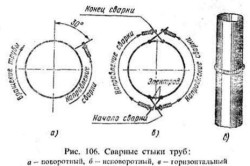
Основи на заваряване. Полярност и стойност на заваръчния ток. Стъпка по стъпка инструкции за изпълнение на работи.
Готвя много напоследък и се оказа, че го харесвам сам.
В резултат на това реших да събера всички онези въпроси, по които се натъкнах, и не можах да намеря отговори в интернет, а отговорите ми в една колекция. За да улесни живота на тези, които също започват от нула. В същото време и говорете чрез мислите си, за да ги рационализирате. Разбира се, не се преструвам на истината. Следното е за ръчно електродъгово заваряване. И за манекени. Основната задача на този опус е бърз старт за начинаещ. Моля, не изхвърляйте много. Аз не съм истински заварчик.
Така че тогава
1. За да започнете да готвите се нуждаете от електроди и източник заваръчен ток.
Източници на заваръчен ток са трансформатор (голям тежък трансформатор) и инвертор (малка кутия с дръжка отгоре). Трансформаторът беше преди, но очевидно скоро те няма да умрат. Трансформаторният източник на ток е различен, тъй като е много тежък, надежден и издръжлив, но в същото време източва електрическата мрежа много, което в ежедневието води до големи проблеми. Вие се карате със съседите си или по-лошо, изгаряйте кабелите или електрическото оборудване. Имате ли нужда от това? Не е нужно.
Инверторни източници Токът не изтощава толкова много мрежата и има много удобства, които са важни за начинаещи. В случай на залепване на електрод, заваръчният трансформатор пропада захранващата мрежа, което може да доведе до големи проблеми, докато инверторът просто изключва заваръчния ток. В началния момент на заваряване, когато дъгата просто се запалва, на трансформатора заваръчен източник има токов удар, който води до възходящ ток в захранващата мрежа и изгаряне на съседно оборудване, инверторът има кондензатори за запаметяване и запалва енергията на дъгата, съхранявана в тези кондензатори, без пренапрежение в захранващата мрежа.
Източниците на инверторите се различават по максималния изходен ток и периода на натоварване.
Изходният източник на ток зависи пряко от диаметъра на електродите. Колкото по-дебел е електродът, толкова по-голям трябва да бъде токът на източника. За всеки диаметър на електрода има долна граница, под която токът не може да бъде намален. Ако намалите тока под тази граница, тогава няма да получите заварка. Вместо шев, ще има смес от метални ивици с шлакови ивици, покриващи се с електроди.
Например
За електрод с диаметър 2,5 mm, минималният ток е около 80 ампера.
За електрод с диаметър 3 mm минималният ток е 110 ампера.
Така опитът да се готви с 3-милиметрови електроди с настоящ диаметър от 70 ампера е незабавно и определено обречен на провал. Няма да има шев. Въпреки това, 2.5 mm електрод на ток от 110 ампера и дори по-висок ще готви, а шевът ще бъде, въпреки че електродът ще гори много бързо и ще бъде неудобен за работа.
Не се изисква по-голяма точност при настройване на заваръчния ток. Изисква се да се покачи над долната граница. Косвен знак за правилния ток е, че дъгата ще започне да изгаря със суха пукнатина, без бълбукане или бръмчене.
Изглежда, повдигнете тока възможно най-високо, вземете по-дебел електрод и всичко ще бъде наред. Но това няма да стане. Стандартно напрежение заваряване дъга - 25 волта. При ток от 110 ампера, например, консумацията на енергия ще бъде най-малко 2,7 kW. В действителност, повече, защото ефективността на текущия източник не е 100%. В повечето от апартаментите и в обикновената битова електрическа мрежа има защитни ключове за 16 ампера за 3,5 kW.
Така, ако изведнъж решим да врим ток от 140 ампера, което е 3,5 kW нетна консумация на енергия, тогава нищо няма да се получи. Автоматично изключване на електричеството.
По този начин е възможно да се забрави за електрода с диаметър 4 мм. Съответно, горната граница на диаметъра на електродите за начинаещ заварчик е с диаметър 3,2 mm. Горната граница на тока е 120 ампера. Това е достатъчно, за да се заварят два ъгъла от 60x60mm. Но това не е достатъчно за заваряване на масивни панти за гаражни врати. Това е границата и нищо не може да се направи. Електродът с диаметър 3 mm няма да загрее масивното твърдо желязо, металът на електрода ще бъде сглобен чрез сопли на повърхността на заварения метал, без да го разтопи. Заваряването няма.
Така дебелината на заварения метал определя дебелината заваръчен електрод.
Дебелината на заваръчния електрод определя заваръчния ток. Ако вашият източник и вашата електрическа мрежа не могат да доставят този ток, няма да правите нормално заваряване и по-добре ще търсите други решения.
По този начин, заваръчен инвертор за максимален ток от 140 ампера вътрешни нужди в битовата електрическа мрежа (често изборът е инвертор с 160 amp, но това е по-вероятно поради марж и надеждност). Ограничението е електрическата мрежа. Инвертор с максимален ток от 200 ампера ще консумира 5 kW мощност от електрическата мрежа. Това ще доведе или до блокиране на автомата или до изгаряне на кабелите.
Обаче трябва да се разбере, че ако инвертор с максимален ток от 200 ампера има ток от 100 ампера, той ще консумира 2.5 kW от мрежата по време на заваряване.
Периодът на зареждане (PV) на токовия източник е стойност, която показва съотношението на времето за заваряване към времето празен източник. Вътрешните източници не могат да работят непрекъснато. Те са проектирани така, че да се охлаждат периодично. Това е евтина цена. Периодът на зареждане е много важен и не можете да закупите източник, без да знаете този параметър. Ако закупите източник с PV от 15%, след това на всеки 1,5 минути на заваряване ще трябва да застанете и да изчакате 8,5 минути и да изчакате източникът да се охлади. Ако се опитате да готвите непрекъснато, тя ще се изключи в най-добрия случай, защитата ще работи, в най-лошия случай ще изгори. Минималната PV, подходяща за домашна работа, може да се счита за 50-60%. Източник с по-малък PV просто не е необходим. Това е загуба на пари, невъзможно е да се работи. Въпреки че те са във всички магазини, но не е нужно да купуват.
