Az MMA kézi ívhegesztés részletes leírása. MMA hegesztés, alapismeretek
Miután megfogalmazta a célt, hogy képzett hegesztővé váljon, sokan, akiknek nem volt semmi köze a fém fúziós hegesztéséhez, sok problémával szembesült. Ezek közül az első a maga a hegesztési technológia - a legtöbb ember nem ismeri az alapfogalmakat, nem is beszélve az egyes technológiák használatának bonyolultságáról.
Az elméleti képzés hiányosságainak kiküszöbölése nélkül nem lehetséges a fémek hegesztése a háztartások szintjén sem. A őszinte házasság megszerzése mellett elronthatja a berendezést, és a sérüléseket veszélyeztetheti a szemét és a kezét.
A második probléma lesz. Itt két szélsőséges - a legolcsóbb vásárlása, abban a reményben, hogy a tapasztalatok felhalmozása során valami érdemesebbé válik, és a legdrágább "töltött" eszközt választja, amelyet még egy profi sem tud megbirkózni az összes funkcióval.
Egy kicsit előre futok, azt mondom - a legjobb választás, és nem csak egy kezdőnek, automatikus hegesztőgép MIG MMA. Röviden, mi a MIG-hegesztés, mi az MMA és miért nevezik az eszközt félig automatikusnak.
A hegesztés fő típusai
A hegesztés egy olyan komplex folyamat, amely a fém olvadáspontja alatti hőmérsékleten történik. A hegesztés különlegessége, hogy nem a fémtermék teljes térfogatát melegítik, hanem csak annak a résznek a szélét, amely egy másik részhez csatlakozik.
A fűtés legmegfelelőbb módja elektromos ív segítségével. Egy speciális eszköz - egy elektróda és egy fém tömb - között jön létre. Az elektróda legtöbbször olvad, mint a fém. Az összekötő részek mindkét széle egy kis folyadékot vagy pocsolyát képez az olvadt fémből, amely egy egészre egyesül, és lehűl, amikor az elektróda mozog.
Gyakran a fém önmagában nem elegendő ahhoz, hogy erős kapcsolatot hozzon létre - általában további anyagokat használnak, a drótot, amely szintén megolvad és kitölti a közös zónát. Hűtés után a hegesztett fém, az elektróda egy része és az adalékanyagok egy monolit csíkot képeznek - a varratok, amelyek nem alacsonyabbak a fémhez képest.
MMA hegesztés
A leggyakoribb hegesztési típus az MMA - hegesztés bevont elektródával (Manual Metal Arc), amelyben az elektródát a hegesztő kezeli. Ez egy meglehetősen bonyolult folyamat, amelyben a hegesztőnek meg kell tartania egy bizonyos pályát, az elektród és a fém közötti távolságot, figyelnie kell a hőmérsékletet és a kapcsolat pontosságát.
Megpróbálom részletesebben megmondani, hogy mi az MMA hegesztés. Az áramforrás transzformátor vagy inverter. Egy váltakozó vagy egyenáramú áramot hoznak létre, amely két vezetékkel van összekötve - az egyik az elektródához és a második a hegesztendő részhez. Az MMA hegesztés, valamint más típusú hegesztés egyik jellemzője a nagy teljesítmény (30-300 vagy több amper) és a viszonylag kis feszültség szükségessége. Ilyen körülmények között a legnagyobb mennyiségű hő szabadul fel.
Az elektróda az MMA hegesztésekor leggyakrabban az adalékanyag funkcióit végzi. Elolvad és elkeveredik az alapfémből is, amely valamivel eltérő ötvözetet képez az alapfém kémiai összetételétől. De a különbség nem lehet túl nagy, hogy ne zavarja a hegesztett szerkezet kémiai és mechanikai tulajdonságait. 
Az elektróda alacsony ötvözetű, ötvözött vagy nagy ötvözetű acélból készült, 1-8 mm átmérőjű és 350-400 mm hosszú fémrúd. Az elektródokat olyan betűkkel jelöltük, amelyek azt jelzik, hogy melyik fémre szánják őket. Például az „U” indexű elektródákat szénacélokra használják, a „B” pedig a nagy ötvözetűek esetében. A speciális fémek vastagságban és összetételben történő hegesztéséhez választandó elektródok speciális táblázatokban találhatók. Az egyik, a bevont elektród átmérőjének megválasztása és a hegesztőáram beszerelése tekintetében, az alábbiakban található.
Az elektródok olyan összetett szerkezet, amelyben az olvadó részt felülről egy összetett kémiai összetételű réteg védi, amely megakadályozza az olvadt fém kölcsönhatását a légköri kémiailag aktív gázokkal és oxidációjával. Elektromos ív hatására a bevonat könnyű salakká válik, amely a fémben lebeg, és könnyen eltávolítható a varratból.
Az elektróda bevonatok:
- savas (nagy mennyiségű kötött oxigént tartalmaz, például hematitokat, gránitokat, különböző érceket). Közvetlen és váltakozó áramú hegesztésre használható.
- bázikus (kalcium-fluorid, kalcium-karbonát). Hegesztéskor használatos egyenáram fordított polaritás;
- cellulóz (oxicellulóz, rutil, vasötvözetek). A csövek hegesztéséhez sok védőgázt bocsát ki.
- rutil (kalcium-karbonát, márvány, talkum, magnezit, vasötvözetek). Közvetlen és váltakozó árammal működnek, főként alacsony ötvözetű acélokat hegesztenek.
