Argon-Lichtbogenschweißen von Kupfer auf der Straße. Schweißen von Kupferrohren. Merkmale Schweißen von Kupferlegierungen.
Kupfer hat eine Reihe einzigartiger Eigenschaften, darunter höchste elektrische und thermische Leitfähigkeit, Duktilität und Korrosionsbeständigkeit. Die hohe Ästhetik des Metalls kommt zu den rein technischen Qualitäten hinzu, was zu seiner hohen Nachfrage als dekoratives Material beiträgt.
All dies liefert Kupfer breite anwendung in verschiedenen Bereichen. Das Löten und Schweißen von Kupfer ist ein Vorgang, dem früher oder später jeder Meister gegenübersteht, der gerne mit Metall arbeitet. Neben technisch reinem Kupfer sind die Legierungen weit verbreitet: Bronze und Messing.
Kupferschweißbarkeit und einige Merkmale
Die Schweißbarkeit von Kupfer hängt von seiner chemischen Reinheit ab: Je weniger schädliche Verunreinigungen - Schwefel, Phosphor, Blei usw. -, desto besser wird es geschweißt. Folgende Faktoren beeinflussen das Schweißen nachteilig:- Die Neigung von Kupfer zum Oxidieren. Die Verbindung mit Sauerstoff unter Bildung von feuerfesten Oxiden führt im Bereich der Wärmebehandlung zur Bildung von spröden Zonen und Rissen.
- Der hohe lineare Ausdehnungskoeffizient (1,5-fach größer als der von Stahl) verursacht eine stärkere Schrumpfung während der Erstarrung, was zu heißen Rissen führt.
- Die Tendenz des Metalls, im geschmolzenen Zustand Gase aus der Luft (hauptsächlich Sauerstoff und Wasserstoff) zu absorbieren, beeinträchtigt auch die Qualität schweißnaht. Insbesondere Wasserstoff zum Zeitpunkt der Kristallisation des Metalls verbindet sich mit dem Sauerstoff von Kupfer (I) -oxid und bildet Wasserdampf, wodurch sich Poren und Risse bilden.
- Der Ort des Kornwachstums führt zur Entstehung spröder Strukturen in der Wärmeeinflusszone.
- Ein großer Wärmeleitfähigkeitskoeffizient (7-fach höher als der von Stahl) erfordert eine Heizquelle mit hoher Leistungs- und Energiekonzentration in der Schmelzzone. Durch die schnelle Wärmeabfuhr verschlechtert sich die Nahtbildung und die Tendenz zum Auftreten von Defekten - Hinterschneidungen, Absacken usw. - nimmt zu.
- Die hohe Fließfähigkeit von Kupfer (2 bis 2,5-mal mehr als die von Stahl) erlaubt keine einseitige Stumpfschweißung mit Gewicht bei voller Durchdringung der Kanten und guter Schweißnahtbildung auf der Rückseite. Bei Stoßverbindungen kann eine Auskleidung auf der gegenüberliegenden Seite erforderlich sein, die dicht an dem zu schweißenden Metall ist. Die hohe Fließfähigkeit von Kupfer macht es auch schwierig, in der Vertikalen und insbesondere in der Überkopfposition zu schweißen.
- Bei Temperaturen über 200 ° C nimmt die Festigkeit von Kupfer bei gleichzeitiger Abnahme der Duktilität ab (im Gegensatz zu anderen Metallen wie Stahl, die eine Abnahme der Festigkeit bei haben erhöhte Temperatur verbunden mit erhöhter Plastizität). Im Temperaturbereich von 250–550 ° C, bei dem die Duktilität von Kupfer sein Minimum erreicht, können Risse auftreten. In dieser Hinsicht sollten harte Befestigungen vermieden werden. Es wird nicht empfohlen, die Nähte in zwei Durchgängen auszuführen, da der erste Durchgang bereits eine starre Befestigung bewirkt. Fäustlinge sollten durch verschiebbare Verschlüsse ersetzt werden.
Beim Schweißen von Messing kann Zink verdampfen (sein Siedepunkt liegt bei 907 ° C, dh unter dem Schmelzpunkt von Kupfer), was zur Bildung von Poren führt. Zinkpaare bilden zusammen mit Sauerstoff Zinkoxid, das wie die Paare selbst giftig ist und in Form einer dichten weißen Wolke freigesetzt wird. Aufgrund der Verdampfung und des Durchbrennens von Zink nimmt seine Konzentration in der Schweißlegierung ab. Metallvorwärmen und höhere Schweißgeschwindigkeiten reduzieren die Zinkverdampfung. Im Allgemeinen manuell lichtbogenschweißen Messing wird selten verwendet und erfordert ein kontinuierliches Absaugen von Gasen.
Desoxidiertes Kupfer (M-1p, M-2p, M-3r), bei dem der Sauerstoffgehalt 0,01% nicht übersteigt, wird am besten gekocht.
Um die Schwierigkeiten beim Schweißen zu überwinden, sorgt die Kupferschweißtechnologie für einen Schutz des Schweißbads gegen Gas oder Flussmittel. Desoxidatoren werden in die Zusammensetzung der Elektroden und des Fülldrahts eingebracht: Silizium, Aluminium, Mangan und andere.
Kupferschweißverfahren
In der Herstellung geschweißte Strukturen aus Kupfer werden verschiedene Schweißarten verwendet - ohne Schutzgas mit beschichteten Elektroden, mit Schutzgasen mit nicht verbrauchbaren und schmelzenden (Draht-) Elektroden, unter Flussmittel usw. Es werden am häufigsten zwei Arten eingesetzt: manuelles Lichtbogenschweißen mit metallbeschichteten Elektroden und Schweißen mit Wolframelektroden schutzgase. Wie andere NE-Metalle muss Kupfer vor dem Schweißen gründlich gereinigt werden. Zunächst müssen Sie mit Hilfe von Lappen, Aceton oder anderen Lösungsmitteln alle Verunreinigungen entfernen, die Lieferanten schädlicher Verunreinigungen sein können, insbesondere Blei und Schwefel. Sie können Schmiermittel und Kühlmittel, Fette, Öle und Farben enthalten.Dann komplett entfernt oxidfilm - eine Metallbürste oder ein Edelstahlgitter oder ein Schleifwerkzeug - Bearbeitung des Teils zum Glänzen.


