Elektroden zum Lichtbogenhandschweißen. Eine Welt voller Elektroden für das Lichtbogenschweißen. Symbol der bedeckten Elektroden.
Elektroden für Handbuch lichtbogenschweißen bestehen aus Stäben aus Schweißdraht, auf die eine Schutzschicht aufgebracht ist. Die Elektrodenbeschichtung besteht aus einer Mischung von Komponenten, die die Ionisierung verbessern und die Schweißzone vor dem Kontakt mit Luft schützen. Überdeckte Elektroden werden sowohl für als auch für verwendet.
Schweißdraht für Elektrodenstäbe
Klassifizierung der Elektrode nach räumlicher Position beim Schweißen
Je nach zulässiger räumlicher Anordnung der Schweißteile gibt es 4 Elektrodengruppen:
Über schmelzen
Wird das Schmelzbad gebrochen? Sobald ein Schmelzbad erzeugt ist, verursacht die Beschichtung während des Schmelzens eine Rauch- oder Gaswolke. Diese Gase spielen eine wichtige, lebenswichtige Rolle! Die Freisetzung von 21% Sauerstoff und 78% Stickstoff ist in der Luft, die wir atmen, natürlich vorhanden. Diese beiden Gase in der Luft können zu Schweißfehlern, Oxidation und Nitrieren führen.
Die geschmolzene Beschichtung wird zu einer leichten Schlacke, die auf dem flüssigen und festen Metall oder im geschmolzenen Bad schwimmt, das zu einer Kugel wird. Aufgrund seiner Zusammensetzung und Präsenz wirkt es als Filter. Als Filter erleichtert es die schädlichen Gase im abgeschiedenen Metall, um es ohne Blasenbildung freizusetzen.
1 - Schweißen in jeder Position ist erlaubt;
2 - Schweißen in jeder Position, mit Ausnahme der Ausführung von vertikalen Schweißnähten von oben nach unten;
3 - Schweißen in der unteren Position sowie die Ausführung von horizontalen Nähten und vertikalem Bottom-up;
4 - Schweißen in der unteren Position und niedriger "im Boot".
Zusätzlich zu den obigen Klassifizierungsverfahren ermöglicht GOST 9466 die Klassifizierung von Elektroden in Abhängigkeit von der Polarität des Schweißstroms, der Leerlaufspannung und der Art der Stromquelle. lichtbogen. Basierend auf diesen Indikatoren werden die Elektroden in zehn Gruppen eingeteilt und mit Zahlen von 0 bis 9 bezeichnet.
Stellen Sie sich ein Glas schnell gefrorenes Sprudelwasser vor, und die resultierenden Eiswürfel ähneln Gruyere, was im Fall von zu Bruchstellen führt schweißnaht. Die Schlacke verhindert auch, dass das Metall durch Abschrecken aushärtet. Bei einigen Schweißnähten kann auch gesagt werden, dass zum Einfüllen bestimmter Defekte des zu montierenden Teils spezielle Elemente hinzugefügt werden müssen, um die mechanischen Eigenschaften zu erhöhen und somit Krankheiten oder Schweißfehler zu vermeiden.
Schweißen mit beschichteter Elektrode, Rauch schutzgas. Schweißen Elektroden - das meistgenutzte Schweißverfahren in mechanischer und metallkonstruktionEs eignet sich zum Schweißen fast aller Eisen- und Nichteisenlegierungen mit Ausnahme von Aluminiumlegierungen.
Arten beschichteter Elektroden zum Lichtbogenhandschweißen von Baustählen
Nach GOST9467 Schweißelektroden baustähle Sie werden in Abhängigkeit von den mechanischen Eigenschaften der durch Schweißen mit der einen oder anderen Elektrode erhaltenen Schweißverbindung klassifiziert und in die in der Tabelle angegebenen Typen unterteilt:
|
Elektrodentyp Dies ist ein sehr vielseitiger Prozess, bei dem ein elektrischer Lichtbogen zwischen einer "tragbaren" Elektrode, die entsprechend beschichtet ist, und einem Lötelement erzeugt wird. Die Entfernung des geschmolzenen Metalls von der Elektrode wird durch den Lichtbogen in das Schmelzbad übertragen, während die durch die Beschichtung erzeugten Gase ihn vor der Atmosphäre schützen. Die Schmelze oberhalb des Schmelzbades schützt sie während des Erstarrens vor der Atmosphäre. Das Schweißverfahren mit einer Elektrode eignet sich gut zum Schweißen in allen Positionen und wird aufgrund der Einfachheit der Ausrüstung in vielen Situationen eingesetzt, auch vor Ort oder in engen Räumen. Trotz der unbestrittenen Betriebsvorteile müssen wir jedoch eine geringe Produktivität zeigen. Tatsächlich hat die Elektrode eine verringerte Länge und muss daher oft ersetzt werden. |
Mechanische Eigenschaften des Schweißgutes |
Zweck |
||
|
Vorübergehender Widerstand, MPa |
Schweißen von Stählen mit temporärer Beständigkeit von 500 bis 600 MPa |
|||
|
Schweißen von Kohlenstoff- und niedriglegierten Stählen aus Baustählen hoher und hoher Festigkeit mit temporärer Beständigkeit von über 600 MPa Elektrode schweißvorrichtung besteht aus einem Generator und zwei Bremssätteln: einer für die Masse und der andere für den Elektrodenhalter. Es muss über die erforderliche Leistung verfügen, um den Lichtbogen zu starten und während der gesamten Schweißphase aufrechtzuerhalten. Die beschichtete Elektrode besteht aus zwei Teilen oder einem Metallkern, der als Einlagenmaterial und Schutzschicht dient. Während des Schweißens wird der Elektrodenkern geschmolzen und in Form von Tröpfchen in das Schmelzbad überführt; Gleichzeitig folgt die Beschichtung auch dem Kern im Schmelzbad, um die Elektrodenspitze zu bilden, und diese Konfiguration schützt das Ende der Elektrode, an dem das Material geschmolzen wird, und erzeugt außerdem einen lokalen Gasüberdruck, der das Abreißen und die Übertragung des Tropfens verursachen kann. |
||||
Für die Elektroden E70, E85, E100, E125, E150 werden die mechanischen Eigenschaften nach der Wärmebehandlung entsprechend dem Pass der Elektrode angegeben.
Jeder in der Tabelle dargestellte Elektrodentyp kann mehreren Elektrodenmarken entsprechen. Zum Beispiel sind die Marken der Elektroden ANO-3, ANO-4, MP-3, OZS-4, OZS-6 vom selben Typ - E46.
Jede Elektrodenmarke entspricht einer bestimmten Zusammensetzung der Schutzschicht, einer bestimmten Marke. schweißdrahtDie Stange besteht aus Schweißnaht- und technologischen Eigenschaften.
Die Hauptmerkmale der Elektroden
Ein Teil des Einlassmaterials wird verdampft, indem Gase erzeugt werden, die eine Lichtbogenschutzzone bilden, wodurch das Risiko einer Badoxidation verringert wird. In dieser "geschützten Zone" erfolgt die Übertragung von geschmolzenem Metall in Tröpfchen: In diesem Fall schmilzt die Beschichtung gleichzeitig mit dem Metall die Tropfen von geschmolzenem Metall, wodurch ein "zusätzlicher Schutz gegen Oxidation" entsteht.
Danach muss Müll entfernt werden. Beschichtungseigenschaften Schutz vor Oxidation. Die Beschichtung besteht aus einer gasförmigen Form, wodurch ein Schutzgas um den Lichtbogen in fester Form erzeugt wird, das sowohl das Ende der geschmolzenen Elektrode als auch die Tröpfchen schützt, die in das Bad abfallen. Bad entladen. Die Entsäuerung des Bades erfolgt durch desoxidierende Elemente, Mangan und Silizium, die in der Beschichtung enthalten sind; Sie reagieren chemisch mit dem geschmolzenen Bad, ziehen Sauerstoff von den im Bad vorhandenen Eisenoxiden ab und bilden wiederum unlösliche Oxide im geschmolzenen Metall, die als Schlacke an die Oberfläche steigen. Die Elektrode wird durch Substanzen wie Carbonate von Calcium und Magnesium hervorgerufen, die in der Lage sind, Schwefel und Phosphor in Form von Verbindungen einzufangen, die direkt an die Oberfläche des Schlammbades steigen.
Die Wahl des Elektrodentyps hängt von dem zu schweißenden Material ab, von der Dicke der zu schweißenden Teile, von der räumlichen Lage, den Schweißbedingungen, dem Zweck des geschweißten Produkts und den Betriebsbedingungen.
Symbol der bedeckten Elektroden
Die Bezeichnung der Elektrode umfasst die Bezeichnung des Elektrodentyps, des Elektrodentyps und des Stabdurchmessers sowie der Art der Beschichtung und des GOST.
Elemente der Legierung. Zusätzlich zu den obigen Elementen kann die Beschichtung eine Legierung, Mangan, Chrom, Nickel, Molybdän usw. enthalten. Diese bleiben in Form von Legierungselementen in der Schmelzzone und verändern ihre chemische Zusammensetzung. Einfluss auf die Lichtbogenstabilität. In diesem Fall ist es am besten, die Hauptelektroden zu verwenden schweißstrom C-Typ.
Elektroden zum Schweißen von Kohlenstoff und niedriglegierten Baustählen
Der Teil der Schmelzbeschichtung, der sich als Schlacke auf der Badoberfläche ausbildet, kann unter dem Einfluss der Oberflächenspannung der Schlacke helfen.Die Sicherung hält das Bad am Grundmaterial haften und erleichtert das Einlöten. Wenn diese Aktion fehlschlägt, sollte das Schweißen in der Vorwärtsposition flach oder maximal sein. Beschichtungstypen In den vorangegangenen Abschnitten wurden einige grundlegende Informationen zu Elektrodenbeschichtungen vorgestellt. Im Folgenden finden Sie zusätzliche Informationen zu einigen typischen Beschichtungen.
Wir dekodieren nach der GOST9467-Elektrodenbezeichnung:
E46A - Elektrodentyp (E - Elektrode für das Lichtbogenschweißen; 46 - garantierte Schweißfestigkeit (460 MPa); A - Schweißnähte weisen eine hohe Dehnbarkeit auf);
UONI-13/45 - Marke der Elektrodenstange;
3 - Stabdurchmesser;
Y - Elektroden zum Schweißen niedriglegierter Schulen sowie zum Schweißen von Kohlenstoffstählen;
D2 - mit einer dicken Schicht der zweiten Gruppe;
E - Elektrode
43 2 (5) - Wert der mechanischen Eigenschaften der Schweißnaht (43 - temporäre Zugfestigkeit von mindestens 430 MPa; 2 - relative Zugdehnung von mindestens 22%; 5 - Schlagfestigkeit von mindestens 34,5 J / cm 2 bei einer Temperatur von -40 ° C);
B - Elektrode mit der Hauptbeschichtung;
1 - Die Elektrode darf in jeder räumlichen Position zum Schweißen verwendet werden.
0 - konstanter Schweißstrom umgekehrte Polarität.
Hauptzweck und Zusammensetzung der Schweißelektroden
Säurebeschichtung Sie sind Beschichtungen aus Eisenoxiden und Ferrolegierungen wie Mangan und Silizium. Der durch die Auskleidung entstehende Schmutz lässt sich leicht entfernen, er kann jedoch nicht wiederverwendet werden. Es ist immer ratsam, ihn vor dem nächsten Durchgang zu entfernen, um das Eindringen von Schmutz zu vermeiden.
Diese Beschichtungen haben nur geringe Auswirkungen auf Elemente mit niedrigem Feuchtigkeitsgehalt, weshalb sie besser nicht auf Basismaterialien mit einer bestimmten Menge Schwefel oder Phosphor verwendet werden sollten, da sie zu Fehlern wie heißen Rissen führen können. Säurebeschichtungen schmelzen beträchtliche Mengen an Basismaterial: Es bildet sich ein flüssiges Bad, das sie für das Schweißen vor Ort ungeeignet macht. Sie sind eher hygroskopische Beschichtungen und müssen daher vor der Verwendung gut behandelt werden, da sonst beim Schweißen Wasserstoff eindringen kann, was zur Bildung von Kaltrissen führt.
In technischen Dokumenten werden Elektroden mit einem abgekürzten Namen bezeichnet, beispielsweise UONI-13 / 45-3,0-2 GOST 9466-75.
Durch die Wahl der Art der Schweißelektrode, die die Festigkeitseigenschaften der Schweißverbindung regelt, wird das Schweißgut mit der gleichen Stärke erhalten. Es ist zu beachten, dass die Verwendung von Elektroden mit verbesserten mechanischen Eigenschaften des Schweißmetalls, beispielsweise durch Zugfestigkeit, zu einer Abnahme der Effizienz der Schweißstruktur führen kann.
