساخته شده از خاکستری و چدن خوار. | ||||
| OZCH-3 / نیکل | ||||
| برای جوش و نقص جوش ریخته گری در قطعات ساخته شده از خاکستری و چدن قلیایی بالا، زمانی که مفاصل به افزایش نیاز برای پایان سطح. | ||||
| OZCH-4 / Ni | ||||
| برای بخش های جوشکاری و پوشش داده شده از چدن خاکستری و مقاومت بالا. برای آخرین لایه ها، کار بر روی ساییدگی یا بارهای شوک، ترجیح داده می شود. | ||||
الکترود برای جوشکاری فلزات غیر آهنی
طراحی شده برای جوشکاری آلومینیوم، مس، نیکل و آلیاژهای آنها. تیتانیوم و آلیاژهای آن به علت اکسیداسیون شدید خود، با الکترود پوشش داده شده قوس الکتریکی ندارند.الکترود برای جوشکاری آلومینیوم. مشکل اصلی در جوشکاری آلومینیوم و آلیاژهای آن - حضور فیلم اکسید. نقطه ذوب آن 2060 درجه سانتی گراد است، در حالی که نقطه ذوب آلومینیوم 660 درجه سانتیگراد است. فیلم مقاوم در برابر انبساط می تواند با ثبات فرآیند جوشکار مواجه شود و بنابراین کیفیت قالب بندی جوش را تحت تاثیر قرار می دهد. نقص های داخلی در فلز جوش برای حذف اکسید فیلم، نمک های کلرید و فلوراید فلزات قلیایی و قلیایی در پوشش الکترود وارد می شوند. این مواد همچنین جوشکاری با کیفیت بالا را ارائه می دهند.
ویژگی های الکترود برای جوشکاری آلومینیوم و آلیاژهای آن
| الکترود مارک / فلز جوش اصلی, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| OZA-1 / Al | Psol | |||
| برای قطعات و سازه های آلومینیوم خالص فنی A0، A1، A2، A3. جوش با پیش گرم شدن تا 250-400 درجه سانتیگراد در امتداد لبه های تمیز. سرباره را با آب داغ و برس بردارید. | ||||
| OZA-2 / آل | Psol | |||
| برای جوشکاری، قطعاتی از آلیاژهای آلومینیوم-سیلیکون AL-4، AL-9، AL-11، و غیره جوش داده شده و جوش داده شده با گرمادهی تا 250-400 درجه سانتیگراد در امتداد لبه های تمیز می شود. سرباره را با آب گرم و برس های فولادی بردارید. | ||||
| OZANA-1 / آل | Psol | |||
| برای قطعات و طرح های آلومینیوم خالص فنی. محصولات جوشکاری با ضخامت بیش از 10 میلیمتر با پیش گرم شدن تا حدود 250-400 درجه سانتیگراد در امتداد لبه های تمیز. | ||||
| OZANA-2 / آل | Psol | |||
| برای جوشکاری، قطعات را از آلیاژهای آلومینیوم سیلیکون AL-4، AL-9، AL-11، و غیره از قطعات و اجزای آلومینیوم-سیلیکون آلومینیوم و غیره جوش قطعات با ضخامت 10 میلیمتر ضخیم بدون گرم شدن، با ضخامت های زیاد - تا 200 درجه سانتیگراد در امتداد لبه های تمیز، گرم می شوند. | ||||
الکترود برای جوشکاری مس و آلیاژهای آن. در هنگام جوشکاری مس، مشکل اصلی تشکیل حفره در فلز جوش به علت فعالیت بالای آن در هنگام تعامل با گاز ها، به ویژه با اکسیژن و هیدروژن است. برای جلوگیری از این، فقط از الکترودهای مس و دی اکسید شده به خوبی استفاده کنید. جوشکاری بر روی لبه های فلزی انجام می شود.
برنز جوشکاری به علت فرسودگی شدید روی، دشوار و خطرناک است.
جوشکاری برنز با توجه به رطوبت بالا و عدم قدرت در حالت گرم، مشکلاتی را به وجود می آورد.
ویژگی های الکترود برای جوشکاری مس و آلیاژهای آن
| الکترود مارک / فلز جوش اصلی, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| Komsomol member-100 / Cu | Ppets | |||
| برای جوشکاری و پوشش محصولات از مس فنی مس خالص M1، M2، M3. مس می تواند به فولاد جوش داده شود. جوش با حرارت اولیه محلی به 300-700 درجه سانتی گراد | ||||
| ANC / OZM-2 / Cu | Ppets | |||
| برای جوشکاری و پوشش محصولات از مس خالص تجاری با مقدار اکسیژن نه بیشتر از 0.01٪. جوش با ضخامت بیش از 10 میلیمتر با پیش گرم شدن به 150-350 درجه سانتی گراد | ||||
| ANC / OZM-3 / Cu | Ppets | |||
| برای جوشکاری و پوشش مس فنی خالص (اکسیژن بیش از 0.01٪). جوشکاری با فولاد امکان پذیر است جوش با ضخامت تا 10 میلی متر در یک قوس کوتاه بدون حرارت و بدون برش لبه با یک یا دو طرفه با نوسان های کوچک الکترود. | ||||
| OZB-2M / CuSn | ||||
| برای جوشکاری و پوشش برنز، جوشکاری نقص در برنز و چدن. جوش و جوشکاری ممکن است برنج. | ||||
| OZB-3 / Cu | Ppets | |||
| برای پوشش در ساخت و ترمیم الکترودهای دستگاه های جوش مقاوم در برابر نقطه، از جمله برای تقویت جوشکاری جوشکاری. | ||||
الکترود برای جوشکاری نیکل و آلیاژهای آن. جوشکاری نیکل و آلیاژهای آن دشوار است زیرا حساسیت زیادی نسبت به گازهایی که در ناحیه جوش حل شده اند: نیتروژن، اکسیژن و هیدروژن است که موجب تشکیل ترک های داغ و منافذ می شود. برای جلوگیری از وقوع این نقایص، استفاده از فلزات پایه و الکترودهای جوشکاری با خلوص بالا و تهیه آنها با کیفیت بالا ضروری است.
