Woni 13 55 за какъв вид заваряване. Електроди за инверторно заваряване: какво трябва да знаете
Заваръчните електроди "UONI-13/55" с основно покритие се използват широко за заваряване на критични структури. Заваряемите елементи трябва да бъдат направени от нисколегирани и въглеродна стомана (например: стомани марки 10ХСН2Д, 48КС и т.н.), които работят при променлив товар и отрицателни температури. Допуска се заваряване на следните материали:
- стомани: BST3, 09G2, 10G2S1D-35, 10HSND, MS-1, St3s и др .;
- изковки от дисперсно-подсилени и въглеродни стомани, както и изковки и отливки помежду си.
Заваръчните електроди "UONI-13/55" осигуряват най-добрата защита на заваръчната вана, което е особено важно при работа в открито пространство. Поради това, заваръчни електроди "UONI-13/55" са широко използвани от строителите на мостове.
Описанието на тези заваръчни електроди е в статията, така че днес ще се съсредоточим само върху техническите характеристики.
Технически характеристики на заваръчните електроди "УОНИ-13/55"
Помислете за основното технически характеристики електроди за заваряване "UONI-13/55":
- обща характеристика на електродите;
- механични свойства на метала заварен шев;
- химичен състав на заваръчния метал;
- пространственото положение на заварката;
- заваръчен ток;
- средният брой на електродите в 1 кг.
Обща характеристика на електродите "UONI 13/5"
Общите характеристики на електродите включват следните параметри:
- покритие на заваръчни електроди: основно;
- скорост на отлагане, g / A h: 9.5;
- изпълнение на напластяване на електроди (за диаметър 4.0 mm), kg / h: 1.4;
- консумация на електрод на 1 kg метал на заварка, kg: 1.7.
Механични свойства на заваръчния метал
Заваръчният шев, създаден от електродите "UONI-13/55", има следните механични характеристики:
- граница на провлачване, МРа - 420;
- якост на опън, МРа - 540;
- относително удължаване,% - 22;
- ударна якост (KCV), j / sq. виж:
- при Т = + 20 ° С - 130;
- при Т = -40 ° С - 80;
- при t = -60 ° С - 50 ° С.

Химичният състав на заваръчния метал
В химичен състав заварки Налични са следните елементи:
- въглерод (С):\u003e 0,07%;
- силиций (Si): ≥ 0,5%;
- манган (Mn): ≥ 1,35%;
- фосфор (Р):\u003e 0,025;
- сяра (S):\u003e 0,025.
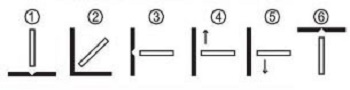
Пространствени положения на заварката
При заваряване се разрешават следните пространствени положения на заварката: 1,2,3,4,6.
Величината на заваръчния ток на електродите "UONI-13/55"
При заваряване, в зависимост от диаметъра на електрода и пространственото положение на заварката, се препоръчва да се определят стойностите на заваръчния ток (А), посочени в таблицата.
| Диаметър, мм / положение на шевовете | бельо | вертикален | таван |
| 2,0 | 40…50 | 35…55 | 35…55 |
| 2,5 | 50…70 | 40…65 | 40…65 |
| 3,0 | 80…100 | 70…90 | 70…90 |
| 4,0 | 130…160 | 130…140 | 130…140 |
| 5,0 | 180…210 | 160…180 | — |
Средният брой заваръчни електроди "UONI-13/55" в 1 кг
Средният брой електроди на килограм в зависимост от техния диаметър е показан в таблицата.
Технологични характеристики на заваряване с електроди "УОНИ-13/55"
Допуска се конвенционално дъгово заваряване на метални конструкции и усилващи пръти. Такова заваряване се извършва във всички пространствени положения на заварката с постоянен ток (с обратна полярност) на къса дъга.
Заваръчните ръбове трябва да бъдат почистени от замърсяване, масло и мащаб.
Преди заваряване е задължително калцинирането на заваръчни електроди на UONI 13/55 при температура T = 250 ... 300 ° С за 1 час.
