Hegesztések és azok elhelyezkedése. Hegesztett kötések és varratok
Egy újszerű hegesztő, akinek van igaza hegesztőgép, mindig kíváncsi, hogy milyen hegesztési varratok létezik, és hogyan lehet a fémfelületek legjobban csatlakoztatni. Ezért célszerűnek tartjuk a hegesztési kötések elemzését, azok típusokra történő felosztását. De először meg kell értened az öltések és az ízületek definícióit, a különbségeket.
meghatározzák
A hegesztés egy kristályos fém, amely megolvadt állapotban dolgozik. A hegesztési kötések tekintetében ezek korlátozott területek. fémszerkezetegy vagy több hegesztési varratot tartalmaz.
Az öltések és az ízületek típusai
Hegesztések és kötések osztályozása az alábbi kritériumok szerint:
A hegesztés típusa szerint megkülönböztethető a következő varratok:
- Ívhegesztés;
- Ívhegesztés védőgázban;
- Automatikus, félautomata;
- Elektromos szegecsek;
- Elektroszaghegesztés;
- Forrasztott ízületek;
- Kapcsolat elektromos hegesztés.
A konvexitás mértéke:
- normál;
- homorú;
- Domború.
Térbeli besorolás:
- kisebb;
- függőleges;
- vízszintes;
- Mennyezet.
Bővebben:
- szilárd;
- Szakaszosan.
Hegesztési varratok típusai (az űrlaptól függően):
- Butt ízületek - a csomópont kötési varratok típusa;
- Sarok - szögletes, T alakú vagy átlapolt rögzítésű varratok típusa;
- Csavarkulcsok - a varratok típusa, melyet a felső rész behatolása eredményez, ritka esetekben a következő lapokat, valamint az alsó lapot.
A vegyületek típusai (a fémfelületek konjugáció jellegétől függően):
- tompa;
- T-bar;
- sarok;
- toldás;
- Mechanikai.
csikk
Figyelembe véve a főbb kapcsolattípusokat, érdemes figyelembe venni a leggyakoribb csatlakozási típusokat - a csuklós ízületeket. Figyelembe véve a csatlakozások típusait, különös figyelmet kell szentelni a fenékváltozatnak, mivel két fémelem között, amelyek egymással szomszédosak a végfelületekkel, ugyanazon a felületen vagy ugyanabban a síkban vannak elhelyezve. 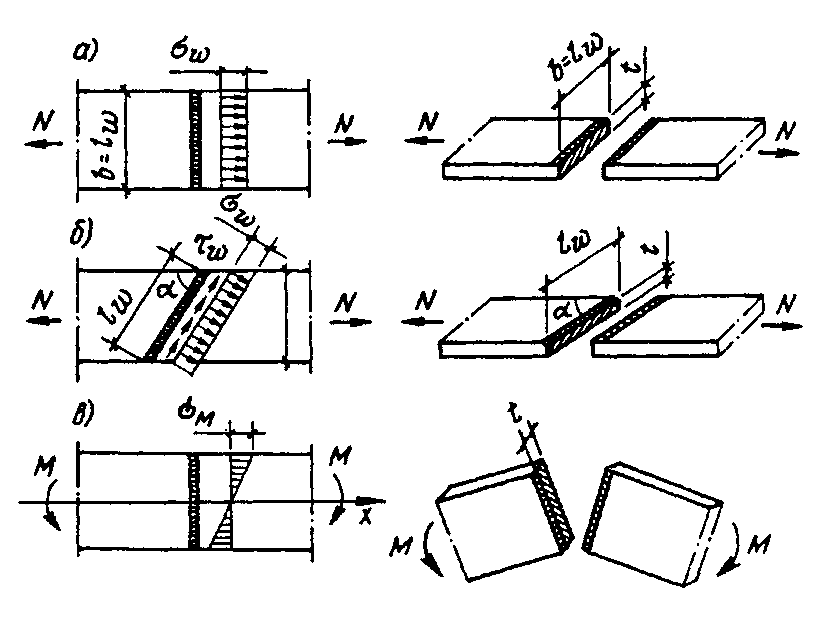
A varrás helyétől függően:
- egyoldalú;
- Kétoldalú.
Különböző a hegesztési hely előkészítése, a termékek vastagsága alapján:
- Kúpos szélekkel;
- Kúpos szélek nélkül.
Az egyoldalas kötés a kúpos szélek nélküli munkákhoz 4 mm vastag lapokkal dolgozik, míg a kétoldalas ferde szélek nélkül 8 mm-es fémlemezek hegesztése során. A csuklók mindkét változata biztosítja az 1-2 mm vastagságú részek közötti kis rés megvalósítását a kiváló minőségű munka biztosítása érdekében.
Az egyoldalas rögzítéssel ellátott rész szélső részének ferde szélessége 4 - 25 milliméter átmérő esetén kívánatos. Meg kell jegyezni, hogy a V-alakú ferde hegesztés nagyon népszerű. A fémek U-alakú rögzítése kevésbé népszerű a hegesztők körében. Javasoljuk, hogy az élek nem szignifikáns eldugulását is végezze. Ha 12 mm vagy annál nagyobb vastagság van, a kétoldalas hegesztéshez X-alakú vágás szükséges.
póló
A T-hegesztési módszert úgy nevezik, mint egy fém rögzítőelemet, amelyben az egyik fémelem végfelülete szomszédos, egy másik fémelem oldalfelületéhez csatlakozik.
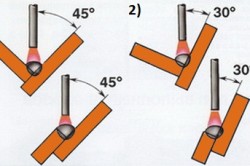
A T alakú egy viszonylag vastag anyaggal történő megvalósítása során kívánatos, hogy az elektróda dőlésszöge a varratokhoz viszonyítva legyen úgy, hogy körülbelül 60 fok legyen.
Mindenféle hegesztés egyszerűsíthető, ha „a hajón” halmozott. Így lehetővé válik, hogy főleg az alsó pozícióban dolgozzon, miközben növeli a munka sebességét, és az alákínálás valószínűsége jelentősen csökken. Figyelembe véve a fémfelületek csatlakozási típusait, érdemes tudni, hogy a T-alakú változat leggyakrabban lehetővé teszi a behatolás és egyéb hibák hiányát.
Vannak speciális típusú hegesztési eljárások, amelyek növelik a penetrációt. Ezeket a módszereket felhasználva a munkadarabokban jelentős átmérőjű alkatrészek egyoldalú hegesztése válik lehetővé, és jó behatolás figyelhető meg, másrészt megmunkálható henger alakul ki.
sarok
A vegyületek fő típusai a fémfelületek szögetípusai. Fémek sarokkötése - két fémelemből álló, a szögben elhelyezett vegyület típusa a szélső részek csomópontjában van összekötve. Hasonlóan más típusú rögzítőkhöz hasonlóan, ez a típus is elvégezhető az alkatrész szélső részének ferdén, valamint anélkül, hogy a termék átmérője alapján lenne. Ebben az esetben a rész belülről forral.
illesztéseket
Az illesztések átfedő nézete a párhuzamosan elhelyezett fémelemek kötése, a felületek részben átlapolva. Ebben az esetben a technika során elég vastag részeket használunk, amelyek átmérője elérheti az 1 centimétert.
Érdemes tudni, hogy mindkét oldalon szükség van az anyaglapok hegesztésére. Kövesse ezt az ajánlást a nedvesség valószínűségének csökkentése érdekében. Azt is tudnia kell, hogy a hegesztési varratok száma 2, ezért növelni kell a munkaidőt, valamint a fogyóeszközöket.
Butt vége
A varratok típusai a fémfelületek ragasztásának végső nézetét mutatják. A véghegesztést azoknak nevezik, amelyekben a fém alkatrészek oldalfelületei egymással szomszédosak.
A fémfelületek összetevőinek tulajdonságai
A munka kvalitatív mutatói számos tényezőtől függnek, amelyek közé tartozik a fémfelületek hegeszthetősége, oxidálhatósága, hőhatásérzékenysége. Ebben a tekintetben, hogy megfeleljen a varratoknak a működési feltételek egyikének vagy másnak, figyelembe kell venni az összes fontos kritériumot.