مشخصات الکترود برای جوشکاری نیکل و آلیاژهای آن
| الکترود مارک, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| OZL-32 | ||||
| برای محصولات ساخته شده از نیکل NP-2، NA-1، برای پوشش کربن و فولادهای آلیاژ بالا در تجهیزات موجود در محصوالت محلول قلیایی و کلر، ساخت صابون، تولید الیاف مصنوعی و غیره، و همچنین نیکل جوشکاری با فولادهای مقاوم در برابر خوردگی و کربن. غلطک جوشکاری "پرکننده" با دامنه نوسانهای عرضی بیش از دو قطر الکترود. الکترود عمود بر محصول است. به تدریج قوس را از هم جدا کنید و آن را به فلز جوش تبدیل کنید. | ||||
| B-56U | ||||
| برای محصولات جوشکاری از Monel فلز و تجهیزات از دو لایه فولاد (St3sp + مونل فلز) از سمت لایه مقاوم در برابر خوردگی، و همچنین برای پوشش. جوش فلز مونل با فولادهای کم کربن امکان پذیر است. غلطک های جوشکاری تا 12 میلیمتر. | ||||
الکترود برای برش فلز
برش فلز قراضه با الکترودهای پوشش داده شده اغلب در نصب و تعمیر سازه های فلزی استفاده می شود. این موثر است زیرا لازم نیست تجهیزات اضافی و مدارک ویژه کارگران. الکترود برای برش متفاوت از الکترودهای جوشکاری با قدرت قوس حرارتی بالا، مقاومت در برابر حرارت بالا پوشش، اکسید زدگی شدید فلز مایع است. توصیه می شود از این الکترود برای حذف مفاصل معیوب یا بخش های آنها استفاده کنید، پین ها، پرچ ها، پیچ ها، برش های برش و غیره را حذف کنید. درخشان قبل از جوشکاری: 170 درجه سانتی گراد؛ 1 ساعتویژگی های الکترود برای برش فلز
| الکترود مارک, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| OZR-1 | Ppets | |||
| برش، حفاری، سوراخ سوراخ، حذف بخش های معیوب اتصالات جوش داده شده و ریخته گری، برش های جوش و ریشه جوش، انجام سایر کارهای مشابه در ساخت، نصب و تعمیر قطعات و سازه از تمام انواع فولاد (از جمله بالا آلیاژ)، چدن، مس و آلومینیوم و آلیاژهای آنها. یک برش تمیز (بدون سوراخ و برداشتن روی سطح برش) را ارائه دهید. برش در شرایطی با الکترود کج شده در جهت مخالف جهت برش (زاویه ی جلو) انجام می شود. در این مورد، الکترود باید حرکت مجدد را انجام دهد: "عقب و جلو" یا "بالا به پایین". | ||||
| OZR-2 | Ppets | |||
| تقویت برش میله، gouging. برش، سوراخ سوراخ کردن، از بین بردن مناطق معیوب اتصالات جوش و ریخته گری، برش لبه های جوش و ریشه جوش، انجام سایر کارهای مشابه در ساخت، نصب و تعمیر قطعات و سازه های همه درجه های فولاد (از جمله بالا آلیاژ)، چدن، مس و آلومینیوم و آلیاژهای آن. یک برش تمیز (بدون سوراخ و برداشتن روی سطح برش) را ارائه دهید. آنها افزایش کارایی را در برش تقویت نوار ساختمانی با قطر بزرگ (زمان برش برای میلگرد با قطر 16 میلی متر 2-3 ثانیه است، با قطر 40 میلیمتر - 14-16 ثانیه). برش در شرایطی با الکترود کج شده در جهت مخالف جهت برش (زاویه ی جلو) انجام می شود. در این مورد، الکترود باید حرکت مجدد را انجام دهد: "عقب و جلو" یا "بالا به پایین". | ||||
الکترود برای جوشکاری آلیاژهای مقاوم در برابر حرارت
الکترود برای فولادهای مقاوم در برابر حرارت مقاوم در برابر جوشکاری باید، اول از همه، مقاومت در برابر حرارت جوش داده شده را فراهم می کند - توانایی مقاومت در برابر بارهای مکانیکی در دماهای بالا.برای سازه هایی که در دمای تا 475 درجه سانتیگراد کار می کنند، الکترودهای مولیبدن نوع E-09M مورد استفاده قرار می گیرند و در دمای 540 درجه سانتی گراد الکترودهای کرومومولیبدن E-09MH، E-09X1M، E-09X2M1 و E-05X2M مورد استفاده قرار می گیرند.
برای سازه هایی که در دمای 600 درجه سانتی گراد عمل می کنند، الکترودهای کروم مولیبدن و وانادیوم E-09X1MF، E-10X1M1NBF، E-10X3M1BF استفاده می شود.
الکترود های الکترودهای 10-10 میلی متری با مقدار بالای کروم برای جوشکاری سازه های ساخته شده از فولاد با محتوای بالای کروم (12 × 5، 15، 50، 15، 50، و غیره) در محیط های پرخاشگر در دمای 450 درجه سانتی گراد مورد استفاده قرار می گیرند.
برای جوشکاری فولادهای مقاوم در برابر حرارت، الکترودهای با پوشش اصلی اغلب مورد استفاده قرار می گیرند که از مقاومت در برابر فلز جوش در دمای بالا و همچنین تمایل کم به ایجاد ترک های داغ و سرد اطمینان حاصل می شود.