Die Teilereinigung ist eine sehr wichtige Phase, die sich direkt auf die Qualität der Schweißnaht auswirkt. Ohne sie ist es unmöglich, eine starke und schöne Naht zu bekommen.
Bei einer Wandstärke von 5 mm erfolgt das Schweißen mit Vorwärmen des Bauteils auf 300-700 ° C. Besonders wichtig ist die Erwärmung massiver Teile, und je massiver der Teil ist, desto höher sollte die Erwärmung sein.
Kupferschweißen mit metallbeschichteten Elektroden (MMA-Modus)
Kupfer mit einer Dicke von mehr als 2 mm wird mit beschichteten Elektroden gekocht. Metall bis zu 4-5 mm kann ohne Schneidkanten geschweißt werden, bei einer größeren Dicke muss ein V- oder X-förmiger Schnitt mit einem Öffnungswinkel von 60-70 ° ausgeführt werden. Das Schweißen erfolgt durch Gleichstrom mit umgekehrter Polarität. Annäherungswerte des Durchmessers der Elektrode und schweißstrom abhängig von der Dicke des Kupfers sind in der nachstehenden Tabelle aufgeführt.| Kupferstärke, mm | Elektrodendurchmesser, mm | Kupferschweißstrom A |
| 2 | 2-3 | 100-120 |
| 3 | 3-4 | 120-160 |
| 4 | 4-5 | 160-200 |
| 5 | 5-6 | 240-300 |
| 6 | 5-7 | 260-340 |
| 7-8 | 6-7 | 380-400 |
| 9-10 | 6-8 | 400-420 |
Beim Schweißen von Blechen kann es erforderlich sein, den anfänglich eingestellten Strom zu reduzieren - aufgrund der Erwärmung des Bauteils und der daraus resultierenden Durchbrandgefahr.
Die Elektroden Komsomolets-100, ANTS / OZM-2, ANTS / OZM-3, ANTS / OZM-4, OZB-2M (für Bronzen) usw. sind zum Schweißen von Kupfer vorgesehen. Es wird empfohlen, die Elektroden vor dem Gebrauch zu zünden.
Bedeckte Elektroden zum Schweißen von Kupfer können nicht die gleiche Qualität der Schweißnaht bieten, was das Schweißen in Argon ermöglicht. Stärke geschweißte VerbindungBei ihrem Einsatz kommt es auf viele Faktoren an: die richtige Wahl der Elektrodenmarke, die Einhaltung der erforderlichen Technologie (gründliche Reinigung, Vorwärmung, optimale Stromart) und natürlich die Qualifikation des Schweißers.

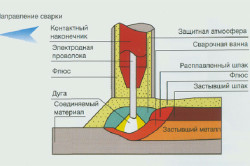
Kupferschweißen mit einer Wolframelektrode in Argon (DC / AC-TIG-Modus)
Aus Sicht des Ergebnisses ist diese Methode die beste. Die im WIG-Modus hergestellten Nähte zeichnen sich durch Langlebigkeit und Genauigkeit aus. Es wird geschweißt wolframelektrode auf Variable oder gleichstrom gerade Polarität. Die Größe des Schweißstroms wird in Abhängigkeit von der Dicke des zu schweißenden Metalls und dem Durchmesser der Elektrode ausgewählt.Argon, Helium, Stickstoff oder deren Gemisch werden als Schutzgase verwendet. Diese Gase zeichnen sich durch ihre technologischen Eigenschaften aus, die etwas überlegen und etwas unterlegen sind. Insbesondere Stickstoff erfordert im Vergleich zu Argon einen geringeren Schweißstrom, aber die bei seiner Verwendung hergestellten Nähte neigen zu einer gewissen Porenbildung. Darüber hinaus ist der Stickstoffverbrauch bei ceteris paribus höher als der Argonverbrauch. Daher wird letzteres unter Berücksichtigung seiner Universalität häufiger als andere Gase verwendet.
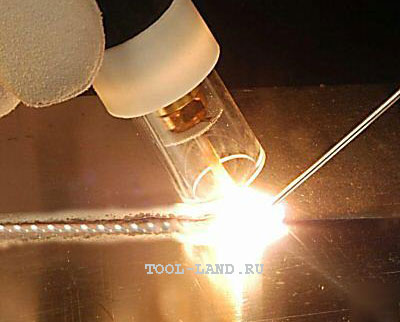
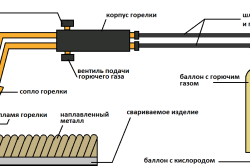
Als Füllmaterial werden Stäbe aus Kupfer (M1, M2, M3) oder Bronze (Br KMts3-1 usw.) verwendet. In der Praxis werden häufig Kupferleiter aus elektrischen Kabeln und Drähten verwendet. Es ist wünschenswert, dass der Schmelzpunkt des Additivs unter dem Schmelzpunkt des unedlen Metalls liegt. Zum besseren Schutz der Naht sollte die Stange vor dem Brenner und nicht dahinter geführt werden (siehe das zweite Foto). Kupferbleche mit einer Dicke von bis zu 4 mm können ohne Zusatzmaterial mit Bördeln verschweißt werden.

Um eine Verunreinigung der Wolframelektrode während des Lichtbogenbrennens zu vermeiden, kann diese auf einer Kohle- oder Graphitplatte angeregt und dann auf das Produkt übertragen werden.
Das Schweißen kann in der unteren und vertikalen Position der Naht durchgeführt werden.
![]()
Im Gegensatz zu Aluminium, das ohne Querbewegungen gebrüht wird, erfordert das Schweißen von Kupfer die Manipulation des Brenners, um eine Naht zu bilden und seine Verbindung mit den Wänden sicherzustellen. Das Metall muss durch kreisförmige oder Zick-Zack-Fackelbewegungen "auseinandergedrückt" werden.

Das Kraterbrauen muss durchgeführt werden, indem der Bogen verlängert wird, indem der Brenner schrittweise entfernt wird schweißvorrichtung hat keine spezielle Funktion "Kraterschweißen".
