Hegesztett kötésekben keletkező hibák. A hibák felderítésének, ellenőrzésének és megszüntetésének módszerei. Pórusok és nemfémes zárványok
Ma hegesztést használnak mindenhol a különböző fém alkatrészek összekapcsolására. Sikeresen használják mind ipari, mind magánszférában életkörülmények. az alkatrészek hegesztéssel történő állandó összekapcsolásához. Ennek eredményeként különböző területek jönnek létre, amelyeket egy bizonyos tulajdonságok jellemeznek. Mindez a fűtés mértékétől függ. A fizikai, kémiai és mechanikai tulajdonságok eltérőek lehetnek. A hegesztett kötések fő hibái hosszú ideig ismertek. El kell kerülni őket a munka során.
A hegesztést fém alkatrészek összekapcsolására használják ipari és háztartási környezetben.
A hegesztett kötések jellemzői és típusai
Mielőtt a hegesztett kötések hibáiról beszélnénk, érdemes többet beszélni főbb típusukról és jellemzőikről. A hegesztés elve nagyon egyszerű. Az olvadt fém varratot képez, amely kristályosodik. A részlegesen megolvadt anyag képezi a fúziós zónát. A zóna közelében van az a terület, amelyben a fűtött fém további feszültség alatt áll. Ezt hőhatásnak nevezett zónának nevezik. Ezután a fő fém. Szerkezete és tulajdonságai a munkafolyamatban nem változnak.

A hegesztések osztályozása térben.
A hegesztett kötéseknek több fő típusa van. Közülük a leggyakoribb a tompa, az átfedés, a T-alakú és a szögletes. Mindegyik különbözik az alapanyagok telepítésében, a varrás helyén. A varrás minőségét számos különböző tényező befolyásolja közvetlenül. A belső és külső hibák is kialakulhatnak. A varratok minőségét közvetlenül befolyásolja a csatlakozni kívánt fémek szennyezettsége.
Az oxidok, zsíros filmek igen sokféle lehetnek. Ezért a hegesztett felületeket meg kell tisztítani a munka előtt. By the way, a végrehajtás folyamatában szükséges harcolni a felszínen képződő oxidokkal. Mindenesetre a végső kapcsolat erőssége közvetlenül függ a hibák hiányától. A varrás néha pontosan ugyanolyan erősségű, mint az alapanyag, de ez eléggé nehéz elérni.
A hegesztett kötések hibái
Amint azt korábban említettük, a hegesztett kötések hibái nagyon különbözőek lehetnek. Emlékeztetni kell őket a munkafolyamatban. Ha egy személynek van egy ismeretei a poggyászukkal, akkor képes lesz a varratokat tökéletesen varrni. Ezt kell törekednünk.

A hegesztett kötések fő típusainak táblázata.
- Haladva. Ez egyike a hegesztett kötések hibájának. Ez egy horony, amely az alapfém és a varrás fúziós helyén van kialakítva. Leggyakrabban az ilyen hibák akkor jelennek meg, ha nagy hegesztőfürdő van. Magától értetődik, hogy nagy mennyiségű fém megolvad a nagy áramjelzők használata miatt.
- Naplav. Ezt a hiányosságot az jellemzi, hogy a hegesztőanyag szivárgása van az alapfémen. Nagyon kellemetlen hiba.
- Hiánya fúzió. A hegesztett kötések ilyen hibája olyan esetekben fordulhat elő, amikor az alapfémek elégtelen olvadása a szerkezeti elemek csatlakozásainál keletkezik. Ez a hely leggyakrabban salakkal van kitöltve, amely szerkezetéből adódóan porózusokat és üregeket képez az ízületekben. Ez elfogadhatatlan. A design azonnal elveszíti tulajdonságait. Ha használják ívhegesztés, a behatolás hiánya az elégtelen áramerő alkalmazása miatt fordulhat elő. Ez az egyik legveszélyesebb hiba. Ez elsősorban annak a ténynek köszönhető, hogy ezen a helyen további struktúrák keletkeznek a szerkezet későbbi működése során. Ez nagyon gyakran vezet gyors elpusztításához. Megszabadulhat ez a hiba. Ehhez hiányos behatolást észlelünk, majd a felületet nehéz területeken végezzük.
- Repedések. Ez az anyag részleges megsemmisítése a varratban vagy a közeli zónában. Ezek több okból is kialakíthatók. Ha a folyamatról beszélünk, amikor a fém még meleg, akkor a repedések a fém kristályosodása következtében jelentkeznek. A szilárd állapotban számos szerkezeti átalakulás is előfordulhat vele. Ez a második oka az ilyen hibák megjelenésének.

Hegesztési hibák: nem fúzió, egyenetlen forma, beáramlás, repedések, fisztulák, túlmelegedés.
A forró repedés mechanizmusa meglehetősen egyszerű. A végrehajtás során hegesztés fémet melegítenek. Miután a hőforrást eltávolítottuk, fokozatosan elkezd hűlni. Természetesen a kristályosodási zónák képződnek. Elkezdnek úszni a még megolvadt fém között. Ha nincsenek olyan mikrozonok, amelyek lehetővé teszik a meleg és hideg anyag kölcsönhatását, akkor az összes hegesztett kötés hibákat tartalmazna. Ez azonban nem történik meg. Így feltételezhetjük, hogy minél magasabb a kristályosítási tartomány, annál valószínűbb a forró repedések előfordulása. A szén közvetlenül befolyásolja ezt a mutatót. Itt van egy közvetlen kapcsolat. Minél több szén van az acélban, annál szélesebb lesz a kristályosítási tartomány.
Hideg repedések keletkezhetnek a varrás helyén. Ezek akkor jelennek meg, ha az anyagot körülbelül 200-300 ° C hőmérsékletre hűtjük. Előfordulhat, hogy nem tűnnek fel azonnal, ami veszélyesebbé teszi őket. A hideg repedések megjelenése azzal a ténnyel jár, hogy az anyagban különböző szerkezeti átalakulások lépnek fel bizonyos kémiai átalakulások miatt. Itt közvetlen függés van az anyagban lévő szén mennyiségétől. Minél többet, annál nagyobb a hideg repedések valószínűsége. Ez a hideg és meleg repedések kialakulásának tendenciája meghatározza a fémek hegeszthetőségét. Ez a paraméter egy olyan hegesztett kötés megszerzésének képességét jellemzi, amely nem különbözik az alapanyagoktól.