2. Преди заваряване.
При заваряване с постоянен ток ( домакински инвертор) има плюс и минус източник. Полярността на която проводникът да се свърже се определя въз основа на използваните електроди. Ако електродите работят еднакво добре с която и да е полярност, тогава трябва да се разбере следното: електроните, както е добре известно, са отрицателно заредени частици и се движат от минус на плюс. Заваръчната дъга е поток от електрони. Съответно, ако към частта е приложен плюс на източник на заваръчен ток, тогава частта ще се нагрее повече, защото поток от електрони го удари. Ако плюс на източника е свързан към електрода, тогава електродът ще се нагрее (и ще изгори съответно) по-бързо. Характерно е обратната полярност, при която електродът се загрява повече. По принцип това се обяснява с факта, че тънки електроди тънкото желязо се вари и може лесно да се изгори.
3. Заваряване.
Всички многостранични описания за това как да се движат и как да се държи електродът нямат почти никакъв ефект върху качеството на шева. Може да повлияе на формата на шева, но тук всеки е свой господар. В ежедневието, където няма големи натоварвания заварени конструкции Прост прав, висококачествен шев е много по-добър от всички зигзагове с проникващи дупки. От вас се изисква само да вземете електрода, за да видите мястото на заваряване.
Съответно:
Направете го веднъж: Електрод в ръка, ъгъл на наклон от 30 градуса от перпендикуляра към детайла. удари за частта, осветена дъга.
Направете две: Електродът е възможно най-близо до частта, покритието с електрод се поставя върху частта. Дъгата гори.
Направете три: Ние стоим и чакаме, не местим електрода, просто не забравяйте да го доближите до частта, която гори. Електродът трябва винаги да се поставя върху частта. Ние стоим и чакаме докато червеното петно започне да се появява. Това червено петно е разтопено покритие от електрода, то е поток, все още не е метал. Металът там бавно се събира под слой от флюс в капка, която научно се нарича заваръчна вана. Просто е капка разтопен метал. Нашата задача е първо да получим тази капка и след това да я преместим по повърхността на частта. Ясно е, че във всеки момент в тази капка ще има различен метал, на мястото, от което електродът е бил отстранен бързо, в рамките на секунда от две, замръзва и на мястото, където електродът се движи, металът се стопява. Но остава една капка, баня.
Направете четири: В някакъв момент от време след две или три секунди, в центъра на червеното петно, ще се появи по-ярко, по-оранжево петно с постоянно трепереща повърхност с малки вълни. Точно като жълто-оранжева вода. Нуждаем се от тази повърхност, този разтопен метал се събира в капка, а този спад се трепери под въздействието на електрически ток и температура. Официално тази капка се нарича вана за заваряване. Това е добре, това е мястото, където металът се топи и ще има нормален шев.
Направете пет: Как да преместите баня? Ако методът е примитивен, започнахме дъга, изчакваме на място, докато се появи баня, придвижваме електрода милиметър две до три в посоката, от която се нуждаем заварен шевотново изчакваме появата на оранжева повърхност с вълни. Показател за това, което може да продължи, е появата на баня, оранжево петно с трепереща повърхност с малки вълнички, където сега е електродът. Докато това оранжево петно, баня, не, не можете да се движите навсякъде. Трябва да създадем тази баня и едва след това да се преместим встрани.
Трябва да се помни, че банята се получава от разтопения метал и разтопеният метал се взема от електрода. Съответно, необходимо е да се привикнете много, много до автоматичното движение на ръката, когато електродът се приближи към детайла. Това е приближаването на електрода към частта, която изпълва ваната. Ако сте забравили да занесете електрода по-близо до детайла, тогава няма място на мястото, където се запалва дъгата. И банята не се формира от нищо. И шева на това място няма да бъде. Разстоянието от върха на електрода до частта трябва винаги да бъде минимално. Грубо казано, необходимо е почти винаги да се потапя електрода на мястото, където се запалва дъгата. Ако изобщо потънете, защитата от късо съединение ще работи в инвертора и ще се изключи. И ние трябва да се потапяме почти. За отправна точка, можете да вземете разстоянието, когато електродът е върху частта, облегнат срещу него с ръба на покритието.
Заваряването в крайна сметка изглежда така
1. Първите две или три секунди образуват първата заваръчна вана. Появи се нестабилно оранжево петно с малки вълни - като се движеше на 1-2 милиметра.
2. Ние стоим и чакаме да се появи оранжевото треперещо петно. Ако всичко е нормално, то трябва да се появи някъде за секунда или по-малко.
3. Преместете с 1-2 милиметра по шева, обратно към стъпка 2. И толкова пъти, колкото е необходимо.
Ако в този режим металът се разтопи, тогава е необходимо или да се вземе по-тънък електрод, а заедно с електрода, да се намали заваръчния ток и, следователно, количеството топлина, или трябва периодично да се спира и да се изчака металът да се настрои. Това означава, че след като вземете две стъпки на заваряване, спрете, прекъснете дъгата и стойте, изчакайте, докато металът от оранжево стане тъмно червен. След това отново две три стъпки на заваряване и отново да чакаме.
Няколко бележки:
Ако изгориш дупка - не бързай да го приготвиш веднага, нищо няма да излезе, на това място металът е горещ и когато се опиташ да го приготвиш, ще се стопи отново. Продължете по шева за един сантиметър две и започнете да готвите там. Върнете се в дупката, когато металът се втвърди и шлаката може да бъде нарязана. Чип шлака, на студено, вече варя дупка.
Ако след заваряването шлаката се отлепи с големи плоски люспи, това означава, че заваръчният ток е нормален и заваряването също е видимо. Ако шлаката не се отлепи с люспи, няма достатъчно заваръчен ток и няма да има заварка.
Електродите са различни. Има китайски MP3. Те са много шлака. Тези електроди са евтини и това е единственото им предимство. За начинаещите те са строго противопоказани. От тях само се уморяваш.