ویژگی های الکترود برای جوشکاری مقاوم در برابر حرارت مقاوم در برابر فولاد
| نوع E-09M برای فولاد مولیبدن | ||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| CL-6 | ||||
| UONI-13 / 15M | ||||
| TsU-2M | ||||
| برای فولادهای 16M، 20M، و غیره، هنگام جوشاندن خطوط بخار، چند منظوره دیگهای بخار در دمای تا 475 درجه سانتیگراد جوش یک قوس کوتاه در لبه های تمیز. | ||||
| نوع E-09H1M | ||||
| UONI-13HM | ||||
| برای فولادهای 15XM، 20XM، و غیره، از جمله برای خطوط لوله جوش و بخش هایی از تجهیزات برق که در دمای تا 520 درجه سانتیگراد عمل می کنند. جوش با قوس بسیار کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه با حرارت تا 150-200 درجه سانتی گراد | ||||
| TML-1 | ||||
| برای خطوط بخار در دمای 500 درجه سانتیگراد جوش توسط یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه با حرارت تا 150-300 درجه سانتی گراد جوشکاری ممکن است در برش باریک باشد. | ||||
| TML-1U | ||||
| برای فولاد 12MH، 15MH، و غیره، برای لوله های جوش و بخش هایی از تجهیزات برق که در دمای تا 540 درجه سانتی گراد عمل می کنند. جوش یک قوس کوتاه در لبه های تمیز. ممکن است در برش باریک با زاویه محوری تا 15 درجه جوش کنید. قوس بسیار پایدار است. سرباره جدایی خوب است | ||||
| نوع E-05H2M برای فولاد کروم مولیبدن با کروم زیاد. | ||||
| H-10 | ||||
| برای فولادهای کروم-مولیبدن مقاوم در برابر حرارت مقاوم در برابر جوشکاری، خطوط بخار از فولادهای 10X2M، 12XM، 12X2M1-L، و غیره، در دمای 550 درجه سانتیگراد عمل می کنند. جوش توسط یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه با حرارت تا 150-300 درجه سانتی گراد | ||||
| نوع E-09H2M1 برای فولاد کروم مولیبدن با مقدار بالا کروم و مولیبدن | ||||
| CL-55 | ||||
| برای فولاد 10Х2М و دیگران، از جمله برای جوش خطوط لوله در دمای 550 درجه سانتیگراد جوش یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همزمان تا 150-300 درجه سانتی گراد | ||||
| نوع E-09MH برای فولاد کروم مولیبدن. | ||||
| UONI-13 / 45MH | ||||
| برای فولاد 12MH، 15XM، و غیره، از جمله برای خطوط لوله جوش در دمای 500 درجه سانتیگراد جوش توسط یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه با حرارت تا 150-300 درجه سانتی گراد | ||||
| OZS-11 | ||||
| برای فولاد 12MH، 15MH، 12HMF، 15H1M1F، و غیره، برای جوشکاری لوله های بخار که در دمای 500 درجه سانتیگراد عمل می کنند. جوش یک قوس کوتاه در لبه های تمیز. جوش فولاد با ضخامت بیش از 12 میلیمتر با حرارت اولیه و همزمان به 150 تا 200 درجه سانتیگراد توصیه شده برای کار نصب. | ||||
| نوع E-09H1MF | ||||
| TML-3 | ||||
| برای جوشکاری اتصالات غیر چرخشی از خطوط لوله در دمای 575 درجه سانتیگراد جوش یک قوس کوتاه در امتداد لبه های تمیز با درجه حرارت اولیه و همراه تا 250-350 درجه سانتی گراد سرباره به راحتی جدا می شود دوام بالا فلز در برابر تشکیل حفره های درز. | ||||
| TML-3U | ||||
| فولاد آلیاژی 12MH، 15MH، 12H2M1، 12H1MF، 15H1M1F، 20HMF1، 15H1M1F-L و همکاران، از جمله برای خطوط لوله در دمای تا 565 درجه سانتیگراد جوش کمان کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه با حرارت تا 350-400 درجه سانتی گراد جوش در برش باریک با زاویه خم تا 15 درجه. | ||||
| CL-39 | ||||
| برای فولاد 12H1MF، 12H2MFSR، 12H2MFB، و غیره، از جمله برای جوش عناصر سطوح حرارت دیگهای بخار و خطوط لوله با قطر تا 100 میلی متر و ضخامت دیوار تا 8 میلی متر، در دمای بالا تا 575 درجه سانتیگراد عمل می کند. جوش کمان کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه با حرارت تا 350-400 درجه سانتی گراد | ||||
| نوع E-10H1M1NFB برای فولاد کروم-مولیبدن وانادیوم | ||||
| CL-27A | ||||
| برای فولاد 15H1M1F، سازه های ساخته شده از قطعات ریخته گری، جعلی و لوله ای، عامل در درجه حرارت تا 570 درجه سانتی گراد جوش کمان کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه با حرارت تا 350-400 درجه سانتی گراد | ||||
| CL-36 | ||||
| برای فولادهای 15H1M1F، 15H1M1F-L، و غیره، برای جوشکاری خطوط بخار و اتصالات که در دمای بالا تا 585 درجه سانتیگراد عمل می کنند. جوش یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همزمان به 300-350 درجه سانتی گراد | ||||
| نوع E-10H3M1BF برای فولاد کروم-مولیبدن وانادیوم-نیوبیم | ||||
| CL-26M | ||||
| برای فولادهای 12HMFB حرارت سطوح دیگهای بخار در دمای 600 درجه سانتیگراد، و همچنین برای لوله های نازک دیواره های گرمایشی در شرایط نصب و راه اندازی. جوش یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همزمان به 300-350 درجه سانتی گراد | ||||
| CL-40 | ||||
| برای فولاد 12H2MFB، از جمله لوله های نازک دیواره ای از سوپرهیتر، سطوح گرمایی دیگهای بخار در دمای 600 درجه سانتیگراد جوش یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همزمان به 300-350 درجه سانتی گراد تولید شده با قطر 2.5 میلی متر. | ||||
| نوع E-10H5MF برای مولیبدنوم کروم وانادیوم و فولاد مولیبدن کروم | ||||
| CL-17 | ||||
| برای فولادهای 15X5M (H5M)، 12X5MA، 15X5MFA در ساختارهای بحرانی که در محیط های خوردگی در دمای 450 درجه سانتیگراد عمل می کنند. جوش توسط یک قوس کوتاه در امتداد لبه های تمیز با درجه حرارت اولیه و همراه تا 350-450 درجه سانتی گراد | ||||
الکترود برای جوشکاری فولادهای پر آلیاژ
فولاد حاوی 13٪ کروم به عنوان ضدزنگ با کروم بالا محسوب می شوند. آنها مقاوم در برابر خوردگی جو و در محیط های کمی تهاجمی هستند. اینها فولاد 08X13، 12X13، 20X13 است که با توجه به محتوای کربن متفاوت است.هنگام انتخاب الکترودهای برای جوشکاری این فولادها، لازم است که خواص زیر فلز جوش را حفظ کنید: مقاومت در برابر خوردگی جوی و در محیط های ضعیف تهاجمی، مقاومت در برابر حرارت تا 650 درجه سانتی گراد و مقاومت در برابر حرارت تا 550 درجه سانتی گراد این الزامات توسط الکترودهای نوع E-12X13 از نمرات LMZ-1، ANV-1 و غیره راضی هستند که ترکیب شیمیایی، ساختار و خواص فلز جوش را که نزدیک به خصوصیات فلز پایه هستند را فراهم می کند.
برای جوشکاری فولادهای با کربن کم و علاوه بر آلیاژ با نیکل، الکترودهای نوع E-06X13N از درجه TsL-41 توصیه می شود.