Pórusok és nemfémes zárványok

Hegesztési hézagok: kráterek, zsugorodás, pórusok, behatolás hiánya, salak, átégés.
Pórusokat. A hegesztett kötések ezen hibái meglehetősen gyakori. A pórusok olyan üregek, amelyek gázzal vannak feltöltve. Mikroszkopikus méretűek lehetnek, és több milliméteres hibákat képezhetnek. Ebben az esetben a leggyakrabban a varratok ízületein alakulnak ki a fő anyaggal. Ezt a hibát számos paraméter befolyásolja.
Ezek közül a legfontosabb a főzőfürdőben lévő gáz koncentrációja. A gáz az olvadás során felszabadul a fémből. Ezt a folyamatot nem lehet megakadályozni. A szén-monoxid nem képes feloldódni a mirigyben, és buborékok formájában szabadul fel.
Nemfémes zárványok. A hegesztett kötések ezen hibái magukban foglalják az idegen zárványok behatolását a hegesztés szerkezetébe a munka eredményeként.
Repedések a hegesztett kötésben.
Az ilyen zárványok sokfélesége van. A salak például képződhet a csatlakozandó anyagok nem megfelelő tisztítása következtében.
Ezeket a többrétegű hegesztés során keletkező elégtelen salakeltávolítás okozza. Az olvasztással végzett munka során egy anyag keletkezik a varrásban, amely fizikai és kémiai tulajdonságok különbözik az alapfémtől. Ebben a tekintetben az ilyen hibák is kialakulhatnak. A külföldi zárványok nagyon különbözőek lehetnek.
Tanulmányi hibák
Hegesztési hiba - pórusok, az üregek gázzal való feltöltése.
Természetesen, ha vannak különböző hegesztett kötések hibái, akkor azokat meg kell vizsgálni. Ehhez gyakran használt makroelemzést. Az a tény, hogy a fém szerkezetét szabad szemmel vagy nagyítóval tanulmányozzák. A mikroszkópos elemzéssel ellentétben a makroanalízis nem teszi lehetővé az anyag szerkezetének megfelelő tanulmányozását. Fő feladata a hegesztési folyamat során összekapcsolt alkatrészek minőségének ellenőrzése. Ez lehetővé teszi, hogy meghatározza a törés típusát, a rostos szerkezetet, a szilárd szerkezet megsértését és így tovább. Az ilyen elemzés elvégzéséhez szükséges, hogy a vizsgálandó részt speciális elemekkel marassuk, és csiszológépeken kell feldolgozni. Ezt a mintát makroszekciónak nevezik. Felszínén nem lehet szabálytalanság vagy idegen zárvány, beleértve az olajat.
A fentiekben leírt összes hibát meg lehet vizsgálni és kimutatni makroanalízissel.
Az anyag szerkezetének azonosításához a leggyakrabban használt módszerek a felszíni maratás.
Az áramlások típusai a varratokban.
Ez a megközelítés a legkevésbé szén-dioxid- és közepes szénacélokra alkalmas. Az előzetesen előállított makroshlifert az elemzett részből kell a reagensbe meríteni. Ugyanakkor a felületet alkohollal kell tisztítani. Az elemek kölcsönhatása következtében kémiai reakció lép fel. Lehetővé teszi a réz eltávolítását az oldatból. Az anyagok helyettesítése. A réz a próba felületére kerül. Azokat a helyeket, ahol a fő anyagot nem fedik le teljesen réz, öntik. Ezek a helyek és minden hibát tartalmaznak. Ezután a mintát eltávolítjuk a vizes oldatból, szárítjuk és tisztítjuk. Mindezeket a lépéseket a lehető leggyorsabban kell elvégezni, hogy az oxidációs reakció ne következzen be. Ennek eredményeképpen azonosíthatóak azok a területek, ahol nagy mennyiségű szén, kén és egyéb anyagok vannak.
Az ilyen anyagokat tartalmazó területek marása nem azonos. Ahol a szén és a foszfor nagy koncentrációja van, a felületen lévő réz nem intenzíven szabadul fel. Itt van a minimális fémvédelem. Ennek eredményeként ezek a helyek a leginkább maratottak. A reakció eredményeként ezek a területek sötétebb színben vannak festve. Jobb, ha ezt a módszert alkalmazzák azokra a acélokra, amelyek minimális mennyiségű szenet tartalmaznak. Ha igen, akkor a minta felszínéről a réz nagyon nehéz lesz eltávolítani.
A varratok aluljárási típusai.
A hegesztett kötésben az anyagok szerkezetének más módszerei is léteznek. Például gyakran használják a fotoprint-módszert a kén mennyiségének meghatározására. Fotópapír, miközben egy ideig megnedvesítették és megtartották a fényt. Ezután a fóliapapír lapjai között szárad. Az oldat, amelyben kezdetben elhelyezett, bizonyos mennyiségű kénsavat tartalmaz. Ezután természetesen ez a papír egyenletesen kerül a makróra.
Egy hengerrel kell simítani, hogy az összes deformációja teljesen megszűnjön. A fényképészeti papír és a fém között fennmaradó légbuborékokat teljesen el kell távolítani. Csak ebben az esetben lesz a vizsgálat objektív. Ezt a pozíciót kb. 3-10 percig kell tartani. Az idő a szonda kezdeti vastagságától és más tényezőktől függ.
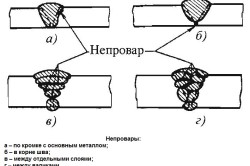
Neprovarov típusai.
A hegesztési fémben található kénbevonatok szükségszerűen reagálnak a fotopapír felületén lerakódott savval. A hidrogén-szulfid felszabadulásának fókuszában egy anyag képződik, amelyet fotóemulziónak nevezünk. A reakció eredményeként kialakuló ezüst-szulfid-területek egyértelműen mutatják a kén eloszlását a fémben.
Természetesen ezeket a területeket papíron fogják megfigyelni. A kísérlethez használt fotópapírt le kell mosni, majd a hiper-szulfit oldatban tartani. Ezt követően ismét folyadékban mossuk és szárítjuk. Abban az esetben, ha a hegesztésben fluorid zárványok vannak jelen, akkor biztosan kitűnnek a sötét színű foltok formájában.
Összegezve
Így jelenleg számos módszer létezik a hegesztett kötések hibáinak azonosítására. Mindegyiküknek van egy konkrét célja. Mindegyik módszer lehetővé teszi, hogy megtudja, hogy a varrás szerkezetében mennyit tartalmaz egy vagy másik anyag, amely hátrányosan befolyásolhatja annak szerkezetét.