Електродите са OK.46 фирми esab. Тези електроди са най-добри за начинаещи. От тези електроди шлаката е малка и целият процес на заваряване е напълно видим. Шлаката от тях е тънка и люспите са широки сантиметър и няколко сантиметра. Случва се, че шлаката изостава от самия метал. Друго огромно предимство за начинаещи (и удобство, когато постоянна работаа) от тези електроди, че те се запалват над шлаката. Това означава, че не е необходимо да забиват електрод, за да запалят дъгата. Те могат просто да бъдат докоснати до частта и дъгата ще светне. Дори и с непрекъснатата шлака. Доброто е лошо. Шлаката трябва да победи. В условията на нормално заварен шев, шлаката се облича лесно.
Електродите са LB52u. Тези електроди придават бяло като полиран шев и покрит с глазуран слой шлака. Те имат почти перфектен шев. Основният им недостатък е, че ако прекъснете дъгата, пак няма да го запалите, защото шлаката е като стъкло. Ще трябва да спрем, да изчакаме металът да се охлади, да победим лъскавата кора на шлаката и само след това да запалим дъгата. Ако готвите без спиране (дебело желязо), тогава тези електроди са най-добрите. Вярно и най-скъпо.
коментари по темата:
коментари по темата:
- Заваръчни машини
- Електрод - важен елемент от процеса на заваряване
- Процес на заваряване
Собствениците на частна къща често имат нужда от свързване на два метални листа чрез заваряване. Трябва да помолите за помощ от професионален заварчик. Всичко ще бъде наред, но услугите на професионалистите са скъпи, а понякога се изисква много малък елемент за заваряване. Можете сами да научите как да правите най-простата заварка на метални части.
За да помогне на начинаещите заварчици, индустрията произвежда компактни устройства електродъгово заваряванекоито се наричат инвертори.
Заваръчни машини
Заваръчните работи се извършват с електроди и източник на енергия.
Източникът на енергия се произвежда от индустрията в два вида:
- трансформатор;
- инвертор.
Трансформаторните устройства са прости в експлоатация, но те са големи и тежки, много надеждни, издръжливи и здрави. Те работят върху променлив ток. За заваряване използвайте топилни рутилови или калциево-флуоридни електроди. Устройството има ниска ефективност, а шевът, направен с помощта на трансформаторна апаратура, е с ниско качество и изисква високо умение на заварчика за постигане на добро качество на заваръчните шевове.
Инверторът е заваръчна машиназахранва се от постоянен ток. На входа, захранващото напрежение се отстранява и преобразува в AC, което се изпраща към трансформатора. Устройства от този тип се отличават с подвижност, ниско тегло, компактност. Те не зависят от входното напрежение, работят добре в полеви условия. Инверторът е много икономично устройство, загубата на електроенергия, когато се използва, се намалява десетократно в сравнение с моделите на трансформаторите. Инверторът има ефективност от 85-90%.
Обратно към съдържанието
Работата на машината за заваряване на инверторния тип
Работата на инверторното устройство се състои от многофазни преобразувания на електрически ток.Това се случва по следния начин:
- захранващи диоди на основния токоизправител, свързани чрез мостова верига, която коригира променливото напрежение на мрежата;
- инвертиращ преобразувател променя изправения ток с повишени колебания във високочестотен променлив ток;
- импулсен високочестотен трансформатор работи при понижаване на променливото високочестотно напрежение до честота, съответстваща на заваръчния ток;
- честотата на вторичния токоизправител на променливото напрежение, съответстваща на заваръчния ток, се превръща в постоянен ток с угасване на трептенията.
Високочестотен ток - това е основното техническо решение, което ни позволи да получим висока ефективност на инвертора и предимствата в сравнение с други енергийни единици на заваръчната дъга. (Фиг. 1 Принципът на работа на инвертора).
Обратно към съдържанието
Електрод - важен елемент от процеса на заваряване
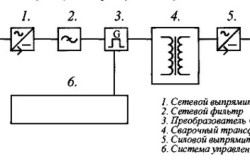
Фигура 1. Принципът на работа на инвертора.
Важен елемент на процеса на заваряване е електродът. Структурно, тя се състои от метален прът с прахово покритие специален състав. Праховото покритие служи като бариера за достъпа на околния въздух до заваръчния шев. Заобикалящият въздух има отрицателен ефект върху образуването на шева, окислява го, което значително намалява качеството на шева. Праховото покритие служи и за поддържане на нормално запалване на дъгата.
За инверторно заваряване, нанесете електродите MR, UONI, OZS, ANO. Качеството на електродите силно зависи от условията на съхранение и транспортиране до потребителя. Диаметърът на електродите предизвиква консумация на електроенергия: колкото по-малък е диаметърът на консумирания материал, толкова по-малко електроенергия се изразходва по време на заваряване. Обикновено се използват електроди с диаметър 2,5-3 mm.
Обратно към съдържанието
Стъпка по стъпка инструкция за обучение за заваряване
Преди началото заваряване трябва да се закупи, за да се предпази от светлинни лъчи и искри, летящи от под електрода. Защитните средства включват:
- маска за лице със защитно стъкло за очите;
- текстилни ръкавици от дебел материал;
- работно яке от плътен материал;
- работни ботуши.
Заваряването на метал започва с подготовката на работното място. Изчисти се на работното място в радиус от 1 м от различно затрупване, отстранете всички горими материали от площадката за заваряване. Недалеч от мястото, където ще се извършва инверторно заваряване, се инсталира кофа с вода. Осигурява постоянен поток на въздух, можете да инсталирате вентилатор за подобряване на охлаждането. На място, където се извършват заваръчни работи, прахът и водните пари не трябва да се натрупват.
Посочва се според инструкциите към устройството, колко може да работи в непрекъснат режим. Този параметър се нарича коефициент на включване. При стойност на коефициента 100%, инверторът може да работи непрекъснато в продължение на 10 минути при максимален ток. Ако стойността на коефициента е 60-70%, тогава заваряването може да се извърши непрекъснато в продължение на 6-7 минути с последващо изключване на заваръчната машина за охлаждане. Уредът не включва в рамките на 4 минути.
Проверява коректността на окабеляването, наличието на електроди. Тел за свързване към основния проводник се избира въз основа на токопреносна способност, може да бъде до 500 А.