Die mechanischen Eigenschaften der Ablagerungen sind gut, da das Bad gut desoxidiert ist. Rutilbeschichtungen Sie ähneln sauren Beschichtungen, enthalten jedoch Elemente wie Titandioxid, Rutil oder Ilmenit, die nach dem Aushärten zum Gießen der Oberfläche führen. Diese Art von Elektrode kann auch Substanzen wie Cellulose oder in begrenzter Menge Calcium- und Magnesiumcarbonate, typische Elemente der Elektroden, enthalten. Grunddeckung.
Rutilbeschichtete Elektroden sowie Zellulose reinigen das Bad nicht und produzieren keine großen Mengen Wasserstoff. Daher treten sie beim Schweißen kaltgeformter Stähle selten auf. Aus diesen Gründen wird routinemäßiger Gebrauch beim Schweißen mit geringer Dicke verwendet.
Zum Schweißen von Siedestählen (kohlenstoffarmer Stahl, der aus einem schwach oxidierten Ofen hergestellt wird) werden Elektroden mit einer beliebigen Beschichtung verwendet.
Für das Schweißen von halbruhigen Stählen (Stahl, der durch Desoxidieren von flüssigem Metall gewonnen wird, ist weniger vollständig als beim Schmelzen von ruhendem Stahl, jedoch größer als beim Schmelzen von Siedestahl).
Die Beschichtung von cellulosischen Elektroden besteht aus cellulosehaltigen Legierungselementen wie Mangan und Silicium, die stark desoxidieren. Daher ist Cellulose eine stark reinigende Elektrode und Beschichtung, die hauptsächlich vergast wird und die Schlacke im Schmelzbad minimiert. Diese Art der Beschichtung ermöglicht es Ihnen, die Position „vertikal nach unten“ zu verschweißen, eine erhebliche Menge an Basismaterial zu schmelzen und so eine gute Durchdringung in den Vordergrund zu bieten. Zellulosefehler wirken nicht gegen Verunreinigungen und sollten daher nicht in Schweißverfahren mit Grundwerkstoffen verwendet werden, die niedriglegierte Elemente enthalten, wo sie Warmwalzprobleme verursachen können.
Das Schweißen von geräuscharmen Stahlkonstruktionen, die bei niedrigen Temperaturen oder unter dynamischen Belastungen arbeiten, sollten mit Elektroden mit einer Grundbeschichtung ausgeführt werden.
Die Stabilität des Lichtbogens beeinflusst die Qualität der Nähte und die Möglichkeit des Schweißens mit Wechselstrom. Der Lichtbogen ist am stabilsten bei Elektroden mit Cellulose-, Säure- und Rutilbeschichtungen. Dies ermöglicht den Einsatz von Schweißtransformatoren. Basisbeschichtungselektroden benötigen nur Gleichstromquellen.
Sie können auch nicht zum Schweißen mit Materialien verwendet werden, die zu Abschreckstrukturen neigen, da dieselbe Schicht neben "Luft-Wasserstoff" auch Feuchtigkeitsträger ist. Der von den Hauptelektroden erzeugte Zunder lässt sich nur schwer entfernen und entfernen, so dass er bei aufeinanderfolgenden Durchgängen vollständig entfernt werden muss. Wenn die Verbrennung in den Unregelmäßigkeiten der Schnur verbleibt und nicht entfernt wird, kann dies zu einer „festen Porosität“ führen. Das Schweißen mit den Hauptelektroden sollte mit kurzen Schnüren durchgeführt werden, um die Bildung einer langgestreckten Porosität, auch "Platten" genannt, zu vermeiden.
In den unteren, vertikalen und Deckenpositionen ist die Naht an den Elektroden besser mit einer Cellulosebeschichtung ausgebildet, da die Übertragung des Elektrodenmetalls durch kleine Tropfen und die hohe Viskosität der Schlacke eine qualitativ hochwertige Schweißführung ermöglichen. Die Naht an den Elektroden mit der Hauptbeschichtung ist schlechter.
Beim Schweißen von dickwandigen Strukturen mit mehrlagigen Nähten ist die Trennbarkeit der Schlacke ein bedeutender Indikator. Elektroden mit Rutil-, Cellulose- und sauren Beschichtungen bieten im Vergleich zur Hauptbeschichtung eine bessere Trennschlacke.
Die Materialübertragung erfolgt durch sehr große Tröpfchen, wodurch leicht ein Kurzschluss entstehen kann. Die Anwesenheit von Calciumcarbonaten in der Beschichtung ermöglicht die Reinigung des Badezimmers mit reibungsarmen Elementen wie Schwefel und Phosphor, um hochreine Ablagerungen und gute mechanische Eigenschaften zu erzielen; Aus diesem Grund sollten diese Elektroden zum Schweißen von warmgewalzten Materialien verwendet werden. Eines der größten Probleme dieser Art von Beschichtung ist die hohe Hygroskopizität.
Um Feuchtigkeitsspuren von der Auskleidung zu entfernen, muss die Elektrode in speziellen Öfen gut verarbeitet werden, da sonst Probleme mit der Kaltrissbildung auftreten können. Die Wahl der Elektroden. Bei der Wahl des Elektrodentyps sollten die Eigenschaften des Basismaterials berücksichtigt werden. Daher ist es wünschenswert, seine chemische Zusammensetzung, seine Zug- und Schlagfestigkeitseigenschaften, die metallographische Struktur und schließlich die Position der Schweißleistung zu kennen.
Das Schweißen mit Basisbeschichtungselektroden erfordert eine gründliche Reinigung der Kanten von Rost, Öl und Schmutz, um Porogenese zu vermeiden. Außerdem neigen die Elektroden mit der Hauptbeschichtung zu Beginn des Schweißens und beim Schweißen mit einem langen Lichtbogen zur Porenbildung.
Eigenschaften von Elektroden zum Schweißen von Kohlenstoff und niedriglegierte Stähle
In der Norm wird der Elektrodentyp unter Verwendung einer alphanumerischen Bezeichnung gemäß seinen Eigenschaften klassifiziert. Relevante Normen. Die zweite Zahl gibt den Elektrodentyp an. Tabelle 1 - Mindestwiderstand und Ausbeute an gefälltem Metall. Derzeit verfügbare Schweißtechnologien sind sehr zahlreich. Ein wichtiges Einstufungskriterium, das auch ein wesentliches Element bei der Qualifizierung verschiedener Methoden ist, ist der sogenannte "thermische Eintrag", d. H. die von der Wärmequelle gelieferte Wärmequelle während des Lötens an der Verbindungszone.
| Geben Sie E42 ein 412 MPa (42 kp / mm 2) |
||||
| Marke, | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| Das Licht | ||||
| Für Produkte aus Stahl mit einer Dicke von 1-3 mm. Das Schweißen kann von oben nach unten erfolgen. | ||||
| ANO-6 | ||||
| Schweißen kurzer oder mittlerer Lichtbogen. Erlaubt durch ungereinigte Kanten. Neigen Sie die Elektrode beim Schweißen von Kehlnähten um einen Winkel von 40-50 ° in Schweißrichtung. Es hat eine hohe Beständigkeit gegen Bildung von Poren und heißen Rissen. Uhh≥50V. | ||||
| ANO-6M | ||||
| Schweißen kurzer oder mittlerer Lichtbogen. Schlacke lässt sich leicht trennen. Minimales Spritzen Geringe Neigung zu Poren und heißen Rissen. Uhh≥50V. | ||||
| ANO-17 | ||||
| Hohe leistung. Zum Schweißen dickerer Metalle mit langen Nähten. Geringe Empfindlichkeit für Porenbildung beim Schweißen auf einer oxidierten Oberfläche. Uhh≥50V. | ||||
| WCC-4 | ||||
| Schweißen von Pipelines ohne Schwingungen einer Elektrode, die auf den Top-Down-Kanten aufliegen. Die Wurzel der Naht liegt auf gleichstrom Jede Polarität, der "heiße" Durchgang - auf der umgekehrten Polarität. Lassen Sie einen Cuproot mindestens 50 mm. | ||||
| WCC-4M | ||||
| Schweißen der Wurzelnaht und "heißer" Durchgang von Rohrverbindungen. Lassen Sie das Schweißen "top-down" durchführen, indem Sie die Elektrode abstützen. Widerstand gegen die Porenbildung leisten. | ||||
| OZS-23 | ||||
| Zum Schweißen von Strukturen mit geringer Dicke auf der oxidierten Oberfläche. Geringe Empfindlichkeit gegen Porenbildung. Geringe Toxizität Uhh≥50V. | ||||
| OMA-2 | ||||
| Zum Schweißen kritischer Metallstrukturen mit geringer Dicke (0,8 bis 3,0 mm). Langbogenschweißen auf oxidierter Oberfläche. Elektroden mit niedriger Schmelzleistung. Uxx≥60V. | ||||
| Geben Sie E42A ein Stahl mit Zugfestigkeit bis 412 MPa (42 kgf / mm 2) mit hohen Anforderungen an die Naht für Dehnbarkeit und Zähigkeit. |
||||
| UONI-13/45 | ||||
| Zum Schweißen kritischer Strukturen, die bei niedrigeren Temperaturen arbeiten. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| UONI-13 / 45A | ||||
| Zum Schweißen von kritischen Konstruktionen vom Stahltyp SHL-4, MS-1, St3sp und dergleichen. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| UONII-13/45 | ||||
| UONII-13 / 45A | ||||
| Zum Schweißen kritischer Strukturen, die bei niedrigeren Temperaturen arbeiten. Extrem kurzer Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| UONII-13 / 45R | ||||
| Zum Schweißen von Schiffbaustählen. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Hohe Beständigkeit des Schweißgutes gegen Heißrissbildung. | ||||
| Geben Sie E46 ein Für Stähle mit einer Zugfestigkeit von bis zu 451 MPa (46 kgf / mm 2) |
||||
| Ano-4 | ||||
| Zum Schweißen einfacher und kritischer Strukturen aller Gruppen und Desoxidationsgrade. Schweißbogen mittlerer Länge. Erlaubt durch ungereinigte Kanten. Nicht anfällig für Porenbildung bei erhöhter Strömung. Uhh≥50V. | ||||
| ANO-13 | ||||
| Für senkrechte Ecken, Überlappungen und Stoßnähte nach oben. Schweißen kurzer oder mittlerer Lichtbogen. Es ist an den ungereinigten Kanten möglich. Das Schweißgut ist heißrissfest. Die Beschichtung ist hygroskopisch. Uhh≥50V. | ||||
| ANO-21 | ||||
| Für einfache und verantwortungsvolle Designs von kohlenstoffstahl alle Gruppen und Desoxidationsgrade. Schweißen mit einem verlängerten Bogen entlang der ungereinigten Kanten. Uhh≥50V. | ||||
| ANO-24 | ||||
| Zum Schweißen unter Montagebedingungen. Schweißen mit einem verlängerten Bogen entlang der ungereinigten Kanten. Geringe Neigung zu Hinterschneidungen. Uhh≥50V. | ||||
| ANO-34 | ||||
| In der unteren Position die Elektrode um 20-40 ° von der Senkrechten in Schweißrichtung auslenken. Schweißen möglicher verlängerter Lichtbogen auf der oxidierten Oberfläche. Uhh≥50V. | ||||
| ELZ-S-1 | ||||
| Zum Schweißen von kohlenstoffarmen, kohlenstoffhaltigen und niedriglegierten Stählen mit einer Zugfestigkeit von bis zu 490 MPa. Uhh≥50V. | ||||
| MP-3 | ||||
| Für verantwortungsvolles Design. Schweißen kurzer oder mittlerer Lichtbogen. Reinigen Sie die Oberflächen gründlich von der Skala. Lücken überlappen. Beim Schweißen bei hohen Strömen sind Poren möglich. Uxx≥60V. | ||||
| MR-3M | ||||
| Für Stähle mit einem Kohlenstoffgehalt von bis zu 0,25%. Das Schweißen von nassen, rostigen, schlecht von Metalloxiden gereinigten Materialien ist möglich. Sehr produktiv. Das Schweißen von mittleren und großen Dicken erfolgt bei erhöhtem "Rückenwinkel". Uxx≥60V. | ||||
| OZS-3 | ||||
| Zum Schweißen kritischer Teile. Kurzlichtbogenschweißen. Schweißen auf ungereinigten Oberflächen ist zulässig. Uxx≥60V. | ||||
| OZS-4 | ||||
| Für das Hochleistungsschweißen kritischer Teile. Das Schweißen mit einem langgestreckten Bogen und über ungereinigten Oberflächen ist zulässig. Uxx≥60V. | ||||
| OZS-4I | ||||
| Für verantwortungsvolle Designs. Erlauben Sie das Schweißen von nassen, rostigen, schlecht von Metalloxiden gereinigten. Hohe leistung. Schweißen in der unteren Position mit mittlerer und großer Dicke "Winkel zurück". Die durchschnittliche Bogenlänge. Uxx≥60V. | ||||
| OZS-6 | ||||
| Für das Hochleistungsschweißen. Das Schweißen mit einem langgestreckten Lichtbogen ist erlaubt, es ist auch auf der oxidierten Oberfläche möglich. Uhh≥50V. | ||||
