A robotok használata a hegesztési technológiában. Hegesztési robotok: „Segítünk elbocsátani a hegesztőket”
A robotika használata - az automatizálás egyetemes módja hegesztési technológia nemcsak soros, hanem kisüzemi termelésben is, mivel a termék cseréjekor ugyanazt a robotot használhatjuk, csak a programját változtatva. A robotok lehetővé teszik a monoton fizikai munka helyettesítését, a hegesztett termékek minőségének javítását, a termelés növelését. Az egyik robot helyettesítheti a négy ember munkáját. A hegesztett termékek gyártásánál szem előtt kell tartani, hogy viszonylag könnyen használható robotok az átfedő ízületek ellenállási ponthegesztéséhez, ami nehezebb - elektromos ívhegesztés szögletes és T-csuklós és rendkívül nehéz - elektromos ívhegesztéshez.
A robotok különleges követelményeket támasztanak a termék technológiájával: a szerelvény valamennyi munkadarabjának nagy pontossága, a helyzet stabilitása hegesztett kötés az űrben és a magas minőségű hegesztési anyagok. A robotok használatának képességét a munkaterület nagysága és alakja, a pozicionálási pontosság, a mozgás sebessége, a szerszám mobilitásának fokozata, a vezérlési funkciók határozzák meg.
A térbe nem orientált tárgyak mozgatásához három mobilitási fok elegendő, és teljes térbeli orientáció esetén hat. A hegesztések végrehajtásához általában szükség van öt fokozatú mobilitásra. Általában három mozgási fokozatot biztosít a robot alapmechanizmusa, és két további fokozatot egy mechanikus eszköz - egy robotkefe, amelyen a munkadarab van rögzítve (hegesztőfej, ellenálláshegesztő fogó vagy gázvágó). A robot alapmechanizmusa egy téglalap (derékszögű), hengeres, gömb alakú és szögletes (antropomorf) koordinátarendszerben hajtható végre (166. ábra). Az alapmechanizmus koordinátarendszere határozza meg a robot munkaterületének konfigurációját és méreteit, amelyen belül végrehajtható testület mozgását lehet irányítani. A négyszögletes koordinátarendszerrel rendelkező robotnak négyszögletes párhuzamosan (167 ábra, a) látható munkaterülete van, amelynek mérete kisebb, mint maga a robot mérete. A hengeres (167., b. Ábra) és gömbalakú (167. ábra, c) koordinátarendszerek ipari térfogatú térfogatát a manipulátor alapjainak viszonylag kis területe jellemzi. Kompaktabbak egy antropomorf koordinátarendszerben készült robotok, amelyek egy gömbhöz közel álló munkaterületet képeznek (167. ábra, d).
Ábra. 166. A robotok alapvető mechanizmusainak alaprendszere
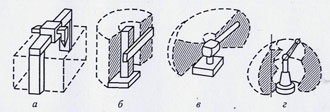
Ábra. 167. A négyszögletes (a), hengeres (b), gömb alakú (c) és antropomorf (d) koordinátarendszerekkel rendelkező robotok munkaterülete
Minden típusú robot felszerelhető helyhez kötött vagy mozgatható padló vagy felfüggesztő sínek mentén. A robotok alapvető mechanizmusainak elrendezésében a modulok elvét alkalmazzák. Minden modul egyoldalú mozgással rendelkezik. A robotika aggregált rendszere lehetővé teszi az optimális ipari robot összeszerelését, amely csak a szükséges számú szabadsági fokot tartalmaz a téglalap alakú és forgómozgású standard blokkoktól (168. ábra). A más célokra könnyen használható egyszerű moduláris elemek használatával a rendszer többváltozós és rugalmassága növekszik.
A robotok hidraulikus, pneumatikus és elektromechanikus hajtásokat használnak. A pneumatikus működtetőszerkezet szerkezetileg egyszerű, azonban használatakor a szerszám szükséges mozgását (forgási szögek, lökethossz) csak az ütközők cseréjével állítjuk be, azaz a szerszámcserét. minden mobilitási fokozatban csak két pozíció van. A hidraulikus hajtás kompakt és lehetővé teszi a szerszám nagy pontossággal történő vezérlését. Az elektromos meghajtás komplex visszafogásmentes hajtóművek használatát igényli, de könnyebb karbantartani és nagy teljesítményt és pontosságot biztosítani. Ezt a típusú meghajtót általában hegesztő robotokban használják. A pneumatikus hajtóművet ipari robotokban használják az alkatrészek összeszereléséhez, a be- és kirakodás, szállítás és raktározás során.