با افزایش میزان کروم، مقاومت خوردگی و مقاومت در برابر حرارت فولاد با کروم بالا افزایش می یابد. محتوای 18-18٪ مقاومت در برابر خوردگی در رسانه های مضر رسانه مضر است. چنین فولادهایی مقاوم به اسید هستند: 12X17، 08X17T، 08X18T، و غیره اگر مقدار کروم به 25-30٪ برسد، مقاومت حرارت آن افزایش می یابد - مقاومت در برابر خوردگی گاز در دمای تا 1100 درجه سانتیگراد این است فولاد مقاوم در برابر حرارت: 15X25T، 15X28، و غیره. فولاد و الکترود ها که حداقل 25٪ کروم برای مواد حاوی گوگرد مناسب هستند.
انتخاب الکترودهای جوشکاری فولادهای کروم بالا بستگی به مقدار کروم در فولاد جوش داده شده دارد. بنابراین برای فولادهای جوشکاری با 17٪ کروم که نیاز به مقاومت در برابر خوردگی در محیط های اکسید کننده مایع یا مقاومت در برابر حرارت در دمای 800 درجه سانتیگراد، الکترودهای E-10X17T، نمرات VI-12-6 و غیره توصیه می شود.
برای جوشکاری فولاد با 25٪ کروم، باید از الکترودهای نوع E-08H24N6TAFM استفاده شود که به فلز جوش با قابلیت انعطاف پذیری زیاد، سختی ضربه و مقاومت در برابر خوردگی بین دانه ای پس از خنک سازی می پردازد.
جوشکاری فولادهای با کروم بالا باید در شرایط متوسط با کاهش میزان گرما انجام شود. پس از هر گذر، توصیه می شود که فلز منطقه آسیب دیده را به دمای زیر 100 درجه سانتیگراد خنک نگه دارید، که باعث می شود تا رشد دانه ها کم شود.
فولاد کروم با 13٪ کروم با دوپینگ اضافی با مولیبدن، وانادیوم، تنگستن و نایوبیوم مقاوم در برابر حرارت هستند. آنها قادر به تحمل بارهای مکانیکی در دمای بالا هستند. هنگام انتخاب الکترود برای این فولادها، نیاز اصلی این است که سطح مقاومت مورد نیاز فلزات جوش را در سطح مورد نیاز تضمین کنید. این به دست آوردن ترکیب شیمیایی از درز، نزدیک به فلز پایه است. این شرایط توسط الکترودهای انواع E-12H11NMF علامت KTI-9A، E-12H11NVMF علامت KTI-10، E-14H11NVMF از علامت TsL-32 کاملا رضایت بخش است.
ویژگی های الکترود برای جوشکاری فولادهای کروم بالا آلیاژ
| نوع E-12H13 برای فولاد مقاوم در برابر خوردگی | ||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| UONI-13 / НЖ 12X13 | ||||
| برای فولادهای جوشکاری 08X13، 12X13، 20X13، و غیره، در دمای 600 درجه سانتیگراد عمل می کنند و همچنین سطوح آب بندی سطح فولاد تقویت شده. جوش با پیش گرم شدن تا 200-250 درجه سانتی گراد در جو بخار و در هوا، مقاومت در برابر حرارت تا 540 درجه سانتی گراد، مقاومت در برابر حرارت تا 650 درجه سانتی گراد | ||||
| LMZ-1 | ||||
| برای فولاد 08X13، 1X13، 2X13 و غیره، در محیط های تازه و محیط های کمی تهاجمی در دمای معمولی کار می کنند. برای پوشش سطوح مهر و موم تقویت کننده. جوش یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همزمان به 300-350 درجه سانتی گراد بعد از جوشکاری، تعطیلات لازم است. | ||||
| ANV-1 | ||||
| برای فولاد 08X13، 12X13 و غیره، در آب شیرین و محیط های کمی تهاجمی در دمای معمولی کار می کنند. مناسب برای پوشش سطوح مهر و موم تقویت. بعد از جوشکاری، تعطیلات لازم است. در فضای بخار و هوا، آنها مقاومت در برابر حرارت تا دمای 540 درجه سانتیگراد و مقاومت در برابر حرارت تا 650 درجه سانتی گراد را فراهم می کنند. | ||||
| نوع E-10X17T برای فولادهای مقاوم در برابر خوردگی و مقاوم در برابر حرارت | ||||
| UONI-13 / НЖ 10Х17Т | ||||
| برای فولاد 12X17، 08X17T و دیگران، در دمای بالا و در محیط های اکسید کننده کار می کنند. جوش یک قوس کوتاه در امتداد لبه های تمیز با حداقل ورودی گرما. مقاومت در برابر حرارت تا 800 درجه سانتی گراد | ||||
| VI-12-6 | ||||
| برای فولادهای 12X17، 08X17T، و غیره، در محیط های اکسیداسیون در دمای 800 درجه سانتی گراد کار می کنند. جوش یک قوس کوتاه در لبه های تمیز. | ||||
| نوع E-06H13N برای فولادهای آلیاژ نیکل از جنس استنلس استیل | ||||
| CL-41 | ||||
| برای فولاد 0Х12НД، 10Х12НД-Л، 06Х12Н3Д، 06Х14Н5ДМ، و غیره، در دمای 400 درجه سانتیگراد عمل می کند. جوش توسط یک قوس کوتاه در امتداد لبه های تمیز با حرارت اولیه و همراه تا 80-120 درجه سانتیگراد | ||||
| نوع E-12H11NMF برای فولادهای مقاوم در برابر حرارت | ||||
| KTI-9A | ||||
| برای فولاد 15H11MF، 15H11VF، و غیره، در دمای زیر 565 درجه سانتیگراد عمل می کند. جوش یک قوس کوتاه در لبه های تمیز. | ||||
| نوع E-12H11NVMF برای فولادهای مقاوم در برابر حرارت | ||||
| KTI-10 | ||||
| برای فولادهای 15H11MF، 15H12VNMF و 15H11MFB-L، عامل در دمای تا 580 درجه سانتیگراد. جوش یک قوس کوتاه در امتداد لبه های لخت بدون نوسان الکترود با گرم شدن تا 350-400 درجه سانتی گراد | ||||
| نوع E-14H11NVMF برای فولادهای مقاوم در برابر حرارت | ||||
| CL-32 | ||||
| برای جوشکاری بخار بخاری دیگ بخار از لوله های بخار از فولادهای 10H11V2MF و غیره، در دمای بالا تا 610 درجه سانتیگراد عمل می کند. جوش یک قوس کوتاه در لبه های تمیز. | ||||
| نوع E-10H16N4B برای فولادهای مقاوم در برابر خوردگی و مقاوم در برابر حرارت. | ||||
| UONI-13 / EP-56 | ||||
| برای سازه های ساخته شده از فولاد 09X16H4B و دیگران، کار در محیط های تهاجمی، و برای جوش خطوط لوله فشار بالا. | ||||
الکترود برای فولاد مقاوم در برابر خوردگی و مقاوم در برابر اسید. الزام اصلی در انتخاب الکترودهای جوشکاری فولادهای مقاوم در برابر خوردگی است که مقاومت فولاد جوش را در مایعات خورنده در دمای و فشارهای نرمال و بالا نگه داشته شود. اسیدها و راه حل های آنها که دارای خواص اکسید کننده و غیر اکسید کننده هستند، از مواد مضر تهاجمی هستند.
