Какво ток да изложи за електрическо заваряване на метал 2. Заваряване с тънки електроди на тънки метални конструкции
Заваряването дори с помощта на инверторен апарат от тънък метал често става причина за възникването на определени трудности дори при опитни заварчици. Факт е, че тук е необходимо да се ръководят от напълно различни правила, отколкото при обединяване на елементи с голяма дебелина.
На първо място, трябва да се отбележи, че прекалено топъл тънък метал е строго забранен, тъй като той ще изгори, и дупки ще се появи в структурата му. В тази връзка, електродът при заваряване на доста тънки листове от метален олово възможно най-бързо, без да го обърнете настрана.
Друга трудност, свързана със заваряването на сравнително тънък метал е необходимостта от използване на малки токове, съответно, ще бъде необходимо да се заварява в къса дъга. Ако се получи дори малка почивка, дъгата ще изгасне. В някои случаи, има трудности дори с запалване, така че ще трябва да използвате устройства с добри волт-амперни свойства, устройството трябва също така да ви позволи да регулирате плавно тока, особено при заваряване с аргон.
Полуавтоматичен инвертор ви позволява да получите най-доброто съединение, което ще бъде доста силно и издръжливо. Ако човек няма достатъчно опит в използването на полуавтоматично заваряване, тогава най-добре е да придобие известен опит в областта на заваряването на дебели елементи, едва след това да се присъедини към тънък метал. Факт е, че колкото по-тънка е стоманата, толкова по-трудно ще бъде да се получи надежден шев.
Основната положителна характеристика на полуавтоматичната заваръчна техника е тяхната способност да работят перфектно при ниски токове и с малко напрежение.
Трябва да слушате опита професионални заварчицикоито препоръчват да се грижат за собствената си безопасност. При заваряване на метали е необходимо да се използва специална защитна маска, която ще предпази очите от увреждане от прекалено ярка радиация.
Дебелината на електродите за заваряване с аргон не трябва да бъде твърде голяма - максималният диаметър ще бъде около 2,5 мм. Инверторът ви позволява да регулирате тока много бързо. Това се прави с една дръжка и токът ще бъде в диапазона от 10 до 200 А. Колкото по-тънък е електродът, така и по-тънките заготовки, по-малко ток ще бъде оптимален.
Технология на работа
За да разберете как да приготвите тънък метал с инвертор, първо трябва да разберете какви са методите на работа. Много специалисти препоръчват задържането на електрода под лек ъгъл спрямо детайла. Тук е полезен метод на заплитане, когато краищата на частите са леко огънати и започват да се съединяват с най-късите шевове на всеки 10-15 см. След като елементите са фиксирани, трябва да вървим по цялата дължина на шева от горе до долу.
Заваряването на тънък метал с инвертор често води до образуване на изгаряния (особено ако работата се извършва без прекъсване). За да се предотврати появата на такъв дефект, дъгата може да бъде откъсната за една секунда. След това се връща на същото място и се извършва още няколко милиметра. Този метод отнема повече време, но заваряването на метални части се получава с по-високо качество. Разтопеният метал по време на отсъствието на дъгата ще се охлади до известна степен. Това ще бъде ясно видимо при промяната на цвета на шева. Основното в тази технология не е да се позволи прекалено дълго отделяне на дъга, в противен случай стоманата ще се охлади твърде много.
Ако е възможно да се използва точков шев, по-добре е да ги използвате при заваряване на тънки части. Неговата същност е в създаването на малки халки на кратко разстояние един от друг, което ще запази частите на едно място.
аргон електродъгово заваряване Ще бъде много по-лесно, ако се постави медна плоча под мястото на формиращия шев. Факт е, че медта има напълно различни технологични характеристики от стоманата, по-специално, нейното ниво на топлопроводимост е с почти порядък по-високо от това на стомана. Ако го сложите под формиращия шев, той ще отнеме голяма част от топлината в него, докато стоманата няма да се прегрее.
Как да заваряваме поцинковани листове?
Поцинкована или поцинкована стомана е тънък лист метал, който в производствения процес е обработен по метода на потопяемост с елемент като цинк. Ако има нужда от свързване на такива елементи, тогава цинковото покритие върху ръбовете, които ще се заваряват, трябва да бъдат напълно почистени. Направете това по един от следните начини:
- Махнете слоя механично - с помощта на ъглошлайф и абразивен диск, метална четка или шкурка;
- За изгаряне чрез заваряване - цинкът се изпарява при температура от около 900 градуса, следователно е необходимо да се премине електродът през образувания шев два пъти. В този случай, обаче, трябва да се помни, че цинковите изпарения са изключително токсични, така че такава работа може да се извършва или на открито, или в помещение с добра вентилация.