Къде да купя електроди от различни марки
Изберете производители и продавачи на заваръчни електроди, като кликнете върху линка по-долу на страницата на нашия каталог на фирмите.въпрос:
Прочетох в литературата, че UONI 13 55 са добри заваръчни електроди, така че реших да ги купя и изгарям, да ги изпробвам на практика, пишат ли те истината? Всъщност всичко се обърка, както е изобразено на теория. Обяснете, моля, при заваряване на обратната полярност е необходимо да добавите повече от ток. И SSSI все пак се залепва и дъгата завършва. След няколко опита отново подпалваш дъгата, вървиш дузина или два милиметра и електродът отново изгасва. Не разбирам как да работя с това „чудо“, може би трябва да добавите още ток? Металът на заварката е с добро качество, добър, малко остатъци от шлака. Какво правя погрешно?
Прочетете статията на сайта: |
отговори на:
Ако току-що започвате да готвите с ръчно електродъгово заваряване, тогава тези електроди не са много подходящи за изследване. За работа с SSSI се нуждаете от определено умение. Опитайте се първо да ври MP-3 или ANO-21, веднага щом започне да излиза с тях, едва тогава отидете на UONI 13 55 за отговорните структури.
Ето някои нюанси, които могат да ви помогнат:
Някои производители могат да произвеждат просто нискокачествени електроди. Необходимо е да се купуват и готвят с електроди от различни производители, тогава ще разберете как да се даде предпочитание. Дори и в един пакет, един електрод може да се готви нормално, а другият - дефектен, да не говорим за различните опаковки!
Уверете се, че работите, преди електродите да се изсушат или най-много да се калцинират (по тази тема)
Все още може да се окаже, че изходният ток на инвертора може да се различава от този, показан от индикатора или от фината регулировка. Мярка заваръчен ток de facto с кърлежи.
Опитайте се да заварявате без прекъсване, заровени в покритието и поддържайки минимална дъга.
- Сварете един ъгъл назад, в този случай, шлаката ще падне върху вече сварената зона.
- В условия на ниско напрежение на електрическата мрежа или нейните усвояване, евтино китайско устройство няма да се приготвя с електроди с основно покритие. Можете да решите проблема: а) чрез свързване на дросел към веригата;
б) купи професионален заварчик
в) намерете добра електрическа мрежа.
- Не забравяйте също, че SSSI 13 55 е създаден за заваряване на особено отговорни натоварени метални конструкции, които се сглобяват в цеха. Затова задължителната предварителна подготовка на повърхността на стоманените заготовки е задължителна за тях. Замърсяване и корозия, те не понасят влага.
- Не е необходимо да се дава много заваръчен ток. Това, което е добро за рутиловия електрод, не може да се използва за основния. Принуждаването на процеса ще намали качеството на шева.
Когато токът е твърде висок, трудно е да се контролира заваръчната вана, изпаряването на метала е интензивно, голямо количество пръски. Warpage се увеличава поради високите термични ефекти. При заваряване на тавана и преминаване на вертикални съединения металът ще изтича от банята.
Фокусирайте се върху следните режими при заваряване с 3 мм електрод, в зависимост от позицията:
а) по-ниска 80-100A
б) вертикални 60-80А
в) таван 70-90А
За електродите на растението Losinoostrovsky, токът трябва да бъде даден малко по-ниско от посоченото по-горе.
P.S UONI 13 55 може да се вземе със себе си в магазина, преди да закупите инвертор, за да го тествате.
Необходимо е да се изгори електродът без да се разкъса напълно дъгата, като се свърже инвертора с удължителен кабел от 30 m секция от 1,5 кв.м. Ако дъгата не изгасне, а електродът не се придържа към метала, тогава заварчикът е с високо качество.
Изгорете повече основни електроди и с времето всичко ще излезе!