برای سازه های جوشکاری ساخته شده از فولادهای مقاوم در برابر اسید در محیط های مایع غیر اکسید کننده در دمای 360 درجه سانتیگراد و بعد از جوشکاری تحت حرارت حرارتی توصیه نمی شود: EA-400 / 10T، EA-400 / 10U و غیره، OZL-8 و غیره. .، نام تجاری EA-606/10، و غیره. عملیات حرارتی اتصالات جوش شده توسط این الکترودها مجاز نیست.
برای سازه هایی که در محیط مایع غیر اکسید کننده یا کم اکسید کننده کار می کنند که برای جوشکاری پس از جوشکاری لازم است، الکترودهایی از درجه EA-898/19 و دیگران توصیه می شود که مقاومت در برابر خوردگی را در برابر خوردگی بین دانه ای در حالت اولیه و پس از خستگی اطمینان می دهد.
ساختارهایی که در محیط اکسید کننده مایع عمل می کنند، به عنوان مثال در اسید نیتریک، توصیه می شود با الکترودهای T-15، ZIO-3 و دیگر انواع E-08Х19Н10Г2Б جوش شوند.
برای فولادهای مقاوم در برابر اسید کم کربن حاوی 0.03٪ کربن، الکترودهای انواع E-04X20Н9 از نمرات OZL-14A، OZL-36 استفاده می شود؛ E-02H20N14G2M2 از مارک OZL-20 و غیره
ویژگی های الکترود برای جوشکاری فولادهای مقاوم در برابر خوردگی مقاوم در برابر اسید
| نوع E-08H19N10G2B | ||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| CT-15 | ||||
| ZIO-3 | ||||
| برای فولاد با محتوای نیکل تا 16٪ - 08Х18Н10Т، 12Х18Н12Т، 08Х18Н12Б و دیگران در محیط های اکسیداسیون کار می کنند. مقاومت در برابر حرارت تا 650 درجه سانتی گراد | ||||
| نوع E-07H20N9 | ||||
| OZL-8 | ||||
| OZL-14 | ||||
| UONI-13 / НЖ 04Х19Н9 | ||||
| ارائه نشده است | ||||
| LEZ-8 | ||||
| برای فولاد 08Х18Н10، 12Х18Н9، 12Х18Н10Т و دیگر موارد، زمانی که به فلز جوش داده شده است ارائه نشده است الزامات سختگیرانه برای مقاومت در برابر خوردگی بین دانه ای. | ||||
| OZL-8 | ||||
| برای فولاد 08Х18Н10، 12Х18Н9، 12Х18Н10Т و دیگر موارد، زمانی که به فلز جوش داده شده است ارائه نشده است الزامات سختگیرانه برای مقاومت در برابر خوردگی بین دانه ای. جوش یک قوس کوتاه در لبه های تمیز. | ||||
| CT-50 | ||||
| برای فولاد 08Х18Н10، 12Х18Н9، 12Х18Н10Т و دیگر موارد، هنگامی که سختی مورد نیاز برای فلز جوش برای مقاومت در برابر خوردگی بین دانه ای اعمال می شود. جوش یک قوس کوتاه در لبه های تمیز. | ||||
| نوع E-08H19N9F2G2SM | ||||
| EA-606/10 | ||||
| برای فولادهای 09X17N7Yu، 09X15N8Yu و دیگران، و همچنین برای فولادهای 14X17H2، و غیره | ||||
| نوع E-07H19N11M3G2F | ||||
| EA-400 / 10U | ||||
| EA-400 / 10T | ||||
| برای فولاد 08Х18Н10Т، 12Х18Н10Т، 08Х17Н13М2Т و دیگران، در محیط های مضر مایع در دمای 350 درجه سانتیگراد کار می کنند و بعد از جوشکاری تحت حرارت حرارتی قرار نمی گیرند. مناسب برای پوشاندن پوشش ضد خوردگی. مقاومت در برابر خوردگی بین دانه ای در حالت پس از جوشکاری و پس از اتمام است. الکترود EA-400 / 10T ارائه بهتر از EA-400 / 10Uجداسازی سرباره الکترود CL-11 برای فولادهای مقاوم در برابر خوردگی بیشتر. | ||||
| نوع E-08H19N9F2S2 | ||||
| EA-606/11 | ||||
| برای فولاد 08Х18Н10Т، 12Х18Н9Т و دیگر موارد، در دمای 350 درجه سانتیگراد عمل می کند و پس از جوشکاری تحت حرارت حرارتی قرار نمی گیرد. برای فولادهای جوشکاری با تیتانیوم یا نایوبیوم آلیاژی توصیه نمی شود. | ||||
| GL-2 | ||||
| برای فولاد 08Х18Н10Т، 12Х18Н9Т و دیگر موارد، در دمای 350 درجه سانتیگراد عمل می کند و پس از جوشکاری تحت حرارت حرارتی قرار نمی گیرد. برای فولادهای جوشکاری با تیتانیوم یا نایوبیوم آلیاژی توصیه نمی شود | ||||
| نوع E-08H19N10G2MB | ||||
| EA-898/19 | ||||
| برای فولادها 08Kh18N10T، 08Kh17N13M2T و دیگران، در محیط های اکسید کننده و کم اکسید کننده در دمای 350 درجه سانتیگراد کار می کنند و بعد از جوشکاری تحت حرارت حرارتی قرار می گیرند. | ||||
| نوع E-04H20N9 | ||||
| OZL-36 | ||||
| OZL-14A | ||||
| ANV-32 | ||||
| UONI-13 / NZh-2 / 04H19N9 | ||||
| برای فولادها 08Kh18N10T، 06Kh18N11، 08Kh18N12T، 04Kh18N10، و غیره، زمانی که الزامات مقاومت در برابر خوردگی بین کریستالی بر روی فلز جوش هر دو در حالت اولیه و پس از مواجهه کوتاه مدت در فاصله درجه حرارت بحرانی اعمال می شود. مقاومت در برابر حرارت تا 800 درجه سانتیگراد بدون گازهای حاوی گوگرد. | ||||
| نوع E-02H20N14G2M2 برای فولاد کربن کم کربن مقاوم در برابر خوردگی | ||||
| OZL-20 | ||||