A fémek és ötvözetek tapadását az egyes anyagok vagy ötvözetek azon képességétől függően határozzák meg, hogy a megfelelő technológiai feldolgozás körülményei között olyan vegyületeket képezzenek, amelyek megfelelnek a szükséges paramétereknek. Ezt a mutatót befolyásolja az anyagok fizikai, kémiai tulajdonságai, a szennyeződések jelenléte, a kristályrács szerkezete, a dopping mennyisége stb. A fémkötés lehet technológiai és fizikai is.
A fizikai hegeszthetőség egy olyan anyag tulajdonsága, amely kiváló minőségű és tartós kötést hoz létre stabil kémiai kötéssel. A munkafelületek fizikai hegeszthetőségét illetően tiszta fémek, technikai ötvözetek, valamint számos más nem fémekkel kombinált anyag kombinációjával érhető el. Az alkatrészek technológiai hegeszthetősége a fém és a hegesztés reakciója.
Összefoglalva, érdemes azt mondani, hogy a munka minőségi oldala nemcsak a csúcstechnológiai berendezések elérhetőségét, hanem a hegesztő sajátosságait is meghatározza. Nem szabad figyelmen kívül hagyni a szakmai ismereteket, hiszünk abban, hogy mindent tudsz, de hallgass gyakorlati tanácsokat.
Olyanok, mint az alacsony emeletes építmények, valamint a nagy házak, irodai és sportközpontok építése. A hegesztéssel 2 vagy több alkatrészt csatlakoztassunk az 1-be. Ugyanakkor erős és megbízható varrás keletkezik, amely hosszú ideig tarthat anélkül, hogy megzavarná és károsítaná az egészet.
Ezen túlmenően, a hegesztett kötések és varratok egyaránt alkalmazhatóak a fémrészek összekötésére az egységes típusú acélból, valamint a különböző ötvözetekből készült elemek. Ilyen bonyolult munkával meg kell választani a megfelelő hegesztési technológiát, a teljesítményt, a fogyóeszközöket (elektródák). Ezen túlmenően a hegesztőnek elegendő tapasztalattal és készséggel kell rendelkeznie ahhoz, hogy megakadályozza az alkatrész égetését, hogy elkerülhető legyen a szükségtelen feszültségek és a további működés deformációja.
Hegesztési varrat osztályozás
Minden hegesztett kötést speciális dokumentációval szabványosítanak, amely meghatározza a hegesztés fogalmát, területeit és helyeit. A leírt terminológia a varratok végén elhelyezett műszaki dokumentációra vonatkozik. Ugyanezek a fogalmak jelennek meg az oktatásban és az oktatásban módszertani kézikönyvekamelyekre a hegesztők képzése megtörtént, valamint továbbképzés és képzettségük javítása.
Hegesztési táblázatok.
Általánosan elfogadott rövidítések használatával, még akkor is, ha nincsenek dokumentumok a kötés jelölésére vagy az általános specifikációra, meg lehet határozni, hogy melyik konkrét hegesztési kötés történt egy adott helyen. épületépítés. Az alábbi egyezmények kerülnek elfogadásra: a hegesztési hegesztéseket általában a „C” betű jelöli, a varrás átfedésekor „H”;
alapvetően hegesztési csatlakozások és a varratok elfogadása több okból:
A végső keresztmetszet formája:
- Butt, azaz a hegesztett részek ugyanazon a síkon vannak.
- Szögletes, amikor a fém alkatrészek egymáshoz képest szögben vannak, míg az értéke nem számít.
- Welt, ha az egymásra helyezett részek egymással megolvadnak. Ebben az esetben az egyik alkatrész (felső) teljesen megolvadt, és a hegesztett kötés másik része (alsó) csak részben van. A varrás maga egy szegecs. Ezt a kapcsolatot az úgynevezett elektro-szegecsezésnek is nevezik.
Hegesztéskor a konfiguráció:
- egyenes karakter;
- íves nézet;
- gyűrű típusa.
A hegesztett kötés időtartama alatt:
- Folyamatos varrással készült csatlakozások. Hosszúságuk 300 mm és 1 m között van.
- Amelyeket szakaszosan hajtanak végre. Ebben az esetben a varrás elhelyezkedése egy láncban, szakaszos módon lehet, az alkatrész tervezési jellemzőitől és a követelményektől függően.
Az alkalmazott hegesztési technológia módszerével:
- ívhegesztés további források használata nélkül (gáz, fluxus);
- a hegesztés olyan környezetben történik, ahol gáz van (például argon).
Az alkalmazott hegesztési elemek száma szerint:
- egyoldalú;
- kétirányú kapcsolat;
- többrétegű.
A fúzió eredményeként kialakult fémmennyiség:
- normál;
- emelkedett;
- gyengült.
Általában nem létezik szigorú szétválasztás minden típusú osztályozás esetében. A hegesztett hézagok egyenes csavarozással erősíthetők. Ez azt jelenti, hogy a kombinációk nagyon különbözőek lehetnek a fémszerkezet összetettségétől, a merevség és a megbízhatóság követelményeitől, a fogyóeszközök rendelkezésre állásától és a hegesztő képességétől.
A hegesztett kötések jellemzői

A hegesztett kötések fő típusai.
Attól függően, hogy mi legyen az eredmény, figyelembe kell venni annak megvalósításának sajátosságait és a végrehajtás technológiáját.
A hátsó hegesztések az alkatrészek összekapcsolását jelentik, összekapcsolva. A részletek ugyanabban a síkban helyezkednek el, és az ívhegesztést a leggyakrabban használják. Ezenkívül az ilyen varratok különböző élekkel rendelkező részek összekötésére használhatók. A hegesztés élfeldolgozása a lap vastagságától függ. Ha a munka során különböző vastagságú részeket kell összekötni, akkor a vastagabb peremet a kisebb mérethez kell kötni. Ez megbízható varrást biztosít.
A hegesztésben résztvevő élek típusai szerint az ütőhegesztések a következőkre oszthatók:
- olyan részek, amelyek nem rendelkeznek ferde széllel. 3-5 mm vastagságúnak kell lenniük;
- ívelt élű elemek;
- az "U" betűvel ellátott szélű részek vastagsága 20-60 mm;
- azon részek, amelyekben az él "X" formájú, a fém vastagsága 12-40 mm.
További információ a kapcsolatokról.
csikk hegesztések a legalacsonyabb stresszérték, kevésbé hajlamos a deformációra. Ez gyakori használatát okozza. A csuklós csatlakozás során a fémfogyasztás minimális, a munkára való felkészülést gondosan és gondosan kell elvégezni.
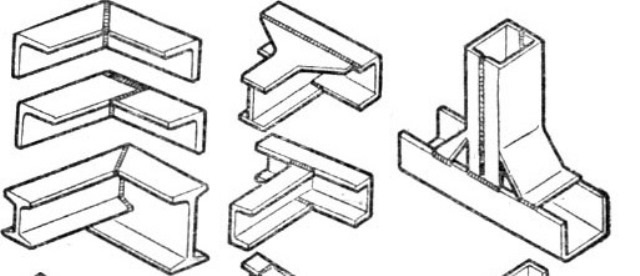
A márkaelemek fémrészek, amelyek közül az egyik merőleges a másikra. Kiderül, hogy a csukló a "T" betű formájában van. Az ilyen típusú varratokkal egy vagy két oldal található. Minden attól függ, hogy a merevség, a technikai és konstruktív képesség a munka előállításához szükséges. A Tavrovye rendszereket keretek építésére használják gazdaságokhoz, különböző típusú oszlopokhoz, állványokhoz. Ezen túlmenően egy ilyen csatlakozás jó a hegesztő gerendákhoz.