Проверява се наличието и работното състояние на заземяването на инвертора, електродите се избират въз основа на дебелината на заваръчните елементи. В съответствие с дебелината на избраните електроди задайте стойността заваръчно напрежение, За да помогне на заварчици, начинаещи и не само, съответната таблица се прилага към тялото на апарата. Ако силата на тока е ниска, дъгата няма да се запали, а ако е висока, електродът може да залепне.
23 март 2017
Научете се да готвите правилно инверторно заваряване
За да разберете как да се научите как да готвите със заваръчен инвертор, първо трябва да разберете какво точно са тези устройства. Заваръчният инвертор има доста компактна конструкция, много по-лесно е да се носи от едно място на друго в сравнение с обикновен заваръчен апарат, работещ на базата на трансформатор. В допълнение, работата с модерно устройство е много по-удобно.
Заваряването на метални елементи с помощта на инвертор може да бъде достатъчно надеждно само ако знаете поне неговото приблизително устройство. На първо място, дизайнът на това оборудване не заема твърде много място: всички необходими части се поставят в малка метална кутия, която не надвишава половин метър дължина, обикновено не повече от 20 см ширина и около 30 см височина. кг.
Принципът на работа е да произвежда електрически ток с подходяща сила и напрежение. Инверторът произвежда в зоната на заварената повърхност постоянен ток, генериран от променливо напрежение, разположено в битовата мрежа - 220 V.
Устройствата винаги имат два терминала - катод, или отрицателно зареден проводник, а анодът - положителен. Един от тях се използва за свързване на електрода, а другият е свързан с метала, който ще бъде заварен. След стартирането на напрежението се оформя една електрическа верига. Ако направим лек отвор за него, размерът на който ще бъде само няколко милиметра (по правило не повече от 8), то на това място въздухът се йонизира и възниква съответната електрическа дъга.
За да се научите правилно да се готви с инвертор, трябва да се разбере, че по-голямата част от топлината се генерира в електрическа дъга, която гори при температура около 7000 градуса. Това ви позволява да стопите ръбовете на заварените метални заготовки.
Когато дъгата искри, не само краищата на метала, но също и самият електрод се стопят, в резултат на което всички тези материали се смесват един с друг. Ако заваръчните работи се извършват лошо, тогава шлаката, която като правило е много по-ниска от металната, ще остане по-дебела от метала. Това значително намалява качеството на получените резултати заварена връзка.
Обикновено шлаката идва на повърхността и не позволява заваряването на елементите да бъдат окислени от кислород, съдържащ се във въздуха, или те започват да абсорбират азот от околната среда. След като разтопеният метал започне да се втвърдява, се образува заварка.
Основните параметри на заваряване
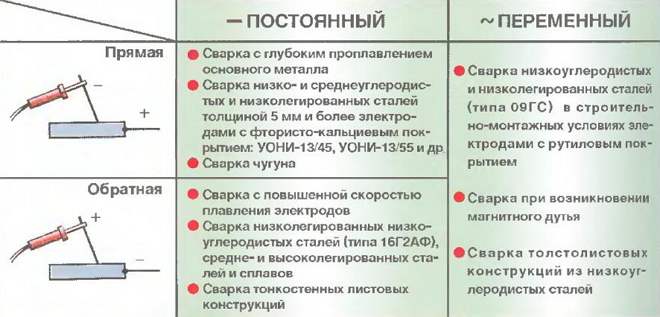
За да се научите от опита на опитни видове заварчици, трябва да се справите с такава концепция като полярността на тока, защото тя може да бъде директна и обратна. Първият се формира, ако токът тече от катода към анода. Обратната полярност е резултат от обратната ситуация.
Ако човек знае как да готви правилно, тогава той ще разбере, че най-високата температура ще се образува на терминала, от който започва да тече електрически ток. Когато се използва директна полярност, температурата ще бъде по-висока директно върху заготовките. Като правило, тази технология се използва от заварчици, които току-що започват да разбират основите на този занаят.
при обратна полярност на електрода се формира по-висока температура. Тази технология е полезна при работа с метални листове с малка дебелина, както и при работа с метали, които не реагират прекалено добре на прегряване, което може да доведе до повреда на детайла.
Важната роля на дебелината на електрода или заварената тел. Този индикатор зависи пряко от това колко дебели са заварените части. По принцип този индикатор трябва да се отблъсне при избора на сила на тока. Оказва се, че колкото по-голяма е дебелината на електрода, толкова по-голяма е силата на електрическия ток.
Трябва също да се има предвид, че настоящият интензитет е пряко засегнат от местоположението на шева - хоризонтално, вертикално, таван и т.н. За постепенното овладяване на инверторното заваряване трябва внимателно да се проучи таблицата, където са дадени съответните токове, диаметрите на електродите и други важни показатели за изпълнение на заварени работи.
Кои са основните положителни качества на инвертора?
Инверторната машина е много по-удобна за заваряване. Дори мнозинството професионални заварчици Те казват, че тази технология е много по-добра и по-проста от примитивния трансформатор. Благодарение на употребата на този продукт е възможно не само лесно да се образува дъга, но и да се получи колкото е възможно по-стабилна.
Такъв ефект предпазва метала от преливане. Инверторът също е добър, защото предоставя редица различни видове допълнителни характеристики. В частност, една от най-полезните функции е т.нар. „Горещ старт”, който ви позволява да направите заваръчния ток в самото начало на работа колкото е възможно по-силен. Това ви позволява да формирате дъга много по-лесно и по-бързо.
Друга особеност е силната дъга. Този елемент се активира само ако електродът е твърде близо до заварените елементи. С такова развитие устройството ще увеличи тока в автоматичен режим. Това позволява металът да се стопи възможно най-бързо, така че електродът да не се придържа към детайлите.
Третият полезно качество е опцията "AntiZalip". Ако е необходимо, той прави електрическия ток възможно най-нисък, така че електродът може много бързо да се отдели от металната повърхност и да продължи работата. Функцията е много полезна за тези, които все още не са измислили как да разкъсат електрода от детайла.
Инверторът е доста икономично устройство. Ако разглеждаме електроди с диаметър 3 mm, тогава за тяхното качествено използване е достатъчно да настроим напрежението с мощност 4 kW - това напълно съответства на нормалното паралелно свързване на две електрически чайници.