| OZS-12 | ||||
| Es wird für T-Verbindungen empfohlen, um konkave Nähte mit kleinen Flanken zu erhalten. Schlacke lässt sich leicht trennen. Schweißen von langgestrecktem Lichtbogen und oxidierter Oberfläche. Uhh≥50V. | ||||
| Geben Sie E46A ein Für Stähle mit einer Zugfestigkeit von 451 MPa (46 kgf / mm 2) mit erhöhten Anforderungen an die Stoßfestigkeit und Zähigkeit der Verbindungen. | ||||
| TMU-46 | ||||
| Für kritische Strukturen, einschließlich Pipelines. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Uxx≥65V. | ||||
| UONI-13 / 55K | ||||
| Für kritische Strukturen, die bei negativen Temperaturen und wechselnden Lasten arbeiten. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Das Schweißgut ist hochrissfest und zeichnet sich durch einen geringen Wasserstoffgehalt aus. | ||||
| ANO-8 | ||||
| Zum Schweißen von Kohlenstoff- und niedriglegierten Stahlkonstruktionen bei niedrigeren Temperaturen. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| Geben Sie E50 ein Für Stähle mit einer Zugfestigkeit von 490 MPa (50 kgf / mm 2) | ||||
| WCC-4A | ||||
| Hochleistungsschweißen der Wurzelschweißung und des "heißen" Ganges der Verbindungen von Rohrleitungen und kritischen Strukturen. Verschweißung der Wurzelnaht ohne zu zögern, mit Gleichstrom beliebiger Polarität. "Heiße" Passage - nach der Reinigung der Wurzelnaht. Beide Top-Down-Schichten verschweißen. Lassen Sie einen Cuproot mindestens 50 mm. | ||||
| 55-y | ||||
| Schweißen mit kurzem Lichtbogen oder auf sorgfältig gereinigten Kanten. Uxx≥65V. | ||||
| Geben Sie E50A ein Für Stähle mit einer Zugfestigkeit von 490 MPa (50 kgf / mm 2) mit erhöhten Anforderungen an die Stoßfestigkeit und Zähigkeit der Verbindungen. | ||||
| ANO-27 | ||||
| Zum Schweißen kritischer Strukturen bei Temperaturen bis -40 ° C Schweißen Sie einen kurzen Lichtbogen auf einer sorgfältig gereinigten Oberfläche. Sorgen Sie für einen geringen Wasserstoffgehalt in den Nähten. | ||||
| Ano-t | ||||
| Zum Schweißen kritischer Strukturen und Rohrleitungen in allen Klimazonen. Schweißnaht ohne Stützringe. Formung der hinteren Walze in der Überkopfposition. | ||||
| ANO-TM / H | ||||
| Für Drehdurchführungen von Öl- und Gaspipelines mit einem Durchmesser von 59-1420 mm und anderen kritischen Strukturen. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Wirksam für einseitiges Schweißen. Uxx≥65V. | ||||
| ANO-TM | ||||
| Für kritische Konstruktionen, einschließlich Pipelines aus kohlenstoffarmen und niedriglegierten Stählen. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Die Umkehrrolle mit einer Höhe von 0,5-3 mm ist qualitativ geformt. | ||||
| ETS-4 | ||||
| Für Schiffsstähle St3sp, 09G2, 09G2S, 10HSND, 10G2S1D-35, 10G2S1D-40 usw. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. Hohe Korrosionsbeständigkeit gewährleisten. | ||||
| ETS-4C | ||||
| Zum Schweißen kritischer Konstruktionen im Schiffbau; SHL-4, 09G2-Stahl und andere Schweißen mit einem kurzen Bogen entlang der gereinigten Kanten. Uxx≥65V. | ||||
| OZS-18 | ||||
| Zum Schweißen von kritischen Konstruktionen aus Stahl 10ХСНД, 10ХНДП und anderen mit einer Dicke von bis zu 15 mm, widerstandsfähig gegen atmosphärische Korrosion und mit niedrigem Wasserstoffgehalt. | ||||
| OZS-25 | ||||
| Zum Schweißen kritischer Strukturen. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. Gute Schlackenabscheidbarkeit. Fehlende Hinterschneidungen und kleine abplatzende Naht. | ||||
| OZS / VNIIST-26 | ||||
| Für mit Schwefelwasserstoff verunreinigte Öl- und Gaspipelines. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. Hohe Korrosionsbeständigkeit in der Umgebung von hydriertem bis 25% Schwefelwasserstoff. | ||||
| OZS-28 | ||||
| Für kritische Konstruktionen aus Stahl 0922, 10ХСНД usw. Schweißen Sie einen kurzen Lichtbogen entlang sorgfältig gereinigter Kanten. Uxx≥60V. | ||||
| OZS-33 | ||||
| Für besonders verantwortungsvolle Designs. Schweißgut mit hoher Heißrissbeständigkeit und niedrigem Wasserstoffgehalt versehen. Kurzer oder extrem kurzer Lichtbogen entlang der gereinigten Kanten. | ||||
| TMU-21U | ||||
| Für Stähle wie 15GS usw .; für Kraftgeräte. Für Rohre mit einer Wandstärke von mehr als 16 mm. Schweißen im engen Schnitt mit einem Gesamtschrägungswinkel von bis zu 15 °. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. Einfache Zündung des Lichtbogens ohne Porosität "Start". | ||||
| TMU-50 | ||||
| Für kritische Strukturen und Pipelines. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Uxx≥65V. | ||||
| UONI-13/55 | ||||
| Für kritische Strukturen, die bei negativen Temperaturen und wechselnden Lasten arbeiten. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. Das Schweißgut ist heißrissfest und hat einen geringen Wasserstoffgehalt. | ||||
| UONI-13 / 55С | ||||
| Für besonders verantwortungsvolle Designs. Schweißgut mit hoher Beständigkeit gegen Heißrissbildung versehen. Niedriger Wasserstoffgehalt Schweißen Sie entlang der gereinigten Kanten nur einen kurzen Bogen. | ||||
| UONI-13 / 55TZH | ||||
| Für besonders wichtige Strukturen, die bei niedrigeren Temperaturen arbeiten. Das Schweißgut widersteht heißer Rissbildung gut. Niedriger Wasserstoffgehalt Schweißen Sie entlang der gereinigten Kanten nur einen kurzen Bogen. | ||||
| UONII-13 / 55R | ||||
| Für Schiffbaustähle mit einer Zugfestigkeit von bis zu 490-660 MPa. Schweißen mit kurzem Lichtbogen oder auf sorgfältig gereinigten Kanten. | ||||
| CU-5 | ||||
| Für Rohrteile und Wärmetauscher von Kesselaggregaten mit Temperaturen bis 400 ° C. Geringe Neigung zur Porenbildung. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| CU-7 | ||||
| Für kritische Strukturen, die bei Temperaturen bis 400 ° C arbeiten. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| CU-8 | ||||
| Für kritische Konstruktionen, die bei Temperaturen bis 400 ° C mit geringer Metalldicke und zum Schweißen von Rohren mit kleinen Durchmessern eingesetzt werden. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| E-138 / 50N | ||||
| Für stark belastete Nähte unter Wasser. Für Stahl St3S, St4S, 09G2, SHL-1, SHL-45, MS-1 ua Schweißen Sie einen kurzen Lichtbogen entlang sorgfältig gereinigter Kanten. Das Schweißgut ist korrosionsbeständig in Meerwasser. | ||||
| Geben Sie E55 ein Für Stähle mit einer Zugfestigkeit von bis zu 539 MPa (55 kgf / mm 2) | ||||
| OZS / VNIIST-27 | ||||
| Für Rohrleitungen und Konstruktionen aus kaltfestem niedriglegiertem Stahl, die bei Temperaturen bis -60 ° C arbeiten. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. Wurzelstiche - Gleichstrom, direkte Polarität. | ||||
| UONI-13 / 55U | ||||
| Zum Schweißen von Armaturen und Schienen im Badeverfahren, bei kritischen Konstruktionen durch manuelles Lichtbogenschweißen. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Bei der Badmethode steigen die aktuellen Werte um das 1,3-1,7fache. Unterbrechungen beim Schweißen sind nicht zulässig. Uxx≥65V. | ||||
| Geben Sie E60 ein Für Stähle mit einer Zugfestigkeit von bis zu 588 MPa (60 kgf / mm 2) | ||||
| ANO-TM60 | ||||
| Für Stoßverbindungen von Rohren und anderen kritischen Konstruktionen. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Wurzelnahtbildung ohne Hinterfüllelemente und Schweißen mit fließendem Übergang zum Grundwerkstoff. | ||||
| VSF-65 | ||||
| Für kritische Strukturen einschließlich Trunk-Pipelines. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| OZS-24M | ||||
| Für Konstruktionen und Rohrleitungen aus Stahl 06G2NAB, 12G2AFYU, 10GNMAYU usw., die bei Temperaturen bis -70 ° C betrieben werden. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Das Schweißgut zeichnet sich durch eine hohe Kältebeständigkeit aus. | ||||
| UONI-13/65 | ||||
| Für kritische Strukturen aus kohlenstoffarmem Chrom, Chrom-Molybdän und Chrom-Silizium-Mangan-Stählen, die bei niedrigen Temperaturen arbeiten. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. Hohe Beständigkeit des Schweißgutes gegen heiße Risse. Niedriger Wasserstoffgehalt | ||||
Eigenschaften von Elektroden zum Schweißen legierter Stähle mit erhöhter Festigkeit
| Geben Sie E70 ein Für Stähle mit einer Zugfestigkeit von bis zu 686 MPa (70 kgf / mm 2) |
||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| ANO-TM70 | ||||
| Zum Schweißen kritischer Konstruktionen und Rohrleitungen ohne Versatzelemente und Schweißen. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Uxx≥65V. | ||||
| ANP-1 | ||||
| Zum Schweißen kritischer Konstruktionen aus Stahl 14HG2MR, 14HMNDFR usw., Transportteilen und Straßenmaschinen, die bei niedrigen Temperaturen arbeiten. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| ANP-2 | ||||
| Zum Schweißen kritischer Strukturen. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| VSF-75 | ||||
| Für Rohrleitungen und kritische Konstruktionen beim Schweißen von Füll- und Deckschichten. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| Geben Sie E85 ein Für Stähle mit einer Zugfestigkeit von bis zu 833 MPa (85 kgf / mm 2) | ||||
| NIAT-3M | ||||
| Zum Schweißen kritischer Konstruktionen aus thermisch gehärtetem Stahl. Schweißen Sie einen kurzen Lichtbogen an sorgfältig gereinigten Kanten. | ||||
| UONI-13/85 | ||||
| Für kritische Konstruktionen aus thermisch gehärteten Stählen mit hoher Zugfestigkeit: 30HGSA, 30HGSNA usw. Schweißen mit nur einem kurzen Lichtbogen entlang sorgfältig gereinigter Kanten. Das Schweißgut ist gegen heiße Risse beständig. Niedriger Wasserstoffgehalt | ||||
| UONI-13 / 85U | ||||
| Für Beschläge und Schienen im Badeverfahren und für das Lichtbogenhandschweißen von Konstruktionen aus hochfesten Stählen, die unter hohen Lasten arbeiten. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Verwenden Sie beim Baden die restliche oder entfernte Form. | ||||
| Geben Sie E100 ein Für Stähle mit einer Zugfestigkeit von bis zu 980 MPa (100 kgf / mm 2) | ||||
| AN-XH7 | ||||
| Montage ohne Lücken. Kurz- und Mittelbogenschweißen an sorgfältig gereinigten Kanten. | ||||
| VI-10-6 | ||||
| Montage ohne Lücken. Schweißen mit kurzem oder mittlerem Bogen entlang sorgfältig gerillter Kanten mit schleifenförmigen Bewegungen der Elektrode. Bei schneller Abkühlung sind Risse in den Kratern möglich. | ||||
| OZSh-1 | ||||
| Schweißen Sie einen kurzen Lichtbogen kontinuierlich an den sorgfältig gereinigten Kanten, ohne zu kühlen. Vorwärmen auf 400-450 ° C Kann zum Auftragen von Gesenken verwendet werden. | ||||
Eigenschaften von Elektroden zum Schweißen von hochfesten Legierungsstählen
Der Wärmeeintrag bestimmt nicht nur den thermischen Übergang, den das Material während des Schweißens durchläuft, sondern auch das Zusammenschmelzen und Verdichten der Verbindungen, auftretende Strukturänderungen usw.: V Final hat einen erheblichen Einfluss auf die Struktur und folglich auf die endgültigen technologischen Eigenschaften der Verbindung. Die wichtigsten Schweißtechnologien, getrennt nach dem Heizsystem, sind.