A sarokcsuklók olyan esetekben kerülnek végrehajtásra, amikor a szerkezet elemei nem hordoznak jelentős terhelést. Például amikor tartályokat, tartályokat hegesztünk. A szükséges megbízhatóság és szilárdság biztosítása érdekében a hegesztett fém vastagsága nem haladhatja meg az 1-3 mm-t. A sarokcsatlakozásnál az alkatrészeket egymáshoz kell elhelyezni a kívánt szögben és hegeszteni. A szög nem számít. A varrás kétoldalú szilárd anyagot alkot, oly módon, hogy a nedvesség nem tud behatolni.
Az egymást átfedő kötések akkor alakulnak ki, amikor az alkatrészek egymással párhuzamosan vannak elrendezve. A varrat a fémelemek oldalfelületein van. A fém szélei nem igényelnek további feldolgozást, ellentétben a tompított módszerrel. Mind a fő, mind a letétbe helyezett fém fémköltsége jelentős lesz.
A szerkezet ilyen vastagsága nem haladja meg a 12 mm-t. Annak érdekében, hogy kizárja a nedvesség behatolását a kapcsolatba, azt kétoldalúan kell végrehajtani.
A T-csuklóval, körrel, sarokcsatlakozással ellátott varratok kis szegmensek, azaz pont-módszer formájában hajthatók végre. Ha előzetes hegesztéseket kell készítenie, akkor kör alakúak. Ie az egyik alkatrész teljes olvadásával, részben pedig a másik részével.
További pontok
Az ívhegesztés ismert módszerei az élek további feldolgozása nélkül 4 mm-es fémvastagsággal, kézi munkával, 18 mm-es gépesített munkával állíthatók elő. Ezért, ha szükséges a nagy vastagságú hegesztés a kézi ív technikával, akkor az éleket tovább kell feldolgozni.
Az összekötő geometria elemei közé tartozik az elemek, a horony szöge, a ferde és a hegesztésben részt vevő részek egymáshoz viszonyított eltérése közötti rés. A ferde szög határozza meg a vágási szöget, amely meghatározó a szükséges ívhez való hozzáférés biztosításához a varrat teljes mélységéhez, ami azt jelenti, hogy maga a varrás teljes. A szög nagysága a vegyület típusától és a kezelési módtól függően főként 20-60 °, 5 ° -os tűréssel változik. A rés 0-4 mm.
Ha a fém elég vastag, és nincs rés, akkor nem teljes fúzió léphet fel.
És az élek, amelyeknek nincs elszívásuk, égési sérülésekhez vezethetnek. Az alkatrészek nagy elmozdulásával a hegesztési folyamat lehetetlenné válhat.
A módszer végső megválasztását és a varratok és kötések fémszerkezetben történő végrehajtásának módját az összetettsége és a végrehajtás anyaga határozza meg. Az építésre vonatkozó becslések kidolgozása, fejlesztése során figyelembe kell venni ezeket a jellemzőket, és szükség esetén meg kell határozni a megfelelő megbízhatóságot és merevséget biztosító kiegészítő források felhasználását.
A hegesztés során különböző ízületek keletkeznek. A hegesztési varratok nemcsak a fémeket, hanem más különböző anyagokat is összekapcsolhatnak. Az integrált egységbe dokkolt elemek több szakaszra osztható kapcsolatot jelentenek.
Hegesztési területek
A hegesztési folyamat során kapott vegyület a következő zónákra oszlik:
- A fúzió helye az alapfém és a kapott hegesztés fémje közötti határ. Ebben a zónában vannak olyan szemcsék, amelyek szerkezetükben különböznek az alapanyag állapotától. Ennek oka a hegesztési folyamat részleges olvadása.
- A hőhatással járó zóna az alapfém zónája, amely nem olvasztott, bár szerkezete megváltozott a fém fűtése során.
- Hegesztési varrás - a fémhűtés során a kristályosítás során keletkezett terület.
Hegesztési kapcsolatok típusai
A csatlakoztatott termékek egymáshoz viszonyított helyétől függően a kapcsolatok a következő típusokra oszlanak: 
- Butt. A szerkezeti elemek összekötését egy síkban végzik egymással. A csatlakozandó alkatrészek különböző vastagságától függően a végek függőlegesen mozoghatnak egymáshoz képest.
- Sarokcsatlakozás. Ebben az esetben a végek igazítása szögben történik. A hegesztési eljárást az alkatrészek szomszédos szélein végzik.
- Átfedési csukló. A hegesztés részletei párhuzamosak a részleges átfedéssel.
- Kapcsolat befejezése. A hegesztett elemek egymással párhuzamosan vannak elrendezve, és a végükön rögzítve vannak.
- Tavrovoy kapcsolat. Ebben az esetben az egyik rész vége szögben szomszédos a másik oldalával.
A hegesztési hézagok a hegesztések típusait is jellemzik, amelyek bizonyos kritériumok szerint minősíthetők.
Hegesztési értékek
Számos paraméter létezik, amellyel az összes hegesztési varrás jellemezhető:
- a szélesség a varrás szélei közötti méret, amelyet látható fúziós vonalak rajzolnak;
- a varrás gyökere a hátoldala, amely az elülső résztől a legnagyobb távolságban helyezkedik el;
- konvexitás - a varrás leginkább konvex részében határozták meg, és az alapfém síkjától a legnagyobb kiemelkedés határáig terjedő távolságot jelöl;
- konkávitás - ez a mutató akkor releváns, ha a hegesztés során előfordul, mert valójában hiba; ezt a paramétert azon a helyen határozták meg, ahol a varrás a legnagyobb elhajlást - a konkávitás méretét mérjük belőle az alapfém síkjára;
- varrási láb - csak a sarokban és a T-csuklóban történik; Ezt a mutatót az egyik darab oldalfelületétől a második hegesztési felület hegesztési hegesztési pontjához képest a legkisebb távolsággal mérik.
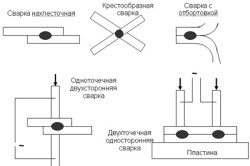
A varratok típusai a végrehajtási módszer szerint

A hegesztési varratok típusai térbeli pozíció és hosszúság szerint
Ilyen hegesztési pozíciók vannak:
- az alsó, ha a hegesztési varrat az alsó vízszintes síkban van, azaz 0 ° -kal a talajhoz viszonyítva;
- vízszintes, a hegesztési irány vízszintes, és az alkatrész 0 ° és 60 ° közötti szögben lehet;
- függőleges, ebben a helyzetben a hegesztendő felület 60 ° és 120 ° közötti síkban van, és a hegesztés függőleges irányban történik;
- mennyezet, amikor a munkát 120-180 ° -os szögben végzik, vagyis a hegesztések a mester fölött helyezkednek el;
- "a hajón", ez a pozíció csak a sarokra vagy a T-ízületekre vonatkozik, az alkatrész szögben van beállítva, és a hegesztés "a sarokban" történik.
A hosszúság szerinti bontás:
- folyamatos, majdnem minden varrást végeznek, de vannak kivételek;
- szakaszos varratok, csak a sarokcsuklókban fordulnak elő; az ilyen típusú kétoldalas öltések egyaránt hajthatók és láncolhatók.
élvonalbeli
 Ez a tervezési jellemző akkor érvényes, ha a hegesztéshez használt fém vastagsága nagyobb, mint 7 mm. A szegély a fém eltávolítása egy bizonyos alakú élektől. Ezt az eljárást egyszeres áthidaló hegesztéssel végezzük. Ez szükséges a megfelelő hegesztési varrat eléréséhez. Ami a vastag anyagot illeti, a vágás elengedhetetlen ahhoz, hogy a gyökérgyökeret kezdetben megolvadjon, majd a következő hengerekkel egyenletesen töltse ki az üreget, hogy a fém a teljes vastagságon keresztül forraljon.
Ez a tervezési jellemző akkor érvényes, ha a hegesztéshez használt fém vastagsága nagyobb, mint 7 mm. A szegély a fém eltávolítása egy bizonyos alakú élektől. Ezt az eljárást egyszeres áthidaló hegesztéssel végezzük. Ez szükséges a megfelelő hegesztési varrat eléréséhez. Ami a vastag anyagot illeti, a vágás elengedhetetlen ahhoz, hogy a gyökérgyökeret kezdetben megolvadjon, majd a következő hengerekkel egyenletesen töltse ki az üreget, hogy a fém a teljes vastagságon keresztül forraljon.