A hegesztési és gázvágási munkákhoz kapcsolódó európai ipari vállalatok lineáris és forgó moduljain kívül hat szabadságfokú robotot használnak a különböző megjelenési formákkal (169. ábra). A nagy fémszerkezetek védőgáz környezetében történő hegesztésre portál típusú robotokat használnak, amelyek a derékszögű koordinátarendszerben ± 0,35 mm-es műszerpozíciós pontossággal készülnek. A "Horizontal-80" (Franciaország) robot hidraulikus hajtóművel, hengeres koordinátákkal, ± 0,3 mm pontossággal rendelkezik. A "Jolly-80" (Olaszország) robot elektromos hajtással van felszerelve, a koordináták hengeresek, a pontosság ± 0,5 mm. A 6CH (USA) kar robot rendelkezik egy antropomorf koordinátarendszerben gyártott hidraulikus vezérlőrendszerrel, ± 1,27 mm-es pozícionálási pontossággal. A „Polar-6000” robot (Olaszország) hidraulikus hajtóművel van ellátva, amely ± 1 mm pontosságú gömb koordinátarendszerben működik.
A robotszerszám mozgásirányítási rendszerei ciklikus, pozicionális és kontúrosak.
A ciklusrendszer a legegyszerűbb, mivel általában két pozíció van programozva: a szerszámmozgás kezdete és vége. A ciklikus vezérlésű robotokban a pneumatikus hajtóművek széles körben használatosak.
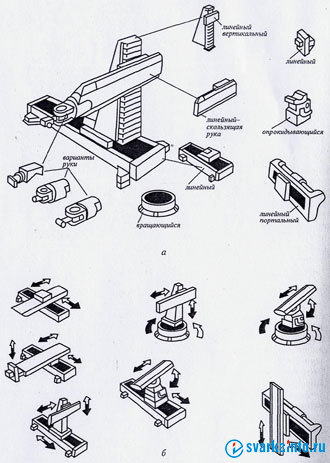
Ábra. 168. Összetett hegesztő robot elrendezés:
a - tipikus blokkok és elrendezésük egy robot; b - a blokkok kombinációinak példái, amelyek különböző számú szabadságfokot biztosítanak
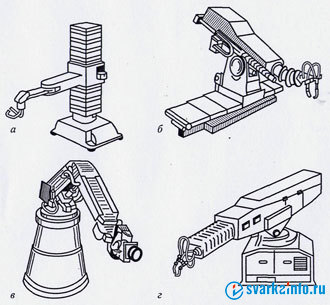
Ábra. 169. A hat szabadságfokú robotok tervezése:
a - "Horizontal-80" (Franciaország); b- "Jolly 80" (Olaszország); a 6CH (USA) kart; g - "Polar-6000" (Olaszország)
A pozícióvezérlő rendszer nemcsak a parancsok sorrendjét állítja be, hanem a robot összes kapcsolatának pozícióját is, komplex manipulációkat biztosít nagyszámú pozicionálási ponttal. Ebben az esetben az egyes pontok közötti szerszámút nem szabályozható, és eltérhet a pontokat összekötő egyenestől. Mindazonáltal minden ponton a mozgás befejezése egy bizonyos pontossággal biztosított. A rendszert mono-pozíciónak nevezik, ha minden egyes mozgás végén (minden ponton) leállítja a szerszámot. Egy ilyen rendszer alkalmas ellenállási ponthegesztésre, szerelési és szállítási műveletekre.
többállású a vezérlőrendszer biztosítja a közbenső pontok áthaladását anélkül, hogy megállná a kívánt sebességet. A közbenső pontok megfelelő frekvenciájával egy ilyen vezérlőrendszer biztosítja a szerszám mozgását egy előre meghatározott út mentén, és ezért ívhegesztésre használható. Ebben az esetben azonban a programnak a robot memóriájába történő bevezetése jelentős időt igényel.
A kontúrvezérlő rendszer folyamatos pálya vagy kontúr formájában állítja be a mozgást, és minden egyes pillanatban nem csak a manipulátor összeköttetésének helyzetét, hanem a szerszám mozgási sebességének vektorját is meghatározza. Ez a rendszer egyenes vonalban vagy körben biztosítja a szerszámmozgást a pálya szakaszainak két vagy három pontjának meghatározásával. Ez nagyban leegyszerűsíti a robot edzését, mivel a pálya egyes szakaszai körkörös és egyenes vonalakkal interpolálhatók. A ívhegesztéshez és a hegesztéshez a kontúros robotokat használják termikus vágás.
Az ívhegesztési műveletek végrehajtására szolgáló programot a kezelő a tanulási módban általában a robot memóriájába írja be. Az üzemeltető következetesen hozza az égőt az előzőleg azonosított vezérlőpontokhoz, és koordinátáit belép a vezérlő rendszerbe, jelezve a köztük lévő útvonal jellegét: egy egyenes vagy egy ív. Ezzel egyidejűleg a hegesztési üzemmód fáklya sebessége és egyéb paraméterei a rendszer memóriájába kerülnek. Soros gyártással a robot az első hegesztett szerelvényen képzett.