A makroanalizációs módszerek mellett a közelmúltban a mikroelemzési módszereket is gyakran bevezetik. Ugyanazok a célok, mint az előzőek. Ezenkívül lehetővé teszi az anyag szerkezetének tanulmányozását. Itt a kristályrács szerkezetének molekuláris szintjén dolgozunk.
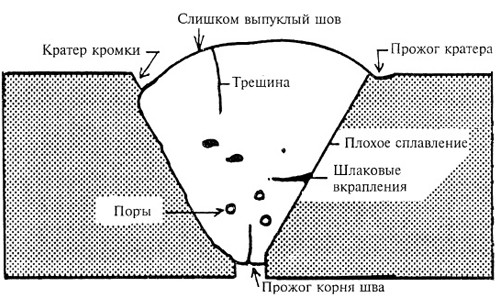
K belső hibák a hegesztett kötések közé tartoznak a pórusok, a salak zárványai, a hiányos fúzió, a nem fúzió és a repedések.
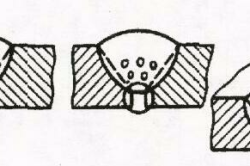
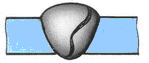
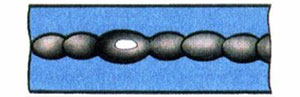
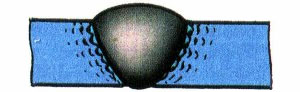
Pórusok - a hegesztett varratokban a gáztöltéssel ellátott lekerekített üregek hibái (8. ábra). hegesztések úgy tűnik, hogy a folyékony fémben oldott gázok nem rendelkeznek idővel a légkörbe való kijutáshoz, mielőtt a hegesztési felület keményedik. A pórusok meglazítják a varrást és csökkenti annak mechanikai szilárdságát. A pórusok kialakulásának oka: a hegesztett fém széleinek szennyeződése; nedves elektródák használata, nedves folyadék; A varrat elégtelen védelme széndioxid-hegesztés közben; fokozott hegesztési sebesség, hegesztés megnövelt ívhosszal; az aktuális polaritási eltérés. Szén-dioxid-hegesztéskor és egyes esetekben, és magas áramoknál a fluxus alatt történő hegesztés során pórusokon keresztül alakulnak ki - az úgynevezett fisztula.
Ábra. 8. A hegesztési fém porozitásának jellege:
a - egyenletes porozitás; b - a pórusok felhalmozódása; pórusok láncai.
A belső pórusok mérete általában 0,1-2 ... 3 mm átmérőjű, és néha több. Pórusok jönnek a felszínre hegesztési varráslehet, hogy több.
Egységes porozitás (lásd a 8. ábrát, a) általában állandó hatású tényezőkkel fordul elő: az alapfém szennyeződése a hegesztendő felületeken (rozsda, olaj, stb.), Nem állandó elektróda bevonat vastagsága stb.
A pórusok felhalmozódását (lásd a 8., b. Ábrát) helyi szennyeződéssel, valamint az elektróda bevonat integritásának megsértésével, a varrás kezdetén hegesztéssel, ív töréssel vagy véletlenszerű változásokkal végzik.
Pórusláncok (lásd a 8., c. Ábrát) olyan körülmények között alakulnak ki, amikor a gáznemű termékek a hegesztési tengely mentén áthaladnak a fémbe a teljes hosszán (amikor a rozsda felett hegesztik, a levegő szivárog át a szélei közötti résen, a hegesztés gyökerét rossz minőségű elektródákkal alapozza meg).
Az egyes pórusok véletlen tényezők hatására (a hálózati feszültségingadozások stb.) Adódnak. Az alumínium és a titánötvözetek hegesztésekor a pórusok legvalószínűbb előfordulása az acélok hegesztésekor.
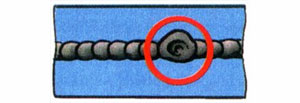
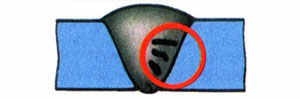
A fisztula a hegesztési eljárás során a hegesztési fémben kialakított cső alakú üreg formájában keletkezett hiba. A fisztula alakja és helyzete a megszilárdulás módjától és a gáz típusától függ. Általában a fistulák felhalmozódnak és a „halszálkás”
A fisztulák általában akkor alakulnak ki, amikor a fenékhegesztések különböző aljzatokon kívüli térbeli helyzetekben vannak hegesztve. A fisztula kialakulásának oka az, hogy az emelőerő nem tudja a pórust kinyitni a hegesztési fémen keresztül.
A fisztulák elfogadhatatlan hibák, miközben a hegesztés feszültségkoncentrátorai.
Mivel a hiba a hegesztésen belül van, nincsenek külső jelek a jelenlétéről. Fisztulákat lehet kimutatni, mint például ultrahang, röntgen és mások.
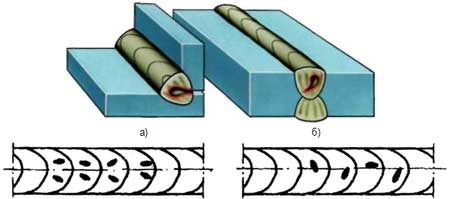
Ábra. 9. Fisztula a hegesztési fémben:
a - a sarokhegesztésben; b - a hegesztésben;
c, d - a fisztulák tipikus helye hegesztett kötések.
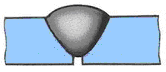
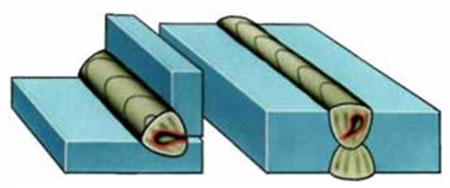
A hegesztési fémben lévő salak zárványok (10. ábra) nem fém anyagokkal (salakokkal, oxidokkal) töltött kis térfogatok. A salak zárványok kialakulásának valószínűségét nagymértékben a márka határozza meg hegesztő elektródák. Vékony bevonattal ellátott elektródákkal való hegesztés során a salak zárványok kialakulásának valószínűsége nagyon magas. Kiváló minőségű elektródokkal való hegesztéskor, amely sok salakot ad, a megolvasztott fém folyékony állapotban van, és a nemfémes zárványok ideje a felületen lebegni, így a varrás eltömődik a salak bevonásával.