Halbautomatisches Kupferschweißen (MIG-Modus)
Kupfer kann auch im halbautomatischen MIG-Modus mit Gleichstrom mit umgekehrter Polarität unter Verwendung von Argon, Stickstoff oder Helium als Schutz geschweißt werden. Die Schweißtechnik unterscheidet sich in diesem Fall im Kern nicht vom Stahlschweißen.Wenn Sie den Inhalt dieser Site verwenden, müssen Sie aktive Links zu dieser Site setzen, die für Benutzer und Suchroboter sichtbar sind.
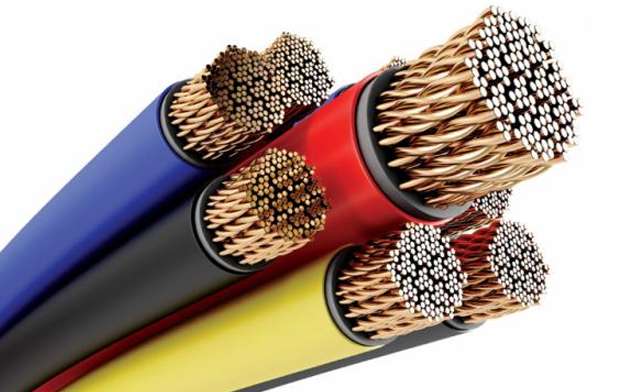
Kupfer-Argon-Schweißen ist die effektivste Verbindung für Kupferlegierungen.
Jeder Metallarbeiter muss sich mit dem Löten und Schweißen von Kupferprodukten befassen. Heute schauen wir uns an, wie man Kupfer mit Argon schweißt!
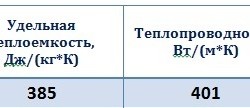
Kupfer und seine Legierung (Bronze und Nickel) Aufgrund der elektrischen und thermischen Leitfähigkeit wird die Korrosionsbeständigkeit in vielen Branchen eingesetzt. Der Schmelzpunkt des Materials beträgt 1083 ° C. Die Wärmeleitfähigkeit von reinem Kupfer ist zweimal so groß wie bei Aluminium, daher ist beim Schweißen mit Argon eine gute Erwärmung des Metalls erforderlich.
Die Wärmeleitfähigkeit der Kupferlegierung ist jedoch bereits geringer, so dass keine verstärkte Erwärmung erforderlich ist.
Kupfer und Legierungen werden in verschiedene Qualitäten eingeteilt. Um eine qualitativ hochwertige Schweißverbindung zu erhalten, ist es besser, desoxidiertes oder sauerstofffreies Kupfer zu verwenden, da sich dort wenig Sauerstoff befindet.
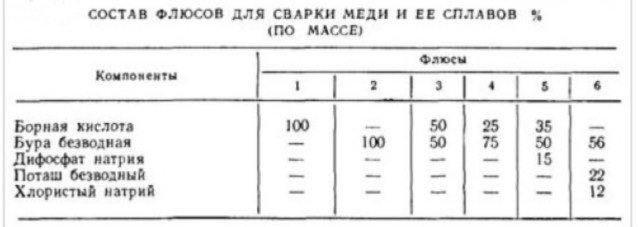
Die wichtigsten Schweißzusammensetzungen für das Kupferschweißen mit Argon sind in der Tabelle dargestellt.
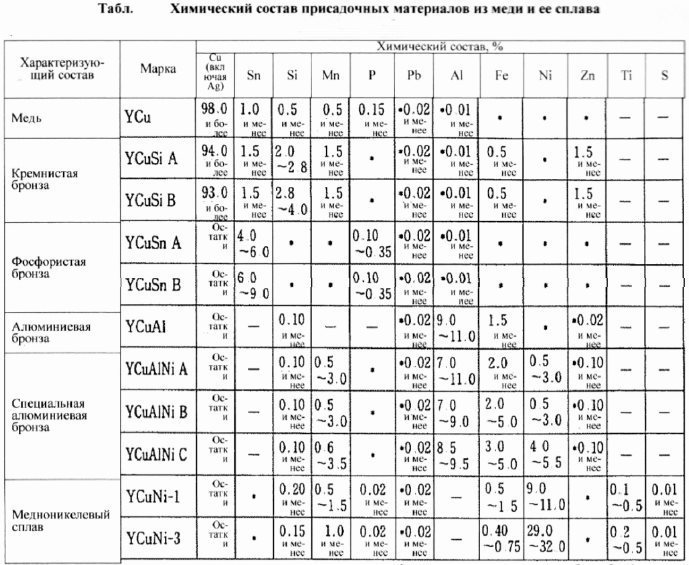
In der Praxis werden jedoch häufig ähnliche Metalle in der Zusammensetzung verwendet (die in der Heimwerkstatt zu finden sind).
Zum besseren Schmelzen und Schmelzen von Metall werden auch Stäbe mit einer dünnen Beschichtung der Flussmittelschicht verwendet.
Materialvorbereitung (Reinigung)
Das Kupferschweißen mit Argon kann nicht ohne gründliche Reinigung des Materials durchgeführt werden. Jedes Schleifwerkzeug wird mitgenommen und die geschweißte Stelle wird auf Glanz getrimmt. Dann wird das Material mit einem beliebigen Lösungsmittel entfettet.

Die Materialaufbereitung ist ein wichtiger Vorgang.
Bei der Reinigung von Kupferprodukten verantwortungsbewusst vorgehen - dies wirkt sich auf die Verbindungsqualität aus.
Um Defekte (Nichtschmelzen, Schlackeneinschlüsse) zu vermeiden, das Material auf eine Temperatur von 350 bis 600 ° C vorwärmen Die Temperaturdifferenz ist abhängig von Grundwerkstoff, Füller und Nut. Durch Erfahrung bestimmt.
Video: Wie man einen Riss an einem Kupfergaskühler zum Schweißen vorbereitet.
Argon-Schweißen (WIG-Modus)
Diese Technologie ist auf die Sicherheit der Schweißer am besten, die Nähte sind ordentlich und langlebig. Das Kupferschweißen mit Argon wird mit einer DC-Wolframelektrode durchgeführt. Und bei einer Aluminiumbronzelegierung ist es besser, einen Wechselstrom anzuschließen.