След всяко преминаване, електродът трябва да отстрани потока от повърхността на детайла. Когато цинкът се отстрани напълно, те започват да заваряват самия метал. За да получите най-доброто качество на връзката, трябва да използвате два вида електроди.
Основата на шева е направена на базата на материала с рутилово покритие, те трябва да оформят шева възможно най-внимателно, като се избягва прекалено много вибрации. Лицевият шев трябва да бъде много по-широк. Стандартни електроди с конвенционално покритие са подходящи за това.
Как да изберем полярност?
За да се получи надежден заварена връзка необходимо е да изберете правилния параметър, като например полярността, и той може да бъде директен или обратен:
- Директната полярност осигурява не твърде висока температура, а в дебелината на метала топлината ще премине в тясна, но дълбока област;
- Обратната полярност осигурява по-висока температура, а зоната на топене няма да бъде твърде дълбока, но много широка.
За да знаете как да заварите тънък метал, трябва много внимателно да изберете тази опция. Ако поставите положителен заряд на заготовката за заваряване, те ще се нагреят най-силно. Когато към проводника е свързан положителен елемент, електродът ще се нагрее твърде много, което в крайна сметка може да доведе до изгаряне на детайла.
Препоръчително е да се използва обратната полярност при свързване на тънки метални елементи - в този случай ще бъде възможно да се получи оптимален ампераж, който ще ви позволи да наблюдавате образуването на заваръчния шев и да поддържате този процес под пряк контрол. Ако този процес се регулира колкото е възможно по-правилно, в крайна сметка ще бъде възможно да се получи силна връзка, без да се изгаря детайла и други дефекти. В процеса на заваряване електродът трябва да се извършва възможно най-бавно. Тогава крайният резултат ще бъде задоволителен.
Най-големият проблем при електродъгово заваряване на метални листове с дебелина по-малка от 2 мм е вероятността от непрекъснато проникване на определени участъци от заваръчния метал и появата на отвори, които по-късно са много проблематични за топенето. За да се избегне този проблем, за този материал трябва да се избере подходящ диаметър на електрода и съответния заваръчен ток.
Ако е необходимо да се заварява тънък лист до по-дебел, преходната зона може да се окаже неравномерна.
Кой електрод би бил за предпочитане?
Кога до външния вид на продукта и формата заварен шев не се правят високи изисквания, например при заваряване на тръбопроводи с ниско налягане или метални резервоари, е възможно да се произвеждат заваръчни работи електрод mm 3-4 mm с максимален ток 180 A.
В случай, че като заготовка се използва стомана с по-малка дебелина, или се повишават изискванията за външния вид на продукта, както и на шевната секция (възлови елементи на метални конструкции, шевове на фугите), тогава се извършва заваряване с тънки електроди с по-ниски стойности на ток:
Ако се вари с припокриване, тогава токът трябва да се увеличи съответно с 10-15%. В случай на Т-съединения - с 15-20%. Такива режими изискват специални покрития за електроди, при които горенето ще бъде стабилно, а дъгата ще бъде възбудена с малък ток. Това трябва да съответства на скоростта на нагряване на продукта, така че накрая шевът да има леко удебеляване и приемлив външен вид.
По-добре е да се произвеждат работи с електроди от МТ-2, ОМА-2 или подобни марки на дебела медна облицовка с добри свойства за пренос на топлина. Може да се използват стоманени облицовки. При работа с тънък ламарина, заварчикът трябва да помни, че е нежелателно да се правят колебателни движения в напречна посока с електрода.
Предпочитани заварки.
Студеновалцуваната стоманена ламарина с дебелина от 0,5-1 mm се оставя да се припокрива чрез разтопяване на горния лист заваръчен електрод, с изключение на просмукването на метала (фиг. 1).
Заваряването с тънки електроди предполага също използването на държач за лек електрод с гъвкави електрически проводници с диаметър до 10 mm2. Преобразуватели или трансформатори, проектирани да осигуряват плавно регулиране на силата, са предназначени за по-ниски режими на заваряване на тънки стомани. заваръчен ток, Желателно е тяхното на празен ход се извършва с повишено напрежение.