Az elektródokat a GOST 9466-75, GOST 9467-75 * és egyéb szabványok szerint gyártják. Több mint 40 fajta van. Minden modell transzformátorhoz és MMA-hoz vannak tervezve.
Az MMA eszközök használatának jellemzői
A hegesztőnek jelentős készségre van szüksége az MMA gépeken végzett munka során, az ív meggyulladásának folyamatától kezdve annak megtartásához és vezetéséhez egy adott pálya mentén. Ezenkívül meg kell olvasztani a fémet előre meghatározott mélységre és szélességre, miközben nem égetjük, és nem engedhetjük meg a megemésztett zónákat.
Sokkal könnyebb a kezdőknek használni hegesztő inverter A MIG MMA olyan eszköz, amely nem egy darab fedett elektródát használ, hanem egy speciális huzalt, amely félig automatikus üzemmódban megy a hegesztési zónába. Elegendő, ha a hegesztő megnyomja a tartó kioldóját - a huzalt a hegesztési területre tápláljuk az áram erősségével arányos sebességgel. A hegesztő csak az égőt vezetheti az összekötő út mentén.
A MIG MMA professzionális hegesztőberendezés a legjobb választás mind a kezdő, mind a hegesztőgép számára. A transzformátor és az inverter telepítését a mester igényeitől függően vásárolhatja meg. A hegesztők szerint azonban az inverterek sokkal kényelmesebbek és könnyebben használhatók.
A hegesztő inverterek használata különböző célokra többféle hegesztés kialakításához vezetett. A leggyakrabban használt mód egy bevont elektródával való hegesztés (angol rövidítés MMA). Az argon-ívváltozatot (TIG) ritkábban használják, de egyformán népszerű.
Az MMA üzemmódban történő működéshez elektródok szükségesek, amelyeket a fogyasztás helyébe cserélnek. mert argon ívhegesztés lesz szükség gázégő, argon ballon és tűzálló volfrám elektróda.
A TIG-hegesztés előnye, hogy képesek teljes mértékben működni nagyon vékony minták és színesfémekből származó termékek. A kapott varrás pontosabbés a hegesztés maga is kevesebb energiát igényel.
Hátrányok kapcsolatos nehézkes berendezések és a képtelenség a munka befejezéséhez masszív szerkezetek. A legtöbb hegesztő invertert kombinálják és mindkét üzemmódot tartalmazzák.
Eszközök, amelyek csak az MMA hegesztést teszik lehetővé
Dnepr-M mini MMA 250
A „Mini” a címben a kisebb testméreteket jelöli. A frekvenciaváltó költsége körülbelül 160 dollár - az ilyen eszközökhöz viszonylag elég.
Egy nagy teljesítménytartalék lehetővé teszi egy vastag fém hegesztésére és vágására szolgáló készülék használatát (8-10 mm-ig).
- hegesztőáram - 20-250 A, PN (terhelési időtartam) maximális áramnál - 60%. Az extrém áramértékek lehetővé teszik, hogy teljesen elektródokat dolgozzon 1,6 és 5,0 mm között;
- üzemi feszültség - 187-253 V (220 V ± 15%). Ez a tartomány lehetővé teszi a legtöbb hazai, beleértve a külvárosi, elektromos hálózatok működését is;
- maximális energiafogyasztás - 4,2 kW. Néhány forrás közel kétszerese az értéknek - mindkét paraméter érvényes, és a különbségek egy adott példány megjelenési dátumában vannak. Pontosabban, a vásárláskor az eszköz útlevéléből tanulhat;
- súly és méretek - 4,8 kg és 371 × 155 × 295 mm. A készülék nagyon kompakt és könnyen hordozható.
Profi MMA 205
Az egyik legdrágább monofunkciós inverterhez tartozik. Átlagos kiskereskedelmi ára 230 dollár. A hasonló költségű eszközök túlnyomó többsége már fel van szerelve egy második TIG móddal.

A készülék előnyei nagyon stabilak és kiváló minőségű munkák.
A hátrányok csak normál feszültséggel működnek - a 195 V-os csökkenés hibás működéshez vezet.
A frekvenciaváltó műszaki jellemzői:
- hegesztőáram - 10-210 A, PN - 60%. Az IP 23S elektromos védelmi osztály kombinációja (lehetővé teszi, hogy nedves helyiségekben vagy ködben dolgozhasson) és egy nagy MON a professzionális szintet alkalmazza;
- üzemi feszültség - 198-242 V (220 V ± 10%). Egy kis tartomány nem biztosít stabil munkát az országban, de alkalmas a városi javításra és építési munkák;
- maximális teljesítmény - körülbelül 4,5 kW;
- súly és méretek - 4,7 kg és 305 × 114 × 202 mm.
Hegesztő inverterek MMA és TIG módok kombinációjával
A legtöbb, 200 dollárt meghaladó költségű eszköz argon ívhegesztéssel rendelkezik. A működtetéshez szükséges égő és henger általában nem szerepel a standard berendezésben. Az alábbiakban bemutatjuk az eszközök néhány reprezentatív modelljét.
EDON MMA-205
A legolcsóbb inverter TIG funkcióval. A készülék költsége nem haladja meg a 110-120 dollárt.

Nagyon alacsony ár befolyásolta a termelés minőségét - ha az MMA módban végzett munka kielégítő, akkor az argon ívhegesztés nagyon instabil és visszaesésként szolgál.