A kisüzemi termelés körülményei között a sorozat egyik csomópontjától a másikra történő átmenet során a méretek eltérése jelentősnek bizonyulhat, ezért a sorozat minden egyes csomópontját újra be kell programozni. Ilyen körülmények között használjon más tanulási módú robotokat. A kezelő egy speciális csúcsot helyez a fáklyára, és manuálisan mozgatja a fáklyát a csukló mentén, megérintve a hegesztendő alkatrészek széleit. Az érzékelőtől érkező jeleket, amelyek rögzítik a csúcs mozgását, a vezérlőrendszerbe egy bizonyos távolságban egymás között elhelyezkedő pontok koordinátái formájában adják meg. A robot képzési ideje sokkal kisebb, mint a hegesztési idő, ami lehetővé teszi a program egyéni bevezetését a termék minden egyes példányára. Az ilyen típusú tréning robotjait akkor használják, ha a nagy méretű lapszerkezetekben hosszabb ízületeket hegesztenek, vagy a termékek gyakran változnak. Ebben az esetben a varratoknak szögben, T alakúaknak vagy elhajlottaknak kell lenniük egy határozott horonnyal, úgy, hogy a csúcs képzés közben pontosan a csukló mentén mozog.
Az ipari robot leggyakrabban szerszám-manipulátor. A céltól függően a robot karjára rögzítik a fogóeszközt, a hegesztési fogógépeket a hegesztéshez, a védőgázok ívhegesztéséhez használt fáklyát, vágóégőt stb.
A megfogó eszközöket az alkatrészek vagy szerszámok megfogására és tartására, valamint a technológiai műveletek folyamatában való elhelyezésére használják. Az intézkedés elve szerint mechanikus, vákuum, mágneses, elasztikus burkolatok stb. elemekkel. Az ilyen rögzítéseket kis tömegű tárgyak manipulálásakor használják. Az objektum kioldásához speciális húzókkal. Szélesebb körben használt parancs mechanikus markoló eszközök kullancs-típusú. A szorítópofák mozgását a pneumatikus működtetőegység átviteli mechanizmusa (kar, állvány, ék) biztosítja. Ehhez használjon dugattyú- vagy membránmotorokat (170. ábra, d). Sokoldalúbb mágneses és vákuummegfogó eszközök.
A törékeny termékek gyártásához rugalmas bevonó fogantyúkat használnak. Amikor a sűrített levegőt a házban / 2 kamrában lévő lyukon keresztül szállítják, akkor összenyomódik és a terméket rögzíti (171, i. Ábra). Ha a terméket a belső felület mögött rögzítik, akkor egy rugalmas kamra készül. A rugalmas hajlított kamrákkal ellátott fogóeszköz (171., b. Ábra) egy merev 1 testet tartalmaz, amelyen egy prizma 3 és két 2 kamra van rögzítve. A hullámok aszimmetrikus elrendezése következtében a kamrák összenyomódnak, amikor sűrített levegőt szállítanak, megragadják és nyomják a prizmat. Ezzel elérhetjük a puha tapadású precíziós részek kívánt kombinációját.
Ábra. 170. A fogóeszközök, mint például a kullancsok mechanizmusai:
a - tavasz; b - kar; állvány és fogaskerék; g - krinleryazhny; d - kar-membrán

Ábra. 171. A megfogókészülékek rugalmasan borító sémái:
a - belső tágító kamrával; b - ívelt kamrákkal;
1 - eset; 2 - a kamera; 3 - prizma
A fogókészülékek gyakran érintkező-érzékelőket, csúszás- és erőt rögzítő érzékelőket, ultrahangos és optikai érzékelőket, stb. Biztosítanak. Ez lehetővé teszi, hogy érzékelje a tárgyakat az állkapcsok és a markolaton kívül.
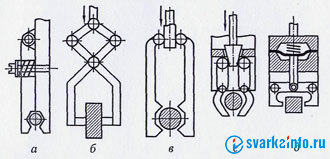
A szerelvények alkatrészeinek gyártásakor és összeszerelésében bekövetkezett összes hiba, az eszköz eltérése, a robotkar helyzetének hibái hibás telepítéshez vezethetnek hegesztési varrás. Ezért a hegesztési fej iránya mentén az alkatrészek összekötő vonalán és a fáklyától a termékhez való állandó távolság biztosításával a hegesztőszerszám különböző helyzetérzékelőit használják, amelyek a működési elvben különböznek. A hegesztési vonal megtalálásának módja szerint az érzékelők érintkezésbe kerülnek és érintetlenek. Az érintkezési érzékelők (172. ábra) eltávolítják az összekötő helyről szóló információkat, hegesztett élekkel vagy egy görgő fúziós vonalával, egy élével. A másolóhengerekkel rendelkező érintkező érzékelők a hegesztőpisztolyhoz mereven vagy rugalmasan csatlakoztathatók - egy vezérlő mechanikus eszközön keresztül, hogy a fáklyát a megfelelő irányba mozgassák. A pneumatikus és elektromechanikus szenzorok egy másolóelemet tartalmaznak - olyan szondát, amely pneumatikus hengerek, rugók vagy saját súly hatására kis mértékben 1 ... 10 N erővel nyomják a másolófelületet. A másolást a hegesztési pont előtt vagy annak oldalán végezzük. A mechanikus jel villamosnak való átalakítását elektrokontaktus, fotoelektromos, ellenállás vagy differenciál-transzformátor átalakítók végzik. Mindezek a szondák hegesztőpisztollyal vannak blokkolva.