A salak zárványok makroszkopikus és mikroszkopikusan oszthatók. A makroszkopikus gömb alakú és hosszúkás alakja hosszúkás "farok".
Ezek a zárványok a varratokban alakulnak ki a hegesztett élek mérete és egyéb szennyeződésektől való gyenge tisztítása miatt, és leggyakrabban a többrétegű varratok első rétegének salakfelületének gyenge eltávolítása miatt, a következő hegesztés előtt (10. ábra).

Ábra. 10. Salak zárványok a szélén egy többrétegű varrásban.
A hegesztési varratban lévő salak zárványokat a hegesztett fém gyenge eltávolítása, a rossz minőségű elektródák és a hegesztési módok rossz választása okozza. A salak zárványai csökkentik a varrás hatékonyságát, így a hibás helyet levágják és újra főzik.
A salak zárványokat (a mérettől függően, a műszaki feltételektől függően) elfogadhatatlan hibáknak tekintik, a hegesztés feszültségkoncentrátorai és a munkadarab gyengülése és a termék működési megbízhatóságának csökkentése.
Előfordulhat, hogy a hegesztésben lévő salak zárványoknak nincsenek külső jelei jelenlétüknek. Lehetőség van a salak zárványainak kimutatására nem destruktív vizsgálati módszerekkel, például ultrahangvizsgálattal, röntgenfelügyelettel és másokkal.
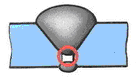
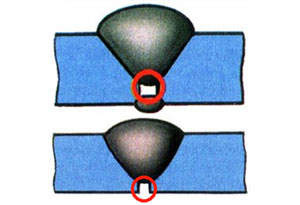
A szivárgás a hegesztett kötésben a helyi nem fúzió formájában fellépő hibák, mivel a korábban hegesztett gyöngyök felületei vagy szélei nem teljesen olvadnak (11. ábra).
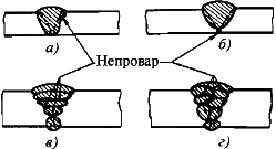
Ábra. 11. A behatolás hiánya: a - az él mentén az alapanyaggal; b - a varrás gyökerében; az egyes rétegek között; d - görgők között.
Az alapfém és a hegesztés fém közötti nem fúzió formájában keletkező szivárgás (11. ábra a), az oxidok vékony közbenső rétege, és bizonyos esetekben durva salak közbenső réteg az alapfém és a hegesztési fém között.
A gyenge penetráció kialakulásának oka:
- a hegesztett részek szegélyének, a rozsdának, a festéknek, a salaknak, az olajnak és az egyéb szennyeződéseknek a széleinek gyenge tisztítása;
- az ív vándorlása vagy eltérése mágneses mezők (mágneses robbanás) hatására, különösen hegesztéskor egyenáram;
- alacsony olvadáspontú anyagokból készült elektródák (ilyen elektródákkal való hegesztés során folyékony fém folyik az ömledék nélküli hegesztési élekre);
- túlzott hegesztési sebesség, amelynél a hegesztendő élek nem rendelkeznek idővel az olvadáshoz;
- az elektróda jelentős elmozdulása a hegesztett élek egyikének irányában, míg az olvadt fém a második nem megolvadt élre áramlik, amely lefedi a behatolás hiányát;
- az alapfém nem kielégítő minősége hegesztési huzal, folyadékok, elektródák stb .;
- rossz munka hegesztőberendezések - teljesítmény ingadozások hegesztőáram és ívfeszültség a hegesztés során;
A hiányos hegesztések kialakulásának oka a varrás gyökérében (lásd 11. ábra, b), a fentieken túlmenően: elégtelen ferde szög; nagy nagyságú blunting; kis hézag a hegesztett alkatrészek szélei között; az elektróda vagy a töltőhuzal nagy keresztmetszete van a csuklós varrásban, ami nagyban megnehezíti az alapfém olvadását.
Az egyes rétegek közötti behatolás hiánya (lásd a 11., c., D. Ábrát) a következő okokból következik be: az előző henger alkalmazásával keletkezett nem teljesen eltávolított salak miatt, ami az eltávolítás nehézsége vagy a hegesztő gondatlansága miatt lehetséges; elégtelen hőteljesítmény (alacsony áram, túl hosszú vagy rövid ív).
A szivárgások elfogadhatatlan hibák, és ugyanakkor csökkentik a termék üzembiztonságát.
A vízvezetékek nem rendelkeznek külső jelekkel a jelenlétükhöz. Lehetőség van a behatolás hiányának kimutatására a roncsolásmentes vizsgálati módszerek, mint például az ultrahangvizsgálat, a röntgenfelügyelet és mások által.
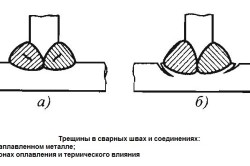
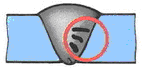
Repedések - egy hegesztett kötés részleges helyi megsemmisülése törés formájában (12. ábra).
Ábra. 12. Hegesztett kötések és varratok repedése: a - a hegesztési fémben; b - a fúziós zónában és a hőhatás zónában.
A repedések forró repedésekre és hideg repedésekre oszlanak.
Forró repedések keletkeznek a hegesztési feszültségek hatásának következtében az alacsony olvadáspontú eutektikus mosott kristályhatárok mentén.
Hideg repedések keletkeznek a heveny hatású zóna törékeny kristályainak törése következtében a hegesztési feszültségek hatására.
Repedési folyamat:
A hegesztési feszültségek a hegesztett kötés hűtése során fellépő húzófeszültségek következtében keletkeznek. A heveny hatású zónában vagy az alapfémben repedések a hideg repedések, és kioltásuk, hidrogén vagy vegyes eredetűek.
A következő tényezők hozzájárulnak a repedések kialakulásához:
- nagy hegesztési feszültségekkristályosodásból származó;
- a hegesztett szerkezet fokozott merevsége;
- a hegesztési feltételek megsértése (hegesztés fűtés nélkül) és az egyes acélok hőkezelése;
- szabálytalan varrásforma a hegesztési mód be nem tartása miatt;
- fokozott szén-tartalom az alapfémben;
- a szerkezet gyors hűtése.