- hegesztőáram - 20-200 A, PN - 60%. A PN gyakorlati karbantartása a maximális szinten gyakran automatikus túlmelegedés elleni védelmet eredményez;
- üzemi feszültség - 198-242 V (220 V ± 10%). A szűk időköz korlátozza az alkalmazási tartományt. A „hígított” hálózatokban erőteljes feszültségszabályozókat kell használni;
- súly és méret - 8 kg és 485 × 240 × 340 mm. A méretek másfélszer nagyobbak, mint más invertereknél.
RESANTA SAI 220
Az egyik legegyértelműbb minta. hegesztőberendezések, ami sok vitát okoz a működési megbízhatósággal szemben. A készülék költsége széles tartományban változik, az átlagos érték körülbelül 270 dollár.

A felhasználói vélemények között mind élesen negatív, mind nagyon pozitív megjegyzések találhatók. Ennek oka lehet az eszköz magas előfordulása és az általa okozott hibák nagy száma.
Műszaki paraméterek modell:
- hegesztőáram - 10-220 A, PN - 40%;
- üzemi feszültség - 154-242 V (220 V + 10%; - 30%). Az alacsony feszültségű munkavégzés lehetővé teszi, hogy a frekvenciaváltó szinte minden hálózatban működjön;
- energiafogyasztás - 6,6 kW;
- súly és méretek - 4,9 kg és 310 × 130 × 190 mm. A méretek és az alacsony súly megkönnyíti a készülék szállítását, mint néhány hasonló teljesítményű klón.
Elitech MMA / TIG AIS 210
A hagyományos és argon-ívhegesztés funkcióinak teljes körű megvalósítása. Az eszköz további előnye a hosszú (legfeljebb 3 m) tápkábelek, amelyek ritkán szerepelnek a hagyományos tömegberendezések csomagjában.

A megnövelt megbízhatósági paraméterek és a mindkét üzemmódban történő üzemeltetéshez hasonló alkalmasság lehetővé teszi az inverter használatát szakmai tevékenység magán tulajdonosok és nagy építőipari szervezetek.
Az egység ára körülbelül 330 dollár.
Az inverter műszaki paraméterei:
- hegesztőáram - 10-200 A, PN - 60%;
- üzemi feszültség - 187-253 V (220 V ± 15%);
- energiafogyasztás - legfeljebb 9,5 kW. A korábbi modellekhez képest magasabb érték a stabilitás és a megbízhatóság ára;
- súly és méretek - 7,3 kg és 415 × 135 × 240 mm. A paraméterek valamivel nagyobbak az átlagosnál, de hosszú munkára elfogadhatóak.
összefoglalás
A TIG-módszer további előnyei ellenére nem kötelező a hazai használatra.
Figyelembe véve a gáz-ballon felszerelésének és térfogatának további költségeit, a kombinált funkciókkal rendelkező frekvenciaváltók csak optimálisak - egyetlen karbantartó állomás sem képes argon-ívhegesztés nélkül.
Az MMA / TIG üzemmódot támogató eszköz kiválasztásakor tanulmányozni kell a modell működési történetét - a felhasználói értékelés a legoptimálisabb értékelési kritérium.
Hasonló anyagok.
 Az MMA hegesztés a Manual Metal Arc, orosz - manuális ívhegesztés, bevont darab elektródával. Ezt a hegesztési technológiát elsőként alkalmazta a 19. század végén Oroszországban. Slavyanov, aki az N.N. Bernados és jelentős változtatásokat hajtott végre rájuk. A főként egy fúziós fém rúd használata volt a nem fogyó szénelektród használata helyett. Néhány évvel később, a 20. század elején, a svéd O. Kjellberg kifejlesztett egy technológiát bevonattal ellátott elektródával való hegesztésre, az elektródán lévő bevonat lehetővé tette az elektródhegesztés alkalmazási területének jelentős bővítését. Ezután az angol A. Stromenger átvette a batonot, képes volt jelentősen javítani az elektródák bevonását, ami lehetővé tette számára, hogy megbízhatóan megvédje a hegesztési medencét a levegőtől. Most a bevont elektródák világszerte népszerűek voltak, és az MMA hegesztési folyamat fő szinonimájává váltak.
Az MMA hegesztés a Manual Metal Arc, orosz - manuális ívhegesztés, bevont darab elektródával. Ezt a hegesztési technológiát elsőként alkalmazta a 19. század végén Oroszországban. Slavyanov, aki az N.N. Bernados és jelentős változtatásokat hajtott végre rájuk. A főként egy fúziós fém rúd használata volt a nem fogyó szénelektród használata helyett. Néhány évvel később, a 20. század elején, a svéd O. Kjellberg kifejlesztett egy technológiát bevonattal ellátott elektródával való hegesztésre, az elektródán lévő bevonat lehetővé tette az elektródhegesztés alkalmazási területének jelentős bővítését. Ezután az angol A. Stromenger átvette a batonot, képes volt jelentősen javítani az elektródák bevonását, ami lehetővé tette számára, hogy megbízhatóan megvédje a hegesztési medencét a levegőtől. Most a bevont elektródák világszerte népszerűek voltak, és az MMA hegesztési folyamat fő szinonimájává váltak.