Elektronische Lichtbogenprozesse mit nicht geschweißten Elektroden, Schmelzelektroden, beschichteten Elektroden, Unterwasserbogen. - Widerstand, Glanz, Induktionsheizung. - Prozesse mit Laser, Elektronenstrahl, Plasma. Hierbei handelt es sich um Technologien, die beim Schweißen alle präzisen Haftschutzsysteme verwenden, um eine maximale Wechselwirkung mit der Umgebung und insbesondere mit Luftgasen zu vermeiden oder zu begrenzen. Tatsächlich besteht die Hauptanforderung für das Schweißen eines beliebigen Materials darin, die Bildung von Oxidfilmen auf gelöteten Oberflächen zu verhindern, was stattdessen durch Erwärmen auf die Schmelztemperatur der zu schweißenden Materialien bereitgestellt wird.
| Geben Sie E125 ein Für Stähle mit einer Zugfestigkeit darüber 980 MPa (100 kp / mm 2) |
||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| NII-3M | ||||
| Für Stähle 30HGSNA, 30HGSN2A usw. thermisch verarbeitet für eine Festigkeit von bis zu 1274 MPa (130 kgf / mm 2). Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. | ||||
| Geben Sie E150 ein Für Stähle mit einer Zugfestigkeit von bis zu 1470 MPa (150 kgf / mm 2) | ||||
| NIAT-3 | ||||
| Für hochfeste Stähle des Typs 30ХГСНА mit einer Zugfestigkeit von bis zu 1470 MPa (150 kgf / mm 2) | ||||
Elektroden zum Auftragen
Oberflächenelektroden liefern das abgeschiedene Metall mit verschiedener chemischer Zusammensetzung, Struktur und Eigenschaften. Nach GOST 10051-75 "Metallbeschichtete Elektroden zum manuellen Lichtbogenauftrag von Oberflächenschichten mit besonderen Eigenschaften" gibt es 44 Arten solcher Elektroden.Sie haben alle eine Grundbeschichtung. Dies bietet die beste Beständigkeit gegen Rissbildung, wenn Teile aus Stahl mit einem hohen Kohlenstoffgehalt und einer hohen Steifigkeit der Struktur beschichtet werden.
In Abhängigkeit von den Betriebsbedingungen von Strukturen mit überlagerten Beschichtungen können Oberflächenelektroden herkömmlicherweise in 6 Gruppen unterteilt werden.
Eigenschaften von Oberflächenelektroden
| Erste Gruppe Oberflächenelektroden, die niedriglegiertes, niedriglegiertes Schweißgut mit hohem Widerstand unter den Bedingungen der Metallreibung gegen Metall- und Stoßbelastungen bereitstellen (zu diesem Zweck gehören einige Marken von Elektroden der dritten Gruppe zu dieser Gruppe). | ||||
| Elektrodenmarke / Metallart, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| OZN-300M / 11G3S | ||||
| Für Teile aus Kohlenstoff- und niedriglegierten Stählen, die unter Reibungs- und Stoßbelastung arbeiten, z. B. Wellen, Achsen, Kupplungen, Kreuze und andere Teile des Automobil- und Bahntransports. | ||||
| OZN-400M / 15G4S | ||||
| Gleiches bei erhöhter Härte des Schweißgutes. | ||||
| НР-70 / Э-30Г2ХМ | ||||
| Für Teile, die unter starken Stoßbelastungen und Reibung auf Metall arbeiten: Schienen, Kreuze und mehr. | ||||
| TsNIIN-4 / E-65H25G13N3 | ||||
| Zum Schweißen von Gussfehlern von Eisenbahnkreuzen und anderen Teilen aus hochmanganhaltigen Stählen 110G13L. | ||||
| Zweite Gruppe Elektroden, die ein niedrig legiertes Schweißgut aus mittlerem Kohlenstoff mit hoher Beständigkeit unter den Bedingungen der Metallreibung gegen Metall- und Stoßbelastungen bei normalen und erhöhten Temperaturen (bis zu 600 bis 650 ° C) bieten. | ||||
| EN-60M / E-70H3SMT | ||||
| Für Werkzeuge aller Art, die mit Erwärmung von Kontaktflächen bis zu 400 ° C arbeiten, und hoch beanspruchte Teile in Werkzeugmaschinen: Getriebe, Exzenter, Führungen usw. | ||||
| TSN-14 | ||||
| Für die Ausrüstung zum Heißprägen und Schneiden, einschließlich Messer, Scheren, Matrizen usw. | ||||
| 13KN / LIVT / E-80H4S | ||||
| Für Schaufelzähne von Baggern, Schaufeln, Baggern, Messern von Straßenmaschinen, die mit abrasivem Verschleiß ohne nennenswerte Stöße und Druck arbeiten. | ||||
| OZSh-3 / E-37H9S2 | ||||
| Zum Stanzen und Schneiden von kaltem und heißem Stanzen (bis 650 ° C) sowie für Verschleißteile von Maschinen und Anlagen. | ||||
| OZI-3 / E-90H4M4VF | ||||
| Für Gesenke heiße und kalte (bis 650 ° C) Verformung von Metallen sowie für Verschleißteile des Bergbau- und Metallurgie- und Werkzeugmaschinenbaus. | ||||
| Dritte Gruppe Elektroden, die Kohlenstoff liefern, legiertes (oder hochlegiertes) Schweißgut mit hoher Beständigkeit unter Abrieb- und Stoßbelastung. | ||||
| OZN-6 / 90H4G2S3R | ||||
| Für stark beanspruchte Teile des Bergbaus, Baumaschinen usw., die mit intensivem Abrieb und erheblichen Stoßbelastungen arbeiten. | ||||
| OZN-7 / 75H5G4S3RF | ||||
| Für hochverschleißende Teile, hauptsächlich aus hochmanganhaltigen Stählen 110G13L, die mit intensivem Verschleiß und mit erheblichen Stoßbelastungen arbeiten. | ||||
| VSN-6 / E-110X14V13F2 | ||||
| Für hochverschleißende Teile aus Kohlenstoff- und Hochmanganstählen mit erheblichen Stoßbelastungen abrasiver Verschleiß. | ||||
| T-590 / E-320H25S2GR | ||||
| Für Teile, die unter abrasiven Bedingungen mit mäßigen Stoßbelastungen arbeiten. | ||||
| Vierte Gruppe Elektroden, die hochlegiertes kohlenstoffhaltiges Schweißgut mit hohem Widerstand bei hohen Drücken und hohen Temperaturen (bis zu 680 bis 850 ° C) liefern. | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| Für Stürmer von Radialschmiedemaschinen, Kalt- und Heißprägungen (bis 800-850 ° C) Verformung von Metallen, Heißmetall-Schneidemessern und Verschleißteilen von Geräten, die unter starken thermischen Verformungsbedingungen arbeiten. | ||||
| UONI-13 / N1-BK / E-09H31N8AM2 | ||||
| Zur Abdichtung von Oberflächen von Ventilen, die in Kontakt mit hoch aggressiven Medien arbeiten. | ||||
| OZI-5 / E-10K18V11M10H3SF | ||||
| Für spanende Werkzeuge, heiße Stempel (bis 800-850 ° C) zum Stanzen und Teile, die unter besonders schwierigen Temperatur-Kraft-Bedingungen arbeiten. | ||||
| Fünfte Gruppe Elektroden, die hochlegiertes austenitisches Schweißgut mit hoher Beständigkeit unter den Bedingungen von Korrosionserosionsverschleiß und Metall-zu-Metall-Reibung bereitstellen erhöhte Temperaturen (bis zu 570-600 ° C). | ||||
| CN-6L / E-08H17N8S6G | ||||
| Für Dichtflächen von Armaturen für Heizkessel, die bei Temperaturen bis 570 ° C und Drücken bis zu 7800 MPa (780 kg / mm 2) betrieben werden. | ||||
| Sechste Gruppe Elektroden, die dispersionsfestes, hochlegiertes Schweißgut mit hoher Beständigkeit unter harten Temperatur- und Verformungsbedingungen (bis zu 950 bis 1100 ° C) bieten. | ||||
| OZSh-6 / 10H33N11M3SG | ||||
| Zum Schmieden und Formen von Kalt- und Warmverformungen von Metallen, Teilen von metallurgischen und Werkzeugmaschinen, die unter harten Ermüdungsbedingungen (bis 950 ° C) und hohen Drücken arbeiten. | ||||
| OZSh-8 / 11H31N11GSM3YuF | ||||
| Zum Schmieden von Gesenkwerkzeugen zur Warmverformung eines Metalls, das unter extremen Bedingungen der thermischen Ermüdung (bis zu 1100 ° C) und hohen Drücken arbeitet. | ||||
Elektroden zum Schweißen und Auftragen von Gusseisen
Solche Elektroden sollen Defekte in Eisengussteilen beseitigen und beschädigte und abgenutzte Teile reparieren. Sie können zur Herstellung von Schweißgusskonstruktionen verwendet werden. Elektroden für kaltes schweißen und das Aufbringen von Gusseisen ohne Vorwärmen ergibt das Schweißgut in Form von Stahl, Legierungen auf Kupferbasis, Nickel und Eisen-Nickel. Dies sind Marken von TsCh-4, OZCH-2, OZCH-6 usw. Manchmal ist es ratsam, Elektroden für andere Zwecke zu verwenden. Bei der Reparatur von Gusseisenrohren bei hoher Luftverschmutzung und hoher Luftfeuchtigkeit ist es besser, die Marke OZL-25B zu verwenden. Die ersten Schichten auf kontaminiertem Eisen können mit den Markierungen OZL-27 und OZL-28 durchgeführt werden. Erfolgreich eingesetzt und Marke OZB-2M, vorgesehen zum Schweißen von Bronze.Eigenschaften von Elektroden zum Schweißen und Auftragen von Gusseisen
| , Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| TsCh-4 / FeV | ||||
| Zum Schweißen und Schweißen von Gussfehlern in Teilen aus Grauguss, hochfestem und duktilem Gusseisen. Schweißen von Grauguss und hochfestem Gusseisen. | ||||
| OZCH-2 / Cu | ||||
| OZCH-6 / Cu | ||||
| Zum Schweißen dünnwandiger Teile aus Grauguss und Sphäroguss. | ||||
| MNCh-2 / NiCu | ||||
| Zum Schweißen, Schweißen und Schweißen von Gussfehlern in Teilen aus Grauguss und Sphäroguss. | ||||
| OZCH-3 / Ni | ||||
| Beim Schweißen und Schweißen von Gussfehlern in Teilen aus Grauguss und hochfestem Gusseisen, wenn Fugen erhöhten Anforderungen an die Oberflächengüte unterliegen. | ||||
| OZCH-4 / Ni | ||||
| Zum Schweißen und Auftragen von Teilen aus Grauguss und hochfestem Gusseisen. Bevorzugt für die letzten Schichten, bei Abrieb- oder Stoßbelastungen. | ||||
Elektroden zum Schweißen von Nichteisenmetallen
Entwickelt zum Schweißen von Aluminium, Kupfer, Nickel und deren Legierungen. Titan und seine Legierungen werden aufgrund ihrer starken Oxidation nicht mit einer beschichteten Elektrode bogengeschweißt.Elektroden zum Schweißen von Aluminium. Die Hauptschwierigkeit beim Schweißen von Aluminium und seinen Legierungen - die Anwesenheit oxidfilm. Sein Schmelzpunkt beträgt 2060 ° C, während der Schmelzpunkt von Aluminium 660 ° C beträgt. Dichter feuerfester Film kann die Stabilität des Schweißprozesses beeinträchtigen und dadurch die Qualität der Schweißnahtbildung beeinträchtigen interne Mängel im Schweißgut. Zur Entfernung des Oxidfilms werden Chlorid- und Fluoridsalze von Alkali- und Erdalkalimetallen in die Elektrodenbeschichtung eingebracht. Diese Substanzen sorgen auch für hochwertiges Schweißen.