Разрешава се заваряване на студено валцувана стоманена ламарина с невъзпламенителен електрод mm 6-10 mm, с постоянен ток и без добавка, с ръб на фланците (фиг. 2, а). Електродът се взима -10 6-10 mm, токът е до 160 A. Ръбовете в този вид започват да се топят с образуването на заварка. Заваряването на студено валцувани ламарини с използване на въглищна дъга е много продуктивно. Скоростта му достига 70 m / h.
Ако заварявате метал с по-голяма дебелина с въглероден електрод, трябва да положите тел или лента в зоната на заваряване. Когато се стопят, те образуват необходимото количество пълнежен материал, от който се образува шева (фиг. 2, б).

Използвани други методи.
Следователно дъговата заварка на студено валцувания тънък метал е много по-трудна за техническо изпълнение от газта заваряване на газ продължава да се използва за производството на ламарина. Приемливи резултати могат да бъдат получени чрез използване на електродъгово заваряване за ламарина в защитна среда на СО2.
Студеновалцуваните листове с дебелина до 2 mm са добре заварени с помощта на автоматична машина и полуавтоматична машина, използващи флюс и тел с малък диаметър.
Най-икономичният вид заваряване за ламарина е електрически устойчивост на заваряване, което може да бъде ролково или точно. Такъв метод на заваряване ще ви позволи да получите най-високо качество на заваряване, докато деформациите на продукта ще бъдат минимални.
Окончателното решение какъв метод да се прилага за заваряване на тънък ламарина се прави, когато всички параметри на продукта са известни, както и условията и възможностите за производство.
- Основни изисквания
- Полуавтоматично заваряване: нюанси
- Основни за използваните електроди
- Няколко съвета от майсторите на заваряване
- Процес на заваряване
В промишлеността, при производството на различни части, много често е необходимо заваряване на тънък метал с електрод. Този въпрос остава и днес един от най-проблематичните за начинаещите, както и за опитни заварчици. Трябва да заваряваме различни продукти. Например тялото на автомобила в по-голямата си част се състои от тънки стоманени листове. Основната употреба на ламарина се отнася до рентабилността на производството.
Заваряването се използва за свързване на различни метали.
Основни изисквания
Разбира се, този вид заваряване изисква специален подход, към него се прилагат няколко специални технологични изисквания.
Когато се свари такъв метал, използването на подходящ електрод е много важно. Размерът на електрода, неговият размер е пряко пропорционален на дебелината на металния лист. За стоманен лист с дебелина 3 mm, заваръчните работи трябва да се извършват с 3 mm електрод. За по-тънкия метал са специално избрани много тънки електроди. Например, когато един лист има дебелина от 2.5 mm, се изисква електрод със същия диаметър.
Когато се заварява тънък метал, е необходимо да има заваръчен ток с определено количество. Този параметър зависи от две стойности:
- ток;
- размера на електрода.
Когато се заварява стоманен лист с дебелина 3 мм, заваръчният ток обикновено се прави над 140 А. Когато се използва особено тънък електрод, заваръчният ток трябва да се понижи. Обикновено инсталирани 50 А.
Още едно важен параметъркогато се работи с тънък метал, се използва вида на използваните електроди. Малката дебелина на метала изисква малък ток, има нужда от електроди с покритие, което улеснява получаването на искра и равномерното му изгаряне. Топенето на такива електроди трябва да бъде много бавно. В процеса на заваряване металът трябва да стане течен.
Обратно към съдържанието
Полуавтоматично заваряване: нюанси
Най-често днес можете да се срещнете машина за автоматично заваряване, Това устройство е специално проектирано за заваряване на тънък ламарина. Най-разпознат е инверторът.

За заваряване на различни метали с различни електроди.
Полуавтоматичното устройство се справя много лесно с такава задача. Тъй като той има специална настройка, той е в състояние да достави много малко ток. Такава операция зависи от:
- скорост на подаване на пълнежния материал;
- сила на тока
Въпреки това, както и навсякъде другаде, практиката и опитът са на първо място. Полуавтомата позволява непрекъснато заваряване, когато шевът се извършва плавно по цялата повърхност на детайла. Той има способността да изпълнява точкова заварка. Когато използвате полуавтоматично устройство, не е необходимо да натискате електрода върху метала, просто натиснете превключвателя в подходящия момент.