A hegesztési eljárás egy bevont elektródával a következő: a hegesztési ív az elektróda vége és a hegesztendő rész fémfelülete között világít, az elektróda és az alkatrész felülete megolvad, ezáltal a hegesztőmedence kialakul. Az elektróda rúd és a bevonat egyidejű olvadása felhőt képez védőgáz és a salak, amely megvédi a hegesztett medencét a légköri gázoktól való expozíciótól. A salak lehűl és keményedik, majd a hegesztés felületéről fel kell vágni. Az MMA-hegesztést viszonylag kis hegesztési hosszúság jellemzi, amelyet egy lépésben lehet elhelyezni, mivel az elektród meglehetősen gyorsan megolvad, és további munkát igényel az elektródatartóba a munka folytatásához. A bevont elektródával való hegesztés viszonylag egyszerű hegesztésnek tekinthető, de annak érdekében, hogy valóban jó hegesztést biztosítson, az alacsony behatolási mélység miatt komoly készségeket igényel a hegesztőtől.
Elektróda típusok
Az ív, a behatolási mélység, az olvadt fém mennyisége és a különböző térbeli helyzetekben való munkavégzés képessége nagyban függ az elektród bevonat kémiai összetételétől. Három fő csoport van, amelyekbe az összes elektróda meg van osztva:
cellulóz
rutil
legfontosabb
A cellulózelektródák nagy mennyiségű cellulózot tartalmaznak a bevonatban, mélyen behatoló ívük van, és az elektróda gyors olvadását biztosítja, ami nagy sebességet biztosít. hegesztés. Ez a típusú elektród bármilyen térbeli helyzetben hegesztésre használható, néha nehéz lehet a salak eltávolítása.
A cellulózelektródák főbb tulajdonságai:
mély behatolás bármely térbeli helyzetbe
nagyon jó mechanikai tulajdonságok
magas a hidrogénfejlődés, ami a fűtési területen repedésekhez vezethet
A rutilelektródok nagy mennyiségű rutilt (titán-oxid - TiO2) tartalmaznak a bevonatban. A rutil könnyű gyújtást és ív irányítását, valamint kis mennyiségű fröcskölést biztosít. Ezek univerzális elektródok jó hegesztési teljesítmény. Minden térbeli pozícióban használható.
A rutilelektródák fő tulajdonságai:
a hegesztési fém átlagos mechanikai tulajdonságai
jó varrásforma
a salak könnyen tisztítható
A fő elektródok nagy mennyiségű kalcium-karbonátot (mészkő) és kalcium-fluoridot (fluorspar) tartalmaznak a bevonatban. Ezek az elektródák megkülönböztethetők a hegesztési fém gyors megszilárdulásával, ami kiváló megoldást jelent a hegesztési munkák során függőleges és mennyezeti helyzetben. Az ilyen típusú elektródákat közepes és nehézfémszerkezetek hegesztésére használják, amelyek magas követelményeket támasztanak a hegesztés minőségével, a mechanikai tulajdonságokkal és a repedések előfordulásával szemben.
A fő elektródok főbb tulajdonságai:
kis mennyiségű hidrogén a hegesztési fémben
magas hegesztőáram és a szükséges munka sebessége
viszonylag nehéz salak eltávolítása
Jelenlegi források
Az elektródákat hegesztésre lehet használni olyan eszközökkel, amelyek váltakozó (AC) és közvetlen (egyenáramú) hegesztési áramot hoznak létre. Nem minden egyenáramú hegesztésre szolgáló elektróda használható váltakozó árammal végzett munkára, és a váltakozó áramú elektródok univerzálisak és alkalmasak hegesztésre és egyenáramra. Hegesztési áramforrások az MMA hegesztéshez - hegesztő egyenirányítók (DC), hegesztési transzformátorok (AC), hegesztő inverterek (DC).
Ha érdekel
MMA - kézi ívhegesztés bevont darab elektródák szén- és rozsdamentes acélok hegesztéséhez. Szénacél hegeszthető váltakozó (AC) és közvetlen (egyenáramú) árammal, rozsdamentes acélokkal csak egyenárammal.
Kézi ívhegesztés (mint faj elektromos ívhegesztés) a legtöbb iparágban jelen van Oroszországban és a világban. A kézi hegesztés (RDS) a legrégebbi típusú elektromos hegesztés, melyet sokszor használják a sokoldalúságának köszönhetően. Az Ewm Pico, a BlueWeld Prestige, a Weldo Arc hegesztő inverterek értékesítésével párhuzamosan sikeresen értékesítették a modern hegesztőgép életét és munkáját, függetlenül a szakértelem szintjétől. elektródák. Ide tartoznak az ötvöző adalékokkal rendelkező elektródák is, amelyek növelik a hegesztés tartósságát, ami szükséges a kézi ívhegesztéshez.
A kézi hegesztési technológia meglehetősen egyszerű. A kézi ívhegesztés bevonattal ellátott elektródával hegesztés. A manuális elektromos hegesztést leggyakrabban vasötvözetek hegesztésére használják (például acéltartó szerkezetekben), hajóépítésben és iparban, valamint javítások és karbantartások során. A kézi elektromos ívhegesztésnek számos előnye van. Először is magas manőverezhetőség a hosszú használat lehetősége miatt hegesztő kábelek. Ez fontos a telepítés és az építési munkák során: ma itt van a leggyakrabban használt kézi hegesztés. A kézi elektromos hegesztéshez használt hegesztőberendezések szállíthatóak és egyszerűek, és nagyszámú típusú elektróda lehetővé teszi, hogy a legmegfelelőbb megoldást választja az elektromos ívhegesztéshez szinte bármilyen anyag esetében.