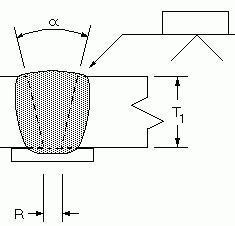
Az élek akkor hajthatók végre, ha a fémvastagság legalább 3 mm. Mivel az alacsonyabb értéke égési sérülésekhez vezet. A vágást az ilyen tervezési paraméterek jellemzik: clearance - R; vágóél szöge - α; blunting - a. Ezeknek a paramétereknek a helye mutatja a hegesztés rajzát.
A szegély növeli a fogyóeszközök mennyiségét. Ezért ez az érték minden módon igyekszik minimalizálni. Többféle tervezési típusra oszlik:
- V-alakú;
- X-alakú;
- Y-alakú;
- U-alakú;
- hasadék.
A vágóél jellemzői
A 3–25 mm-es hegesztett anyag kis vastagsága esetén általában egyoldalas V-alakú vágást alkalmazunk. A dőlésszög mindkét végén vagy egyikükön hajtható végre. A 12-60 mm vastag fém, célszerű kétoldalas X-es vágással hegeszteni. Az α szög X, V formában történő vágáskor 60º, ha a ferdét csak egy élen végezzük, akkor az α érték 50 ° -kal egyenlő. 20-60 mm vastagságban az U alakú vágással elhelyezett fém fogyasztása a leggazdaságosabb lesz. A ferde egy vagy mindkét végén is végrehajtható. A tompaság 1-2 mm lesz, a rés pedig 2 mm. Nagy fémvastagságnál (60 mm felett) a leghatékonyabb módja egy réshorony. Ez az eljárás nagyon fontos egy hegesztett kötésnél, amely a varrás több tényezőjét is érinti:

Szabványok és GOST-ok
- Kézi hegesztési varratok és csatlakozások a GOST 5264-80 szerint tartalmazzák a hegesztéshez használt szerkezeteket, az összes térbeli helyzetben elektródákkal borított szerkezeteket. Ez nem foglalja magában csak az acélvezetékeket.
- Hegesztési acél csővezetékek. A GOST 16037-80 - meghatározza a hegesztés mechanizált módjának fő típusait, vágóéleit, szerkezeti méreteit.
- A csővezetékek rézből és réz-nikkel ötvözetekből történő hegesztése. GOST 16038-80.
- Alumínium ívhegesztése. GOST 14806-80 - alak, méret, élkészítés alumínium és ötvözeteinek kézi és gépesített hegesztéséhez, a folyamat védelmi környezetben történik.
- A fluxus alatt. A GOST 8713-79 - a hegesztési varratok és az illesztések automatikusan készülnek mechanizált hegesztés súlyon, fluxuspárnán. A fémvastagság 1,5 és 160 mm közötti.
- a GOST 27580-88-ban - a kézi, félautomata és a nem-fogyó elektróda inert gázokban, töltőanyaggal és 0,8-60 mm-es alumínium vastagságra vonatkozik.
Hegesztési jelölés
Szerint szabályozási dokumentumokat a hegesztések jelenléte általános nézetben vagy rajta látható. A hegesztési varratok szilárd vonalakban vannak ábrázolva, ha láthatóak. És ha az ellenkezője - akkor a szaggatott szegmensek. Ezekből a vonalakból egyirányú nyilak jelennek meg. A hegesztési varratok jelképét a polcon végzik a felirattal. A felirat a polc felett van, ha a varrás az elülső oldalon van. Az ellenkező esetben a megjelölés a polc alatt lesz. Ez a varrással kapcsolatos információkat tartalmazza a következő sorrendben:
- Kiegészítő jelek. A feliratok és a polcok metszéspontján egy ikon lehet:
○ - zárt varratok;
┐ - a hegesztési varrat a telepítés során történik. 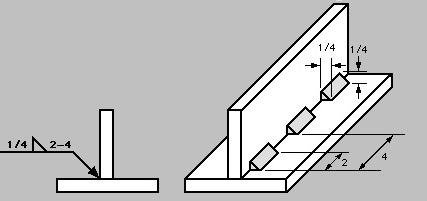
- Hegesztési varratok, szerkezeti elemek és GOST kapcsolatok kijelölése.
- A varrás neve a szabvány szerint.
- Hegesztési módszer a szabályozási szabványoknak megfelelően.
- A láb látható, ez a tétel csak a sarokcsuklókra vonatkozik.
- Időszakos varratok, ha vannak. Ez jelzi a hegesztési szegmensek távolságát és elhelyezkedését.
- További kiegészítő érték ikonok. Tekintsük őket külön elemnek.
Kiegészítő jelölés
Ezeket a jeleket a polc tetején is alkalmazzák, ha a hegesztési varrás látható a rajzon, és láthatatlanul alatta van:
- --- távolítsa el a megerősítő varratot;
- felületkezelés, amely zökkenőmentes átmenetet biztosít az alapfémre, kiküszöböli a megereszkedést és a szabálytalanságokat;
- a varrás nem zárt vonal; ez a jel csak a rajzon látható hegesztési varratokra vonatkozik;
- a hegesztett kötés felületi felülete.
Az egyszerűsítés érdekében, ha az építés minden varrása ugyanazon GOST szerint készül, ugyanolyan élhornyokkal és szerkezeti méretekkel rendelkeznek, a hegesztés megnevezése és szabványai a műszaki követelményekben vannak meghatározva. A kialakítás nem minden, de nagy számú azonos varrás. Ezután csoportokba osztják őket, és minden csoportban sorszámokat rendelnek hozzá. Az egyik varraton jelölje meg a teljes jelölést. A többiek csak sorszámot adtak. A szabályozási dokumentációban fel kell tüntetni a csoportok számát és az öltések számát.
Hegesztések és ízületek
A hegesztéssel készített állandó hegesztést hegesztettnek nevezik. Több zónából áll (77. ábra):
Hegesztési varrás;
fúzió;
Ábra. 77. A hegesztett kötés zónái: 1 - hegesztés; 2 - fúzió; 3 - termikus hatások; 4 - nemesfém
Hőhatások;
Nemesfém.
A hegesztett kötések hossza:
Rövid (250–300 mm);
Közepes (300–1000 mm);
Hosszú (több mint 1000 mm). A hegesztés hosszától függően válassza ki annak végrehajtási módját. Rövid kötések esetén a varratokat egy irányba vezetjük a kezdetektől a végéig; a középső részeket a varrás különálló szakaszokkal való átfedése jellemzi, és annak hossza olyan, hogy az elektródák (kettő, három) integrált száma elegendő legyen a befejezéséhez; a hosszú kötéseket a fent említett fordított lépés módszerrel hegesztik.
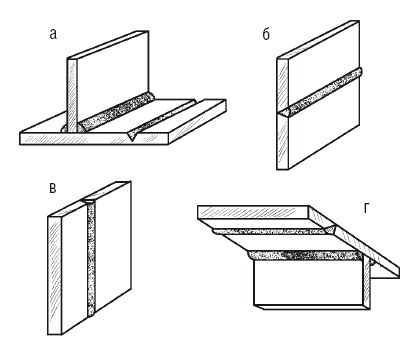
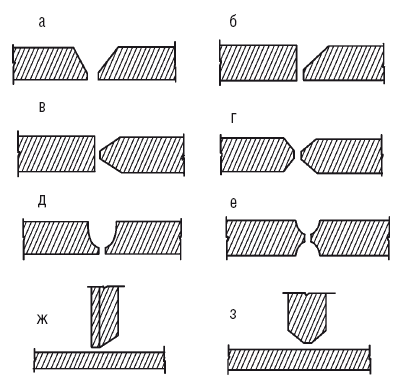
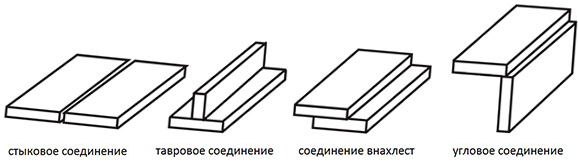
A hegesztett kötések típusai (78. ábra) a következők szerint oszlanak meg:
1. Butt. Ezek a leggyakoribb vegyületek a különböző hegesztési módszerekhez. Előnyösek, mivel a legkisebb belső feszültségek és törzsek jellemzik. A csuklós kötések általában hegesztett lemezszerkezetek.