Обратно към съдържанието
Основни за използваните електроди
Многообразието, размерите и покритията на електродите днес могат да се видят много. За извършване на заваряване на малък ток, нанесете електроди със специално покритие. Той спомага за бързото появяване на искра, поддържа постоянното изгаряне. Такъв електрод има бавно топене и образува течен метал. В резултат на това шева има красив външен вид.
Електродът на марката ОМА-2 напълно отговаря на тези изисквания. Покритието му се състои от:
- титанов концентрат;
- феромарганова руда;
- брашно.
В допълнение към горните вещества, покритието има и други добавки, които осигуряват стабилно запалване на дъгата. Това е необходимо при заваряване на тънък метал.
Сходни свойства имат и електродите от марката МТ-2. Те също така са лесни за приготвяне на много тънък метал. Но, за разлика от OMA-2, заваряването трябва да се извършва само постоянен токИ като обратна полярност, Когато дебелината на заварените метални листове надвишава 1 мм, се допуска заваряване с променлив ток.
Тънките стоманени листове са добре сварени чрез газово заваряване.
Оказва се, че много високо качество шев, който е много по-добър от шева, получени от електрическо заваряване. Но, трябва да се отбележи, че при наличието на инвертор, изобщо не е необходимо да се купува специално оборудване за заваряване, за да се направи един шев. Неикономически и неефективни. С определен опит и умения получавате добър шев при използване на електрическо заваряване.
Обратно към съдържанието
За извършване на заваръчни работи ще са необходими:
Заваряването на припокриване се извършва чрез покриване на метални листове. Размерът на припокриването зависи от състоянието на ръбовете. Колкото по-гладко са те, толкова по-малко е припокриването. Желателно е размерът на покриващите листове да надвишава 5 mm.
Листовете помежду си трябва да имат тесен контакт. За целта използвайте скоби, скоби или тежки товари. Листовете не трябва да имат никакъв лумен между тях, тъй като това може да причини изгаряне на горния лист.
За операцията по заваряване трябва да зададете определена стойност на заваръчния ток. Тази стойност зависи от:
- размер на електрода;
- дебелина на листа.
Когато стоманеният лист е с дебелина по-малка от 1 mm, параметърът на заваръчния ток трябва да достигне 40 A. Много по-малък ток се използва за електроди с диаметър 2 mm. Когато диаметърът е 3 mm, токът се увеличава.
Преди да започнете сериозна работа, трябва да практикувате малко върху лист метал с подобна дебелина. Благодарение на това ще бъде възможно да се определи оптималната стойност на заваръчния ток. Той е в пряка връзка с мрежовото напрежение и стойностите, зададени на устройството. По време на пробната заварка ще бъде възможно да се работи по определен начин, така че да няма изгаряне на метала. Факт е, че често трябва да гасите и да възпламенявате дъгата. Ако забавите малко с отстраняването на електрода, ще се появи дупка в метала.

Заваръчните листове първо трябва да вземат помежду си. За тази цел се правят малки конци за шев. Обикновено тяхната стойност не надвишава 10 mm. Скокът на джъмпера е 50 mm и е направен по цялата дължина на челото. Процесът на заваряване трябва да се прекъсва периодично. Електродът се изтегля, за да гаси дъгата, след това бързо се запалва, за такива моменти няма да има охлаждане на метала. Величината на тока и големината на дебелината на метала влияят на времето, в което се наблюдава непрекъсната дъга. Дъгата изгаря за около 3 секунди, когато дебелината на метала е по-малка от 1 mm.
След работа на определени умения, можете да започнете да изпълнявате основния технологичен процес на заваряване. Листовете трябва да бъдат заварени напълно. За това се извършва заваряване периодичен шев, За да се получи такъв шев, електродът периодично се придвижва към студената част на фугата. В резултат металът няма да започне да се деформира, особено когато фугата има дължина по-голяма от 200 mm. Когато непрекъснатата шев е къса, изкривяването се свежда до минимум. Заваряването трябва да започне от задния край, като постепенно се придвижва към другата страна, след това към средата и т.н.
Може да се заварят много тънки фуги. За такава операция е необходимо ръбовете на листа да имат минимален разстояние спрямо общата дължина на съединението. Най-доброто е липсата на каквато и да е празнина. За заваряване на тънък ламарина в долната част е монтирана специална спомагателна подложка. Това е наложително, тъй като без облицовка е много трудно да се извършват заваръчни работи с много тънък ламарина. Въпреки това, ако има заваръчен инвертор, отлични електроди, внесени, такова заваряване е напълно приемливо.