Az inverteres hegesztéshez képest azonban inverterforrás tápegység) kézi hegesztés A hagyományos áramforrásnak számos kézzelfogható hibája van. Ez alacsonyabb hatékonyságot és a hegesztés minőségének közvetlen függését a hegesztő minősítésével és az eljárás alacsony higiéniai jellemzőivel. Hegesztőgép az inverter sokkal jobb műszaki jellemzők. Az inverteres gépek impulzusos hegesztést tesznek lehetővé.
A hegesztő inverterek értékesítése a leggyakoribb dolog, hiszen ezek iránti kereslet hihetetlen. A hegesztő inverterek értékesítése a leggyakoribb dolog, mivel a keresletük egyszerűen hihetetlen, és sok fogyasztó egy hegesztő invertert szeretne vásárolni. Az inverteregység fő pluszja a tömörsége. Az inverterhegesztést hosszú ideig fejlesztették ki, de ma inverter egység a legfejlettebb technológia hegesztőberendezések. Ma azonban lehetetlen azt mondani, hogy a technológia inverter hegesztés teljesen kicserélték a hegesztést kevésbé technológiai erőforrásokkal.
A hegesztő inverterek értékesítése több mint húsz évvel ezelőtt lett a specialitásunk. A felszerelésünket kínáljuk, garantáljuk a minőségét. Azt szeretnénk, ha tudná, hogy bárki, aki kívánja, vásárolhat egy EWM hegesztő invertert. Minőség, amit az üzleti hírnevünk is megerősít.
Az MMA hegesztési módszer részletes leírása
MMA (kézi fémív) - kézi ívhegesztés bot (bevonatos) elektródákkal. A szovjet technikai irodalom általában az RDS rövidítést használja.
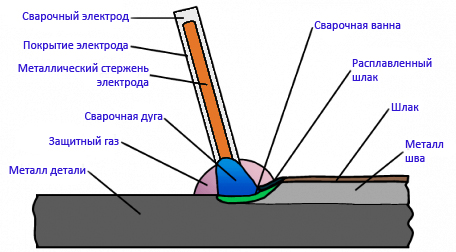
A módszer lényege. Az elektródához és a hegesztett termékhez kialakítani és fenntartani hegesztési ív Az egyenáramú vagy váltakozó áramú hegesztőáramot a hegesztőáramforrásokból szállítjuk (1. ábra). Az ív megolvasztja az elektróda fémmagját, a bevonatot és az alapanyagot. Az elektróda olvasztott fémrúdja salakkal bevont egyedi cseppek formájában kerül a hegesztési medencébe. A hegesztési medencében az elektródfém keveredik a termék olvadt fémjével (alapfém), és az olvadt salak a felszínre úszik.
A mélység, amelyre az alapfém megolvadt, a behatolási mélység. A hegesztési módtól (hegesztőáram erőssége és elektróda átmérője), a hegesztés térbeli helyzetétől, a termék felületén lévő ívsebességtől (az elektróda csuklójától és a hegesztés irányától és a keresztirányú oszcillációktól előre haladó mozgástól), a hegesztett kötés kialakításától, a hegesztés formájától és méretétől függ. élek stb. A hegesztési medence méretei a hegesztési módtól függenek, és általában: 7 mm mélységben, 8 ... 15 mm szélességben, 10 ... 30 mm hosszúságban találhatók. Az alapfém részaránya a hegesztési fém kialakításában általában 15 ... 35%.
Az olvadt elektróda felületén lévő aktív helytől a hegesztési medence felületén lévő másik aktív ívfolthoz való távolságot ívhossznak nevezzük. Az olvadékelektróda bevonat az ív körül és a hegesztési medence felszínén gáz atmoszférát képez, amely a levegőt a hegesztési zónából kifelé megakadályozza, hogy kölcsönhatásba lépjen az olvadt fémvel. A gáz atmoszférában a fő és az elektróda fémek és ötvöző elemek is vannak. A salak, amely az elektróda fémcseppjeit és a hegesztett medence olvadt fém felületét fedi, segít megvédeni őket a levegővel való érintkezésektől, és részt vesz a fém kohászati kölcsönhatásokban.
A hegesztett fém fém kristályosodása az ív eltávolítása után a hegesztett részeket összekötő varrás kialakulásához vezet. Az ív véletlen megszakadása vagy az elektródák cseréje esetén a hegesztési medence fémének kristályosodása hegesztő kráter képződéséhez vezet (a varratban levő depresszió, amely a hegesztőmedence külső felületén alakul ki). A hegesztési salak a hegesztés felületén salak kéreg.