Ефективността на проекта по отношение на консумацията на електрически ток позволява буквално в рамките на един сезон да оправдае доста високата цена на инверторна заваръчна машина.

Какви мерки за безопасност трябва да следвате?
За да разберете как да готвите инверторно заваряване, трябва първо да разберете основните стандарти за безопасност. Факт е, че заваръчните работи са особено опасни за човешкото здраве и живот, затова трябва да се подхожда с повишено внимание.
- Преди да започнете работа, трябва да изчистите околното пространство от дървени предмети и други неща, които могат бързо да се запалят. Този момент е много важен за онези хора, които само започват да се учат на заваряване. Електроди, шлака, разтопен метал имат много висока температура, която може да предизвика бързо запалване.
- Трябва да носите плътни дрехи, които покриват цялото тяло, доколкото е възможно: дълги стегнати панталони, яке или яке с дълъг ръкав. Това се прави така, че капки от разтопения метал да не могат да попаднат на кожата и да причинят тежко термично изгаряне.
- Очите и лицето трябва да бъдат защитени със специална маска с вградено тъмно стъкло или светлинен филтър. Тя няма да остави на слънчева светлина, но изгарянето на дъгата ще бъде напълно видимо, също така този филтър ще ви позволи внимателно да обмислите как металът се топи и запълва заварката.
- Ако дъгата гори, но не се получава заваряване на метал, това може да означава неизправност на апарата или недостатъчна сила на тока. Можете да го добавите към работния панел на оборудването. Ако това не помогне, тогава инструментът трябва да бъде незабавно обездвижен, тъй като в него трябва да има някакъв вид счупване. Това може да причини токов удар.
- Строго е забранено да се работи при влажно време, при твърде ниски температури и други неблагоприятни атмосферни явления, защото често причинява електрически удар.
- Не трябва да наблюдавате провеждането или изпълнението на заваряване без защитно стъкло - това причинява тежко изгаряне на роговицата, от което ще трябва да се възстановите в рамките на няколко дни. Изгарянията на този план са различни: слабата степен се характеризира с появата на светли петна пред очите; средната степен започва с усещането за пясък в очите; тежка може да причини частична или абсолютна загуба на зрението.
Как да запалим дъгата?
Хората, които искат да разберат как да се научат как да готвят със заваръчен инвертор, трябва първо да практикуват правилно възпламеняване на дъгата и да го запазват за цял период на работа.
На първия етап терминалите трябва да се свържат в зависимост от това дали полярността ще работи - директно или обратно. Ако в момента изобщо няма опит в заваряването, тогава трябва да се използва само директна връзка. По-добре е начинаещ заварчик да използва универсални електроди, подходящи за повечето метали: техният диаметър е 3 мм.
Не е желателно да се използват по-дебели електроди, тъй като те могат да причинят сериозно колебание на дъгата и неговото нестабилно изгаряне. Работата с тези консумативи изисква най-добрите умения.
Първо, трябва да настроите силата на тока до 100 А. Използването на маска с непривична може да причини някакъв дискомфорт, но можете да го пожертвате, за да запазите зрението. Преди директно запалване на дъгата е необходимо да се чука леко металът с електрод, за да се отстрани покритието от ръба му.
За запалване на дъгата може да се използва един от следните начини:
- на надраскване;
- леко докосване.
Ако вземем предвид всички разгледани въпроси, няма да е твърде трудно да разберем как да се готви с заваръчен инвертор. Освен това може да се използва за различни материали.
28 март 2017
Инверторни уроци за заваряване за начинаещи
Съвременните заваръчни работи включват използването на различни методи, това не е само традиционно заваряване газова горелка, но също и чрез ултразвук и електронни лъчи. Но за условия на живот и простата работа е предпочитан метод електродъгово заваряване използва инвертор. Този метод е прост, въпреки че изисква спазване на определени правила и технология за формиране на шев. За да научите този метод сами, можете да използвате основите на инверторното заваряване за начинаещи.
Електрическото заваряване е най-често използваният метод, осигуряващ здрава, трайна връзка на частите. Методът работи на принципа на пластичната деформация, при която елементарните частици на електрода проникват в структурата на базовите материали на съединяваните части. В резултат на появата на нови молекулярни връзки с най-висока сила.
За заваряване с помощта на инвертор се използват следните методи:
- Газова преса с участието на ацетилен-кислородна смес. Методът се характеризира с високи темпове на производителност, може да се използва не само в ежедневието, но и в газовата и нефтената промишленост, в строителството на главни пътища, в машиностроенето, строителството.
- Контактното заваряване се извършва с електрически ток с ниско напрежение, но с висока якост. Методът включва точково заваряване, челно заваряване или образуване на шевове.
- В някои случаи се използват следните типове: термит, триене, електрошлак или валяк.
Как да изберем подходящото оборудване
Инверторното заваряване за начинаещи започва с правилния избор на оборудване. В момента има голям избор на пазара. заваръчна техника за домашна работа или професионална работа. При покупка не се препоръчват устройства, които не са прекалено евтини, тъй като те ще могат да осигурят стабилност на дъгата, което води до лошо проникване на заварката и лошото му качество. В допълнение, за такива устройства има често "потъване" на напрежението, теглото им е твърде голямо.
За електрическо заваряване можете да използвате два вида оборудване: изправители и инвертори. Токоизправителите преобразуват АС в DC, осигурявайки стабилност на дъгата и добро качество на заваряване. Инверторите не само преобразуват променливия ток в постоянен ток, но и осигуряват точно това напрежение, което е най-подходящо за заваряване. В допълнение, такива устройства са леки и компактни, тяхната производителност е доста висока.
Инверторите са най-ефективни за електрическо заваряване Благодарение на високата производителност, икономичност и компактност.
Външно инверторът е подобен на кутия с тегло 3-7 кг с дръжка за носене и охлаждащи решетки на кутията. На предния панел има индикатори за защита, мрежова, текуща настройка, кабелни конектори, включване / изключване на превключватели. Стандартният комплект включва 2 кабела с държач за електроди и щипка за свързване на устройството.