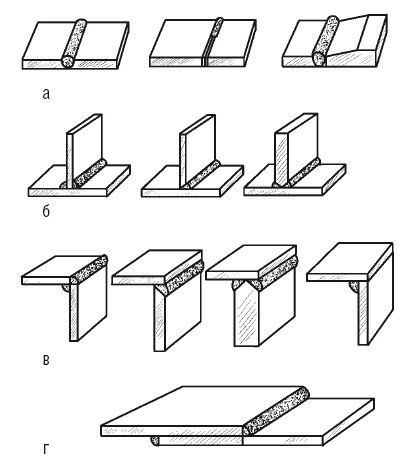
Ábra. 78. Hegesztett kötések típusai: a - csikk; b - tavrovye; - szögletes; r - átfedés
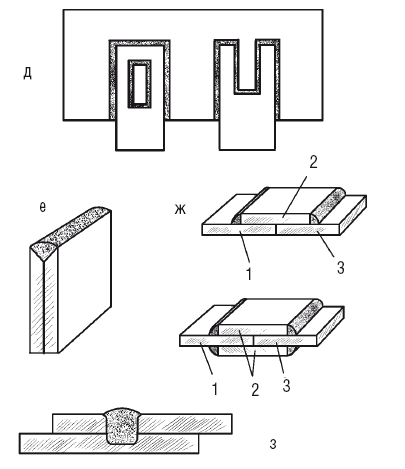
Ábra. 78 (vége). d - réselt; e-end; W - fedőlapokkal; 1-3 - az alapfém; 2 - overlay: 3 - elektromos szegecsek; h - elektromos szegecsekkel
Ennek a vegyületnek a fő előnyei, amelyek az élek gondos előkészítésének és illesztésének feltételei alapján számíthatók ki (az utóbbiak tompítása miatt, a hegesztési folyamat során az égési és fémáramlás megakadályozása, valamint a párhuzamosság megfigyelése kiváló minőségű egységes varrást biztosít):
Az alap és a hegesztési fém minimális fogyasztása;
A hegesztéshez szükséges legrövidebb idő;
A csatlakozás erőssége nem lehet alacsonyabb, mint az alapfém.
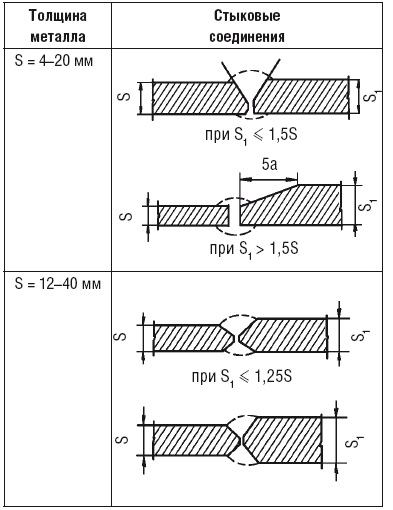
A fém vastagságától függően az ívhegesztés során az élek különböző szögben vághatók a felülethez:
Jobb szögben, ha az acéllemezek 4-8 mm vastagak. Ezzel párhuzamosan 1-2 mm-es rést hagynak, ami megkönnyíti az élek alsó részeinek forralását;
Szögben, ha a fém legfeljebb 3 és legfeljebb 8 mm vastagságú, egyszeres vagy kétoldalas hegesztéssel kombinálva;
Egyoldalas ferde élekkel (V-körül más), ha a fém vastagsága 4-26 mm;
Kétoldalas ferdén (X-alakú), ha a lapok 12–40 mm vastagok, ez a módszer gazdaságosabb, mint az előző, mivel a hegesztési fém mennyisége közel 2-szer csökken. Ez az elektródák és a villamos energia megtakarítását jelenti. Ezenkívül a hegesztés során a deformációk és a feszültségek kevésbé jellemzőek a kétoldalas ferdén;
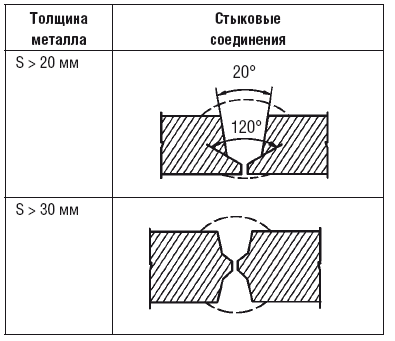
A 20 mm-nél nagyobb vastagságú hegesztési lapok 45 ° -ra történő csökkentése érdekében a ferde szög 60 ° -ról 45 ° -ra csökkenthető, ami csökkenti a hegesztési fém térfogatát és megmenti az elektródákat. A szélek közötti 4 mm-es rés jelenléte biztosítja a fém szükséges áthatolását.
Különböző vastagságú fémek hegesztésekor a vastagabb anyag szélét erősebben kaszálják. Az ívhegesztéssel összekapcsolható részek vagy lapok jelentős vastagságával csésze alakú élek előkészítése és 20–50 mm vastagságú egyoldalas előkészítés történik, és 50 mm-nél nagyobb vastagsággal - kétoldalú.
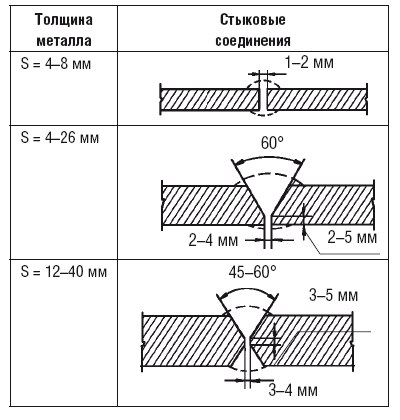
A fenti táblázat jól látható. 44.
2. Átfedés, leggyakrabban a szerkezetek ívhegesztéséhez használt, a fém vastagsága 10–12 mm. Ezt az opciót megkülönbözteti az előző kapcsolattól, hogy nincs szükség arra, hogy az éleket különleges módon előkészítsék - elég csak vágni őket. Bár a fémkötések összeszerelése és előkészítése nem túl terhes, meg kell jegyezni, hogy az alap és a hegesztési fém fogyasztása nő a csuklós ízületekhez képest. A megbízhatóság és a lemezek közötti nedvesség okozta korrózió elkerülése érdekében az ilyen vegyületeket mindkét oldalon főzzük. Vannak olyan hegesztési típusok, amelyekben ezt az opciót kizárólag a tű-és görgőhöz használják.
3. Márkás, széles körben elterjedt ívhegesztés. Számukra az élek egy vagy mindkét oldalra vágódnak, vagy szög nélkül. Különleges követelményeket csak egy függőleges lap készítése esetén kell alkalmazni, amelynek egyforma vágási szélességűnek kell lennie. Egy- és kétoldalas ferde szögeknél a függőleges lapok 2-3 mm-es rést biztosítanak a függőleges és vízszintes sík között, hogy a függőleges lapot a teljes vastagságra hegessék. Az egyoldalas ferdén végrehajtás abban az esetben, ha a termék kialakítása olyan, hogy nem lehet mindkét oldalon forralni.
44. táblázat
A fenékcsukló kiválasztása a fém vastagságától függően
5. A villáskulcsok olyan esetekben fordultak elő, amikor a normál hosszúságú körgyűrű nem biztosítja a szükséges erőt. Az ilyen vegyületek kétféle - nyitott és zárt. A vágás oxigénnel való vágással történik.