| برای فولاد 03H16N15M3، 03H17N14M2 با الزامات سختی به درز برای مقاومت در برابر خوردگی بین گرانول. | ||||
الکترود برای جوشکاری فولادهای مقاوم در برابر خوردگی مقاوم در برابر. انتخاب الکترودها برای چنین فولادی بسیار محدود است. بنابراین، برای فولادهای 12X21H5T، 08H21N6M2T، الکترود توصیه می شود که فلز جوش را در ساختار به یک نوع با فلز پایه بدهد، اما متفاوت است. در این مورد، الکترود استفاده E-08H20N9G2B نشانه CL-11 نوع، RLA-7 و دیگران است. ممکن است که به استفاده از الکترود نوع الکترونیکی 09H19N10G2M2B علائم EA-902/14 الاولی-36، EA-400/13 و دیگران است. برای فولادهای آلیاژ بالا 12H25N5TMFL و 10Х25Н6АТМФ یک نوع الکترود ارائه شده است - Э-08Х24Н6ТАФМ، که شامل الکترود نام تجاری Н-48 است. فلز جوش به اندازه ی ضخامت 200 میلی متر در برابر فلز پایه است. الکترود های این نوع همچنین می تواند برای فولادهای 12Х21Н5Т، 08Х21Н6М2Т استفاده شود. برای فولاد 08Kh22N6T و 08X21N6M2T، الکترود OZL-40 و OZL-41 توسعه یافته است، که در هنگام کار با مواد قلیایی مقاومت خوردگی اتصالات را افزایش می دهد. ویژگی های الکترود برای جوشکاری فولادهای مقاوم در برابر خوردگی مقاوم در برابر خوردگی
| نوع E-08H20N9G2B | ||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| CL-11 | ||||
| جوش و مقاوم در برابر خوردگی و مقاوم در برابر حرارت فولادهای آستنیتی از نوع 08Cr18Ni10Ti، 08H18N12T، 08H18N12B و مانند آن، در محیط های تهاجمی در دمای بیش از 400 درجه سانتی گراد نیست که فلز جوش به شرایط سخت برای مقاومت در برابر خوردگی بین دانه. | ||||
| OZL-40 و OZL-41 | ||||
| برای فولاد 08H22N6T، 08X21N6M2T و دیگران که در محیط های خوردگی کار می کنند. | ||||
| CT-15K | ||||
| برای فولادهای 10Х17Н13М2Т، 08Х18Н10، و غیره، در دمای 600 درجه سانتیگراد عمل می کند. مناسب برای پوشش لایه ضد خوردگی. | ||||
| OZL-7 | ||||
| برای فولادها 08X18H10، 08Kh18N10T، 08KH18N12B و دیگران، در محیط های خوردگی کار می کنند، زمانی که سختی های مورد نیاز برای فلز جوش برای مقاومت در برابر خوردگی بین کریستالین اعمال می شود. | ||||
| نوع E-09Х19Н10Г2М2Б | ||||
| EA-902/14 | ||||
| EA-400/13 | ||||
| NZH-13 | ||||
| ANV-36 | ||||
| برای ساختارهای 10H17N13M3T و فولاد آلیاژی 08H17N15M3T، 10X17H13M2T، H18N22V2T2 و همکاران، در درجه حرارت تا 550 ° C که در درزهای برای تحمیل شرایط سخت در مقاومت در برابر خوردگی بین دانه است، قرار نیست به عملیات حرارتی پس از جوشکاری. جوش یک قوس کوتاه در امتداد لبه های تمیز از "فیلار" بدون ارتعاش عرضی. الکترود ANV-36 با احتراق ساده یک قوس و اسپری کوچک تفاوت دارد. | ||||
| SL-28 | ||||
| برای ساختارهای 10H17N13M3T و فولاد آلیاژی 08H17N15M3T، 10X17H13M2T، H18N22V2T2 و همکاران، در درجه حرارت تا 550 ° C که در درزهای برای تحمیل شرایط سخت در مقاومت در برابر خوردگی بین دانه است، قرار نیست به عملیات حرارتی پس از جوشکاری. جوش یک قوس کوتاه در امتداد لبه های تمیز از "فیلار" بدون ارتعاش عرضی. | ||||
| نوع E-08H24N6TAFM | ||||
| H-48 | ||||
| برای فولادهای 12Х25Н5ТМФЛ، 12Х21Н5Т، 08Х22Н6Т، و غیره، در محیط های خوردگی غیر اکسید کننده در دمای 300 درجه سانتی گراد عمل می کنند | ||||
الکترود برای جوشکاری مقاوم در برابر حرارت (مقاوم در برابر مقیاس). مقاوم در برابر حرارت مقاوم در برابر فولاد هستند که می توانند از تخریب شیمیایی سطح در هوا و یا یک محیط گاز دیگر در دمای بالای 850 درجه سانتیگراد در حالت های بارگیری شده یا به آرامی بارگیری شوند. آنها حاوی 20 تا 25 درصد کروم هستند و در دمای بالا تا 1050 درجه سانتیگراد و بالاتر عمل می کنند.
مقاومت در برابر حرارت فلز جوش تا 1000 درجه سانتیگراد در فولادهای 20Х23Н13، 20Х23Н18، و غیره توسط الکترودهای نوعی Э 10Х25Н13Г2 از نمرات СЛ-25، ОЗЛ-6، ЦЛ-25 بدست می آید.
برای جوشکاری فولادهای مقاوم در برابر حرارت، طولانی در دمای بالاتر از 1000 درجه سانتی گراد کار باید استفاده شود الکترودها از نوع E-12H24N14S2 نشانه RLA-5، CT-17، و غیره، و الکترود نام تجاری نوع E-10H17N13S4 RLA-29، ارائه مقاومت در برابر حرارت تا دمای 1100 ° C در محیط های اکسید کننده و کربوریزاسیون. برای سازه های فعال در محیط های حاوی گوگرد، از فولادهای مقاوم در برابر حرارت بالا مقاوم در برابر نیکل 15X25T، 15X28 و غیره استفاده می شود.