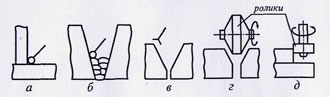
Ábra. 172. Hegesztési szerszámok érintkezési helyzetérzékelői:
a, b, c - szondák; g, d - másoló görgők
A nem érintkező szenzorok közé tartozik a televízió, a fotoelektromos, az induktív, a pneumatikus stb. A televíziós érzékelők információkat gyűjthetnek a hegesztőpisztoly mozgásáról kontrasztos élek vagy vonalak jelenlétében, amikor megvilágítják a megvilágítójuk (csomópont, másoló vonal vagy kockázat, másoló szalag, rés). Nagy mennyiségű információt nyújtanak a hegesztett kötés helyzetéről és geometriai paramétereiről, modernek és ígéretesek. A fotoelektromos szenzorok használatának feltételei hasonlóak a televíziós érzékelőkhez, mivel a kontrasztvonalakról információt olvasnak.
Az elektromágneses érzékelők az érzékelő által létrehozott mágneses mező paramétereinek változása következtében információt kapnak a termék illesztéséről vagy felületéről.
A pneumatikus sugárérzékelők a kimeneti fúvóka nyomásváltozásának elvén működnek, amikor a gáz a termék felületére áramlik: minél közelebb van a fúvóka a felülethez, annál nagyobb a nyomás. A hegesztéshez nagy mennyiségű információt kaphatunk a hegesztés megvilágítására monokromatikus lézersugárzással. Az égőre szerelt érzékelő egyik fordulata legfeljebb 200 mérést végez, ami a hegesztési területen a hegesztési kötés teljes háromdimenziós modelljét adja. A vizsgált szenzorok gyakori hátránya, hogy nem szabályozzák az elektródhuzal végének kanyarodását az elektromos tápegység görbülete vagy kopása miatt. Ezért egy ígéretesebb rendszer, amelyben érzékelőként használják hegesztési ív vagy elektróda, amely lehetővé teszi az információk közvetlenül a hegesztés helyén történő fogadását. Nincs szükség az információ tárolására és a hegesztőpisztollyal összekapcsolt nyomkövető rendszerek kiépítésére.
Robot technológiai komplexek (RTC) nevezik munkahelynek, amely robotokkal, területekkel vagy vonalakkal van felszerelve. Az RTK elrendezése a termék jellegétől és kiadásának sorrendjétől függ: Az RTK készlet általában egy hegesztő szerszámot mozgó robotot és egy termék manipulátort tartalmaz, amely lehetővé teszi a varratok hegesztését a legkényelmesebb térbeli helyzetben.
A termék manipulátor, mintha kiegészítené a robot mobilitási fokát, egyetlen program szerint működik, és ugyanarról a rendszerről vezérelhető. A hegesztett termékek szerkezeti formáinak sokfélesége a hegesztés során összetett manipuláció szükségességét okozza, ami gyakran nem érhető el szabványos hegesztő rotátorok segítségével. Ezért egy RTK tervezésekor a manipulátorok moduláris felépítését használjuk. A legegyszerűbb modulok (173. ábra) biztosítják a termék forgását a vízszintes és függőleges tengelyhez képest. A b modulok a b lemezre történő szerelése két pozíciós d manipulátort hoz létre, amely lehetővé teszi a termék áthelyezését a szerelési helyzetből a hegesztési pozícióba. Modulokba szerelve kétirányú manipulátort kapunk, amely a termék vízszintes és függőleges helyzetbe történő forgatását is biztosítja. A g elforgatásának mechanizmusa a g elrendezésre történő elhelyezésének mechanizmusával nemcsak a mobilitás további fokozatát teszi lehetővé, hanem azt is lehetővé teszi, hogy a manipulátorban jelentős méretekkel rendelkező termékeket lehessen rögzíteni. A manipulátor burkolatán lévő technológiai művelet (szerelés, hegesztés) jellegétől függően egy szerelőeszközt vagy eszközt helyeznek a hegesztendő termék rögzítésére.
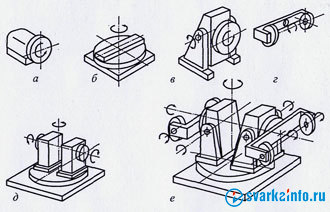
Ábra. 173. A manipulátorok elrendezésének moduláris elve:
és - a modul vízszintes forgatással; b - függőleges forgatású modul; - a két részből álló manipulátor; g - áthaladás; d - az a és b modulok elrendezése; e - a modulok komplex manipulátora
A robotizált technológiai komplexum lehet például egy robot, amely a portálon, a fogyó elektródával való automatikus hegesztéshez, védőgázok keverékében és kétállású manipulátorban van. Hegesztés közben a manipulátor jobb helyzetében egy újonnan összeszerelt terméket szerelnek fel és rögzítenek a bal oldalon. A hegesztés befejezése után a robot a manipulátor bal pozíciójába mozog, és a megfelelő helyzetben a terméket kicseréli. Ha ez a manipulátor forgó talpra van szerelve (173. ábra, e), akkor a robot mozgatásának szükségessége eltűnik, és véglegesen telepíthető.