Die aktuellen Einstellungen des Geräts werden abhängig von der Dicke des Produkts und dem Durchmesser der Elektrode ausgewählt. Tabelle zur Hilfe:
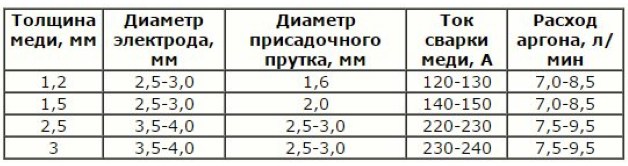
Neben Argon können Sie Stickstoff, Helium und deren Gemische in der Zusammensetzung der Schutzgase verwenden. Alle aufgeführten Gase haben ihre Vor- und Nachteile. Beim Schweißen ist Argon jedoch noch gefragt.
Füllstäbe werden nach der Zusammensetzung des Materials ausgewählt. Aber normalerweise in der Heimwerkstatt anwenden kupferdrähte aus elektrischen Kabeln oder Transformatoren entnommen werden. Zuvor wird der Kupferkern mit Sandpapier vom Lack gereinigt und mit einem Lösungsmittel entfettet.
Es ist gut, wenn der extrahierte Zusatzdraht einen niedrigeren Schmelzpunkt hat als das zum Schweißen vorbereitete Produkt.
Einige Tipps von erfahrenen Schweißern:
- bewahren Sie den Zusatzstoff immer vor dem Brenner auf.
- argonschweißen für dickes Kupfer kann ohne Zusatzdraht durchgeführt werden;
- der Brenner wird im Zickzack empfohlen, um eine bessere Haftung des Metalls zu gewährleisten.
- dünnes Material, um Durchbrüche zu vermeiden, ist es notwendig, mit kurzen Nähten mit Unterbrechungen zu garen;
- wenn das Gerät ohne Kraterschweißfunktion ist, sollte der Brenner allmählich entfernt werden (Verlängerung des Lichtbogens).
- argon-Schweißen wird in der vertikalen und horizontalen Position der Naht durchgeführt.
Video: Heizung und Kupferverbindung.
Kupferrohrschweißen
Wenn Argon-Kupferrohre angeschlossen sind, ist der Strom niedrig eingestellt. Das Schweißen ist langsam, separate Nahtstücke mit einer Überlappung von mindestens 1/3. Der Schweißdraht wird durch die seitlichen Bewegungen des Brenners gedrückt. Das Prinzip ist einfach.
Schweißen von Kupfer mit Argon. Das Video am Ende des vorgeschlagenen Artikels ist ausführliche Anweisungen um mit zu arbeiten argon-Lichtbogenschweißen. Ein solches Schweißen gewährleistet die Bildung einer qualitativ hochwertigen und zuverlässigen Naht. Die Menge der verschiedenen Verunreinigungen, die in dem zu schweißenden Material enthalten sind, dh Kupfer, bestimmt die direkte Verbindungsmethode der Struktur. Zum Schweißen von reinem Kupfer werden beispielsweise Schweißdraht und Wolframelektroden verwendet. Die Argon-Schutzumgebung ermöglicht es, die Bogenentladung zu reduzieren, was für dünne Strukturen äußerst wichtig ist.
Wie Kupfer mit Argon geschweißt wird - die Grundregeln.
Das Arc-Argon-Schweißen wird häufig zur Herstellung von geschweißten Kupferstrukturen verwendet. Um eine qualitativ hochwertige Schweißnaht zu erhalten, ist es ratsam, Schutzgase zu verwenden, einschließlich der besten Eigenschaften von hochwertigem Argon oder einer Mischung aus Helium und Argon (letztere beträgt mindestens 50 bis 75 Prozent). Zu Hause wird Kupfer häufig mit einer Wolframelektrode geschweißt. In der Rolle eines Additivs ist ein gut geformter, enger Abstandshalter oder eine Stoßverbindung aus Draht hervorragend. Das Argon-Kupferschweißen mit der nicht verbrauchbaren Wolframelektrode zeichnet sich durch eine hervorragende Lichtbogenstabilität aus. Diese Art des Schweißens wird beim Verbinden dünner Elemente (bis zu vier Millimeter) oder an schwer zugänglichen Stellen verwendet.
Bis zu sechs Millimeter dicke Kupferteile können ohne Schneiden geschweißt werden. Wenn die Dicke des Kupferblocks zwei bis drei Millimeter beträgt, muss das Grundmetall nicht erhitzt werden. Die Technik des Argon-Schweißens von Kupfer, dessen Dicke mehr als vier Millimeter beträgt, muss auf 400 ° C erhitzt werden. Die Technologie des Schweißens von Nichteisenmetallen (auch Kupfer) ermöglicht den Einsatz von Verschleißelektroden.
Wie Kupfer zu Hause geschweißt wird - das Prinzip des Schweißens.
Normalerweise müssen zu Hause Kupferbauteile geschweißt werden, wenn Wasserleitungen oder Heizsysteme installiert werden. Kupfer ist ein hervorragendes Material für Wasserleitungen, da das Material eine ebene, glatte Oberfläche hat, nicht anfällig für Korrosion ist, einen ausreichenden Wasserfluss bietet, keine schädlichen Substanzen enthält, nicht mit verschiedenen Sedimenten überwächst und auch hervorragende bakterizide Eigenschaften aufweist. Kupferrohre können mehr als fünfzig Jahre halten. Jedoch Technologie kupferschweißen ist ein äußerst schwieriger Prozess.
Schweißen von Kupfer zu Hause Gasverfahren.
Wenn Sie alles einhalten, ist Kupfer perfekt mit verschweißt gasflaschengefüllt mit Acetylen. Nach dem ordnungsgemäßen Schweißen und Schmieden einer Naht erhält man eine qualitativ hochwertige Verbindung. Die Endfestigkeit der Schweißnaht beträgt 17-22 kgf pro Quadratmeter. Da Kupfer eine ziemlich hohe Wärmeleitfähigkeit besitzt (fünfmal die Wärmeleitfähigkeit von Eisen), muss zum Schweißen eine Hochleistungsflamme verwendet werden. Zu dicke Einheiten sollten mit zwei Brennern gekocht werden.
Um die untere und obere Wärmeabfuhr zu reduzieren, ist es wünschenswert, das zu verschweißende Material mit Asbestplatten zu verlegen. Beim häuslichen Kupferschweißen wird die Verwendung einer reduzierenden Flamme empfohlen, da der Kern zu den Metallkanten hin ausgerichtet ist, die eigentlich rechtwinklig sind. Um die Bildung von Kupferoxid zu reduzieren und die Bildung heißer Risse zu verhindern, ist es erforderlich, das Schweißen möglichst schnell und ohne Unterbrechungen durchzuführen. Vergessen Sie nicht, den Erhalt der Flamme während der Arbeit zu überwachen.