ویژگی های الکترود برای جوشکاری مقاوم در برابر حرارت (مقیاس مقاوم)
| نوع E-10H25N13G2 | ||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| UONI-13 / NZh-2 / 07H25N13 | ||||
| ZIO-8 | ||||
| CL-25 | ||||
| OZL-6 | ||||
| برای 10Х23Н18، 20Х23Н13، 20Х23Н18، و غیره، در محیط هایی بدون ترکیبات گوگرد در دمای 1000 درجه سانتیگراد، و همچنین برای دو لایه فولادی از لایه آلیاژی بدون نیاز به مقاومت در برابر خوردگی بین دانه ای کار می کنند. دوختن در تقریبا 600-800 درجه سانتیگراد در معرض آسیب قرار می گیرد. قوس کوتاه آماده سازی لبه حرارتی مجاز نیست | ||||
| SL-25 | ||||
| همان برای فولادهای مقاوم در برابر حرارت. | ||||
| نوع E-12H24N14S2 | ||||
| OZL-5 | ||||
| CT-17 | ||||
| برای فولادها 20Х25Н20С2، 20Х20Н14С2، و غیره، در دمای اکسید کننده و کربوریزاسیون در دمای 1100 درجه سانتیگراد کار می کنند. جوش باریک غلطک | ||||
| نوع E-10H17N13S4 | ||||
| OZL-29 | ||||
| OZL-3 | ||||
| فولاد آلیاژی 20H20N14S2، 20H25N20S2، 45H25N20S2 و همکاران، در درجه حرارت بالاتر از 1100 درجه سانتی گراد در اکسید کننده و از carburizing محیط، و همچنین برای 15H18N12S4TYU فولاد عامل در محیط های خورنده بدون خواسته های بالا در مقاومت در برابر فرسایش. | ||||
الکترود برای جوشکاری فولادهای مقاوم در برابر حرارت. برای فولاد مقاوم در برابر حرارت، که در یک وضعیت بارگذاری شده در دمای بالا برای یک زمان مشخص کار می کند و در عین حال مقاومت کافی برای تشکیل مقیاس نیز دارد. مقاومت در برابر حرارت بالا از فولاد کروم نیکل با افزایش محتوای نیکل و آلیاژ اضافی با تیتانیوم، نایوبیوم، مولیبدن، تنگستن و غیره به دست می آید.
لازم به ذکر است که مقاومت حرارتي جوش هاي جوش داده شده به طور قابل توجهي مي تواند از مقاومت حرارتي پايه و جوش فلزي متفاوت باشد. بنابراین، انتخاب یک الکترود با توجه به اصل مقاومت گرمایی برابر یا نزدیک جوش و فلز پایه تنها برای منابع کوتاه مدت کار مفاصل جوش داده شده توجیه می شود. برای منابع درازمدت، بهتر است الکترودها را جذب کرده و به فلز جوش داده شده بیشتر متصل شوند. این اصل مربوط به الکترود های آلیاژ فلز جوش با مولیبدن، مانند نوع E-11X15N25M6AG2 از نمرات EA-395/9، TsT-10، NIAT-5 و نوع E-08Kh16N8M2 از نام تجاری TsT-26 است.
برای جوشکاری فولادهای مقاوم در برابر حرارت تا 16٪ نیکل و در دمای 600-650 درجه سانتیگراد عمل می کنند و همچنین اگر مفاصل جوش داده شده پس از جوشکاری، آنها با حرارت دادن تحت حرارت قرار می گیرند؛ الکترودهای E-09H19N11G3M2F از کلاس KTI-5، TsT-7 و E-08Kh19N10G2B (نگاه کنید به بالا) از نمرات TST-15 و ZIO-3 استفاده می شود.
هنگامی که لب به لب جوش ریشه جوش لایه از فولادهای مقاوم در برابر حرارت چند لایه، زمانی که مخلوط کردن با جوش فلز پایه بزرگ است و فراهم نمی کند قدرت درز تکنولوژیکی باید استفاده شود الکترود E-نوع 08H20N9G2B DH-15-1 درجه.
الکترود های نوعی Э-27Х15Н35В3Г2Б2Т КТИ-7 و КТИ-7А برای جوشکاری فولادهای مقاوم در برابر حرارت مقاوم در برابر فولاد حاوی 35 درصد نیکل و با نایوبیوم که با دمای 700 تا 700 درجه سانتیگراد کار می کنند استفاده می شود.
برای جوشکاری فولاد مقاوم در برابر حرارت با 35٪ نیکل، اما بدون نیوبیم، اما دوپ مولیبدن و منگنز، استفاده می شود انواع الکترود E-11H15N25M6AG2 نشانه EA-395/9 نپذیرفت-5، CT-10 و E-09H15N25M6AG2F درجه EA-981/15. لازم به ذکر است که فلز پس از جوشکاری و بعد از عملیات حرارتی در برابر خوردگی بین دانه ای مقاوم نیست، بنابراین اگر الکترودهای مشابه در محیط مایع خورنده نیز کارایی داشته باشند، مناسب نیستند. لایه هایی که در تماس با رسانه های تهاجمی قرار دارند باید با الکترودهای نوع E-07Х19Н11М3 (نگاه کنید به بالا)، نمرات ЕА-400/10 و و ЕА-400 / 10Т انجام شود.