Az RTK használata során a személyzet számára biztonsági intézkedéseket hoz. Sürgősségi helyzetek fordulhatnak elő a robot működésének és edzésének nem szándékos mozgása miatt. Ezért minden esetben meg kell állítani a robotot, amikor egy személy belép a munkaterületre. Tiltsa le a robotot olyan védelmi eszközökkel, amelyek kontaktus, teljesítmény, ultrahangos, indukciós, radar és egyéb érzékelőkön alapulnak.
Az automatikus hegesztést leggyakrabban egy megfelelő technológiai rendszerbe integrált ipari robotok segítségével szervezik.
Az ipari robotok olyan gépek, amelyek a szoftver által meghatározott útvonalak végrehajtására szolgálnak. A hegesztőrobot teljesen fel van szerelve az összes alaptechnológia megvalósítására: elektromos ív, érintkezési pont, plazmavágás, stb. A szabványos megközelítésben az ipari robot egy olyan eszközzel rendelkezik, amely két összekapcsolt fémrészen áramlik át, a robot egy olyan pályát hajt végre, amelyben a lineáris elmozdulások mellett az oszcilláló értékeit programozzák a varrat létrehozásához szükséges mozgások.
A robothegesztés során a robot a hegesztőpisztolyt előre meghatározott pályán mozog, a technológiai paramétereket szabályozza, és megváltoztatja a változásokat, nagyon nagy pontossággal és stabil (optimális) sebességgel mozog.
A robotika további elemei olyan pozícionálók, amelyek a munkadarab forgási mozgását állítják be, lehetővé teszik, hogy robotot hegeszthessen a robot munkaterületét növelő hosszirányú mozgásokkal, és lehetővé teszi, hogy több hegesztőállomást egyetlen robot segítségével megszervezzen, vagy nagy méretű alkatrészeket és szerkezeteket készítsen.
A robotrendszerek összetételében számos, a szinkronban működő robot is lehet. Ezek azonban pozicionálóként szolgálhatnak i. a munkadarabok vagy a fő technológiai berendezések manipulálása, azaz végezzen hegesztést.
A leggyakoribb modern ipari hegesztő robotok Az autóiparba került. Ez nem meglepő, mert a testek gyártása magas minőséget és teljesítményt igényel. A robothegesztés használata azonban nemcsak az autógyártóknál ajánlott. Mindenhol, ahol a vállalkozásnak növelnie kell a termelékenységet és a minőséget, ugyanakkor szükséges a szakmunkásoktól való függőség optimalizálása, vagy a közeljövőben szükség lesz a hegesztési RTK-k bevezetésére. Ezen túlmenően a modern robotok az orosz vevők számára elérhetővé tették a költségeket és az egyszerűsített felületet.
A világon gyártott ipari robotok egyharmada hegesztő robot. Mégis! Első gépesítés és automatizálás hegesztés elsajátította az autóipart, amely nagy mennyiségű összetett összeszerelést igényel, így a hegesztőrobotokat széles körben használják az autógyárakban. A robotika azonban nem áll meg. Napjainkban megoldásokat kínál bármely iparági és bármilyen méretű vállalkozás számára. És még a legkompaktabb gyártás is hegesztési automatizálást igényel. Ha a menedzser sorozatgyártással, nagy mennyiséggel és jelentős munkaterheléssel foglalkozik, akkor a hegesztési robotok számára releváns és költséghatékony. Az úgynevezett kis automatizálás jelentősen optimalizálhatja a munkafolyamatot. A robotkomplexek (RTC) részét képező hegesztési robotok termelékenysége három pilléren áll: a sorrend, a rugalmasság és a pozícionálás sebessége.
Mi adja a gyártónak a hegesztés automatizálását?
Nagy hatékonyság. Nem túl sok sebesség, bár az ívhegesztési robotok hosszú és lineáris hegesztéseknél kétszer olyan gyorsan lehetnek, mint a hegesztő. Nevezetesen, a hatékonyság, azaz a jó teljesítmény és a nulla elutasítási arány.
Állandó és tervezett termelési mennyiség. A hegesztési robotok lehetővé teszik a vállalatvezetés számára, hogy hatékonyabban kezelje az üzleti folyamatokat.
A cselekvés szabadsága. A hegesztési munkák gépesítése és automatizálása lehetővé teszi a gyártás gyors leállítását és a gyártás rövid időn belül történő megkezdését. A leállások száma csökken. Az ív és a legújabb generációs hegesztés robotjai úgy vannak kialakítva, hogy könnyen átprogramozhatók azonnali feladatok megoldására.