Die Wärmeverteilung beim Schweißen ist notwendig, damit der Draht die ersten Kupferkanten schmilzt. Dieses Füllmaterial wird auf die Schmelzkanten gerichtet. Die Kantenfase auf Blechen mit einer Dicke von mehr als drei Millimetern sollte bei 45 Grad hergestellt werden. Unmittelbar vor dem Schweißen sollten die Kanten glänzend abgestreift oder mit einer Stickstofflösung geätzt und mit Wasser gespült werden.
"Aurora 180" - halbautomatischer Wechselrichter. Schweißen von Aluminium-Kupfer mit diesem Gerät.
Das Gerät "Aurora 180" ist für Bogen, mechanisiertes Schweißen mittels einer elektrischen Schmelzelektrode (oder Draht) in einer aktiven oder inerten Schutzgasumgebung. In diese wird Fülldraht automatisch eingezogen. Das halbautomatische Gerät wurde mit modernster Invertertechnologie hergestellt. Diese Schweißmaschine zeichnet sich durch einen zuverlässigen, stabilen und äußerst effizienten Betrieb aus und erzeugt beim Schweißen einen niedrigen Geräuschpegel. Übernehmen "Aurora 180" kann zum Schweißen verwendet werden:
- edelstahl und Kohlenstoffstähle
- alle Arten von Stahllegierungen
- aluminium und Kupfer
- Merkmale des Kupferschweißens
- Gasschweißen von Kupferprodukten
- Argon-Lichtbogenschweißen von Kupfer
- Manuelles Schweißen von Kupferprodukten
Kupfer und seine Legierungen (Messing, Bronze usw.) werden in verschiedenen Industrien (insbesondere in der Elektrotechnik und bei der Herstellung von Rohren) als Konstruktionsmaterial eingesetzt.

Kupfer ist in der Industrie weit verbreitet, da es ein guter Wärme- und Stromleiter ist.
Kupfer leitet Elektrizität und Wärme gut, widersteht Korrosion perfekt, weist eine hohe Plastizität und Ästhetik auf. Wer oft mit Metallen arbeiten muss, sollte wissen, wie man Kupfer kocht.
Merkmale des Kupferschweißens
Die Verarbeitung von Kupferprodukten hängt weitgehend von der Anwesenheit verschiedener Verunreinigungen (Blei, Schwefel usw.) in seiner Zusammensetzung ab. Je geringer der Prozentsatz solcher Verunreinigungen im Metall ist, desto besser schweißt er. Bei der Arbeit mit Kupfer müssen folgende Eigenschaften berücksichtigt werden:
- Erhöhte Oxidationsfähigkeit. Bei der Wärmebehandlung dieses Metalls mit Sauerstoff in der Nähe der Schweißnaht treten Risse und spröde Zonen auf.
- Die Aufnahme von Gasen im geschmolzenen Zustand von Kupfer führt zur Bildung von schlechter Schweißnaht. Beispielsweise bildet Wasserstoff in Kombination mit Sauerstoff während der Kristallisation des Metalls Wasserdampf, wodurch Risse und Poren in der Wärmebehandlungszone auftreten, wodurch die Zuverlässigkeit der Schweißnaht verringert wird.
- Hohe Wärmeleitfähigkeit Diese Eigenschaft von Kupfer führt dazu, dass das Schweißen unter Verwendung einer Hochleistungsheizquelle und mit einer hohen Konzentration an Wärmeenergie im Schweißbereich durchgeführt werden muss. Aufgrund des schnellen Wärmeverlusts nimmt die Qualität der Schweißnahtbildung ab und die Möglichkeit der Bildung von Durchhängen, Hinterschneidungen usw. steigt.
- Der große lineare Ausdehnungskoeffizient verursacht eine erhebliche Schrumpfung des Metalls während der Verfestigung, wodurch sich heiße Risse bilden können.
- Mit steigender Temperatur über 190 ° C sinkt die Festigkeit und Duktilität von Kupfer. Bei anderen Metallen tritt mit zunehmender Temperatur eine Abnahme der Festigkeit bei gleichzeitiger Erhöhung der Duktilität auf. Bei Temperaturen von 240 bis 540 ° C erreicht die Duktilität des Kupfers den niedrigsten Wert, so dass sich an seiner Oberfläche Risse bilden können.
- Aufgrund der hohen Fließfähigkeit ist es unmöglich, einseitig hochwertiges einseitiges Schweißen durchzuführen. Dazu müssen Sie auf der Rückseite zusätzlich Dichtungen verwenden.
Zurück zum Inhaltsverzeichnis
Einfluss von Verunreinigungen auf die Schweißbarkeit von Kupfer
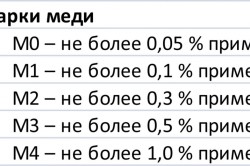
Verunreinigungen in Kupfer haben unterschiedliche Auswirkungen auf die Schweißbarkeit und Leistung. Einige Substanzen können den Schweißprozess erleichtern und die Qualität der Schweißnaht verbessern, andere reduzieren. Für die Herstellung verschiedener Kupferprodukte sind die Kupferblechsorten M1, M2, M3 am beliebtesten, die in einer bestimmten Menge Schwefel, Blei, Sauerstoff usw. enthalten.
O 2 hat den größten negativen Einfluss auf den Schweißprozess: Je größer, desto schwieriger wird es, eine qualitativ hochwertige Schweißnaht zu erzielen. In den Kupferblechen M2 und M3 ist eine O 2 -Konzentration von nicht mehr als 0,1% zulässig.
Eine geringe Bleikonzentration bei normaler Temperatur beeinträchtigt die Eigenschaften des Metalls nicht. Mit steigender Temperatur führt die Anwesenheit von Blei in derselben Menge zu einer roten Versprödung.
Wismut (Bi) ist im festen Metall praktisch unlöslich. Es bedeckt Kupferkörner mit einer spröden Schale, wodurch die Schweißnaht sowohl im heißen als auch im kalten Zustand brüchig wird. Daher sollte der Wismutgehalt nicht mehr als 0,003% betragen.