- hegesztés alacsony hőmérsékleten;
- a varratok túlzott felhalmozódása a szerkezet megerősítéséhez (bélés stb. használata), aminek következtében a hegesztési feszültségek növekednek, ami hozzájárul a hegesztett kötésben lévő repedések kialakulásához;
- a hegesztett ízületekben más hibák jelenléte, amelyek olyan feszültségkoncentrátorok, amelyek hatására repedések alakulnak ki;
- az alapfém repedéseit a hegesztés termikus ciklusa képezi.
A forró repedések kialakulását befolyásoló jelentős tényező a fő- és töltőanyag szennyeződése kén- és foszfor-szennyeződéssel.
A hideg repedések (CT) a martenzit és bainitikus típusok összetevőinek jelenlétében keletkeznek, a diffúz hidrogén koncentrációja az első fajta repedések és szakítófeszültségek nukleáris zónájában.
A repedések a legveszélyesebb hibák, és a jelenlegi szabályozási és műszaki dokumentumok (NTD) szerint elfogadhatatlanok, mivel a munkaterhelés hatására feszültségkoncentrátor és a strukturális meghibásodás központja.
Fém zárványok . A gyakorlatban az alumíniumötvözetek hegesztésekor a leggyakoribb volfrám zárványok. Ezek általában akkor fordulnak elő, amikor argon ívhegesztés volfrám elektróda. Ugyanakkor megfigyelhető az ív pillanatnyi instabilitása és az oxid zárványok egyidejű megjelenése a volfrám zárványokkal. A volfrám zárványok a varratokon belül és az ízületek felületén fröccsenés formájában helyezhetők el. Amikor a volfrám folyékony fürdőbe kerül, általában a fürdő aljára süllyed. Az alumíniumban lévő volfrám oldhatatlan és nagy sűrűségű. A röntgensugarak jellemzően világos képeket adnak a volfrám zárványokról. A volfrám-zárványok általában az ív elszakadásának helyén keletkeznek, míg a volfrám a kráterek csúcsán halmozódik fel, ahol gyakran keletkeznek repedések.
A hegesztésben található volfram zárványok általában nem rendelkeznek külső jelekkel a jelenlétükhöz. A volfrám zárványok felderítése nem destruktív tesztelés. Figyelembe kell venni a volfrám zárványok kimutatására legelőnyösebb módszert
A Hegesztett csatlakozások hibái
A hegesztési hézagok hibái a hegesztési folyamat helytelenül rendelt módjainak és a hegesztési technológiának való megfelelés következtében keletkeznek. A hegesztett kötések fő hibái a táblázatban találhatók. 3C
Táblázat. 3C
|
név |
meghatározás |
|
|
HITELESÍTÉS |
||
|
állapot |
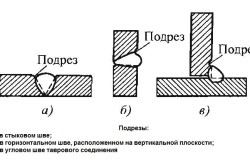
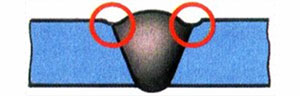
alávágott - a hegesztés fúziós vonalán belüli mélyedéssel ellátott meghibásodás az alapanyaggal. Hosszú ív; Az elektróda túlzott elmozdulása a függőleges fal irányába (a hegesztés során). |
|
|
TIME IN WELDED SEWING
|
Itt az ideje hegeszteni -a hegesztés hibája egy kerek, üreges, gázzal töltött üreg formájában. A hiba okai: - gázzal telített olvadt fém gyors megszilárdulása, amelyben a felszabaduló gázok nem rendelkeznek idővel a légkörbe való kijutáshoz (a hegesztett kötés gyors hűtése); Túlzott hegesztési sebesség, amely sérti a folyékony fém fürdőjének gázvédelmét; Megnövekedett nedvességtartalom. \\ T elektród bevonat, fluxus, védőgázok; A szennyeződés (skála, rozsda, olaj, festék) jelenléte az alapfém szélén és a hegesztőhuzal felületén |
|
|
Fisztula hegesztett varrásban
|
Fisztula a hegesztésben- a hegesztésben a tölcsér alakú horony formája. A hiba okai: Az elektróda oszcillációjának nagy amplitúdója; Az alapfém túlmelegedése; Megnövekedett nedvességtartalom az elektródák bevonatában, fluxusban, védőgázokban. |
|
|
hiányos fúziós
|
Olvasztás - a hegesztési fém és az alapfém közötti kapcsolat vagy az egyes hegesztési gyöngyök közötti kapcsolat hiánya. A hiba okai: Rossz fémtisztítás a szennyeződésektől (skála, rozsda, olaj, festék); Hosszabb ívhossz; Nagy hegesztési sebesség. |
|
|
hiánya penetráció
|
A behatolás hiánya- a hegesztett kötésben a nem fúzió formájában bekövetkező hiba a korábban hegesztett gyöngyök széleinek vagy felületének hiányos olvadása miatt. A hiba okai: Rossz fémtisztítás a szennyeződésektől (skála, rozsda, olaj, festék); Nem kielégítő hőforrás (alacsony hegesztőáram, alacsony lánghőmérséklet); Nagy hegesztési sebesség; Hosszabb ívhossz; Alacsony ferde szög; Nagy mennyiségű blunting; Kis távolság a szélek között; A hegesztett élek elmozdulása és torzítása; Rossz polaritásválasztás az elektródák ezen osztályához. |
|
|
HEGESZTÉSI TARTALMA
|
Salakhegesztés- hiba a salaknak a hegesztésbe való felvétele formájában A hiba okai: A salakfelület gyenge tisztítása a salakból a többrétegű hegesztés során; Az elektród bevonat egyenetlen olvadása; Alacsony hegesztőáram; Nagy hegesztési sebesség. |
|
|
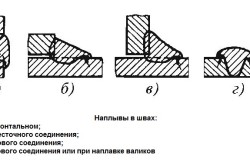
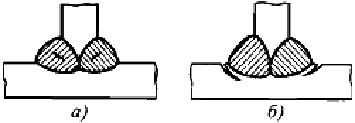
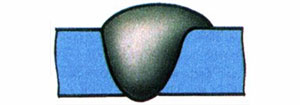
rohanás |
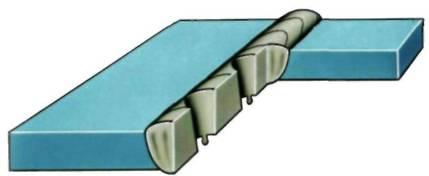
Hegesztett hegesztéssel- hiba a hegesztési fém szivárgása formájában az alapfém felületén vagy a korábban elkészített görgővel, anélkül, hogy az összeolvadna. A leggyakrabban a vízszintes varratokat függőleges síkban hegesztik és függőleges helyzetben hegesztik. A hiba okai: Magas hőforrás-teljesítmény (magas hegesztőáram, magas lánghőmérséklet); Hosszú ív; Az elektróda hibás dőlésszöge a termékhez hegesztés közben "emelkedik" és "leereszkedés" függőleges helyzetben; Helytelen előkészítés a vízszintes varratok függőleges síkban történő hegesztésekor. |