Gyors megtérülés. A munkahelyen bevezetett hegesztési automatizálás hat hónapon belül vagy egy évben fizethet.
Hegesztő robotok - 25 éves élettartam!
Természetesen a személyzetnek be kell tartania a működési szabályokat, és a komplexumnak időben kell haladnia. karbantartás (általában 15 000 munkaóránként).

Olyan komplexeket hozunk létre, amelyek:
- Minden fő típusú hegesztés: MIG MAG, TIG, WIG, fluxhegesztés, lézer, plazma, érintkezés, súrlódás, tandem stb. Az ívhegesztési robotok a leggyakoribbak, de a robotizáció minden típusú hegesztésre létezik.
- A saját gyártású szerelő- és hegesztőberendezések és vezetők. A hegesztés automatizálása általában speciális berendezések gyártását foglalja magában. Az a tény, hogy a robot hegesztési hatékonysága a szerszámtól függ. Ez lehet manuális és automatikus (azaz ugyanaz a robot). Meg kell jegyezni, hogy az automatizált berendezéssel ellátott üres elemek beillesztése kizárt. Ezért a munkadarabot nagy pontossággal kell elkészíteni. Ugyanakkor az automatikus szerszámkészítés folyamata hatékonyabb.
- Egyedi tervezésű elemek: oszlopok, lineáris vezetők, nagy kapacitású pozicionálók, szállítószalagok stb .; A hegesztés automatizálása a pozicionáló eszközök magas színvonalú munkáját feltételezi. Ezután magas, akár néhány méter másodpercenként, az égő mozgásának sebessége között hegesztési varratok. Ennek a sebességnek köszönhetően a termelési ciklus is csökken. A pozicionálók és a lineáris vezetők meghosszabbítják a hegesztési robotok munkaterületét. Segítségével több hegesztőállomást is felszerelhet, csak egy robot használatával. A nagy alkatrészek hegesztéséhez szükségesek a vezetékek is.
- A hegesztett kötések és termékek keresésének, elemzésének és nyomon követésének passzív és aktív rendszerei, amelyek lehetővé teszik az alkatrészek gyártásában és összeszerelésében a technológiai hibák figyelembevételét. Elsősorban lézeres vagy infravörös sugárzáson alapuló, nem érintkező nyomkövető rendszereket használunk.
- Elhasznált robothegesztési technológia. A hegesztés automatizálásakor különleges követelmények vonatkoznak az adott termék előállításához használt technológiára. Először is ez a munkadarabok legmagasabb pontossága, a hegesztett kötés stabil pozíciója és a hegesztéshez használt anyagok jó minősége. Folyamatmérnökeink egy egyedi hegesztési technológiát fejlesztenek ki a jelenlegi szabványok és a gyártás során szükséges hegesztőmodellekkel.
Ügyfeleinket is támogatjuk a hegesztés gyártásának mechanizálásának és automatizálásának minden szakaszában.

A TechnoMatics LLC csak időigényes gyártókkal dolgozik, többek között SCHMALZ, Schunk, ESAB, META, AMF, Demmeler, KEMPPI, Fronius, Lincoln Electric, EWM, Air Liquid, Servorobot, IPG fotonika, Precitec stb. rendelés a cégünkben: nem csak a berendezéseket telepítjük, hanem a személyzetet is kiképezzük
A robotok a következő típusú hegesztésekhez használhatók: MIG / MAG hegesztés, WIG hegesztés, plazmavágás, hibrid lézeres hegesztés, ellenálláshegesztés és ponthegesztés. Egy robot használata minden hegesztéshez. Az a képesség, hogy több robotot használjon egy munkahelyen és egy vezérlőszekrényből. A robotok használata lehetővé teszi a hegesztési folyamatot szűk helyeken.