Електроди за заваряване
Основите на работата на начинаещите заварчици включват обучение как да се избират електроди, които захранват тока към точката на свързване на частите. За начинаещи се препоръчват пръти с разтопяващо се съединение, солидни и лесни за работа, което позволява дори на неопитен майстор да направи плавен шев. За по-опитни заварчици е по-добре да се използват жични електроди, изработени от топим прах.
При избора на голямо внимание трябва да се обърне на диаметъра на електрода. Оптималният размер е 3 мм, за тънки листове можете да вземете по-тънки пръти, за масивни и сложни структури - с голям диаметър.
Също така, изборът трябва да се ръководи технически характеристики инвертор, вида на повърхностите, които трябва да се съединят, и свойствата на метала. Например, обикновено се използват пръти на 3 mm, заваръчният ток ще бъде 110-120 A. В този случай вече се изискват пръти с диаметър 4-5 mm с голяма дебелина на метала, а токът ще бъде 140-160 A.

Оборудване за безопасност
Преди да започнете заваряване, трябва да се погрижите за защитата. Оборудването на заварчика включва:
- клинове (специални ръкавици за платно);
- роба за предпазване на тялото от метални пръски и искри;
- маска (светлинните филтри за маската се избират в зависимост от работните условия);
- респиратор (необходим за работа в затворено пространство);
- ботуши с гумени подметки.
Гетри обикновено се използват при заваряване на височина, за таванни работи, в други случаи, можете да вземете ръкавици от много плътна материя. От съображения за безопасност трябва да има контейнер с пясък или вода в близост до работното място.
Ръководство за начинаещи
Електрическо и газово заваряване за начинаещи е основата на работа и използване на оборудването. Опитните майстори препоръчват прикачване на кабел с електрод към тялото, след това го натиснете с лакът и внимателно (кабелът трябва да запази известна свобода), за да го увият по ръката. Това ще осигури най-удобните условия за заваряване, при които ръката ще бъде свободна.
Внимание: Не е възможно да се работи с голи ръце, задължително е да се използва роба с дълги ръце!
След приготвянето се установява ток на инвертора, в зависимост от материалите на заваряване и електрода, след което е необходимо да се приеме стабилна поза, да се извади леко от тялото, да се намали маската и да се започне работа. За начинаещи се препоръчва да започнете заваряване с части, които са по-големи от 20 см, което ви позволява да практикувате работа с дълги заготовки и да дишате правилно. Една от най-често срещаните грешки при начинаещите е заваряването на къси части наведнъж. В резултат на това става трудно да се работи на големи площи и това се отразява неблагоприятно на качеството на шева.
Заготовки трябва да бъдат фиксирани на работния плот, след това поставете електрода под прав ъгъл, вземете го до страната на шва около 30-45 градуса. Разстоянието между пръчката и повърхността трябва да бъде 2-3 mm, а при заваряване назад с наклон наклонът е към шва, а с метода на преден ъгъл електродът се накланя от шева.
Внимание: При заваряване електродът се топи и намалява по размер, така че трябва постоянно да следите разстоянието и да запазвате ъгъла!
За запалване на електрода чрез два метода:
- чуруликане (пръчката трябва да се държи на повърхността);
- чрез изтласкване (електродът трябва лесно да се удари по повърхността в перпендикулярна позиция).
Ако пръчката е нова, тогава тя светва незабавно, за вече използваните е необходимо да се чука по-дълго, тъй като шлаката остава на работния край. Модерните инвертори улесняват стартирането, за това можете да използвате функцията Hot Start. За начинаещи, функцията против прилепване е отлична, т.е. последващо изгаряне, което се включва, когато пръчката е твърде бързо приближаваща се към повърхността. Срещу залепване можете да използвате друга удобна опция - функцията Anti Stick бързо изключва тока при залепване, което предотвратява прегряването на устройството.
Веднага след появата на дъгата, трябва да се създаде пролука 3-5 мм и да се задържи в едно положение. Това ще осигури отлично проникване и равномерност на шева по цялата му дължина. По-добре е да започнете да се готви на шев нишка, постепенно преминаване към по-сложни варианти с осцилиращи движения. Това са методи като рибена кост, спирала, зигзаг и много други. В края на шева е необходимо да се правят леки колебателни движения встрани, електродът се отстранява само по посока на заваръчния метал, което ще облекчи кратера.
Проверка на качеството на шва
Проверка на качеството на шева след края на работата е много проста, трябва да се удари в чука до работната повърхност. Ако всичко е направено правилно, шлаката ще излети напълно, без да останат следи - остава само гладък, равномерен шев с оптимална ширина.
Ако шлаката е уловена на нещо, това означава липса на проникване, т.е. твърде ниска температура на заваряване. Прегрятият шев просто ще се счупи при удар.
Редът на заваряване в защитена газова среда се различава от това при електрическото заваряване повишена температура в работната зона се постига чрез газоснабдяване. Този метод е оптимален за свързване на части от мед, месинг, олово, чугун, след като работата е завършена, металът може да се втвърди или отреже. Но този метод има голям минус - отоплението се извършва за голяма площ, т.е. не е подходящо за прецизна работа или за малки детайли.
заключение
Заваряването изисква изключително внимание и стриктно спазване на стандартите за работа. Не е много трудно да се овладеят основите на заваряването, но е необходимо компетентно да се подхожда към избора на оборудване и електроди, режима на работа и спазването на правилата за безопасност. След усвояването на основни умения, можете да преминете към по-сложни задачи, но не и преди ръката да придобие увереност и яснота на движенията.
Уроци за заваряване на видеоинвертори за начинаещи.
За да може по всяко време да се извърши работа в домашната работилница или на парцела домакинство, свързано с комбинацията от елементи метални конструкцииДостатъчно е да закупите модерна заваръчна машина и да се научите как да готвите със заваръчен инвертор.
Заваръчните работи отдавна са широко разпространени не само при сериозно производство, но и в ежедневието.
Дизайн и предимства на инверторни заваръчни машини
По-голяма популярност инверторно оборудване за домашни занаятчии, това се обяснява с факта, че с такива компактни устройства, които също се различават по ниско тегло, можете да направите висококачествени, надеждни и точни заварени съединения, дори и без висока квалификация.