|
|
REPEDÉSEK
|
repedéshegesztett kötés A hegesztett kötés hibája a hegesztés és a (vagy) szomszédos területek közötti rés formájában. Hideg repedések -törékeny, keresztmetszetű törés a hegesztett kötés varrása és a hegesztési zóna közelében alacsony hőmérsékleten (általában a hegesztett kötés teljesen lehűlése után). A hiba okai: A hegesztett kötések túl magas hűtési sebessége miatt a kioltó szerkezetek kialakulása; A hegesztési anyagok gyengébb minőségű tisztítása következtében a hegesztés során a diffúzió-mozgó hidrogén megnövekedett tartalma a hegesztési anyagok és a hegesztett kötés rossz védelme miatt a légkör hatásától függ; Nagy hegesztési feszültség Forró repedések -a hegesztési fém törékeny, kristályosodási zónája, amely a kristályosodás befejezésekor szilárd és folyékony állapotban fordul elő, valamint a szilárd állapotban magas hőmérsékleten az intergranuláris alakváltozások következtében. A hiba okai: Számos káros szennyeződés (kén és foszfor) a hegesztésben és a fémhegesztett lapokban; Nagy hegesztési feszültség |
|
|
Égés és hő
|
kiégés - a szemcsék határainak oxidációja és olvadása, amely megszakítja a köztük lévő kapcsolatot. Ez a házasság nem korrigálható. túlmelegedés a szemcseméret meredek növekedése, ami a fém plaszticitásának csökkenését okozza. A hiba okai: Magas hőforrás-teljesítmény (magas hegesztőáram, magas lánghőmérséklet); A hőforrás lassú mozgatása (alacsony hegesztési sebesség); |
|
|
Égett hegesztés
|
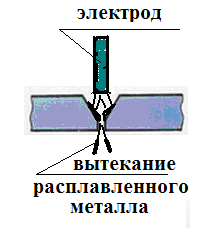
Hegesztés- a hegesztési anyag egy részének szivárgásából adódóan a hegesztésben egy átmenő furat formájában fellépő hiba. A hiba okai: Magas hőforrás-teljesítmény (magas hegesztőáram, magas lánghőmérséklet); A hőforrás lassú mozgatása (alacsony hegesztési sebesség); Nagy hézag a hegesztett élek között; Kis mennyiségű unalmas élek; Rossz előfeszítés a varrás fluxuspárnájának vagy rézbélésének gyökeréhez. |
|
|
Hegesztőprés |
||
|
Érintkező hely és hegesztés |
||
|
A behatolás hiánya- az öntött mag hiánya vagy kis átmérője. |
A hiba okai: Hálózati feszültségesés; Az áram áthatolása szomszédos pontokon vagy véletlenszerű kapcsolatokon keresztül; Nagy nyomás; Rövid hegesztési idő. |
|
|
Fémcsepp- az olvadt fém egy részének kilökése a hegesztési zónából |
A hiba okai: Az alkatrészek vagy elektródák gyenge tisztítása; Alacsony nyomás; Nagy szilárdságú hegesztőáram; Nagy hegesztési idő. |
|
|
kiégés |
A hiba okai: Jelentős felületi szennyeződés; Elektróda felületi szennyeződése; Nyomáscsökkentés. |
|
|
repedések |
A hiba okai: Az alkatrészek szabad alakváltozása; Alacsony kovácsolási nyomás. |
|
|
Mosogatók és porozitás |
A hiba okai: Alacsony nyomás; A fémfelület szennyeződése; Splash a mag túlmelegedésével. |
|
|
Kapcsolat Butt Welding |
||
|
Szivárgás, repedések, kagylók |
A hiba okai: Nem megfelelő fűtés a visszafolyás alatt; Elégtelen tervezet; Időszakos olvadás a tervezet előtt |
|
|
Túlmelegedés, kiégés |
A hiba okai: Alacsony átfolyási sebesség. |
|





Hegesztett kötések ellenőrzése.
A hegesztett csatlakozásokat teszteltük annak megállapítására, hogy az ilyen típusú termékek műszaki követelményeitől való eltérés lehetséges-e. A külső hibákat külső vizsgálattal, belső - ultrahangos vagy röntgensugárzással érzékelik. A termék minőségének tekinthető, ha az eltérések nem haladják meg a megengedett normákat.
A hegesztési hibák kiküszöbölése
Az ellenőrzési hegesztési folyamat során azonosított hibákat, amelyek nem felelnek meg az előírásoknak, el kell távolítani, és ha ez nem lehetséges, a terméket elutasítják.
Az acélszerkezetekben a hibás hegesztések eltávolítását plazma-íves vágással vagy sodrással végezzük, majd ezt követően a feldolgozást csiszolókörökkel végezzük. Ezután a hibákat hegesztik. A hegesztett kötések minden korrekcióját ugyanazzal a technológiával és ugyanolyan anyagokkal kell elvégezni, amelyeket a fővarrás alkalmazása során alkalmaztak.
A varrás alakjában levő elakadásokat és egyéb szabálytalanságokat a varrat teljes hosszában történő megmunkálásával korrigáljuk, elkerülve a teljes keresztmetszet alábecsülését.
A korrigált varratokat újra vizsgálják, az ilyen típusú hegesztett kötésekre vonatkozó követelményeknek megfelelő módszerekkel.
- Külső hibák, repedések
- Mi a hegesztési repedés?
- Alábúzás: funkciók
- Mi az a kiégés?
- További problémák
Ha a műszaki feltételek nem teljesülnek, vannak hegesztési hibák. Ebben az esetben a hegesztett kötések erősen romlanak.
Az öltések sok pozitív tulajdonságot veszítenek, például:
- mechanikus;
- rész:
- folytonosságát.
A hegesztés során fellépő hibáknak különböző okai lehetnek:
- az alkatrészek gyenge hegeszthetősége;
- az elektródák minősége;
- fluxus;
- hegesztési mód;
- hegesztő minősítés;
- a technológia következetlensége.