ویژگی های الکترود برای جوشکاری فولادهای مقاوم در برابر حرارت
| نوع E-11H15N25M6AG2 | ||||
| نام تجاری, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| EA-395/9 و TST-10 | ||||
| برای فولاد و آلیاژهای ХН35ВТ، Х15Н25АМ6 و دیگران، حاوی 35٪ نیکل، اما بدون نیوبیوم، در دمای 700 درجه سانتیگراد عمل می کند. برای ترکیبات متفاوتی از فولادهای پر آلیاژ با کربن و کم آلیاژ. برای سازه هایی که در دماهای پایین تا -196 درجه سانتی گراد عمل می کنند. قوس کوتاه لبه ها را پاک کنید | ||||
| NIAT-5 | ||||
| برای فولاد و آلیاژهای ХН35ВТ، Х15Н25АМ6 و دیگران، حاوی 35٪ نیکل، اما بدون نیوبیوم، در دمای 700 درجه سانتیگراد عمل می کند. برای ترکیبات متفاوتی از فولادهای آلی بالا با کربن و کم کربن. برای سازه هایی که در دماهای پایین تا -196 درجه سانتی گراد عمل می کنند. قوس کوتاه لبه ها را پاک کنید | ||||
| نوع E-08H16N8M2 | ||||
| CT 26 | ||||
| برای فولادهای 10Х14Н14В2М، 08Х16Н13М2В و دیگران، در خطوط بخار که در دمای 600-850 درجه سانتیگراد عمل می کنند. | ||||
| نوع E-08H20N9G2B | ||||
| CT 15-1 | ||||
| برای جوشکاری، لایه های ریشه ای از درز توسط الکترودهای CT-15 انجام می شود. | ||||
| نوع E-09H19N11G3M2F | ||||
| KTI-5 | ||||
| CT-7 | ||||
| برای فولاد 08H16N13M2B، 15H14N14M2VFBTL (LA-3) و دیگران، در دمای 600 درجه سانتیگراد عمل می کنند و بعد از جوشکاری حرارتی، و همچنین نقص های ریخته گری جوش از این فولادها تحت عمل جراحی قرار می گیرند. جوش کمان کوتاه در امتداد لبه های پاک شده با غلطک های کوتاه بدون ارتعاش عرضی. | ||||
| نوع E-27H15N35V3G2B2T | ||||
| CTI-7 | ||||
| КТИ-7А | ||||
| برای آلیاژهای در HN35VT بر آهن، HN35VTYU و همکاران، طولانی در درجه حرارت تا 750 درجه سانتی گراد، و برای واکنش لوله در کوره تبدیل فلز 45H20N35S فولاد 25H20N35 و همکاران، در درجه حرارت تا 900 درجه سانتی گراد جوش کوره کوتاه باریک غلطک بدون ارتعاش عرضی. | ||||
| نوع E-09H15N25M6AG2F | ||||
| EA-981/15 | ||||
| برای جوشکاری مقاوم در برابر خوردگی مقاوم در برابر خوردگی مقاوم در برابر خوردگی کروم، نیکل مولیبدن و فولاد کروم نیکل مولیبدن و وانادیوم، و همچنین فولادهای مقاوم در برابر فولاد AK نوع و فولادهای منگنز بالا از نوع 110Г13-Л. | ||||
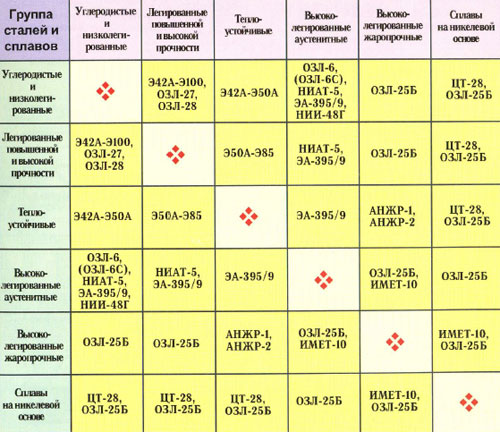
الکترود برای جوشکاری فولادها و آلیاژهای غیرمجاز
فولاد و آلیاژ های مختلف مواد هستند که به شدت از خواص فیزیکی و مکانیکی، ترکیب شیمیایی و قابلیت پذیر بودن آن متفاوت است. بر اساس نشانه ناهمگونی، فولاد را می توان به 4 گروه تقسیم کرد: کربن و آلیاژ، آلیاژ با افزایش و مقاومت بالا، مقاوم در برابر حرارت، بالا آلیاژ.فولادهای غیر همجنس و آلیاژهای ممکن است قابل ملاحظه ای متفاوت از جوشکاری از مواد همگن، به عنوان احتمال ترک خوردگی در فلز جوش را افزایش می دهد، وقوع در مناطق منطقه جزر با ناهمگنی ساختاری، رشد بیش از حد از تنش های باقی مانده با توجه به تفاوت های بزرگ در ضرایب انبساط مواد به جوش داده شود.
اکثر الکترود های مورد استفاده در جوشکاری فولادها و آلیاژهای غیرمجاز، الکترودهای مورد استفاده برای جوشکاری فولادهای پرآلیاژ و فولادهای آلیاژی با مقاومت بالا و مقاوم در برابر جوشکاری هستند که با ساختار فلزی یکنواخت و بسیار پلاستیکی جوش داده می شوند.
انتخاب الکترود می تواند بر اساس جدول ساخته شده با توجه به تجربیات داخلی جوشکاری فلزات متداول ساخته شود.
ویژگی های الکترود برای جوشکاری فولادها و آلیاژهای غیرمجاز
| الکترود مارک, دامنه و ویژگی های فن آوری | Pok- حفاری | جنس، قطب فعلی | ضریب ناپا مغازه ها، g / a • h | پولو دوختن |
| ANZHR-1 | ||||
| ANZHR-2 | ||||
| فولادهای مقاوم در برابر حرارت جوشکاری با فولادهای مقاوم در برابر حرارت بالا. | ||||
| OZL-27 | ||||
| OZL-28 | ||||
| جوش فولادهای کربنی با آلیاژ، از جمله فولادهای سخت به جوش. | ||||
| OZL-6 | ||||
| OZL-6S | ||||
| جوشکاری فولادهای کربنی و آلیاژهای سبک با فولادهای آلیاژی بالا. | ||||
| NIAT-5 | ||||
| EA-395/9 | ||||
| جوش فولادهای کم آلیاژ و آلیاژهای فولادی با آلیاژهای بالا. | ||||
| OZL-25B | ||||
| جوشکاری فولادهای غیرمستقیم: مقاوم در برابر خوردگی، مقاوم در برابر حرارت، مقاوم در برابر حرارت و آلیاژهای نیکل. | ||||
| IMET-10 | ||||
| جوش فولادهای مقاوم در برابر حرارت مقاوم و غیر آلیاژ. | ||||
| CT-28 | ||||
| جوشکاری از کربن، کم آلیاژ و فولاد کروم با آلیاژهای مبتنی بر نیکل. | ||||
| NII-48G | ||||
| جوش فولادهای کم آلیاژ، ویژه و بالای منگنز با فولادهای آلیاژ بالا | ||||
هنگام استفاده از محتوای این سایت، باید لینک های فعال را به این سایت اضافه کنید، توسط کاربران و ربات های جستجو قابل مشاهده باشد.