Die schädlichste Verunreinigung nach Sauerstoff ist Schwefel, da er ein Sulfid bildet, das sich an den Korngrenzen befindet und die Leistungseigenschaften des Kupfers erheblich verringert und zu einer Rotfärbung führt. Während der Wärmebehandlung von Kupfer mit einer hohen Schwefelkonzentration geht es in eine chemische Reaktion über, die zum Auftreten von Schwefelgas führt, das beim Abkühlen die Naht porös macht.
Phosphor gilt als eines der besten Desoxidationsmittel. Sein Gehalt im Kupferbarren verringert nicht nur die Festigkeitseigenschaften der Naht, sondern verbessert sie auch. Darüber hinaus sollte sein Gehalt 0,1% nicht überschreiten, da Kupfer sonst spröde wird. Dies sollte bei der Auswahl eines Füllmaterials berücksichtigt werden. Phosphor verringert auch die Fähigkeit von Kupfer, Gase zu absorbieren, und erhöht dessen Fließfähigkeit, wodurch die Geschwindigkeit der zu schweißenden Arbeit erhöht werden kann.
Zurück zum Inhaltsverzeichnis
Kupfer kann auf verschiedene Arten geschweißt werden. Die bekanntesten sind:
- gasschweißen;
- automatischer Fluss;
- argonbogen;
- manuelles Schweißen.
Unabhängig von der gewählten Methode müssen die zu schweißenden Oberflächen vor Beginn der Arbeit ordnungsgemäß vorbereitet werden. Vor dem Schweißen von Kupfer, Bronze, Messing und anderen Legierungen müssen die Schweißkanten und der Zusatzdraht von Schmutz und Oxidation zu einem metallischen Glanz gereinigt und anschließend entfettet werden. Kanten werden mit Bürsten für Metall oder Schleifpapier gebürstet. In diesem Fall wird die Verwendung von grobem Sandpapier nicht empfohlen.
Das Ätzen von Kanten und Draht kann in saurer Lösung erfolgen:
- schwefelsäure - 100 cm 3 pro 1 Liter Wasser;
- stickstoff - 75 cm 3 pro 1 Liter Wasser;
- salz - 1 cm 3 bis 1 Liter Wasser.
Nach dem Ätzvorgang werden die Rohlinge in Wasser und Lauge gewaschen und anschließend mit heißer Luft getrocknet. Wenn die Dicke des Werkstücks größer als 1 cm ist, muss es zuerst mit einer Gasflamme, einem Lichtbogen oder einer anderen Methode erhitzt werden. Die Schweißverbindungen sind mit Reißnägeln verbunden. Der Abstand zwischen den verbundenen Elementen muss im gesamten Abschnitt gleich sein.
Zurück zum Inhaltsverzeichnis
Gasschweißen von Kupferprodukten
Mit Hilfe des Kupferschweißens gasschweißen und unter Beachtung der Technologie der Arbeitsleistung ist es möglich, eine qualitative Naht mit guten Betriebseigenschaften zu erhalten. In diesem Fall beträgt die maximale Festigkeit der Verbindung etwa 22 kgf / mm 2.
Aufgrund der Tatsache, dass Kupfer eine hohe Wärmeleitfähigkeit aufweist, muss für das Schweißen der folgende Gasdurchfluss verwendet werden:
- 150 l / h bei einer Dicke von nicht mehr als 10 mm;
- 200 l / h bei einer Dicke von mehr als 10 mm.
Um die Bildung von Kupferoxid zu reduzieren und das Produkt vor dem Auftreten von heißen Rissen zu schützen, sollte das Schweißen so schnell wie möglich und ohne Unterbrechungen erfolgen. Als Zusatz wird Draht aus elektrischem Kupfer oder Kupfer mit einem Siliziumgehalt (nicht mehr als 0,3%) und Phosphor (nicht mehr als 0,2%) verwendet. Der Durchmesser des Drahtes sollte etwa 0,6 Dicke der geschweißten Bleche betragen. Gleichzeitig ist der maximal zulässige Durchmesser 8 mm.
Beim Schweißen muss die Wärme so verteilt werden, dass das Füllmaterial etwas früher schmilzt als das Werkstück.
Flussmittel werden verwendet, um das Metall zu desoxidieren und es von Schlacke zu reinigen, die in das Schweißbad eingeführt wird. Sie bearbeiten auch die Enden des Drahtes und die Kanten der zu verschweißenden Platten auf beiden Seiten. Um die Körner des Schweißgutes zu schleifen und die Festigkeit der Schweißnaht nach Beendigung der Arbeit zu erhöhen, wird sie geschmiedet. Wenn die Dicke des Werkstücks nicht mehr als 5 mm beträgt, erfolgt das Schmieden im kalten Zustand und bei einer Dicke von mehr als 5 mm - bei einer Temperatur von etwa 250 ° C. Nach dem Schmieden werden die Nähte bei einer Temperatur von 520 bis 540 ° C unter rascher Abkühlung mit Wasser geglüht.
Zurück zum Inhaltsverzeichnis
Automatisches Unterpulverschweißen
Dieses Schweißverfahren wird von einer herkömmlichen Schweißmaschine bei einem Gleichstrom mit umgekehrter Polarität durchgeführt. Wenn keramisches Flussmittel verwendet wird, können Sie mit Wechselstrom arbeiten. Um Kupfer mit einer Dicke von nicht mehr als 1 cm zu schweißen, können gewöhnliche Flussmittel verwendet werden. Wenn die Dicke mehr als 1 cm beträgt, sollten trockene Granulierungsflüssigkeiten verwendet werden.
In den meisten Fällen wird die gesamte Arbeit in einem Durchgang mit Kupferdraht ausgeführt. Wenn die Naht keine hohen thermophysikalischen Indikatoren aufweisen sollte, werden Bronze und Kupfer zur Erhöhung der Festigkeit mit Bronzeelektroden kombiniert. Damit sich das geschmolzene Metall nicht ausbreitet und eine Naht auf der Rückseite des Werkstücks entsteht, werden Flusskissen und Graphitauskleidungen verwendet.