въпрос:
Аз съм човек в заваряването на нов, но любознателен. Аз просто не мога да разбера защо SSSI не се препоръчва да се готви в пряка полярност? В интернет, в инструкциите и видеоуроците, го казват безсмислено. Но наскоро се натъкнах на видео, което ясно показа, че няма разлики при заваряване на UONII 13/55 върху директната и обратната полярност. Качеството на шевовете е същото в първия и втория случай, както при визуална проверка на недовършени шевове, така и след почистване с мелница с „космат” кръг. Така че някак си не вярвам на всички тези писатели. Въпросът всъщност е следното:
Обяснете физиката на процеса, моля, като обосновка за невъзможността за готвене с UONI електродите на директната полярност.
отговори на:
Всъщност фразата „Заваряване с електроди UONI 13/55 се извършва на постоянен ток на обратна полярност“ не е измислена от аматьори, за да се сложи нещо в това в интернет. Това е препоръка от производители, която можете да намерите на съответните сайтове или, при покупка, да прочетете на опаковъчната кутия.
Какво се случва с SSSI de facto при заваряване на директна полярност?
Първоначални условия: електродите се калцинират, всичко е както трябва.
Резултат: дъгата излиза на пръв поглед без причина. Светва само когато докоснете още не втвърдената шлака. Невъзможно е да се запали по друг начин.
Електродните пръчки и покритието с флюс се разтопява трудно. Дъгата се гаси от факта, че електродната пръчка изгаря в неплавно покритие с няколко милиметра.
Това означава, че няма достатъчно температура за топене на покритието, липсва защита на заваръчната вана.
При заваряване на обратна полярност всичко е различно.
Физиката на процеса, de jure, ще бъде обяснена подробно на вас, може би, от инженерите, участващи в електродната индустрия ... Тук ще представим накратко нашата визия за процеса от гледна точка на теорията.
За да разберете какво предпазва UONI от готвене с електроди на права полярност, трябва да знаете как тя влияе.
При спазване на препоръчаната от производителя обратна полярност получаваме знак плюс и знак минус върху продукта. Спецификата на физичните процеси обаче е именно фактът, че при заваряване, на противоположния полярност, върху електрода се образува анодна точка и катодна точка на продукта. Съответно, потокът от електрони се насочва от катода към анода и се загрява повече електрод. Температурата е достатъчна за нормалния процес на заваряване. Това, което при нормални условия не се наблюдава при заваряване на права полярност.
Използването на универсални електроди избягва този проблем.
Електродите на Uoni се използват за много важни връзки. Подходящи са за заваряване на въглеродни и нисколегирани стомани, натоварени конструкции, съдове под налягане, дебели листови материали, части, подложени на динамични натоварвания и ниски температури. Шевът трябва да отговаря на повишените изисквания за пластичност и якост.
Специални функции
Продуктите се изработват в съответствие с изискванията на ГОСТ 9466-75 от стоманени пръти с основно покритие (химичният състав включва различни елементи, например C, Mn, P, S, Si). Диаметърът на произведените електроди uoni варира от 2 до 6 mm, а дължината - от 300 до 450 mm. Те се характеризират със светлинно запалване, стабилно запалване на дъга и минимално разпръскване на метал.
Най-често срещаните продукти
- маркирани 13/45 - използвани за работа със стоманени отливки и изковки, шевовете имат приемлива якост на удар и еластичност, съставът е никел и молибден,
- с маркировка 13/55 - служат за Т-съединения и челни съединения, работа с високовъглеродни и нисколегирани стомани, покритието съдържа манган, силиций, въглерод, сяра, те се характеризират с висока степен на образуване на заварка и неговата устойчивост на образуване на пукнатини по време на кристализация.
приложение
Електродите се използват за ръчно управление електродъгово заваряване за постоянен ток обратна полярност. Възможна е работа във всички пространствени положения, с изключение на провеждането от горе към долу. За да се получи висококачествен шев е необходимо да се почисти металната повърхност. Заваряването се извършва на къса дъга. Полученият шев се почиства лесно от шлака.
В нашия онлайн магазин можете да поръчате електрони от uoni с опаковка от 1 до 6 кг. Продуктовите карти съдържат технически спецификации, цена и подробни описания продукти за по-лесен избор.