Eigenschaften von Elektroden zum Schweißen von Aluminium und seinen Legierungen
| Elektrodenmarke / Hauptschweißgut, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| OZA-1 / Al | Psol. | |||
| Für Teile und Aufbauten aus technisch reinem Aluminium A0, A1, A2, A3. Schweißen mit Vorwärmen auf 250-400 ° C entlang der gereinigten Kanten. Schlacke mit heißem Wasser und Bürsten entfernen. | ||||
| OZA-2 / Al | Psol. | |||
| Zum Schweißen von Gussrückständen und Oberflächen von Teilen aus Aluminium-Silizium-Legierungen AL-4, AL-9, AL-11 usw. Schweißen mit Vorwärmen auf 250-400 ° C entlang der gereinigten Kanten. Entfernen Sie die Schlacke mit heißem Wasser und Stahlbürsten. | ||||
| OZANA-1 / Al | Psol. | |||
| Für Teile und Ausführungen aus technisch reinem Aluminium. Schweißprodukte mit einer Dicke von mehr als 10 mm mit Vorwärmung auf 250-400 ° C entlang der gereinigten Kanten. | ||||
| OZANA-2 / Al | Psol. | |||
| Zum Schweißen von Gussrückständen und Oberflächen von Teilen aus Aluminium-Silizium-Legierungen AL-4, AL-9, AL-11 usw. Schweißen von Teilen mit einer Dicke von bis zu 10 mm ohne Erhitzen mit großen Dicken - entlang der gereinigten Kanten auf 200 ° C erhitzt. | ||||
Elektroden zum Schweißen von Kupfer und seinen Legierungen. Beim Schweißen von Kupfer besteht das Hauptproblem in der Bildung von Poren im Schweißgut aufgrund seiner hohen Aktivität bei der Wechselwirkung mit Gasen, insbesondere mit Sauerstoff und Wasserstoff. Um dies zu vermeiden, verwenden Sie nur gut desoxidiertes Kupfer und gründlich kalzinierte Elektroden. Die Schweißung erfolgt an den Kanten, die auf metallischen Glanz gebracht werden.
Das Schweißen von Messing ist aufgrund des starken Ausbrennens von Zink schwierig und gesundheitsgefährdend.
Schweißbronze bereitet Schwierigkeiten aufgrund der hohen Sprödigkeit und mangelnden Festigkeit im erwärmten Zustand.
Eigenschaften von Elektroden zum Schweißen von Kupfer und seinen Legierungen
| Elektrodenmarke / Hauptschweißgut, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| Komsomol-Mitglied-100 / Cu | Ppets. | |||
| Für Schweiß- und Oberflächenprodukte aus technisch reinem Kupfer M1, M2, M3. Kupfer kann mit Stahl verschweißt werden. Schweißen mit lokaler Vorwärmung auf 300-700 ° C | ||||
| ANC / OZM-2 / Cu | Ppets. | |||
| Für Schweiß- und Oberflächenprodukte aus handelsüblichem Reinkupfer mit einem Sauerstoffgehalt von höchstens 0,01%. Schweißen mit einer Dicke von mehr als 10 mm mit Vorwärmen auf 150-350 ° C | ||||
| ANC / OZM-3 / Cu | Ppets. | |||
| Zum Schweißen und Auftragen von technisch reinem Kupfer (Sauerstoff nicht mehr als 0,01%). Schweißen mit Stahl ist möglich. Schweißen mit einer Dicke von bis zu 10 mm im kurzen Lichtbogen ohne Erwärmung und ohne Kantenschneiden mit einer oder zweiseitigen Naht mit kleinen Schwingungen der Elektrode. | ||||
| OZB-2M / CuSn | ||||
| Zum Schweißen und Auftragen von Bronze, Schweißen von Defekten in Bronze und Gusseisen. Mögliches Schweißen und Schweißen von Messing. | ||||
| OZB-3 / Cu | Ppets. | |||
| Zum Auftragen bei der Herstellung und Restauration von Elektroden von Widerstandspunktschweißmaschinen, einschließlich zur Verstärkung von Schweißstäben. | ||||
Elektroden zum Schweißen von Nickel und seinen Legierungen. Das Schweißen von Nickel und seinen Legierungen ist wegen der hohen Empfindlichkeit gegenüber im Schweißbad gelösten Gasen: Stickstoff, Sauerstoff und Wasserstoff, die zur Bildung heißer Risse und Poren führen, schwierig. Um das Auftreten dieser Defekte zu verhindern, müssen unedle Metalle und Schweißelektroden hoher Reinheit verwendet und mit hoher Qualität hergestellt werden.
Eigenschaften von Elektroden zum Schweißen von Nickel und seinen Legierungen
| Markenelektrode, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| OZL-32 | ||||
| Für Produkte aus Nickel-NP-2, NA-1, zum Auftragen von Kohlenstoff und hochlegierten Stählen in Anlagen, die in alkalischen und chlorhaltigen Soda-Umgebungen, der Seifenherstellung, der Herstellung synthetischer Fasern usw. sowie beim Schweißen von Nickel mit Kohlenstoff und korrosionsbeständigen Stählen eingesetzt werden. Schweißen von "Füllwalzen" mit einer Amplitude von Queroszillationen von nicht mehr als zwei Durchmessern der Elektrode. Die Elektrode steht senkrecht zum Produkt. Brechen Sie den Lichtbogen allmählich und lenken Sie ihn zum Schweißgut. | ||||
| B-56U | ||||
| Zum Schweißen von Produkten aus Monel-Metall und Geräten aus Doppelschichtstählen (St3sp + Monel-Metall) von der Seite der korrosionsbeständigen Schicht sowie für die Oberflächenbearbeitung. Das Schweißen von Monelmetall mit kohlenstoffarmen Stählen ist möglich. Schweißrollen bis 12 mm breit. | ||||
Elektroden zum Schneiden von Metall
Lichtbogenschneiden von Metall mit beschichteten Elektroden wird häufig bei der Installation und Reparatur von Metallstrukturen verwendet. Es ist effektiv, weil es nicht erforderlich ist zusätzliche ausrüstung und besondere Qualifikationen der Arbeitnehmer. Elektroden zum Schneiden unterscheiden sich von Elektroden zum Schweißen mit hoher thermischer Lichtbogenleistung, hoher Wärmebeständigkeit der Beschichtung und intensiver Oxidationsfähigkeit von flüssigem Metall. Es ist ratsam, diese Elektroden zu verwenden, um defekte Verbindungen oder deren Abschnitte zu entfernen, Reißnägel, Nieten, Schrauben, Risse usw. zu entfernen. Glühen vor dem Schweißen: 170 ° C; 1hEigenschaften von Elektroden zum Metallschneiden
| Markenelektrode, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| OZR-1 | Ppets. | |||
| Schneiden, Fugenmeißeln, Bohren von Löchern, Entfernen defekter Abschnitte von Schweißverbindungen und Gussteilen, Schneiden von Schweißkanten und Schweißnahtwurzeln, Ausführen anderer ähnlicher Arbeiten bei der Herstellung, Installation und Reparatur von Teilen und Konstruktionen aus allen Stahlsorten (einschließlich hochlegierten Stählen), Gusseisen, Kupfer und Aluminium und deren Legierungen. Sorgen Sie für einen sauberen Schnitt (ohne Grate und Inkrustationen auf der Schnittfläche). Das Schneiden erfolgt bei erhöhten Bedingungen, wobei die Elektrode entgegen der Schnittrichtung (Vorwärtswinkel) geneigt ist. In diesem Fall muss die Elektrode eine Hin- und Herbewegung ausführen: "hin und her" oder "von oben nach unten". | ||||
| OZR-2 | Ppets. | |||
| Schneidestangenverstärkung, Aushöhlen. Schneiden, Durchbohren von Löchern, Entfernen von fehlerhaften Bereichen von Schweißverbindungen und Gussteilen, Schneiden von Schweißkanten und Schweißnaht, Ausführen anderer ähnlicher Arbeiten bei der Herstellung, Installation und Reparatur von Teilen und Konstruktionen aller Stahlsorten (einschließlich hochlegierter Stähle), Gusseisen, Kupfer und Kupfer Aluminium und ihre Legierungen. Sorgen Sie für einen sauberen Schnitt (ohne Grate und Inkrustationen auf der Schnittfläche). Sie haben eine höhere Effizienz beim Schneiden von Konstruktionsstabbewehrungen mit großem Durchmesser (die Schneidzeit für Bewehrungsstahl mit einem Durchmesser von 16 mm beträgt 2-3 s, bei einem Durchmesser von 40 mm - 14-16 s). Das Schneiden erfolgt bei erhöhten Bedingungen, wobei die Elektrode entgegen der Schnittrichtung (Vorwärtswinkel) geneigt ist. In diesem Fall muss die Elektrode eine Hin- und Herbewegung ausführen: "hin und her" oder "von oben nach unten". | ||||
Elektroden zum Schweißen legierter hitzebeständiger Stähle
Elektroden zum Schweißen dotierter hitzebeständiger Stähle sollten vor allem die notwendige Wärmebeständigkeit von Schweißverbindungen bieten - die Fähigkeit, mechanischen Belastungen bei hohen Temperaturen standzuhalten.Für Strukturen, die bei Temperaturen bis zu 475 ° C arbeiten, werden Molybdänelektroden des Typs E-09M verwendet, und bei Temperaturen bis 540 ° C werden Chromomolybdänelektroden der Typen E-09MH, E-09X1M, E-09X2M1 und E-05X2M verwendet.
Für Konstruktionen, die bei Temperaturen bis 600 ° C arbeiten, werden Chrom-Molybdän-Vanadium-Elektroden E-09X1MF, E-10X1M1NBF, E-10X3M1BF verwendet.
Elektroden mit einem hohen Chromgehalt von Э-10Х5МФ sind zum Schweißen von Konstruktionen aus Stählen mit einem hohen Chromgehalt (12Х5МА, 15Х5М, 15М5Мфа usw.) geeignet, die in aggressiven Medien bei Temperaturen bis zu 450 ° C arbeiten.
Beim Schweißen hitzebeständiger Stähle werden häufiger Elektroden mit der Hauptbeschichtung verwendet, die die Festigkeit des Schweißgutes bei erhöhten Temperaturen sowie eine geringe Neigung zur Bildung von heißen und kalten Rissen gewährleisten.