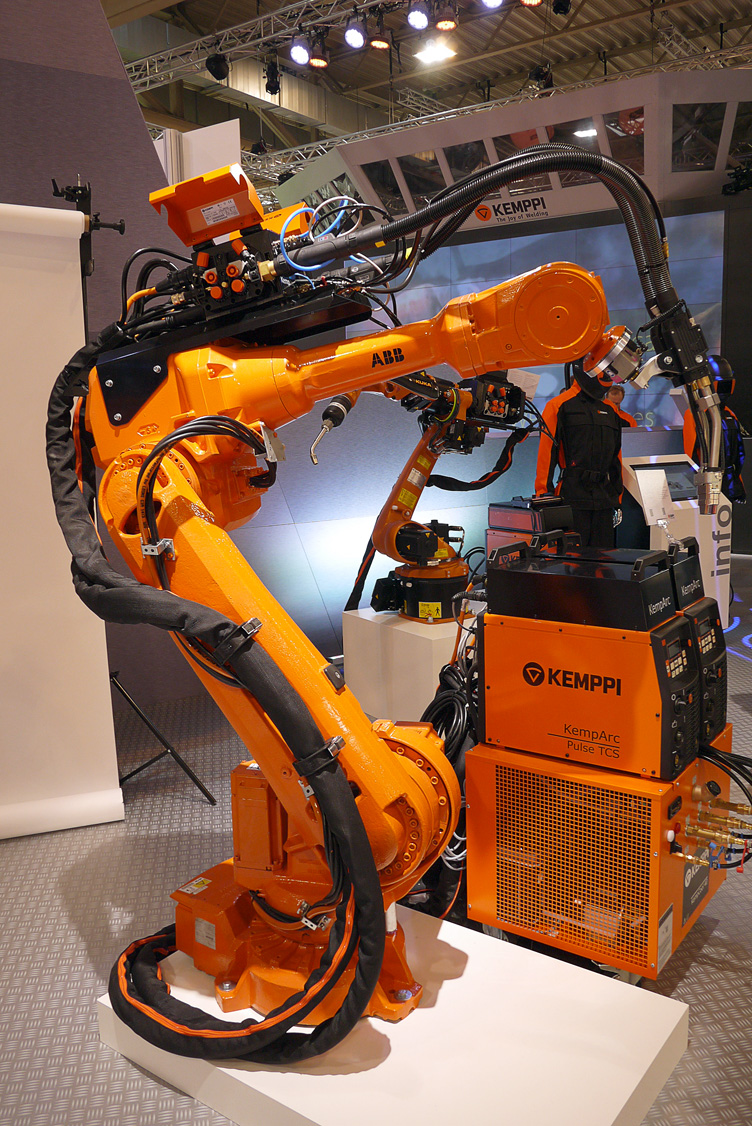
81. ábra - A hegesztő robot megjelenése
A robotok használatának előnyei:
Nagy mozgási sebesség és pozícionálás;
Könnyen szerelhető falakra és mennyezetre, ideális gépkocsik gyártásához használt gépkocsikhoz;
Ideális zsúfolt körülmények között történő hegesztéshez és vágáshoz, valamint nagy munkadarabok kezeléséhez;
Alkalmas MIG / MAG hegesztéshez, WIG hegesztéshez, plazmavágáshoz, hibrid lézeres hegesztéshez, ellenállás hegesztéshez és spot hegesztéshez.
Ipari robot - automata manipulátor digitális programvezérlő rendszerrel. Egyesíti a nagy rugalmasságot a végrehajtó szervek, amelyek a nagy mobilitás, hogy a szokásos a manipulátorok, és a könnyű átállás a motor funkciók. A robotokat úgy tervezték, hogy különböző munkákat végezzenek, minimális emberi részvétellel a menedzsmentben. Ezek egyetemes automaták, amelyek három fő funkcionális egységet tartalmaznak: a munkaköröket - a "kezeket", az őket vezérlő számítógépet, valamint a környezetre vonatkozó információk gyűjtésére szolgáló eszközöket, amelyek a robotnak arra képesek, hogy alkalmazkodjanak hozzá.
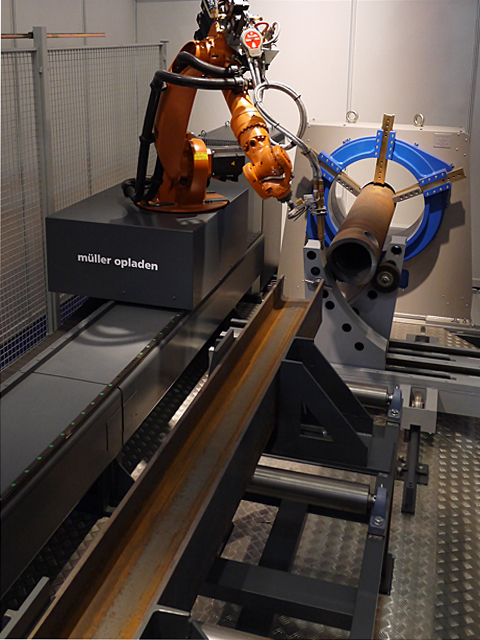
A robot alapú hegesztési komplex (45. ábra) egy kezelési rendszerből áll, hegesztőberendezések, a geometriai és a technológiai adaptáció rendszerének vezérlőeszközei és mérőeszközei. A manipulációs rendszer viszont a hegesztőszerszám (hegesztőpisztoly) és a hegesztendő termék manipulátorának manipulátora. Egyetlen robot-technológiai komplexum részeként több manipulátor is lehet a műszer és (vagy) termékek számára. Az adaptációs rendszer mérőeszközei rögzíthetők az égő vagy a termék tekintetében, vagy a kezelőrendszer további összeköttetésével mozgathatók.

82. ábra - A robothegesztő rendszer összetétele
A szerszám-manipulátor és a termék-manipulátor közötti funkciók megoszlása a hegesztőeszköz és a termék relatív mozgásának végrehajtási módjától függ, amelyet a hegesztési módszer, a termék mérete és súlya, a hegesztések alakja és elhelyezkedése, a hegesztési műveletek szervezése és a teljes gyártási folyamat határozza meg.