A varratok hibáinak helyétől függően:
- külső;
- belső.
hibák hegesztési csatlakozások befolyásolja a termék sajátosságait:
- szilárdság;
- formálni;
- a hely mélysége.
A veszélyes hegesztési hibákat éles kontúrokkal veszélyesnek tekintik. hibák hegesztési varratokA lekerekített alakok gyakorlatilag ártalmatlanok. A hiba mélysége közvetlen hatással van a kötés szilárdsági mutatójára.
Ha fontos konstrukciókat főzünk, a hegesztési hibák nem lehetnek a munkadarab vastagságának 8% -ánál mélyebbek. A legveszélyesebbek a hegesztések hibái, amelyek a szakítóerővel 90 ° -os szögben vannak. A fő erőhöz képest alacsony szögben lévő hibák minimális veszélyt jelentenek.
Éppen ezért a hegesztések során a hegesztések erőssége csökken. És a legnagyobb negatívok forró repedések, amikor a varrás tengely mentén fordulnak elő. A gondatlanság és a mély mélység behatolásának hiánya.
Külső hibák, repedések

Ez elsősorban a varrás magasságára és szélességére vonatkozik. A fő okok a következők:
- Rossz szegély. Hézagok keletkeznek, amelyeket meg kell tölteni olvadt fémvel.
- Az elektróda mozgása szakaszos volt, így a varrás különböző magasságú volt. Szélessége megváltozik, és mindezt a teljes hosszon figyeljük meg.
- A technológiai feltételek figyelmen kívül hagyása.
Ha ilyen hiba történik, a varratok rosszul néznek ki. Mivel a hegesztés egyenetlen csökkenése, a deformáció megjelenése, a stressz kialakulása következik be. A hiba észlelhető mind vizuális, mind egy speciális sablon segítségével. Az ilyen hegesztési hibák kiküszöbölhetők hegesztéssel, a felesleges fém eltávolításával.
A külső repedések:
- hosszanti;
- keresztezik egymást.
A varratokban repedések találhatók a hegesztésben és a munkadarabban. Magukban a részekben közelebb kerülnek a hőhatású területhez. A repedések fő okai:
- feszültség;
- az anyag szerkezetének megsértése, ha a csatlakozás hegesztéssel történik;
- magas foszfortartalom;
- hidrogén expozíció.
Vissza a tartalomjegyzékhez
Mi a hegesztési repedés?
A repedés az oktatás. szakaszos varratokmechanikai hatás, gyors hűtés okozta. Ez a hiba mikrokockák formájában lehet. Speciális optikai eszközökkel találhatók meg, amelyek 50-szeresére nőnek.

A hosszanti repedések láthatók:
- a varrásban;
- az anyagban;
- fúziós helyeken.
Rejtett repedések jelentkeznek a magas stressz megjelenése miatt. Nagyon hasonlóak a lépésekhez. Alapvetően az ilyen hiba egy vastag hegesztett kötéssel rendelkezik. A magas feszültségek megjelenése a legtöbb esetben a hegesztési technológiának való meg nem feleléssel jár.
A hosszanti repedések több csoportra oszlanak:
- Forró repedések hegesztés közben. Az előfordulás oka az ötvözetekre jellemző magas hőmérsékletű törékenység.
- Ez hideg. Megjelenik, ha a fém lassan összeomlik.
A keresztirányú repedések általában merőlegesek a hegesztés tengelyére. A munkadarabban észlelt, a hőmérséklet befolyásolásának területén.
A radiális repedések egy ponton kezdődnek és eltérnek egymástól. Megkapta a második nevet - "csillag". A keresztirányú repedések területén található.
Ahol az ív eltér a varrás felületétől, megjelenik egy mélyedés, az úgynevezett repedés a kráterben. Ez történik:
- hosszanti;
- oldalirányú;
- sTARLIKE.
Vissza a tartalomjegyzékhez
Alábúzás: funkciók
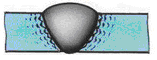
A hegesztési folyamat során nagyon gyakran figyelhető meg. Van egy mélyedés, ahol a varrás csatlakozik az alapfémhez.
Mivel az alsó rész megjelenése miatt a rész vastagsága csökken, az elveszti erejét. A süllyesztések a legveszélyesebbek, ha merőlegesek a felmerült munkafeszültségekre.
Az alátét megjelenése nagy ívfeszültséghez kapcsolódik, és a hegesztés nagyobb sebességgel történik.
Ebben az esetben az egyik él mélyebb behatolást kap, az olvadt fém vízszintes síkban kezd folyni. Az ilyen olvadék mennyisége nem elegendő a hornyok kitöltéséhez.
Ha sarokvarratokat főzünk, az alulcsapások előfordulása az elektróda függőleges fal felé történő elmozdulásával függ össze. Ennek eredményeképpen a fém nagyon erős hőt termel, megolvad és vízszintes felületre áramlik.
A fenékvarratok alulcsúszásainak kialakulása egy nagy áram és az adalékanyag helytelen elhelyezéséhez kapcsolódik.
A nagy szögek készítésekor a vágási repedések is alákínáláshoz vezetnek. Az ilyen hiba feltűnő, és teljes túlfűtést igényel.
Ha az aluljárások rövidek, és a varrási keresztmetszet csak 5% -kal gyengül, a szerkezet statikus terheléssel rendelkezik, a túlfőzés nem szükséges. Tilos a magas nyomáson működő szerkezetekben alulcsúszások jelenléte.
Különböző okokból a hegesztett kötéseknek lehetnek olyan hibák, amelyek befolyásolják az erejüket. A varrási hibák minden típusa három csoportra oszlik:
- külsõ, amelyek közül a legfontosabbak: repedések, alulcsúszások, beáramlások, kráterek;
- belső, amelyek közül leggyakrabban találkoznak: porozitás, hiányos behatolás és külföldi zárványok;
- át - repedések, átégések.
A hibák okai különböző körülmények lehetnek: a hegesztett fém gyenge minősége, hibás vagy gyenge minőségű berendezések, a hegesztési anyagok helytelen kiválasztása, a hegesztési technológia megsértése vagy a hibás választás, a hegesztő elégtelen képzettsége.