Eigenschaften von Elektroden zum Schweißen legierter hitzebeständiger Stähle
| Geben Sie E-09M ein Für Molybdänstähle | ||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| CL-6 | ||||
| UONI-13 / 15M | ||||
| TsU-2M | ||||
| Für Stähle 16M, 20M usw. beim Schweißen von Dampfleitungen Verteiler von Kesseln, die bei Temperaturen bis zu 475 ° C betrieben werden. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. | ||||
| Geben Sie E-09H1M ein | ||||
| UONI-13HM | ||||
| Für Stähle 15XM, 20XM usw., einschließlich zum Schweißen von Rohrleitungen und Teilen von Kraftgeräten, die bei Temperaturen bis 520 ° C betrieben werden. Entlang der gereinigten Kanten wird mit extrem kurzem Lichtbogen geschweißt, wobei das Aufheizen auf 150-200 ° C erfolgt. | ||||
| TML-1 | ||||
| Für Dampfleitungen mit Temperaturen bis 500 ° C Schweißen mit einem kurzen Lichtbogen entlang der gereinigten Kanten mit vorläufiger und begleitender Erwärmung auf 150-300 ° C Mögliches Schweißen im engen Schnitt. | ||||
| TML-1U | ||||
| Für Stähle 12MH, 15MH usw. zum Schweißen von Rohrleitungen und Teilen von Kraftgeräten, die bei Temperaturen bis 540 ° C betrieben werden. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Es ist möglich, enge Schneiden mit einem Fasenwinkel von bis zu 15 ° zu schweißen. Der Bogen ist sehr stabil. Schlacke trennt sich gut. | ||||
| Geben Sie E-05H2M ein Für Chrom-Molybdän-Stähle mit hohem Chromgehalt. | ||||
| H-10 | ||||
| Zum Schweißen von dotierten hitzebeständigen Chrom-Molybdän-Stählen, Dampfleitungen aus den Stählen 10X2M, 12XM, 12X2M1-L usw., die bei Temperaturen bis zu 550 ° C arbeiten. Schweißen mit einem kurzen Lichtbogen entlang der gereinigten Kanten mit vorläufiger und begleitender Erwärmung auf 150-300 ° C | ||||
| Geben Sie E-09H2M1 ein Für Chrommolybdän-Stähle mit hohem Chrom- und Molybdängehalt | ||||
| CL-55 | ||||
| Für Stähle 10Х2М und andere, einschließlich für Schweißrohrleitungen, die bei Temperaturen von bis zu 550 ° C betrieben werden. Ein kurzer Lichtbogen entlang der gereinigten Kanten wird mit vorläufiger und gleichzeitiger Erwärmung auf 150-300 ° C verschweißt | ||||
| Geben Sie E-09MH ein Für Chrom-Molybdän-Stähle. | ||||
| UONI-13 / 45MH | ||||
| Für Stähle 12MH, 15XM usw., einschließlich für das Schweißen von Rohrleitungen, die bei Temperaturen bis 500 ° C betrieben werden. Schweißen mit einem kurzen Lichtbogen entlang der gereinigten Kanten mit vorläufiger und begleitender Erwärmung auf 150-300 ° C | ||||
| OZS-11 | ||||
| Für Stähle 12MH, 15MH, 12HMF, 15H1M1F usw. zum Schweißen von Dampfleitungen, die bei Temperaturen bis 500 ° C betrieben werden. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. Schweißen von Stählen mit einer Dicke von mehr als 12 mm mit vorläufiger und gleichzeitiger Erwärmung auf 150-200 ° C. Empfohlen für Installationsarbeiten. | ||||
| Geben Sie E-09H1MF ein | ||||
| TML-3 | ||||
| Zum Schweißen von nicht drehbaren Verbindungen von Rohrleitungen, die bei Temperaturen bis zu 575 ° C betrieben werden. Ein kurzer Lichtbogen entlang der gereinigten Kanten mit vorläufiger und begleitender Erwärmung auf 250-350 ° C verschweißen. Schlacke leicht zu trennen. Hohe Beständigkeit des Metalls gegen Porenbildung in der Naht. | ||||
| TML-3U | ||||
| Für Stähle 12MH, 15MH, 12H2M1, 12H1MF, 15H1M1F, 20HMF1, 15H1M1F-L usw. einschließlich für Rohrleitungen, die bei Temperaturen bis zu 565 ° C betrieben werden. Ein kurzer Lichtbogen entlang der gereinigten Kanten wird mit vorläufiger und begleitender Erwärmung auf 350 bis 400 ° C geschweißt. Schweißen im engen Schnitt mit Fasenwinkel bis 15 °. | ||||
| CL-39 | ||||
| Für Stähle 12H1MF, 12H2MFSR, 12H2MFB usw. einschließlich für Schweißelemente von Heizflächen von Kesseln und Rohrleitungen mit einem Durchmesser von bis zu 100 mm und einer Wandstärke von bis zu 8 mm bei Temperaturen bis zu 575 ° C. Ein kurzer Lichtbogen entlang der gereinigten Kanten wird mit vorläufiger und begleitender Erwärmung auf 350 bis 400 ° C geschweißt. | ||||
| Geben Sie E-10H1M1NFB ein Für Chrom-Molybdän-Vanadium-Stähle | ||||
| CL-27A | ||||
| Für Stähle 15H1M1F, Konstruktionen aus gegossenen, geschmiedeten und rohrförmigen Teilen, die bei Temperaturen bis zu 570 ° C arbeiten. Ein kurzer Lichtbogen entlang der gereinigten Kanten wird mit vorläufiger und begleitender Erwärmung auf 350 bis 400 ° C geschweißt. | ||||
| CL-36 | ||||
| Für Stähle 15H1M1F, 15H1M1F-L usw. zum Schweißen von Dampfleitungen und Formstücken, die bei Temperaturen bis zu 585 ° C betrieben werden. Ein kurzer Lichtbogen entlang der gereinigten Kanten wird unter vorläufiger und gleichzeitiger Erwärmung auf 300-350 ° C geschweißt. | ||||
| Geben Sie E-10H3M1BF ein Für Chrom-Molybdän-Vanadium-Niob-Stähle | ||||
| CL-26M | ||||
| Für Stähle, 12HMFB-Heizflächen von Kesseln, die bei Temperaturen bis 600 ° C arbeiten, sowie für dünnwandige Rohre von Überhitzern unter Einbaubedingungen. Ein kurzer Lichtbogen entlang der gereinigten Kanten wird unter vorläufiger und gleichzeitiger Erwärmung auf 300-350 ° C geschweißt. | ||||
| CL-40 | ||||
| Für Stähle 12H2MFB einschließlich dünnwandige Rohre von Überhitzern, Heizflächen von Kesseln mit Temperaturen bis 600 ° C Ein kurzer Lichtbogen entlang der gereinigten Kanten wird unter vorläufiger und gleichzeitiger Erwärmung auf 300-350 ° C geschweißt. Hergestellt mit einem Durchmesser von 2,5 mm. | ||||
| Geben Sie E-10H5MF ein Für Chrom-Molybdän-Vanadium und Chrom-Molybdän-Stahl | ||||
| CL-17 | ||||
| Für Stähle 15X5M (H5M), 12X5MA, 15X5MFA in kritischen Strukturen, die in korrosiven Umgebungen bei Temperaturen von bis zu 450 ° C arbeiten. Schweißen mit einem kurzen Lichtbogen entlang der gereinigten Kanten mit vorläufiger und begleitender Erwärmung auf 350-450 ° C | ||||
Elektroden zum Schweißen von hochlegierten Stählen
Stähle mit einem Chromgehalt von 13% gelten als Edelstahl mit hohem Chromgehalt. Sie sind beständig gegen atmosphärische Korrosion und in leicht aggressiven Umgebungen. Hierbei handelt es sich um 08X13, 12X13, 20X13 Stahl, die sich je nach Kohlenstoffgehalt in der Schweißbarkeit unterscheiden.Bei der Auswahl von Elektroden zum Schweißen solcher Stähle müssen die folgenden Eigenschaften des Schweißgutes sichergestellt werden: Beständigkeit gegen atmosphärische Korrosion und in schwach aggressiven Umgebungen, Hitzebeständigkeit bis 650 ° C und Hitzebeständigkeit bis 550 ° C. Diese Anforderungen werden von Elektroden des Typs E-12X13 der Klassen LMZ-1, ANV-1 usw. erfüllt, die die chemische Zusammensetzung, Struktur und Eigenschaften des Schweißgutes angeben, die den Eigenschaften des Grundmetalls nahekommen.
Für Schweißstähle mit reduziertem Kohlenstoffgehalt, die zusätzlich mit Nickel legiert werden, werden Elektroden des Typs E-06X13N der Sorte TsL-41 empfohlen.
Mit einer Erhöhung der Chrommenge steigen die Korrosionsbeständigkeit und Wärmebeständigkeit von Stählen mit hohem Chromgehalt. Der Gehalt von 17-18% führt zu Korrosionsbeständigkeit in flüssigen, aggressiven Medien. Solche Stähle sind säurebeständig: 12X17, 08X17T, 08X18T usw. Wenn die Chrommenge 25-30% erreicht, steigt die Wärmebeständigkeit - die Beständigkeit gegen Gaskorrosion bei Temperaturen bis zu 1100 ° C. Das hitzebeständiger Stahl: 15X25T, 15X28 usw. Stahl und Elektroden, bei denen mindestens 25% Chrom für schwefelhaltige Medien geeignet sind.
Die Auswahl der Elektroden für das Schweißen von Stählen mit hohem Chromgehalt hängt von der Chrommenge in den geschweißten Stählen ab. So werden zum Schweißen von Stählen mit 17% Chrom, für die die Anforderungen an die Korrosionsbeständigkeit in oxidierenden Umgebungen oder für die Wärmebeständigkeit bei Temperaturen bis 800 ° C gelten, Elektroden des Typs E-10X17T, Typen VI-12-6 usw. empfohlen.
Für Schweißstähle mit 25% Chrom sollten Elektroden des Typs E-08H24N6TAFM verwendet werden, die dem Schweißgut nach dem Tempern eine hohe Duktilität, Schlagzähigkeit und Beständigkeit gegen interkristalline Korrosion verleihen.
Das Schweißen von Stählen mit hohem Chromgehalt sollte unter gemäßigten Bedingungen mit verringertem Wärmeeintrag durchgeführt werden. Nach jedem Durchgang wird empfohlen, das Metall der Wärmeeinflusszone auf eine Temperatur unter 100 ° C abzukühlen, um ein minimales Kornwachstum zu gewährleisten.
Hochchromstähle auf der Basis von 13% Chrom mit zusätzlicher Dotierung mit Molybdän, Vanadium, Wolfram und Niob sind hitzebeständig. Sie halten mechanischen Belastungen bei hohen Temperaturen stand. Bei der Auswahl der Elektroden für diese Stähle ist die Hauptanforderung die Sicherstellung der erforderlichen Wärmebeständigkeit des Schweißgutes. Dies wird erreicht, indem die chemische Zusammensetzung der Nähte in der Nähe des Grundmetalls ermittelt wird. Diese Bedingung wird von den Elektroden der Typen E-12H11NMF der Marke KTI-9A, E-12H11NVMF der Marke KTI-10, E-14H11NVMF der Marke TsL-32 am vollständigsten erfüllt.
Eigenschaften von Elektroden zum Schweißen von hochlegierten Chromstählen
| Geben Sie E-12H13 ein Für korrosionsbeständiger Stahl | ||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| UONI-13 / 12X13 | ||||
| Für Schweißstähle 08X13, 12X13, 20X13 usw., die bei Temperaturen bis 600 ° C eingesetzt werden, sowie für die Dichtflächen von Stahlbewehrungen. Schweißen mit Vorwärmen auf 200-250 ° C In der Atmosphäre von Dampf und in der Luft sorgen Wärmebeständigkeit bis 540 ° C, Wärmebeständigkeit bis 650 ° C. | ||||
| LMZ-1 | ||||
| Für Stahl 08X13, 1X13, 2X13 usw., der unter normalen Temperaturen in Frischwasser und leicht aggressiven Umgebungen arbeitet. Zum Auftragen von Dichtflächen der Armierung. Ein kurzer Lichtbogen entlang der gereinigten Kanten wird unter vorläufiger und gleichzeitiger Erwärmung auf 300-350 ° C geschweißt. Nach dem Schweißen ist Urlaub erforderlich. | ||||
| ANV-1 | ||||
| Für Stahl 08X13, 12X13 usw., der bei normaler Temperatur in Frischwasser und leicht aggressiven Umgebungen arbeitet. Geeignet zum Überlagern von Dichtungsflächen der Armierung. Nach dem Schweißen ist Urlaub erforderlich. In einer Atmosphäre aus Dampf und Luft bieten sie eine Wärmebeständigkeit von bis zu 540 ° C und eine Wärmebeständigkeit von bis zu 650 ° C. | ||||
| Geben Sie E-10X17T ein Für korrosionsbeständige und hitzebeständige Stähle | ||||
| UONI-13 / НЖ 10Х17Т | ||||
| Für Stähle 12X17, 08X17T und andere, die bei erhöhten Temperaturen und in oxidierenden Umgebungen arbeiten. Ein kurzer Lichtbogen entlang der gereinigten Kanten mit minimalem Wärmeeintrag schweißen. Hitzebeständigkeit bis 800 ° C | ||||
| VI-12-6 | ||||
| Für Stähle 12X17, 08X17T usw., die in oxidierenden Umgebungen bei Temperaturen von bis zu 800 ° C arbeiten. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. | ||||
| Geben Sie E-06H13N ein Für nichtrostende, nickellegierte Stähle | ||||
| CL-41 | ||||
| Für Stahl 0Х12НД, 10Х12НД-Л, 06Х12Н3Д, 06Х14Н5ДМ usw., der bei Temperaturen von bis zu 400 ° C arbeitet. Ein kurzer Lichtbogen entlang der gereinigten Kanten mit vorläufiger und begleitender Erwärmung auf 80-120 ° C verschweißen | ||||
| Geben Sie E-12H11NMF ein Für hitzebeständige Stähle | ||||
| KTI-9A | ||||
| Für Stähle 15H11MF, 15H11VF usw. bei Temperaturen bis 565 ° C Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. | ||||
| Geben Sie E-12H11NVMF ein Für hitzebeständige Stähle | ||||
| KTI-10 | ||||
| Für Stähle 15H11MF, 15H12VNMF und 15H11MFB-L, bis zu Temperaturen von 580 ° C einsetzbar. Schweißen Sie einen kurzen Lichtbogen entlang der blanken Kanten ohne Oszillation der Elektrode mit Erwärmung auf 350-400 ° C | ||||
| Geben Sie E-14H11NVMF ein Für hitzebeständige Stähle | ||||
| CL-32 | ||||
| Zum Schweißen von Dampfheizungen von Dampfkesseln von Dampfrohren aus Stählen 10H11V2MF usw., die bei Temperaturen bis zu 610 ° C betrieben werden. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. | ||||
| Geben Sie E-10H16N4B ein Für korrosionsbeständige und hitzebeständige Stähle. | ||||
| UONI-13 / EP-56 | ||||
| Für Konstruktionen aus Stahl 09X16H4B und anderen, die in aggressiven Umgebungen arbeiten, und zum Schweißen von Hochdruckleitungen. | ||||
Elektroden für korrosionsbeständige, säurebeständige Stähle. Die Hauptanforderung bei der Auswahl von Elektroden zum Schweißen von säurebeständigen Stählen ist die Gewährleistung der Korrosionsbeständigkeit des Schweißgutes in korrosiven Flüssigkeiten bei normalen und erhöhten Temperaturen und Drücken. Säuren und ihre Lösungen, die sowohl oxidierende als auch nicht oxidierende Eigenschaften besitzen, gehören zu den aggressivsten flüssigen Medien.