Конструкцията на всеки заваръчен инвертор се състои от такива елементи като:
- захранващ блок с изправител и филтър;
- инверторно устройство, което преобразува постоянен ток във високочестотен променлив ток;
- трансформатор за намаляване на силата на високочестотното напрежение;
- токоизправител, предназначен за получаване постоянен ток на изхода на устройството;
- електронно устройство, което изпълнява функциите за управление на устройството.

Иновативни технологии, внедрени в проектирането на инвертори, позволяват без особени проблеми да се получат висококачествени заварени съединения. Поради тяхната компактност такива устройства не заемат много място и поради тяхната лека тежест (5–15 кг) могат лесно да бъдат преместени навсякъде.
Ако научите как да работите правилно, можете да го използвате, за да направите метални конструкции. Към комплекта за всеки нов инвертор е приложена инструкция, от която собственикът на оборудването може да научи много полезна информация: как да свърже устройството правилно, какъв електрод да избере, за да приготвя продукти от този или онзи метал и т.н.
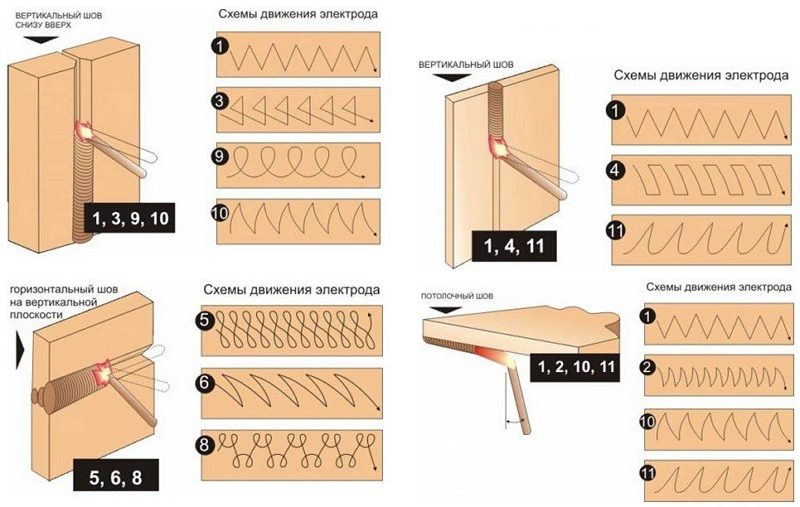
Режими на движение на електрода, в зависимост от вида шев (кликнете за увеличаване)
Въпреки това, често в ръцете на домашен майстор пада инвертор, инструкцията за която не е преведена на руски или изобщо липсва. Много е важно да се учи правилно, тъй като при действия на случаен принцип ще бъде трудно да се направи висококачествен метал. В допълнение, можете да се сблъскате с провала на оборудването.
Ако обаче следвате общоприетите правила, можете да работите върху всякакви модели инвертори и ефективно да решавате всички задачи. След внимателно проучване на тези правила, гледайте видео за обучение, което ще помогне за засилване на теоретичния материал с визуални доказателства.
Как да подготвим оборудването за работа
Преди да започнете да готвите метала, подгответе цялото необходимо оборудване, за да осигурите вашата безопасност: заваръчна маскаспециални дрехи от дебел плат, работни обувки и ръкавици, които също трябва да са изработени от плътен материал.

За да се окаже, че заварката е с високо качество, е необходимо да се изберат подходящите електроди. Видът и диаметърът им се избират в зависимост от метала, от който се правят съединителните части, от дебелината на последния, както и от режимите на заваряване. Тъй като повърхностите на заготовките, които трябва да бъдат заварени, трябва да бъдат внимателно почистени, вие също трябва да приготвите четка с метални влакна.
Преди да свържете инвертора към електрическата мрежа, е необходимо да проверите дали параметрите на мрежата съответстват на характеристиките на свързаното оборудване.
Такива параметри включват силата на електрическия ток и величината на напрежението, което трябва да бъде в интервала, определен в паспорта на инвертора. Свържете устройството към електрическата мрежа през машината, което ще предотврати повреда на оборудването, ако възникне късо съединение в електрическата му верига или стойността на напрежението нараства драстично поради друга причина.

Преди заваряване трябва да се внимава и за състоянието на работната платформа. Инверторът трябва да бъде монтиран на равна повърхност и да има достатъчно пространство около него, за да се осигури свободно движение на въздуха, поради което се осъществява естествена вентилация на устройството. Не покривайте уреда с кърпа, която да ограничи потока на въздух към вентилационните решетки.
Процесът на заваряване е съпроводен с висока температура и разпръскване на разтопения метал, поради което на работната платформа не трябва да има никакви запалими, запалими и експлозивни вещества.
![]()
След като всички подготвителни мерки приключат, изискванията за безопасност са изпълнени, можете да преминете към следните действия:
- свързване на захранващия и заземяващия кабел към съответните съединители на инвертора;
- фиксиране на тегловния кабел върху частите, които се готвят (за това се използва специална скоба);
- свързване на устройството към мрежата и настройка на режимите на заваряване върху него;
- фиксиране на електрода в заваръчния държач.
Последователността и точността на тези действия е добре демонстрирана от видеото за обучение. Сега, когато инверторът е свързан към електрическата мрежа и електродът в неговия държач е готов за работа, можете да започнете заваряване.
Характеристики на заваряване с помощта на инверторни устройства
Първото нещо, което трябва да направите, за да започнете да кипвате с инвертор, е да започнете електрическа дъга между повърхността на частта и върха на електрода. За да направите това, последните правят удивително движение по повърхността на детайла, в резултат на което трябва да се появи ярка светкавица. Металът в зоната на дъгата ще започне да се топи. Да се научите как да запалите дъгата правилно и да го направите бързо е възможно чрез гледане на видеото за обучение.
При заваряване е важно да се следи дължината на дъгата, която трябва приблизително да съответства на диаметъра на използвания електрод (в този случай частите ще се стопят равномерно, което ще позволи да се образува висококачествена заварка). Необходимо е да се осигури равномерно проникване през целия процес на заваряване.