Das Schweißen von Messing erfolgt unter niedriger Spannung, da die Wahrscheinlichkeit der Zinkverdampfung mit abnehmender Lichtbogenkraft abnimmt. Das Bronzeschweißen erfolgt durch Gleichstrom mit umgekehrter Polarität. Die Höhe des Flussmittels wird durch das Flussmittel großer Körnung (bis zu 3 mm) begrenzt oder verwendet.
Beim Schweißen von Kupfer ist es wichtig zu wissen, dass dieses Metall einzigartige Eigenschaften besitzt. Nämlich: ausgezeichnete Duktilität, hohe Wärmeleitfähigkeit und elektrische Leitfähigkeit, höchste Korrosionsbeständigkeit. Plus tolle ästhetische Qualitäten. Daher wird Kupfer heute in verschiedenen Bereichen eingesetzt. Und da sich alle oft mit ihr treffen müssen, ist die Wahrscheinlichkeit groß, dass sich ein großer Kreis von Menschen für das Schweißen dieses Metalls interessieren wird. Daher ist die Frage, ob Kupfer zu Hause geschweißt werden kann, für viele von heute von Interesse.
Es ist zu beachten, dass das Kupfer umso besser geschweißt wird, je reiner das Kupfer ist. Darüber hinaus beeinflussen die folgenden Faktoren auch die Qualität des Prozesses.
- Wie bei vielen Nichteisenmetallen beginnt Kupfer mit Sauerstoff zu oxidieren, wenn es mit Sauerstoff in Kontakt kommt. Oxid ist ein dünner hitzebeständiger Film, der das Verschweißen von Kupferrohlingen verhindert. Daher wird in der Vorbereitungsphase der Oxidfilm notwendigerweise auf verschiedene Weise entfernt.
- Kupfer hat einen sehr großen Längenausdehnungskoeffizienten. Es ist anderthalbmal größer als Stahl. Beim Abkühlen tritt daher ein starker Schrumpf auf. Dieser Faktor wirkt sich negativ auf die Qualität der Naht aus, in der beim Schrumpfen Risse auftreten.
- Kupfer nimmt im erwärmten Zustand Wasserstoff und Sauerstoff auf. Das erste Innere des Metalls bildet nach dem Abkühlen Poren. Das zweite Oxid auf der Oberfläche.
- Bei starker Erwärmung und Abkühlung ändert sich die Metallstruktur. Aus feinkörnigem wird es grobkörnig. Und dies ist eine Erhöhung der Sprödigkeit in der Schweißzone.
- Der Wärmeleitfähigkeitskoeffizient von Kupfer ist siebenmal höher als der von Stahl. Das heißt, wenn es erhitzt wird, schmilzt das Metall schnell, wenn die Temperatur abnimmt, wird es schnell fest. Der abrupte Übergang von einer Stufe zur anderen verursacht die Bildung von Defekten im Inneren.
- Kupferfluss Diese Zahl ist 2,5-mal mehr als bei Stahl. Bei hoher Hitze, die manchmal zum Schweißen dicker Werkstücke erforderlich ist, ist ein vollständiges Aufschmelzen auf einer Seite nahezu unmöglich. Daher wird das Schweißen von Kupfer und seinen Legierungen in Zweiwegetechnologie durchgeführt. Wenn auf einer Seite die Schweißnaht vollständig geschweißt ist, bildet sich schließlich eine Schweißnaht auf der Rückseite. Übrigens ist es die Fließfähigkeit von Kupfer, die das Schweißen in aufrechter Position und an der Decke erschwert.
- Bevor Kupfer gekocht wird, muss man verstehen, dass die Festigkeit und Verformbarkeit des Materials mit zunehmender Temperatur abnimmt. Bis + 200 ° C sind diese Zahlen noch normal, jedoch nimmt ihr Wert stark ab. Wenn sie beispielsweise im Bereich von 500 bis 550 ° C erhitzt wird, fällt die Plastizität fast auf null. Daher ist die Eintrittswahrscheinlichkeit im Inneren schweißnaht Risse Bei einem hohen Stromwert sollten Sie den Spalt zwischen den geschweißten Rohlingen nicht zweischichtig ausfüllen, auch wenn die Teile eine größere Dicke haben. Wir müssen versuchen, alles auf einmal zu erledigen.
Wie oben erwähnt, ist der einfachste Weg, reines Kupfer ohne Verunreinigungen zu schweißen oder zu desoxidieren, wobei der Sauerstoffanteil nur 0,01% beträgt. Da solches Kupfer selten ist, werden seine Legierungen hauptsächlich in der Industrie verwendet. Es wird empfohlen, das Schweißen in Schutzgasen oder Flussmitteln mit Füllstoffen durchzuführen, zu denen Desoxidationsmittel gehören. Nämlich: Silizium, Mangan, Aluminium und andere Zusätze. Übrigens kann auch ein Kupferschweißen mit Elektroden (geschmolzen) durchgeführt werden. Das einzige ist, dass die oben erwähnten Desoxidationsmittel in der Stange enthalten sind.
Lichtbogenschweißen von Kupferlegierungen
Im Allgemeinen wird das Lichtbogenschweißen von Kupfer häufig vor allem zu Hause verwendet. Die Angemessenheit der Anwendung hängt von der Geschwindigkeit des Prozesses ab. In diesem Fall kann das Kupferschweißen mit einem halbautomatischen oder automatischen Gerät verwendet werden.
Die Kupferschweißtechnologie ist wie folgt.
- Die Kanten der verbundenen Werkstücke werden von Verunreinigungen gereinigt, für die Lösungsmittel verwendet werden.
- Dann wird der Oxidfilm mit Eisenbürsten, Schleifpapier oder anderen Schleifwerkzeugen abgeschabt.
- Als nächstes folgt der Schweißvorgang durch die Elektrode.
Da jedoch die Dicke von Kupferteilen in weiten Grenzen variieren kann, unterscheidet sich der Schweißmodus selbst. Um beispielsweise Werkstücke mit einer Dicke von 6 bis 12 mm zu verbinden, müssen die Kanten so geschnitten werden, dass ein V-förmiger Spalt entsteht. Der Winkel zwischen den Kanten sollte im Bereich von 60-70 ° liegen. Wenn beidseitig geschweißt wird, kann der Winkel auf 50 ° reduziert werden. Der Spalt zwischen den Teilen entsteht durch Verschieben der Werkstücke, so dass zwischen ihnen ein Spalt von 2,5% der Länge der Schweißnaht entsteht.