За свързване на метални части се използват голям брой устройства и методи на заваряване. Но когато става въпрос за свързване на тънки (по-малко от 2 мм) заготовки, тогава не всички методи и устройства са подходящи за тази цел. Този метал се нарича още "тънък лист". Използва се в много области, като:
- автомобилостроене, корабостроене, самолети и железопътен транспорт;
- всички видове корпусни конструкции;
- облицовъчни части на сгради
Заваряване на ламарина не е пощадило занаятчии и занаятчии. Поради факта, че заваръчни инвертори придобива доста широко разпространено в ежедневието, възниква разумен въпрос: възможно ли е да се заварява тънък метал у дома с помощта на инвертор заваръчна машина? В тази статия ще се опитаме да разберем как правилно да заваряваме метал с електрод, да откриваме тънкостите и нюансите на този процес.
Ако сте неопитни в заваряването на тънък метал, по-добре е първо да се запознаете с технологията и характеристиките. Преди заваряване на частите, които се нуждаете, практикувайте върху ненужни остатъци или върху дефектна част. Тогава ще се види как се държи консумиращият метал на електрода и как се запазва дъгата. Инверторното заваряване използва само малък ток, тъй като работната междина между електрода и детайла не може да бъде прекъсната. За всякакъв вид заваряване се нуждаете от предпазни средства и облекло: кожени топлоустойчиви ръкавици, груби, незапалими дрехи, заваръчни каски или очила, за предпочитане ботуши с дебела гумена подметка.
Последователността на работата, извършвана при заваряване с инверторна апаратура
Подготовка за работа
Как да готвя тънък метал с инвертор правилно знам не всички. Следователно по-долу инструкции стъпка по стъпка за начинаещи \\ tТова описва последователността на работа по време на заваряване с електродъгово заваряване на тънък метал:
- Избираме електрода и величината на заваръчния ток. Често върху тялото на заваръчната машина се изписва ток за различни дебелини на метала. Оптималната стойност ще бъде 35-40 А. Изберете електроди за заваряване на тънък метал според таблицата.
- Сега поставете избрания електрод в държача, затегнете клемата на земята върху детайла.
- Важно е да се отмени, че частите, които трябва да бъдат заварени, да прилягат плътно.

Процес на изпълнение на работата
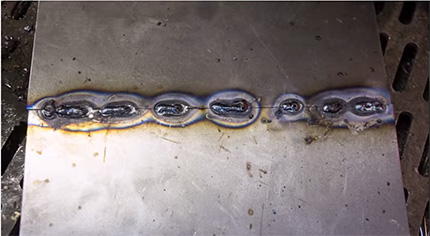
- Заваряването започва с точковиден електрод за заваряване на тънки метали по ръбовете, след което се прави точка в центъра на бъдещия шев. Така металът няма време да се затопли и вътрешното напрежение се разпределя равномерно. Точките се изпълняват в кратки движения.
- След всяко нанасяне мястото на заваряване трябва да се почисти с метална четка, за да се отстранят следите от шлака.
- Процесът на нанасяне на точките продължава, докато те започнат да се припокриват, а шевът става твърд. Важно е да не се бърза и да се позволи на метала да се охлади след всеки пасаж с точки, след което металът не се деформира и геометрията на продукта не се нарушава.
- След като шевът на точката стане твърд, за плътност, е възможно да се премине с твърд шев на много къса дъга, като се разчита на електрода върху мазилката и е необходимо да се води достатъчно бързо.
Опитните заварчици препоръчват накланяне на повърхността за заваряване спрямо хоризонта и оловото заварен шев отдолу нагоре. Шевът трябва да бъде "изтеглен", в този случай шлаката ще се отцеди и издуха от налягането на заваръчната дъга.
Основният недостатък при заваряването на тънкослойни метални изделия е високата вероятност за изгаряне, деформация и повреда на метала. Основната причина, неточна работа на заварчика, впоследствие повреден продукт.
От гореизложеното може да се заключи, че висококачествената дъгова заварка на тънки метални листове с електрод може да се извърши само с внимателно проучване на специфичните характеристики на процеса и правилно избрано оборудване. Възможно е да се направи желаната дъга за заваряване само от опитен заварчик, който вече е напълнил ръката си и е намерил необходимото количество ток.