Качеството и надеждността на заварката също се влияят от полярността на връзката на захранващия кабел на инвертора и кабела на земята. За да изберете правилната полярност, трябва да знаете от какъв материал са изработени частите. Повечето видове стомани и други метали са най-добре сварени в права полярност, като само някои сплави се съединяват в обратна посока.
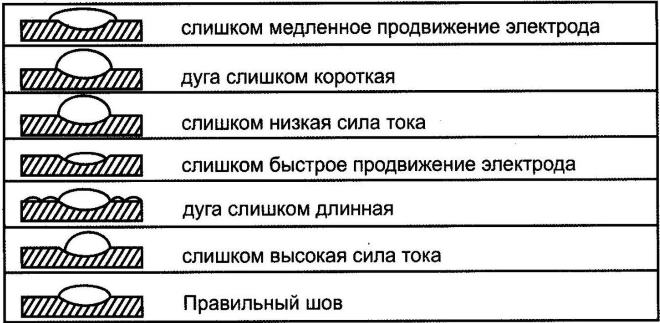
Проектирането на модерни заваръчни инвертори осигурява плавно и ефективно регулиране на работния ток, което прави работата с такива устройства проста и удобна дори и за начинаещи заварчици. Можете да прецените, че заваръчният ток е избран неправилно от редица фактори. Така че, ако е твърде малък, тогава заварката се получава твърде изпъкнала и тясна, детайлите в такива случаи са слабо разтопени. Ако токът е твърде висок, разтопеният метал се разпръсква интензивно и на повърхността на частите, които трябва да се съединят, може да се получи изгаряне.
Изборът на сила на заваръчния ток зависи от диаметъра на електрода, който ще готвите. Така, когато се заварява метал с дебелина от един до три милиметра с електроди с диаметър до 1,5 mm, силата на заваръчния ток се избира в диапазона 20–60 A. В случай, че се използват пръчки с по-голям диаметър, които могат да се използват за заваряване на метал с дебелина от 4–5 mm, заваръчен ток се избира в рамките на 100 А.
Разглеждайки видеото за обучение или гледайки работата на квалифициран специалист, начинаещите заварчици често се интересуват от това защо шлаката се сваля от повърхността на готовия заваръчен шев. Това се прави, за да се провери първо качеството на заваръчния шев и, второ, да се придаде привлекателен външен вид на готовия шев. На шва, изчистен от шлака, се виждат всички грешки при заваряването.

Разбира се, не трябва да очаквате, че начинаещите заварчици (или така наречените чайници) веднага ще получат красиво и високо качество заварки, Умение, включително при заваряване, не идва веднага след запознаване с теоретичния материал и гледане на видеото, то се придобива само чрез опит.
Как да изберем заваръчен инвертор и електроди за него
Правилно подбраните електроди играят важна роля при формирането на висококачествени и надеждни заварени съединения. Да се научим да ги избираме е невъзможно на видео, за това трябва да следвате общоприетите препоръки и следните принципи.
- При работа със стомани със средно и ниско съдържание на въглерод се използват въглеродни електроди.
- Легираните стомани се сваряват с електроди, произведени по ГОСТ 10052-75 и 9466-75.
- Прилагайте продуктите OZCh-2 за заваряване на изделия от чугун.
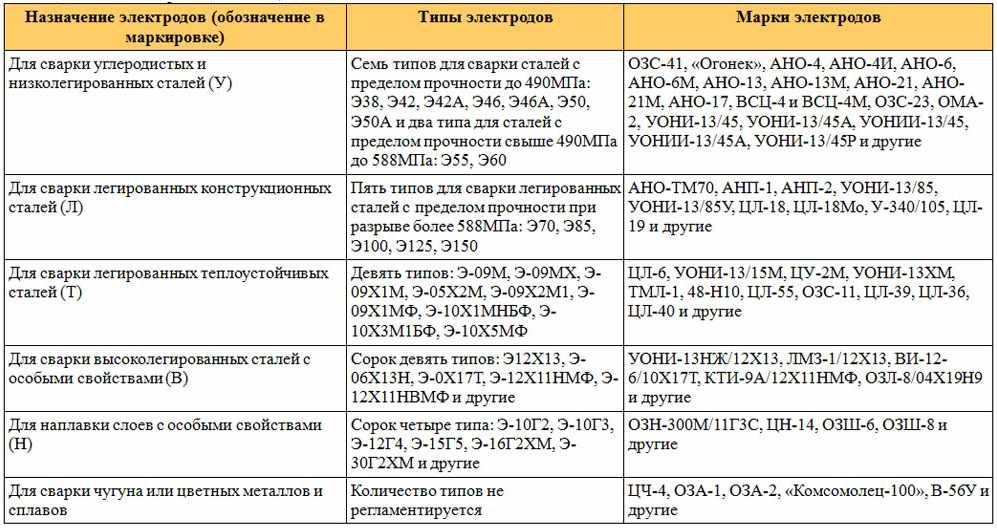
Класификация на електрода по предназначение и цел (кликнете, за да увеличите)
Най-разпространената марка домашни електроди, използвани за извършване на заваръчни работи, е SSSI. Структури, изработени от метал, които не налагат повишени изисквания, могат да бъдат варени продукти марки ANO и MP-3.
Ако възнамерявате да закупите заваръчен инвертор за използване в домашна работилница, в градината или в къщата, следвайте тези препоръки.
- Максималната стойност на заваръчния ток е 160–200 А. По-добре е веднага да закупите машина, в която тази стойност може да бъде доста висока, защото оборудването с по-скромни параметри няма да ви даде възможност да варите части с голяма дебелина.
- Напрежението при празен ход не трябва да надвишава стойността 90 V, по-добре е да се изберат инвертори с този параметър в диапазона 50–60 V.
- Продължителността на включване (PV) (параметър, който показва колко дълго оборудването може да работи без прекъсване) е по-добре да се избере в рамките на 40–80%.
Предвид факта, че напрежението в битовите електрически мрежи е много нестабилно и често се характеризира със значителни скокове и падания, по-добре е да се избере инвертор, способен да работи в широк диапазон на захранващото напрежение.
За да се елиминира ефектът от заваряването на такива характеристики на електрическите мрежи, можете да изберете инверторна заваръчна машина