Für Schweißkonstruktionen aus säurebeständigen Stählen, die in nicht oxidierenden flüssigen Medien bei Temperaturen bis 360 ° C arbeiten und nach dem Schweißen keiner Wärmebehandlung unterzogen werden, werden Elektroden der folgenden Typen empfohlen: EA-400 / 10T, EA-400 / 10U usw., OZL-8 usw. ., Marke EA-606/10 usw. Die Wärmebehandlung von Schweißnähten mit diesen Elektroden ist nicht zulässig.
Für Strukturen, die in nicht oxidierenden oder oxidationsarmen flüssigen Medien arbeiten, für die nach dem Schweißen ein Tempern erforderlich ist, werden Elektroden der Güteklasse EA-898/19 und andere empfohlen, die die Beständigkeit der Naht gegen interkristalline Korrosion sowohl im Anfangszustand als auch nach dem Tempern gewährleisten.
Strukturen, die in oxidierenden flüssigen Medien betrieben werden, z. B. in Salpetersäure, werden empfohlen, mit Elektroden vom Typ E-08Н19Н10Г2Б des Typs TsT-15, ZIO-3 und anderen zu schweißen.
Für kohlenstoffarme säurebeständige Stähle mit einem Kohlenstoffgehalt von bis zu 0,03% werden Elektroden der Typen Э-04Х20Н9 der Klassen OZL-14A, OZL-36 verwendet; E-02H20N14G2M2 von Marken OZL-20 usw.
Eigenschaften von Elektroden zum Schweißen von korrosionsbeständigen säurebeständigen Stählen
| Geben Sie E-08H19N10G2B ein | ||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| CT-15 | ||||
| ZIO-3 | ||||
| Für Stähle mit einem Nickelgehalt von bis zu 16% - 08Х18Н10Т, 12Х18Н12Т, 08Х18Н12Б und andere, die in oxidierenden Umgebungen arbeiten. Hitzebeständigkeit bis 650 ° C | ||||
| Geben Sie E-07H20N9 ein | ||||
| OZL-8 | ||||
| OZL-14 | ||||
| UONI-13 / Nr. 04Х19Н9 | ||||
| nicht präsentiert | ||||
| LEZ-8 | ||||
| Für Stahl 08Х18Н10, 12Х18Н9, 12Х18Н10Т und andere, wenn zum Schweißgut nicht präsentiert strenge Anforderungen an die Beständigkeit gegen Korngrenzenkorrosion. | ||||
| OZL-8 | ||||
| Für Stahl 08Х18Н10, 12Х18Н9, 12Х18Н10Т und andere, wenn zum Schweißgut nicht präsentiert strenge Anforderungen an die Beständigkeit gegen Korngrenzenkorrosion. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. | ||||
| CT-50 | ||||
| Für Stahl 08Х18Н10, 12Х18Н9, 12Х18Н10Т und andere, wenn an das Schweißgut hohe Anforderungen an die Beständigkeit gegen interkristalline Korrosion gestellt werden. Schweißen Sie einen kurzen Bogen an den gereinigten Kanten. | ||||
| Geben Sie E-08H19N9F2G2SM ein | ||||
| EA-606/10 | ||||
| Für Stähle 09X17N7Yu, 09X15N8Yu und andere sowie für Stähle 14X17H2 usw. | ||||
| Geben Sie E-07H19N11M3G2F ein | ||||
| EA-400 / 10U | ||||
| EA-400 / 10T | ||||
| Für Stahl 08Х18Н10Т, 12Х18Н10Т, 08Х17Н13М2Т und andere, die in flüssigen aggressiven Medien bei Temperaturen von bis zu 350 ° C arbeiten und nach dem Schweißen keiner Wärmebehandlung unterzogen werden. Geeignet zum Auftragen von Korrosionsschutzbeschichtungen. Die Beständigkeit gegen Korngrenzenkorrosion ist in einem Zustand nach dem Schweißen und nach dem Austenisieren gegeben. Elektroden EA-400 / 10T Besser bieten als EA-400 / 10USchlackentrennbarkeit. Elektroden CL-11 für korrosionsbeständigere Stähle. | ||||
| Geben Sie E-08H19N9F2S2 ein | ||||
| EA-606/11 | ||||
| Für Stahl 08Х18Н10Т, 12Х18Н9Т und andere, die bei Temperaturen bis 350 ° C betrieben werden und nach dem Schweißen keiner Wärmebehandlung unterzogen werden. Nicht empfohlen für Schweißstähle, die nicht mit Titan oder Niob legiert sind. | ||||
| GL-2 | ||||
| Für Stahl 08Х18Н10Т, 12Х18Н9Т und andere, die bei Temperaturen bis 350 ° C betrieben werden und nach dem Schweißen keiner Wärmebehandlung unterzogen werden. Nicht empfohlen für Schweißstähle, die nicht mit Titan oder Niob legiert sind | ||||
| Geben Sie E-08H19N10G2MB ein | ||||
| EA-898/19 | ||||
| Für Stähle 08Kh18N10T, 08Kh17N13M2T und andere, die in oxidierenden und schwach oxidierenden Umgebungen bei Temperaturen bis 350 ° C arbeiten und nach dem Schweißen einer Wärmebehandlung unterzogen werden. | ||||
| Geben Sie E-04H20N9 ein | ||||
| OZL-36 | ||||
| OZL-14A | ||||
| ANV-32 | ||||
| UONI-13 / NZh-2 / 04H19N9 | ||||
| Für Stähle 08Kh18N10T, 06Kh18N11, 08Kh18N12T, 04Kh18N10 usw., wenn Anforderungen an die Beständigkeit gegen interkristalline Korrosion an das Schweißgut sowohl im Anfangszustand als auch nach kurzzeitigen Einwirkungen im kritischen Temperaturintervall gestellt werden. Hitzebeständigkeit bis 800 ° C ohne schwefelhaltige Gase. | ||||
| Geben Sie E-02H20N14G2M2 ein Für korrosionsbeständige Stähle mit niedrigem Kohlenstoffgehalt | ||||
| OZL-20 | ||||
| Für Stähle 03H16N15M3, 03H17N14M2 mit strengen Anforderungen an die Nähte für die Beständigkeit gegen Korngrenzenkorrosion. | ||||
Elektroden zum Schweißen von korrosionsbeständigen hochfesten Stählen. Die Auswahl der Elektroden für solche Stähle ist sehr begrenzt. Daher werden für Stähle 12X21H5T, 08H21N6M2T Elektroden empfohlen, die dem Schweißgut in seiner Struktur nicht einen Typ mit dem Grundwerkstoff geben, sondern unterschiedliche. In diesem Fall werden Elektroden der Typen E-08H20N9G2B der Klassen TsL-11, OZL-7 usw. verwendet, wobei Elektroden des Typs E-09H19N10G2M2B der Klassen EA-902/14, ANV-36, EA-400/13 usw. verwendet werden können und 10Х25Н6АТМФ ist ein Elektrodentyp vorgesehen - Э-08Х24Н6ТАФМ, der Elektroden der Marke Н-48 umfasst. Das Schweißgut ist mit einer Dicke von bis zu 200 mm dem Grundwerkstoff gleich stark. Elektroden dieses Typs können auch für Stähle 12Х21Н5Т, 08Х21Н6М2Т verwendet werden. Für die Stähle 08Kh22N6T und 08X21N6M2T wurden OZL-40- und OZL-41-Elektroden entwickelt, die die Korrosionsbeständigkeit von Verbindungen bei alkalischen Medien erhöhen. Eigenschaften von Elektroden zum Schweißen von korrosionsbeständigen hochfesten Stählen
| Geben Sie E-08H20N9G2B ein | ||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| CL-11 | ||||
| Für Schweißkonstruktionen aus korrosionsbeständigen und hitzebeständigen Stählen der austenitischen Klasse vom Typ 08Х18Н10Т, 08Х18Н12Т, 08Х18Н12Б und dergleichen, die in korrosiven Umgebungen bei einer Temperatur von nicht mehr als 400 ° C arbeiten, wenn an das Schweißgut hohe Anforderungen an die interkristalline Korrosion gestellt werden. | ||||
| OZL-40 und OZL-41 | ||||
| Für Stahl 08H22N6T, 08X21N6M2T und andere, die in korrosiven Umgebungen arbeiten. | ||||
| CT-15K | ||||
| Für Stähle 10Х17Н13М2Т, 08Х18Н10 usw., die bei Temperaturen von bis zu 600 ° C betrieben werden. Geeignet zum Aufbringen einer Korrosionsschutzschicht. | ||||
| OZL-7 | ||||
| Für Stähle 08X18H10, 08Kh18N10T, 08KH18N12B und andere, die in korrosiven Umgebungen arbeiten, wenn an das Schweißgut hohe Anforderungen an die Beständigkeit gegen interkristalline Korrosion gestellt werden. | ||||
| Geben Sie Э-09Х19Н10Г2М2Б ein | ||||
| EA-902/14 | ||||
| EA-400/13 | ||||
| NZH-13 | ||||
| ANV-36 | ||||
| Für Konstruktionen aus Stahl 10Х17Н13М3Т, 08Х17Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2 usw., die bei Temperaturen von bis zu 550 ° C betrieben werden, wenn die Verbindungen strengen Anforderungen für die Beständigkeit gegen interkristalline Korrosion unterliegen und nach dem Schweißen keiner Wärmebehandlung unterzogen werden. Schweißen Sie einen kurzen Bogen entlang der gereinigten Kanten der "Filarnähte" ohne Quervibrationen. Elektroden ANV-36 unterscheiden sich in leichtem Anzünden eines Bogens und kleinen Spritzen. | ||||
| SL-28 | ||||
| Für Konstruktionen aus Stahl 10Х17Н13М3Т, 08Х17Н15М3Т, 10Х17Н13М2Т, Х18Н22В2Т2 usw., die bei Temperaturen von bis zu 550 ° C betrieben werden, wenn die Verbindungen strengen Anforderungen für die Beständigkeit gegen interkristalline Korrosion unterliegen und nach dem Schweißen keiner Wärmebehandlung unterzogen werden. Schweißen Sie einen kurzen Bogen entlang der gereinigten Kanten der "Filarnähte" ohne Quervibrationen. | ||||
| Geben Sie E-08H24N6TAFM ein | ||||
| H-48 | ||||
| Für Stähle 12Х25Н5ТМФЛ, 12Х21Н5Т, 08Х22Н6Т usw., die in nicht oxidierenden korrosiven Umgebungen bei Temperaturen von bis zu 300 ° C arbeiten | ||||
Elektroden zum Schweißen hitzebeständiger (zunderbeständiger) Stähle. Hitzebeständig (kratzfest) gilt als Stahl, der einer chemischen Zerstörung der Oberfläche in der Luft oder in einem anderen gasförmigen Medium bei Temperaturen über 850 ° C im unbelasteten oder leicht belasteten Zustand standhält. Sie enthalten bis zu 20-25% Chrom und arbeiten bei Temperaturen bis 1050 ° C und höher.
Die Wärmebeständigkeit des Schweißgutes bis 1000 ° C auf den Stählen 20Х23Н13, 20Х23Н18 usw. wird durch Elektroden des Typs Э-10Х25Н1322 der Klassen СЛ-25, ЗЛ-6, -Л-25 erreicht.