 Ábra. 1 Kézi ívhegesztés bevont fémelektródával(a nyíl jelzi a hegesztési irányt): 1 - fémrúd; 2 - elektróda bevonat; 3 - ívgáz atmoszféra; 4 - hegesztőfürdő; 5 - megszilárdult salak; 6 - kristályos hegesztési fém; 7 - nemesfém; 8 - csepp olvadt elektróda fém; 9 - behatolási mélység
Ábra. 1 Kézi ívhegesztés bevont fémelektródával(a nyíl jelzi a hegesztési irányt): 1 - fémrúd; 2 - elektróda bevonat; 3 - ívgáz atmoszféra; 4 - hegesztőfürdő; 5 - megszilárdult salak; 6 - kristályos hegesztési fém; 7 - nemesfém; 8 - csepp olvadt elektróda fém; 9 - behatolási mélység
Mivel az elektróda tartóban lévő áramvezető hegesztőárama az elektróda fémrúdján átáramlik, a rúd felmelegszik. Ez a fűtés annál nagyobb, annál hosszabb az áramlás a rúdhegesztési áramon, és annál nagyobb az utóbbiak nagysága. A hegesztés megkezdése előtt a fémrúd környezeti hőmérséklete van, és az elektróda olvadásakor a hőmérséklet 500 ... 600 ° C-ra emelkedik (amikor a bevonatban lévő szerves anyagok mennyisége nem haladja meg a 250 ° C-ot). Ez azt eredményezi, hogy az elektróda olvadási sebessége (az olvadt elektróda mennyisége) az elején és a végén más. Az alapfém behatolási mélysége is megváltozik, mivel a hegesztési medencében a folyékony fémrétegen keresztül az ívről az alapfémre változik a hőátadási feltételek. Ennek eredményeképpen megváltozik az elektróda és a fémek frakcióinak aránya a hegesztési fém kialakításában, és ezáltal megváltozik az egy elektróda által gyártott hegesztési fém összetétele és tulajdonságai. Ez a kézi ívhegesztés egyik hátránya a bevont elektródákkal.
Az ív gyújtása és karbantartása. Az ív gyújtása (gerjesztése) előtt meg kell határozni a hegesztési áram szükséges szilárdságát, amely az elektród típusától, a hegesztés térbeli helyzetétől, a hegesztett kötés típusától, stb. Függ. Az ív kétféleképpen meggyulladhat. Az egyik módszer szerint az elektródot függőlegesen a termék felületéhez viszik, amíg meg nem ér a fémhez, és gyorsan húzódik a kívánt ívhosszig. A másiknál az elektródát néha „a fémfelületen” megütik. Az ív egyik vagy másik módszerének alkalmazása a hegesztési körülményektől és a hegesztő képességétől függ.
Az ív hossza az elektród márkájától és átmérőjétől, a hegesztés térbeli helyzetétől, a hegesztett élek vágásától stb. Függ. Az ívhossz növelése csökkenti a hegesztési fém minőségét az erős oxidáció és nitridálás miatt, növeli a fémveszteséget a hasítással és a fröccsenéssel, csökkenti az alapfém behatolási mélységét. Rontja a varrás megjelenését is.
A folyamat során a hegesztő általában az elektródát legalább két irányban mozgatja. Először az elektródát a tengelye mentén egy ívbe táplálja, megtartva az ívhosszat az elektróda olvadási sebességétől függően. Másodszor, az elektródát az átfedés vagy a hegesztés irányába mozgatja, hogy egy varrás alakuljon ki. Ebben az esetben egy keskeny henger alakul ki, amelynek szélessége a hegesztőáram erősségétől és az ív mozgási sebességétől függ a termék felületén. A keskeny görgők általában akkor kerülnek kialakításra, amikor a varrás gyökere hegesztésre kerül, a vékony lemezek hegesztettek és hasonló esetek.
Megfelelően kiválasztott elektródátmérővel és a hegesztőáram erősségével az ív mozgási sebessége nagy jelentőséggel bír a hegesztés minősége szempontjából. A megnövekedett sebességgel az ív az alapfémet sekély mélységre olvadja, és a behatolás kialakulása lehetséges. Alacsony fordulatszámon, az ívhő túlzottan nagy bemenete miatt az alapfémben gyakran keletkezik égés, és az olvadt fém kifolyik a hegesztési medencéből. Bizonyos esetekben, például amikor a leereszkedés során hegesztés történik, a megnövekedett vastagságú íves elektróda fém folyadékréteg kialakulása ellenkezőleg a behatolás kialakulásához vezethet.
Néha a hegesztőnek át kell mozdítania az elektródát a hegesztésen, ezáltal beállítania az ív hőeloszlását a hegesztésen keresztül, hogy megkapja az alapfém szükséges behatolási mélységét és a hegesztési szélességet. Az alapfém behatolásának mélysége és a hegesztés kialakulása főként az elektróda keresztirányú oszcillációinak típusától függ, amelyeket általában állandó frekvenciával és amplitúdóval hajtanak végre a hegesztés tengelyéhez viszonyítva (2. ábra). Az elektróda végének pályája függ a hegesztő hegesztésének, vágóélének és képességeinek térbeli helyzetétől. Keresztirányú rezgésekkel való hegesztés esetén szélesebb gyöngyöket kapunk, a behatolás alakja az elektróda végének keresztirányú rezgéseinek görbéjétől függ, azaz az elektróda vége. az ívhőnek az alapfémbe történő bevitelének feltételeiről. A hegesztés végén - az ív szélének megfelelően kell főzni krátert.
A kráter az a zóna, ahol a fémkristályosodás megnövekedett aránya miatt a legmagasabb mennyiségű káros szennyeződés van, ezért a repedések a legvalószínűbbek. A hegesztés végén nem szabad megszakítani az ívet, hirtelen kihúzva az elektródát a termékből.
Meg kell állítani az elektróda minden mozgását, és lassan meghosszabbítani az ívet a széléhez; az elektróda fém olvadása egyidejűleg kitölti a krátert. Az alacsony szénacél acél hegesztésekor a krátert néha eltávolítják az alapfémből a varratból. Ha véletlenszerűen megszakad az ív, vagy ha az elektródák megváltoznak, az ív izgatódik az alapfémen, amely még nem olvad meg a kráter előtt, majd a fém a kráterben megolvadt.