Wenn die Teile nicht auseinander bewegt werden, müssen sie angeheftet werden. Das Heften erfolgt mit einer unvollständigen Nahtdurchdringung von 30 mm alle 300 mm. Gleichzeitig sollte ein Spalt von 2-4 mm vorhanden sein. Während des Kupferschweißens mit einem Inverter, der den Anschlag erreicht, muss er entfernt und mit einem Schlaginstrument niedergeschlagen werden. Denn das doppelte Eindringen von Kupfer führt zu einer Veränderung der Struktur und des Auftretens von Fehlern in der Schweißnaht.
Wenn das zu schweißende Metall eine Dicke von mehr als 12 mm hat, ist es besser, eine X-förmige Nut und somit ein doppelseitiges Schweißen zu verwenden. Wenn es aus irgendeinem Grund unmöglich ist, diesen Schnitt zu verwenden, können Sie einen V-förmigen verwenden. Es ist wahr, es ist notwendig, die Lücke vollständig zu füllen, was mehr Elektroden und Zeit benötigt.
- Stoßfugen sind besser auf den Auskleidungen zu garen, was die Temperatur in der Schweißzone senkt und verhindert, dass das Metall durch den Spalt fließt. Hier können Sie Futter, Stahl, Kupfer, Graphit und andere verwenden. Futterbreite 40-50 mm.
- Vor dem Schweißen von Kupfer mit einer Elektrode müssen die Kanten auf 300-400 ° C erhitzt werden.
- Der Stab der Elektroden, die zum Schweißen von Kupferlegierungen verwendet werden, sollte aus Kupfer oder Bronze mit Legierungszusätzen (Silizium, Mangan usw.) bestehen.
Manuelles WIG-Schweißen
Das Kupfer-Argon-Schweißen ist eine weitere Option zum Verbinden von Kupferrohlingen. Zu diesem Zweck werden Gleichstrom mit direkter Polarität, nicht verbrauchbare Wolfram-Elektrode und Füllmaterial aus Kupfer, Bronze oder Kupfer-Nickel-Legierung der Marke MNZHKT verwendet.
Vor Arbeitsbeginn werden die Fugenränder auf 800 ° C erhitzt. Schweißnaht führt von rechts nach links den Füllstab vor dem Brenner. Der Bogen ist kurz.
Schweißen mit Kohlenstoff- und Graphitelektroden
Diese Art des Schweißens von Kupferlegierungen wird selten verwendet. Beim Fügen von Werkstücken mit einer Dicke von bis zu 15 mm werden Kohleelektroden verwendet, wobei Graphit-Elektroden größer sind als ein vorgegebener Wert. Schweißmodus:
- Der Strom ist konstant.
- Die Polarität ist gerade.
- Der Füllstab taucht nicht in das Schweißbad ein. Abstand 5-6 mm.
- Der Prozess wird in einem Schutzfluss durchgeführt. Es wird auf den Füllstab aufgetragen, der in flüssiges Glas eingetaucht ist.
- Spiel - 0,5 mm.
- Es wird eine Asbest- oder Graphitauskleidung verwendet.
- Kupfer mit einer Dicke von bis zu 5 mm wird ohne Vorwärmen gekocht.
- Das Schweißen muss in einem Durchgang erfolgen.
Kupfer- und Aluminiumschweißen
Diese zwei Metalle können auf zwei Arten geschweißt werden: widerstandsschweißen und Schlossverbindung. Im ersten Fall muss berücksichtigt werden, dass Aluminiumwerkstoff einen niedrigeren Schmelzpunkt als Kupfer aufweist. Daher ist es beim Andocken erforderlich, einen Aluminiumbarren mit längerer Länge zu verwenden, um das Schmelzen zu korrigieren.
Beim Schweißen wird empfohlen, die Schweißzone mit Stickstoff auszublasen. Die Luft geht nicht hierher, sie bildet sofort einen Oxidfilm. Wenn Kupfer- und Aluminiumrohre geschweißt werden, müssen sie an der Stange getragen werden, wobei sie an einer Stelle stoßen.
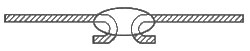
Die Verriegelungsverbindung besteht, wenn ein flaches Kupferstück auf einer Aluminiumplatte liegt. Dies geschieht durch Schweißen des Kupferblocks entlang des Umfangs. Die Breite der Naht sollte der Dicke der Kupferauskleidung entsprechen. Der Prozess wird mit Graphiteinsätzen durchgeführt, die die Verbindungsnaht bilden.
Kupfer-Stahl-Schweißen
Das Kochen von Kupfer mit Stahl ist schwierig, aber möglich. Zu diesem Zweck werden dieselben Verfahren wie beim Schweißen von zwei Stahlbarren verwendet. Das einzige, was Sie beachten müssen, ist der unterschiedliche Schmelzpunkt von Metallen. Daher ist es beim Umformen der Kanten erforderlich, die Stahlkante während des Schweißvorgangs länger (3,5-fach) und dünner zu gestalten dünnes Metall begann schneller zu schmelzen.
Wenn mit Kohlenstoffelektroden geschweißt wird, wird der Prozess mit einem Gleichstrom von direkter Polarität durchgeführt. Die Bogenlänge beträgt 14 bis 20 mm, die Spannung beträgt 40 bis 55 Volt und die Stromstärke beträgt 300 bis 550 Ampere. Das Schweißen erfolgt in einem Schutzfluss, der genau dieselbe Zusammensetzung hat wie beim Schweißen von Kupferlegierungen. Das Flussmittel selbst wird in die Lücke zwischen den Rohlingen gefüllt.
Manchmal gibt es Situationen, in denen ein Kupferbolzen mit einem Stahlteil verschweißt werden muss. Dafür müssen Sie sich bewerben umgekehrte PolaritätDer Prozess selbst wird unter Fluss durchgeführt, ohne dass die Kanten vorgewärmt werden. Stahlbolzen sind schlecht mit Kupferteilen verschweißt, daher wird ein Kupferring auf die Bolzen gesetzt, der mit dem Kupferbarren verschweißt wird.
Dies sind die Methoden zum Schweißen von Kupferlegierungen und Barren, die heute in der Industrie und in Heimwerkstätten eingesetzt werden. Schauen Sie sich das Video auf dieser Seite der Website an.