6. Arc (oldal), amelyben a lapok egymásra helyezkednek és a végekhez hegesztve vannak.
7. Sablonokkal. Egy ilyen kapcsolat létrehozásához a lapok összekapcsolódnak és átfedik a csomópontot egy átfedéssel, ami természetesen további fémfogyasztást jelent. Ezért ezt a módszert alkalmazzák abban az esetben, ha a csípés vagy a körhézag végrehajtása nem lehetséges.
8. Elektromos szegecsekkel. Ez a vegyület erős, de nem elég sűrű. Számára a felső lapot fúrják és lezárják úgy, hogy az alsó lapot rögzítse.
Ha a fém nem túl vastag, akkor a fúrás nem szükséges. Például az automatikus ívhegesztésnél a felső lapot egyszerűen a hegesztési ív megolvasztja.
Hegesztésnek nevezzük a hegesztett kötés szerkezeti elemét, amely kialakításakor az olvadt fém kristályosodása következtében alakul ki a hőforrás mozgási vonala mentén. A geometriai alakzat elemei (79. ábra):
Szélesség (b);
Magasság (h);
A láb (K) mérete szögletes, átfedő és T-kötéseknél.
A hegesztések osztályozása az alábbiakban bemutatott különböző jellemzők alapján történik.
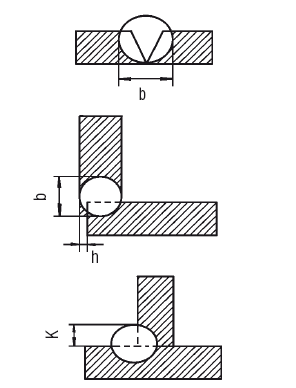
Ábra. 79. A hegesztés geometriai alakjának elemei (szélesség, magasság, lábméret)
1. Kapcsolat típusa szerint:
tompa;
Sarok (80. ábra).
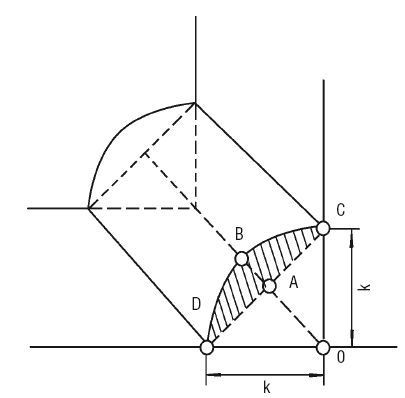
Ábra. 80. Szögcsukló
A szögletes varratokat a hegesztett kötések bizonyos fajtáival gyakorolják, különösen a kör, a csikk, a sarok és a fedőlapok esetében.
Az ilyen varrás oldalát lábaknak (k), az ABCD zónának nevezzük. A 80. ábra a varrási konvexis fokát mutatja, és nem veszi figyelembe a hegesztett kötés szilárdságának kiszámításakor. Ennek végrehajtása során szükséges, hogy a lábak egyenlőek legyenek, és az OD és a BD oldalai közötti szög 45 °.
2. Hegesztés típusa szerint:
Ívhegesztési varratok;
Automatikus és félautomata ívhegesztési varratok;
Ívhegesztési varratok védőgázban;
Elektromos hegesztési varratok;
öltés ellenállás hegesztés;
Gázhegesztési varratok.
3. Térbeli pozícióval (81. ábra), amelyben hegesztés történik:
Ábra. 81. Hegesztések a térbeli helyzetüktől függően: a - alacsonyabb; b - vízszintes; - függőleges; g - mennyezet
vízszintes;
függőleges;
Mennyezet.
Az alsó varrás a legegyszerűbb, a mennyezet a legnehezebb.
Ez utóbbi esetben a hegesztők speciális képzést végeznek, és mennyezeti csatlakozás könnyebb gázhegesztésmint az ív.
4. Hossz:
folyamatos;
Időszakos (82. ábra).
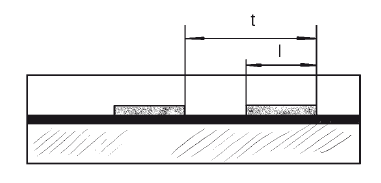
Ábra. 82. szakaszos hegesztés
Az időszakos varratokat meglehetősen széles körben gyakorolják, különösen azokban az esetekben, amikor nincs szükség (erősségszámítás nem jelenti a folyamatos varratot) a termékek szoros összekapcsolásához.
A csatlakozandó szakaszok hossza (l) 50–150 mm, a köztük lévő távolság körülbelül 1,5–2,5-szer nagyobb, mint a hegesztési zóna, és együttesen egy varrási lépést (t) alkotnak.
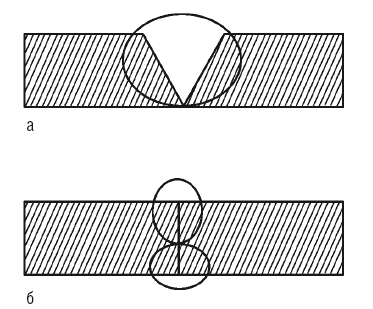
5. A konvexitás mértéke, azaz a külső felület alakja szerint (83. ábra):
normál;
domború;
Homorú.
Az alkalmazott elektróda típus meghatározza a hegesztést (a '). A legnagyobb konvexitás jellemző a vékony bevonatú elektródákra, és a vastag bevonatú elektródák normál varratokat adnak, mivel az olvadt fém nagyobb folyékonysága jellemzi.
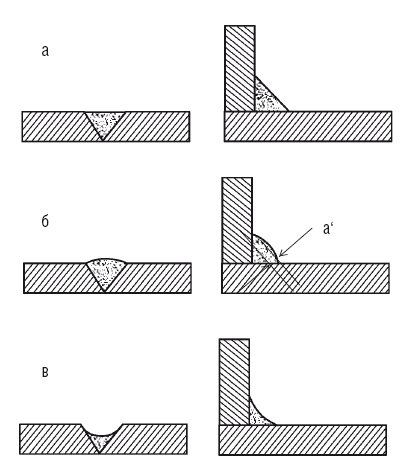
Ábra. 83. Hegesztett varratok, amelyek a külső felület alakjában különböznek: a - normális; b - domború domború
Kísérletileg megállapítottuk, hogy a varrás erőssége nem nő a konvexitás növekedésével, különösen, ha a közös „változó terhelés és rezgés” működik. Hasonló helyzet áll fenn az alábbiak szerint: amikor egy nagy dudoros varrást készítünk, nem lehet sima átmenetet elérni a varróhengerről az alapfémre, ezért ezen a ponton a varrási él olyan, mintha nyírnánk, és itt a feszültségek koncentrálódnak.
A változó és rezgő terhelések mellett a hegesztett kötés megsemmisülhet. Ezen túlmenően a konvex varratok az elektród fém, az energia és az idő megnövekedett fogyasztását igénylik, azaz gazdaságtalan lehetőség.
6. Konfiguráció szerint (84. ábra):
egyenes;
gyűrű;
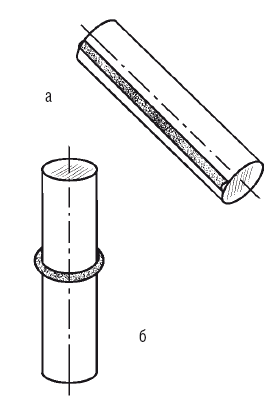
Ábra. 84. Különböző konfigurációjú hegesztett varratok: a - egyenes; b - gyűrű
függőleges;
Horizontális.
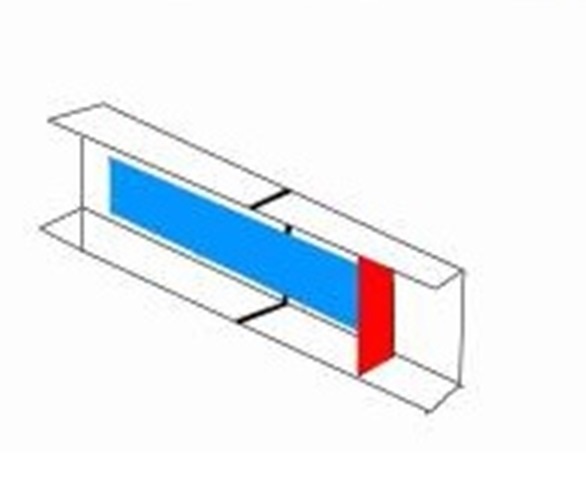
7. A működési erőkkel kapcsolatban (85. ábra):
hátszínnel
Mechanikus;
egyesített;
Elfordulás. A külső erőhatás vektorja párhuzamos lehet a varrás tengelyével (jellemző a szárnyakra), merőleges a varrás tengelyére (az arcra), a tengelyhez képest szöget zár be (ferde), vagy kombinálja a szélső és végső erők irányát (kombinált).