 Ábra. 2. Az elektróda végének elmozdulásának fő vonalai a tágított hengerek ívhegesztésében.
Ábra. 2. Az elektróda végének elmozdulásának fő vonalai a tágított hengerek ívhegesztésében.
A varrat hosszától, a hegesztett anyag tulajdonságaitól függően a pontosság és a minőség követelményei hegesztett kötések A hegesztés különböző módon történik. Az 1. ábrán A 3. ábra egy ilyen hegesztési rendszert mutat. A legegyszerűbb rövid varratok készítése.
 Ábra. 3. Az öltés típusai
Ábra. 3. Az öltés típusai
1 - egyrétegű varrás; 2 - többkapocsos varrás; 3 - többrétegű varrás.
Mozgás történik - a varrás kezdetétől a végéig. Ha a varrás hosszabb (hívjuk közepes hosszúságú varrásnak), akkor a hegesztés a középtől a végéig megy (fordított lépésben). Ha nagy hosszúságú varrás készül, akkor az inverz lépésben és véletlenszerűen is végrehajtható. Az egyik jellemző, hogy ha az inverz lépés módszerét alkalmazzuk, akkor a teljes varrást kis részekre (200-150 mm-re) bontjuk, és a hegesztést minden egyes szakaszban a hegesztés általános irányával ellentétes irányban végezzük.
A "Hill" vagy a "kaszkád" olyan szerkezetek varrásait használják, amelyek nagy terhelést és jelentős vastagságú szerkezeteket hordoznak. 20-25 mm vastagságban térfogati feszültségek keletkeznek, és fennáll a repedés veszélye. A hegesztés során a hegesztési zónának mindig meleg állapotban kell lennie, ami nagyon fontos a repedések megjelenésének megakadályozása érdekében.
A „dia” hegesztés „kaszkád” hegesztés.
Az alacsony szénacél acél hegesztésénél minden hegesztési réteg 3-5 mm vastag, a hegesztési áramtól függően. Például a 100A áramnál az ív körülbelül 1 mm-es mélységben olvad a fémet, míg az alsó réteg fémét 1 - 2 mm mélységig hőkezelésnek vetjük alá, hogy finomszemcsés szerkezetet alakítsunk ki. a hegesztőáram 200A-ig a betétréteg vastagsága 4 mm-re nő, és az alsó réteg hőkezelése 2 - 3 mm mélységben történik.
 Ábra. 4. Hegesztési minták.
Ábra. 4. Hegesztési minták.
1 - hegesztési út; 2 - hegesztés középtől a szélekhez; 3 - hegesztés fordított lépésben; 4 - blokk hegesztés; 5 - kaszkádhegesztés; 6 - diahegesztés
Ahhoz, hogy a gyökérhézag finomszemcsés szerkezetét kapjuk, szükséges a hegesztőhenger alkalmazása, erre a célra egy 3 mm átmérőjű elektródot használva 100A árammal. Ezt megelőzően a gyökér varrást jól tisztítani kell. A hegesztési (dekoratív) réteg felhordása a varrat felső rétegére történik. A réteg vastagsága 1-2 mm. Ezt a réteget 5 - 6 mm átmérőjű elektródával lehet előállítani 200 - 300 A árammal.
A varrás vége. A hegesztés végén az ív törése a varrás végén megfelelően kráter legyen. A kráter az a zóna, ahol a legnagyobb mennyiségű káros szennyeződés van, így a repedés a legvalószínűbb benne. A hegesztés végén nem szabad megszakítani az ívet, hirtelen kihúzva az elektródát a termékből. Meg kell állítani az elektróda minden mozgását, és lassan meghosszabbítani az ívet a széléhez; az elektróda fém olvadása egyidejűleg kitölti a krátert.
Az alacsony szénacél acél hegesztésekor a krátert néha eltávolítják az alapfémből a varratból. Ha az acélt hegesztik, hajlamos a kioltószerkezetek kialakulására, a kráter kimenete az irányban elfogadhatatlan a repedési lehetőség miatt.
A fordított polaritású egyenáramú hegesztésnél a behatolás mélysége 40-50% -kal nagyobb, mint a közvetlen polaritású egyenáramnál, amit az anódon és a katódon kibocsátott különböző hőmennyiség magyaráz. A váltakozó árammal való hegesztésnél a behatolási mélység 15–20% -kal rövidebb, mint a hegesztésnél a fordított polaritással. Az elektród átmérőjét a hegesztendő fém vastagságától, a hegesztés helyétől, valamint a hegesztéshez használt csukló típusától és az előkészített élek típusától függően választjuk. Amikor az alsó pozícióban legfeljebb 4 mm vastagságú hegesztési acéllemezeket használnak, az elektród átmérője általában egyenlő a hegesztési fém vastagságával. A vastagabb acél hegesztésénél 4–6 mm átmérőjű elektródokat használnak, feltéve, hogy a csatlakozandó részek és a megfelelő varratok kialakulása teljes mértékben behatol. A feszültség elsősorban a varrás szélességét határozza meg. A behatolási mélység mélysége nagyon kicsi. Ha a hegesztési sebesség a feszültség növelésével nő, a hegesztési szélesség csökken. Az áram erőssége elsősorban az elektród átmérőjétől, valamint a munkadarab hosszától, a bevonat összetételétől és a hegesztés helyétől függ. Minél nagyobb az áram, annál nagyobb a teljesítmény, azaz több fém van elhelyezve. Azonban, ha az áram egy adott elektródátmérőnél túl nagy, az elektróda gyorsan megengedi a megengedett határértéket, ami a hegesztés minőségének csökkenéséhez és a fröccsenéshez vezet. Az 5. ábrán látható a lombkorona hegesztési hegesztési sémája, egy réz eltávolítható bélés, előzetes hegesztési varrattal és acél béléssel.