A hegesztőeszköz és a termék relatív mozgását a robotkezelő rendszerrel a következő módszerek végezhetik:
· A termék nem változtatja meg az űrben a tájékozódást az egész művelet során (helyhez kötött vagy egyenletesen mozog a szállítószalagon), és a hegesztőszerszám elvégzi a hegesztéshez szükséges összes mozgást. Ezt a módszert akkor használják, ha az összes varrás hozzáférhető a műszer manipulátorához (kezelőegységeihez), vagy ha a termék nehéz helyzetbe kerül (például egy ponttal) ellenállás hegesztés autókeretek);
· A termék rendszeresen megváltoztatja az űrben való tájolását egy dudor vagy pozícionáló formában készült termék manipulátor segítségével, de az egyes hegesztési átmenetek során helyhez kötöttek maradnak, és a hegesztőszerszám elvégzi a hegesztéshez szükséges összes mozgást (figyelembe véve a termék elmozdulásait, amikor az átirányításra kerül). Ezt a módszert alkalmazzák, ha a termék időszakos átirányítása szükséges és elegendő; jelenleg a leggyakoribb az ívhegesztési műveletek robotizálásában;
· A termék és a hegesztő szerszám folyamatosan mozog, biztosítva a hegesztőszerszám mozgását a csatlakozási vezeték mentén, miközben a hegesztési zónát a varrat minden pontján egy adott (például alacsonyabb) helyzetben tartja. Az eljáráshoz a szerszámok manipulátorának és a termék manipulátornak a kontúrok kölcsönösen összehangolt vezérlését kell követni, azaz a szerszám manipulátort. legösszetettebb irányítási rendszer. A módszer optimális kis- és közepes méretű termékek ívhegesztéséhez komplex alakú varratokkal, mivel lehetővé teszi az összes terület optimális (például alacsonyabb) pozíciójának hegesztését, amikor a legintenzívebb hegesztési feltételek megengedettek, miközben a legjobb feltételeket biztosítják a hegesztés kialakításához;
· A termék elvégzi a hegesztéshez szükséges összes mozgást, és a hegesztőszerszám mindig rögzítve van. Általában ez az eljárás egy 5-6 fokos mobilitási termék manipulátor használatát igényli, vagyis a következőképpen: használjon ipari robotot, mint termék manipulátort. A módszer korlátozása a modern robotok terhelhetősége. Ez a módszer akkor alkalmazható, ha az ívhegesztés elég tömör, kompakt formájú szerkezeteket tartalmaz, amelyek nem igényelnek összetett és nehéz szerelési-hegesztő eszközökhöz való hegesztést. Ezzel ívhegesztés végezzen rögzített fixet hegesztőgépés a pontkontaktus - egy állópontos gép vagy rögzített hegesztési fogó segítségével. Ennek a módszernek az az előnye, hogy ugyanaz az ipari robot hajtja végre a berakodást és a kirakodást, valamint a hegesztési és segédmozgásokat.
A hegesztendő szerkezet bemutatásakor (egy bizonyos szerkezeti osztályon belül) az ideális intelligens hegesztőrobot-technológiai komplexumnak emberi beavatkozás nélkül ki kell választania a varrás szekvenciáját, és ki kell dolgoznia a hegesztőeszköz és a termék szükséges relatív mozgásának programját, valamint a hegesztési folyamat paramétereinek változásait, figyelembe véve a valós folyamatot a termék egyes darabjainak munkaterülete és a csatlakozás tényleges geometriai paraméterei (rés, vágási rész stb.), \\ t gotovlennogo hegesztés. A jelenleg rendelkezésre álló hegesztő robot-technológiai komplexek a fogyasztók számára azonban nem választhatják ki a hegesztési sorozatokat, és a munkaprogram részletes beállítását igénylik. Csak néhány robotmodell képes megoldani a legegyszerűbb adaptációs feladatokat (azaz az elmozdulási program és az üzemmódparaméterek megváltoztatására szolgáló program beállítása a hegesztett elemek interfészvonalának véletlen eltéréseinek és a programértékekből hegesztésre készített kapcsolat geometriai paramétereinek kompenzálására). Mindez jelentősen szűkíti az ívhegesztéshez szükséges robotok alkalmazási körét.
Az adaptációs rendszer (és mindenekelőtt a termékkel kapcsolatban észlelendő rész) hiányosságait a modern robotkomplexumokban kompenzálja a személy (üzemeltető) részvétele egy részletes hegesztési program létrehozásában. Az ilyen egyszerűsített robotechnológiai komplexumokban azonban nagyon bonyolult technikai eszközöket kell alkalmazni olyan széles körű rendszerrel, amely információt kap a robotkomplex összetevőinek minden elemének aktuális állapotáról és egy fejlett komplex vezérlő rendszerről.