Verwenden Sie zum Schweißen hitzebeständiger Stähle, die lange bei Temperaturen über 1000 ° C arbeiten, Elektroden vom Typ E-12H24N14S2, Typen OZL-5, TsT-17 usw. sowie Elektroden vom Typ E-10X17N13S4, die eine Wärmebeständigkeit bis 1100 aufweisen ° C in oxidierenden und aufkohlenden Umgebungen. Für Bauwerke, die in schwefelhaltigen Umgebungen arbeiten, werden nickelfreie hitzebeständige Stähle mit hohem Chromgehalt (15X25T, 15X28 usw.) verwendet.
Eigenschaften von Elektroden zum Schweißen hitzebeständiger (zunderbeständiger) Stähle
| Geben Sie E-10H25N13G2 ein | ||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| UONI-13 / NZh-2 / 07H25N13 | ||||
| ZIO-8 | ||||
| CL-25 | ||||
| OZL-6 | ||||
| Für 10Х23Н18, 20Х23Н13, 20Х23Н18 usw., die in Umgebungen ohne Schwefelverbindungen bei Temperaturen von bis zu 1000 ° C arbeiten, sowie für Doppelschichtstähle aus der legierten Schicht ohne Anforderungen an die Beständigkeit gegen interkristalline Korrosion. Stiche neigen bei 600 bis 800 ° C zur Versprödung. Kurzer Bogen Thermische Kantenvorbereitung ist nicht erlaubt. | ||||
| SL-25 | ||||
| Gleiches gilt für hitzebeständige Stähle. | ||||
| Geben Sie E-12H24N14S2 ein | ||||
| OZL-5 | ||||
| CT-17 | ||||
| Für Stähle 20Х25Н20С2, 20Х20Н14С2 usw., die bei Temperaturen bis zu 1100 ° C in oxidierenden und aufkohlenden Umgebungen betrieben werden. Schweißen von schmalen Rollen. | ||||
| Geben Sie E-10H17N13S4 ein | ||||
| OZL-29 | ||||
| OZL-3 | ||||
| Für Stähle 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 usw., die bei Temperaturen von bis zu 1100 ° C in oxidierenden und aufkohlenden Umgebungen arbeiten, sowie für Stahl 15Х18Н12С4ТЮ, der in aggressiven Medien ohne hohe Anforderungen an die Korrosion zwischen den Körnern arbeitet. | ||||
Elektroden zum Schweißen hitzebeständiger Stähle. Für hitzebeständige Stähle, die eine gewisse Zeit bei hohen Temperaturen belastet arbeiten und gleichzeitig eine ausreichende Beständigkeit gegen Zunderbildung aufweisen. Hohe Wärmebeständigkeit von Chrom-Nickel-Stählen wird durch Erhöhung des Nickelgehalts und zusätzliche Legierungen mit Titan, Niob, Molybdän, Wolfram usw. erreicht.
Es ist zu beachten, dass die Wärmebeständigkeit von Schweißverbindungen erheblich von der Wärmebeständigkeit von Basis und Schweißgut abweichen kann. Daher ist die Wahl einer Elektrode nach dem Prinzip der gleichen oder nahen Wärmebeständigkeit der Schweißung und des Grundmetalls nur für kurzfristige Arbeitsmittel von Schweißverbindungen gerechtfertigt. Für langfristige Ressourcen ist es besser, Elektroden zu verwenden, die ein duktileres Schweißgut ergeben. Dieses Prinzip entspricht den Elektroden, die das Schweißgut mit Molybdän legieren, wie z. B. Typ E-11X15N25M6AG2 der Klassen EA-395/9, TsT-10, NIAT-5 und Typ E-08Kh16N8M2 der Marke TsT-26.
Zum Schweißen hitzebeständiger Stähle mit einem Nickelgehalt von bis zu 16% und Betriebstemperaturen von bis zu 600-650 ° C sowie if schweißverbindungen Nach dem Schweißen werden sie einer Wärmebehandlung durch Tempern unterzogen, wobei Elektroden der Typen E-09H19N11G3M2F der Typen KTI-5, TsT-7 und E-08Kh19N10G2B (siehe oben) der Typen TsT-15 und ZIO-3 verwendet werden.
Verwenden Sie beim Schweißen der Wurzelschichten von mehrlagigen Stumpfschweißnähten aus hitzebeständigen Stählen die Elektroden des Typs E-08Х20Н9Г2Б der Marke TsT-15-1, wenn die Vermischung des Grundmetalls mit dem Schweißgut groß ist und nicht die technologische Festigkeit der Schweißnähte bietet.
Elektroden vom Typ Э-27Х15Н35В3Г2Б2Т КТИ-7 und КТИ-7А werden zum Schweißen hitzebeständiger Stähle mit einem Nickelgehalt von 35% verwendet, die mit Niob dotiert sind und bei Temperaturen bis zu 700-750 ° C arbeiten.
Zum Schweißen hitzebeständiger Stähle mit 35% Nickel, jedoch ohne Niob, jedoch mit Molybdän und Mangan legiert, werden Elektroden der Typen E-11H15N25M6AGG2 der Klassen EA-395/9, NIAT-5, TsT-10 und E-09H15N25M6AGGF der Marke EA-981/15 verwendet. Es ist zu beachten, dass das von solchen Elektroden abgeschiedene Metall im Zustand nach dem Schweißen und nach der Wärmebehandlung nicht gegen interkristalline Korrosion beständig ist, weshalb solche Elektroden ungeeignet sind, wenn die Struktur auch in einer korrosiven flüssigen Umgebung arbeitet. Schichten, die mit aggressiven Medien in Kontakt kommen, sollten mit Elektroden des Typs Е-07Х19Н11М3 (siehe oben), Klassen ЕА-400 / 10У und ЭА-400 / 10Т ausgeführt werden.
Eigenschaften von Elektroden zum Schweißen hitzebeständiger Stähle
| Geben Sie E-11H15N25M6AG2 ein | ||||
| Marke, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| EA-395/9 und TsT-10 | ||||
| Für Stähle und Legierungen ХН35ВТ, Х15Н25АМ6 und andere, mit einem Nickelgehalt von bis zu 35%, jedoch ohne Niob, bei Temperaturen bis 700 ° C. Für unähnliche Verbindungen hochlegierter Stähle mit Kohlenstoff und niedriglegierten Stählen. Für Konstruktionen, die bei Temperaturen bis -196 ° C arbeiten. Kurzer Bogen Reinigen Sie die Kanten. | ||||
| NIAT-5 | ||||
| Für Stähle und Legierungen ХН35ВТ, Х15Н25АМ6 und andere, mit einem Nickelgehalt von bis zu 35%, jedoch ohne Niob, bei Temperaturen bis 700 ° C. Für unähnliche Verbindungen hochlegierter Stähle mit Kohlenstoff und niedrigem Kohlenstoff. Für Konstruktionen, die bei Temperaturen bis -196 ° C arbeiten. Kurzer Bogen Reinigen Sie die Kanten. | ||||
| Geben Sie E-08H16N8M2 ein | ||||
| CT 26 | ||||
| Für Stähle 10Х14Н14В2М, 08Х16Н13М2Б und andere, in Dampfleitungen, die bei Temperaturen von 600-850 ° C betrieben werden. | ||||
| Geben Sie E-08H20N9G2B ein | ||||
| CT 15-1 | ||||
| Zum Schweißen der Wurzelschichten der Nähte durch die Elektroden CT-15. | ||||
| Geben Sie E-09H19N11G3M2F ein | ||||
| KTI-5 | ||||
| CT-7 | ||||
| Für Stahl 08H16N13M2B, 15H14N14M2VFBTL (LA-3) und andere, die bei Temperaturen von bis zu 600 ° C betrieben und nach dem Schweißen einer Wärmebehandlung unterzogen werden, sowie zum Schweißen von Gussfehlern aus diesen Stählen. Mit kurzen Walzen ohne Quervibrationen einen kurzen Bogen entlang der gereinigten Kanten schweißen. | ||||
| Geben Sie E-27H15N35V3G2B2T ein | ||||
| CTI-7 | ||||
| КТИ-7А | ||||
| Für Legierungen auf Eisen-Nickel-Basis, ХН35ВТ, ХН35ВТЮ und andere, die lange bei Temperaturen bis 750 ° C arbeiten, sowie für Reaktionsrohre in Metallumwandlungsöfen aus Stahl 45Х20Н35С, 25Х20Н35 usw., die bei Temperaturen bis 900 ° C arbeiten. Schweißen von kurzen, schmalen Rollen ohne Quervibrationen. | ||||
| Geben Sie E-09H15N25M6AG2F ein | ||||
| EA-981/15 | ||||
| Zum Schweißen von hochlegierten korrosionsbeständigen Chrom-Nickel-Molybdän- und Chrom-Nickel-Molybdän-Vanadium-Stählen sowie hochfesten Stählen vom Typ AK und hochmanganischen Stählen vom Typ 110-13-Л. | ||||
Elektroden zum Schweißen von unterschiedlichen Stählen und Legierungen
Verschiedene Stähle und Legierungen sind Materialien, die sich stark in ihren physikalischen und mechanischen Eigenschaften, ihrer chemischen Zusammensetzung und ihrer Schweißbarkeit unterscheiden. Entsprechend dem Zeichen der Heterogenität kann Stahl in 4 Gruppen eingeteilt werden: Kohlenstoff und legiert, legiert mit erhöhter und hoher Festigkeit, hitzebeständig, hochlegiert.Das Schweißen ungleicher Stähle und Legierungen kann sich erheblich vom Schweißen homogener Werkstoffe unterscheiden, da es die Wahrscheinlichkeit von Rissen im Schweißgut erhöht, das Auftreten von Bereichen mit struktureller Heterogenität in der Schmelzzone und ein übermäßiges Anwachsen der Eigenspannungen aufgrund des großen Unterschieds der Ausdehnungskoeffizienten der geschweißten Werkstoffe.
Die meisten Elektroden, die zum Schweißen von unähnlichen Stählen und Legierungen verwendet werden, sind Elektroden, die zum Schweißen von hochlegierten Stählen und hochfesten und hochfesten legierten Stählen vorgesehen sind, die eine Schweißnaht mit einer gleichmäßigen, hochplastischen Metallstruktur ergeben.
Die Wahl einer Elektrode kann gemäß der zusammengestellten Tabelle unter Berücksichtigung der häuslichen Erfahrungen beim Schweißen unterschiedlicher Metalle erfolgen.
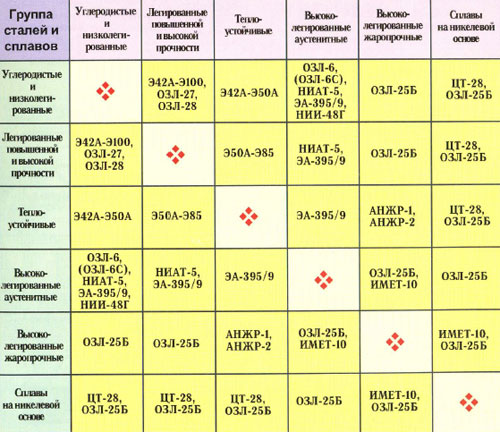
Eigenschaften von Elektroden zum Schweißen von unterschiedlichen Stählen und Legierungen
| Markenelektrode, Umfang und technologische Merkmale | Pok- graben | Gattung, aktuelle Polarität | Koeffizient Napa geschäfte, g / a • h | Polo nähen |
| ANZHR-1 | ||||
| ANZHR-2 | ||||
| Schweißen von hitzebeständigen Stählen mit hochlegierten hitzebeständigen Stählen. | ||||
| OZL-27 | ||||
| OZL-28 | ||||
| Schweißen von Kohlenstoffstählen mit legierten, auch mit schwer schweißbaren Stählen. | ||||
| OZL-6 | ||||
| OZL-6S | ||||
| Schweißen von Kohlenstoff- und niedriglegierten Stählen mit hochlegierten Stählen. | ||||
| NIAT-5 | ||||
| EA-395/9 | ||||
| Schweißen niedriglegierter und legierter Stähle mit hochlegierten Stählen. | ||||
| OZL-25B | ||||
| Schweißen unähnlicher Stähle: korrosionsbeständige, hitzebeständige, hitzebeständige und Nickelbasislegierungen. | ||||
| IMET-10 | ||||
| Schweißen unähnlicher hitzebeständiger Stähle und Legierungen. | ||||
| CT-28 | ||||
| Schweißen von Kohlenstoff-, niedriglegierten und Chromstählen mit Nickelbasislegierungen. | ||||
| NII-48G | ||||
| Schweißen von niedriglegierten Sonder- und Manganstählen mit hochlegierten Stählen | ||||
Wenn Sie den Inhalt dieser Site verwenden, müssen Sie aktive Links zu dieser Site setzen, die für Benutzer und Suchroboter sichtbar sind.