 5. ábra. Hegesztő dokkoló varratok.
5. ábra. Hegesztő dokkoló varratok.
1 - "hegesztési hegesztés"; 2 - rézbélés hegesztése (eltávolítható); 3 - a maradék acélbélés hegesztése; 4 - hegesztés előzetes és hegesztési varrattal.
Végezzen vízszintes, függőleges és mennyezeti csatlakozások bizonyos készségeket igényel, mivel az olvadt fém szivárgása igen nagy, az eső cseppek. Ennek megakadályozása érdekében a hegesztést nagyon rövid ívben kell elvégezni. Ezenkívül az elektróda keresztirányú oszcillációja szükséges.
Annak érdekében, hogy az olvadt fémréteget a hegesztőkészülékben tartsuk, szükséges, hogy a felszíni feszítőerő megtartsa a lerakódó anyag tömegét. Minél kisebb a tömeg, annál nagyobb a valószínűsége annak, hogy ezt az erőt (film) fogja megtartani. Ezt az alábbi módszerrel lehet elérni: az elektróda végét rendszeresen el kell távolítani a fürdőtől, lehetővé téve az olvadt fém részleges kristályosodását. Ezután alkalmazzon csökkentett áramot (10 vagy 20%) és kisebb átmérőjű elektródokat. Mindez csökkenti a hegesztési gyöngy szélességét. A mennyezeti csatlakozásoknál 4 mm átmérőjű elektródák optimálisak, vízszintes (beleértve a függőleges) kötések esetén 5 mm átmérőjű elektródákat kell venni.
Mennyezeti csatlakozás A legnehezebb az összes: A hegesztést a hegesztési medencénél az elektróda végének időszakos rövidzárlatai végzik, amelyek során a hegesztési medence fémje részben kristályosodik, ami csökkenti a hegesztési medence térfogatát. Ugyanakkor az olvadt elektróda fém kerül a hegesztési medencébe. Amikor az ív meghosszabbodik, alulcsúszások keletkeznek. E hegesztések hegesztésekor kedvezőtlen körülmények keletkeznek a salakok és a gázok elválasztására a hegesztési medence olvadt féméből.
 Ábra. 6. Az elektróda szöge hegesztés közben.
Ábra. 6. Az elektróda szöge hegesztés közben.
A a függőleges hegesztés szöge; B - szög vízszintes hegesztés közben; B - szög, amikor mennyezeti hegesztés történik.
Függőleges varrás. Kétféleképpen hajtható végre - lefelé és felfelé. A hegesztés előnyös. Ebben az esetben az alapul szolgáló, már részben kristályosodott fém megtartja a fenti olvadt fémet. Ezzel a módszerrel célszerű a varrás és a széle gyökereinek forralása. Ez azzal magyarázható, hogy az elektródából származó olvadt fém a hegesztési medencébe áramlik. Ennek a módszernek az egyetlen hátránya, hogy a varrás felületét durva mérlegekkel fedjük le. A kioldó hegesztése könnyebb, de nehezebb lesz az alkatrészek csomópontjának kiváló minőségű behatolása. Az a tény, hogy az olvadt fém és a salak az ív alatt szivárog, és csak a felszíni feszültség és az ív által kifejtett erő által tartható. Ezek a két erők azonban elégtelenek lehetnek, és az olvadt fém folyik.
Vízszintes varrás. Bonyolultabb a teljesítménynél, mint a függőleges. Ennek oka - az olvadt fém áramlása a hegesztett medencéből az alsó élbe. Ennek eredményeképpen a felső széle mentén alulcsúszás keletkezhet. A megnövelt vastagságú fémek hegesztésénél gyakori, hogy csak egy felső széle van, az alsó pedig segít az olvadt fém megtartásában a hegesztőkádban. A hegesztés vízszintes hegesztési hegesztése az átfedő illesztésekben egyszerű és nem különbözik az alsó pozícióban történő hegesztéstől.
Az argon ívhegesztés főként a nem fogyasztható elektródokkal az ötvözött acélok és a színesfémek. Kis vastagságban argon hegesztés adalékanyag nélkül is végrehajtható. A hegesztési módszer jó minőséget és kialakulást biztosít hegesztések, lehetővé teszi, hogy pontosan megőrizze a fém behatolásának mélységét, ami nagyon fontos a hegesztés során vékony fém egyirányú hozzáféréssel a termék felületéhez. Széles körben használták a nem forgó csőkötések hegesztésében, amelyekhez különféle automata hegesztőgépek alakultak ki. Ebben a formában a hegesztést néha orbitálisnak nevezik. A titán és az alumíniumötvözetek összekapcsolásának egyik fő módszere egy nem fogyasztható elektródával történő hegesztés.
A rozsdamentes acélok és az alumínium hegesztésére az argonolvasztó elektródát használják. Alkalmazása azonban viszonylag kicsi.
Az argon ívhegesztés hátrányai
Az argon ívhegesztés hátránya, hogy a kézi változat használata alacsony termelékenységet mutat. Az automatikus hegesztés használata nem mindig lehetséges a rövid és a többszögű varratok esetében.