8. Az olvadt hegesztési fém tartási módszere szerint:
Bélés és párnák nélkül;
Kivehető és maradék acélbéléseken;
![]()
Ábra. 85. Hegesztések a működési erőkhez képest: a - szárny; b - arc; együtt -; d - ferde
Réz, réz, réz, kerámia és azbeszt bélések, fluxus és gázpárnák.
A varrás első rétegének alkalmazásakor a legfontosabb, hogy a folyékony fém a hegesztőkészülékben maradjon.
A szivárgás elkerülése érdekében használja:
Acél, réz, azbeszt és kerámia bélés, amelyet a gyökérvarrás alatt táplálnak. Hála nekik, növelheti hegesztőáramamely biztosítja a szélek áthatolását és garantálja az alkatrészek száz százalékos behatolását. Ezenkívül a bélés megtartja az olvadt fémet a hegesztési medencében, megakadályozva az égési átfolyások kialakulását;
A hegesztett élek közötti betétek, amelyek ugyanazokat a funkciókat hajtják végre, mint a tömítések;
A varrás gyökérének ellentétes oldala az ellenkező oldalon, miközben nem törekszik áthatolni;
Flux, fluxus-réz (hegesztés alatt) és gáz (kézi ív, automata és argon ívhegesztés) párnákkal, amelyeket a varrás első rétege alatt táplálnak vagy szolgáltatnak. Céljuk, hogy megakadályozzák a fémek menekülését a hegesztési medencéből;
A csuklópántok rögzítésekor zárja le a csatlakozásokat, amelyek megakadályozzák az égést a varrás gyökérrében;
Speciális elektródák, amelyek bevonata olyan speciális összetevőket tartalmaz, amelyek növelik a fém felületi feszültségét, és megakadályozzák, hogy a hegesztési medencéből kifolyjon a függőleges varratok felülről lefelé történő végrehajtása;
Az impulzus ív, aminek következtében a fém rövid ideig tartó olvadása következik be, ami hozzájárul a hegesztési fém gyorsabb hűtéséhez és kristályosodásához.
9. Azon a oldalon, amelyen a varrást alkalmazzák (86. ábra):
egyoldalú;
Kétoldalú.
10. A hegesztett anyagok szerint:
Szén- és ötvözött acélokon;
Ábra. 86. Hegesztett varratok, helyüktől eltérően: a - egyoldalú; b - kétoldalú
Színesfémekre;
Bimetálon;
Polifólián és polietilénen.
11. Az egyesítendő alkatrészek helyének megfelelően:
Éles vagy homályos szögben;
Jobb szögben;
Egy síkban.
12. A hegesztési fém térfogatával (87. ábra):
normál;
gyengült;
Megerősített.
13. Helyszín szerint a terméken:
hosszanti;
Kereszt.
14. Hegesztett szerkezetek formájában:
Lapos felületeken;
Gömb alakú felületeken.
15. A hegesztőhengerek számával (88. ábra):
Egyrétegű;
többrétegű;
Multipass.
A hegesztés előtt a csatlakoztatandó termékek, szerkezetek vagy alkatrészek széleit megfelelően elő kell készíteni, mivel a varrás erőssége függ a geometriai alakjától.
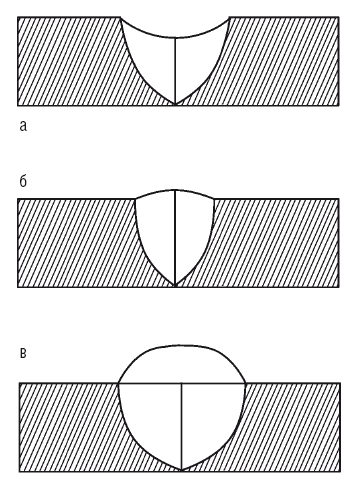
Ábra. 87. A beépített fém térfogatától eltérő hegesztett varratok: és - gyengültek; b - normális; megerősített
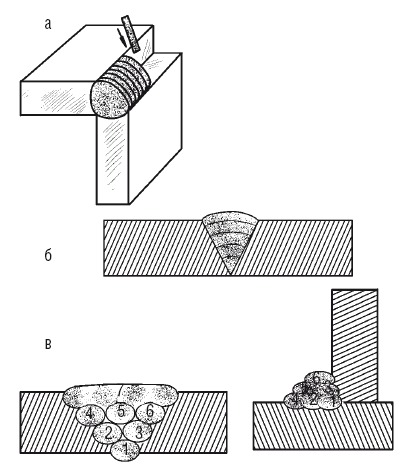
Ábra. 88. Hegesztett varratok, a hegesztési gyöngyök számától függően: a - egyrétegű; b - többrétegű; c - többrétegű többutas
A készítmény formájának elemei (89. ábra):
A horony szöge (?), Melyet akkor kell végrehajtani, ha a fém vastagsága több mint 3 mm. Ha kihagyja ezt a műveletet, akkor lehetnek olyan negatív következmények, mint a behatolás hiánya a hegesztett kötés keresztmetszetén keresztül, a fém túlmelegedése és kiégése. Az élezés lehetővé teszi, hogy több rétegű, kis keresztmetszetű hegesztést hajtson végre, melynek következtében javul a hegesztett kötés szerkezete, és csökken a belső feszültség és feszültség;
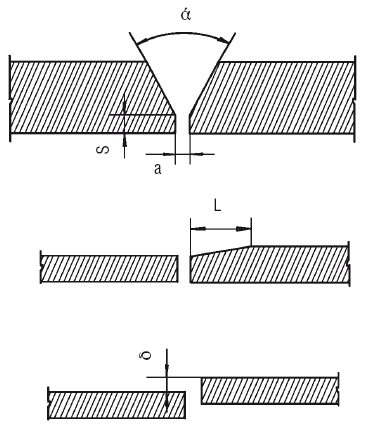
Ábra. 89. Chrome előkészítő elemek
A csatlakozó élek közötti távolság (a). A beállított rés helyességétől és a választott hegesztési módtól függ, hogy az első (gyökér) réteg kialakításakor milyen mértékben teljesül a behatolás a csukló keresztmetszetén;
A szélei (S) tompasága szükséges ahhoz, hogy a gyökér varratok beiktatásának folyamata bizonyos stabilitást biztosítson. E követelmény figyelmen kívül hagyása a fémhegesztés során a hegesztéshez vezet;
A lapszög hossza abban az esetben, ha a vastagság különbsége van (L). Ez az elem lehetővé teszi a sima és fokozatos átmenetet egy vastagabb részről egy vékonyra, ami csökkenti vagy kiküszöböli a hegesztett szerkezetek feszültségkoncentrációjának kockázatát;
Széleltolás egymáshoz képest (?). Mivel ez csökkenti a kötés szilárdsági jellemzőit, és hozzájárul a fém behatolásának hiányához és a stresszközpontok kialakulásához, a GOST 5264-80 megengedi a normákat, különösen, hogy az eltolás nem haladhatja meg a fémvastagság 10% -át (maximum 3 mm).
Így a hegesztés előkészítésekor a következő követelményeket kell teljesíteni:
Tisztítsa meg a szennyeződéseket és a korróziót;
A megfelelő méret elcsúszásához (a GOST szerint);
Állítsa be a különbséget a GOST szerint, kifejlesztve egy vagy más típusú kapcsolatra.
Néhány élfajtát már említettek (bár más szempontból is számításba vették) a csuklós ízületek leírásakor, de ennek ellenére ismét erre kell összpontosítania (90. ábra).