Nagy hegesztési hibák, azok jellemzői, okai és jogorvoslatai
repedések. Ezek a legveszélyesebb hegesztési hibák, amelyek szinte azonnal megsemmisíthetik a legtragikusabb következményekkel járó hegesztett szerkezeteket. A repedések mérete (mikro- és makroszintű) és az előfordulás ideje (a hegesztés alatt vagy után) különbözik.
A repedések kialakulásának leggyakoribb oka a hegesztési technológia betartásának elmulasztása (például a hegesztések helytelen elhelyezése, ami feszültségkoncentrációt eredményez), a hegesztési anyagok helytelen kiválasztása, a szerkezet gyors hűtése. A hegesztés és a különböző szennyeződések magas széntartalma - szilícium, nikkel, kén, hidrogén, foszfor - szintén hozzájárul a megjelenésükhöz.
A repedés korrekciója annak kezdetét és végét fúrja ki, hogy kizárja a további szaporodást, eltávolítja a varrást (vágás vagy vágás) és sört.
alávágott. Az alulcsúszások a „alapfém-hegesztési varrás” átmeneti pontján lévő mélyedések (hornyok). Az alákínálás elég gyakori. A negatív hatás kifejeződik a varrat keresztmetszetének csökkentésében és a feszültség koncentrációjának fókuszában. Mindkettő gyengíti a varrást. Az alulcsapások a hegesztési áram növekedése miatt következnek be. Leggyakrabban ez a hiba a vízszintes varratokban keletkezik. Hajtsa végre azt, hogy egy vékony varratot hegesztünk az alatta lévő vonal mentén.

megereszkedése. Az áramlások akkor keletkeznek, amikor az olvadt fém az alapfémre áramlik, de nem képez homogén vegyületet. A varratok hibája különböző okokból következik be - az alapfém elégtelen fűtése az alacsony áram miatt, a hegesztett éleken jelenlévő skála miatt, ami megakadályozza a fúziót, a túlzott mennyiségű töltőanyag. A levágási áramlások kiküszöbölése a behatolás hiányának ellenőrzésével.

kiégés. Az égést hegesztési hibáknak nevezzük, amelyek a folyékony fém áthatolásán és szivárgásán keresztül jelennek meg a varratban lévő átmenő furaton keresztül. Ebben az esetben általában szivárgás keletkezik. A túlzottan magas hegesztési áram, az elektróda mozgásának elégtelen sebessége, a fém szélei közötti nagy rés, a túl kevés bélésvastagság vagy az alapfémhez való laza illeszkedés következtében égések keletkeznek. Javítsa ki a hibát a csíkozással és az azt követő hegesztéssel.
A behatolás hiánya. A szivárgás a hegesztett fém helyi fúziója a fő vagy a varratokkal. Ez a hiba magában foglalja a hegesztési szakasz kitöltését is. A szivárgás jelentősen csökkenti a varrás erősségét, és a szerkezet megsemmisítését okozhatja.
A hiba az alacsony hegesztőáram, az élek nem megfelelő előkészítése, a túl nagy hegesztési sebesség, az idegen anyagok (skála, rozsda, salak) jelenléte a hegesztendő alkatrészek szélein és a szennyeződésen. A korrekció során ki kell vágnia a hiányos területet, és főzzük.
kráterek. Ezek egy szakadásból eredő horony formájú hibák. hegesztési ív. A kráterek csökkentik a varrás erősségét a keresztmetszete csökkentése miatt. Ezek zsugorodást okozhatnak, ami hozzájárul a repedések kialakulásához. A krátereket le kell vágni az alapfémre és főzzük.

sipolyok. A fisztulák az üregek formájú varratok hibái. A kráterekhez hasonlóan csökkentik a varrás erősségét és elősegítik a repedések kialakulását. A korrekciós módszer szokásos - a hibás hely és a hegesztés kivágása.
Külföldi zárványok. A zárványok különböző anyagokból - salakból, volfrámból, fémoxidokból stb. - állhatnak. A salak zárványok akkor keletkeznek, amikor a salaknak nincs ideje a fém felszínére emelkedni, és benne marad. Ez a helytelen hegesztési mód (például nagy sebesség), a hegesztett fém gyenge tisztítása vagy az előző réteg több rétegű hegesztés esetén történik.
A volfrámelektródával, az oxiddal való hegesztés során az oxidok gyenge oldhatósága és a túlzottan gyors hűtés miatt volfram zárványok lépnek fel.
Mindenféle zárvány csökkenti a varrás keresztmetszetét, és a feszültség koncentrációjának fókuszát képezi, ezáltal csökkentve a kötés szilárdságát. A hiba a vágás és a sörfőzés útján megszűnik.
porozitás. A porozitás gázzal töltött üreg. Ezek a fém belsejében kialakuló intenzív gázképződés következtében keletkeznek, amelyben a gázbuborékok megszilárdulása után a fémben maradnak. A pórusméretek mikroszkóposak lehetnek, vagy néhány millimétert elérhetnek. Gyakran van egy egész pórus felhalmozódása fistulákkal és héjokkal kombinálva.


A pórusok jelenlétét megkönnyíti a hegesztett fém felületén lévő szennyező anyagok és idegen anyagok, a töltőanyag magas szén-tartalma és az alapfém, a hegesztési sebesség túl magas, ami miatt nincsenek idő a kültéri kilépésre, az elektródák megnövekedett páratartalma. Mint más hibák, a porozitás csökkenti a hegesztés szilárdságát. A zónát le kell vágni az alapfémre és főzzük.
Túlmelegedés és fém kiégés. A túlmelegedés és a túlmelegedés túlzottan nagy hegesztési áram vagy alacsony hegesztési sebesség miatt következik be. Túlmelegedés esetén a hegesztésben lévő fém szemcsemérete és a heveny hatású zóna növekszik, ami a hegesztett kötés szilárdsági jellemzőinek csökkenéséhez vezet, főként a keménységhez. A túlmelegedés a termék hőkezelésével megszűnik.
A kiégés veszélyesebb hiba, mint a túlmelegedés. Az agglomerált fém törékeny, mivel az oxidált szemcsék kis kölcsönös tapadással rendelkeznek. A kiégés oka ugyanaz, mint a túlmelegedés, és ezen túlmenően az olvadt fém nitrogénből és oxigénből is nem megfelelő védelmet nyújt. Az égett fémet teljesen le kell vágni, és ezt a helyet újra kell főzni.
A webhely tartalmának használatakor aktív linkeket kell helyeznie ehhez a webhelyhez, amelyet a felhasználók és a keresőrobotok láthatnak.