Az egyik vagy más típusú élek kiválasztását számos tényező határozza meg:
Hegesztési módszer;
Fémvastagság;
A termékek, alkatrészek és így tovább.
Minden egyes hegesztési eljáráshoz külön szabványt dolgoztak ki, amely meghatározza a szélei előkészítésének alakját, a varrás méretét és a tűréseket. Például a kézi ívhegesztést a GOST 5264–80 szerint végezzük, az érintkezési hegesztés - a GOST 15878–79 szerint, az elektroszkóp - a GOST 15164-68 szerint stb.
Ábra. 90. Hegesztéshez előkészített élek típusai: a - mindkét él ferdén; b - az egyik él ferdén; - két szimmetrikus, egy él szélén; d - két szimmetrikus ferde két él; d - két él görbületi ferdén; e - két szimmetrikus, kétélű görbe metszete; W - egy él szélével; h - két szimmetrikus, egy él szélén
Ezenkívül a hegesztés grafikus kijelölésére vonatkozó szabvány, különösen a GOST 2.312–72. Ehhez egy ferde vonalat használjon egyirányú nyíllal (91. ábra), amely jelzi a varrási részt.
A varrat jellemzői, az ajánlott hegesztési módszer és egyéb információk a vízszintes polc felett vagy alatt vannak elhelyezve, amelyek a ferde nyílvonalhoz vannak csatlakoztatva. Ha a varrás látható, vagyis az elülső oldalon van, akkor a varrás jellemzője a polc felett van, ha láthatatlan - alatt.
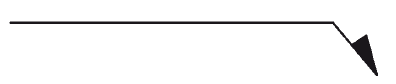
Ábra. 91. A hegesztések grafikus megjelölése
A további szimbólumok a hegesztés szimbólumaira is utalnak (92. ábra).
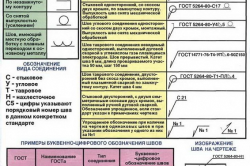
Különböző típusú hegesztési betűk fogadhatók el:
Ívhegesztés - E, de mivel ez a típus a leggyakoribb, a betű nem feltüntethető a rajzokon;
Gázhegesztés - G;
Elektroszaghegesztés - W;
Hegesztés a környezetben inert gázok - És;
Robbanáshegesztés - tört;
Plazmahegesztés - Pl;
Ellenálláshegesztés - CT;
Súrlódás - Tr;
Hideghegesztés - X.
Szükség esetén (ha több hegesztési módszert alkalmaznak), a használt hegesztési módszer betűjelét kell elhelyezni egy adott fajta megjelölése előtt:
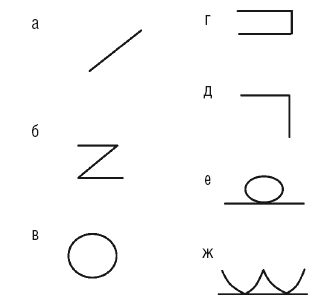
Ábra. 92. A hegesztés további megnevezése: a - szakaszos hegesztés láncszekcióval; b - szakaszos varrás egy szekció szekcióval; - a zárt kontúron lévő varrás; g - egy nyílt hurokban lévő varrás; d - szerelési varrat; e - eltávolított nyereséggel rendelkező varrás; g - varrat nélküli átmenet az alapfémre
Kézikönyv - P;
Félautomata - P;
Automatikus - A.
Víz alatti ív - F;
Aktív gázok hegesztése fogyó elektródával - UE;
Hegesztés inert gáz olvadó elektróda - PI;
Hegesztés inert gázban egy nem fogyó elektródával - IN.
Hegesztett kötések esetén speciális betűjelek is vannak:
Butt - With;
Tavrovoe - T;
Átfedés - H;
Sarok - W. A számok a betűk után meghatározzák a hegesztéshez a GOST szerinti hegesztett kötés számát.
Összefoglalva a fentiekben leírtakat, megállapítható, hogy a hegesztések szimbólumai egy adott szerkezettel egészülnek ki (93. ábra).
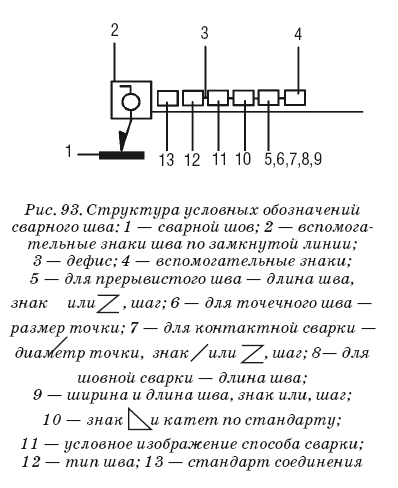
Ábra. 93. Szerkezet szimbólumok hegesztés: 1 - hegesztés; 2 - segédvarratok a zárt vonal mentén; 3 - kötőjel; 4 - kiegészítő jelek; 5 - mert szakaszos varratok - varrási hossz, jel vagy lépés; 6 - ponthegesztési pont mérete; 7 - ellenállási hegesztéshez - pont átmérő, jel vagy lépés; 8– a varráshegesztéshez - a varrat hossza; 9 - a varrás, a jel vagy a lépés szélessége és hossza; 10 - jel és láb a szabvány szerint; 11 - a hegesztési módszer feltételes képe; 12 - varrás típus; 13 - csatlakozási szabvány
Például dekódoljuk a jelölést:
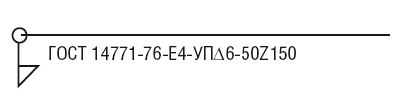
A varrás a láthatatlan oldalon található - a megjelölés a polc alatt van;
T-ízületek, varratok száma 4 a GOST 14771–76 - T4 szerint;
Hegesztés szén-dioxidban -;
Félautomatikus hegesztés - P;
A hegesztés az ipari és magánszféra egyik fő összekapcsolási módja. Ez egy viszonylag olcsó és megbízható módszer, amely állandó kapcsolatot biztosít. Tekintettel arra, hogy sokféle fém van, amelyek mindegyike rendelkezik saját hegesztési jellemzőkkel, valamint különböző munkakörülményekkel és a csatlakozás követelményeivel, különböző típusú hegesztett kötések és varratok vannak.
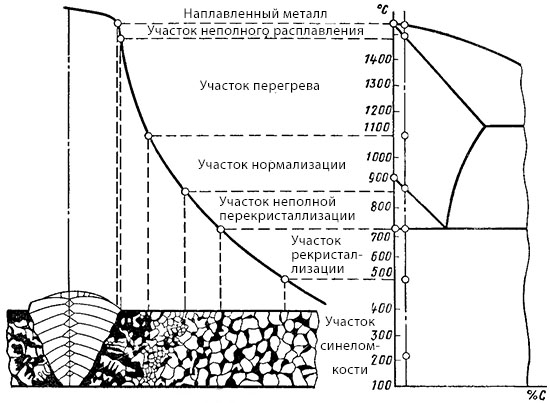
Hegesztési zónák
A fúziós zóna 0,1 és 0,4 mm közötti alapanyagot tartalmaz. Részben olvadt szemeket tartalmaz. Amikor a fém ebben a zónában felmelegszik, tű alakú szerkezetet kap. Alacsony szilárdsággal és nagy törékenységgel rendelkezik.
Hővel érintett zóna - négy részre oszlik. Az első rész az alapfémre vonatkozik, amelyet 1100 Celsius fok fölé melegítünk. Durva szemcsés szerkezetű. Ezen a területen a gabona körülbelül 12-szer nagyobb, mint a standard. A túlmelegedés csökkenti a fém viszkozitását, hajlékonyságát és egyéb mechanikai tulajdonságait. Ez a hegesztés leggyengébb része, amely gyakran megtöri.
A második szakasz a normalizálási zóna, ahol az alapfémet 900 Celsius-fokkal melegítik. A gabona szerkezet itt sokkal kisebb, mint az előző esetben. Ez a terület 1-4 mm.
A harmadik terület nem teljes kristályosítási zóna. Itt az alapfémet 750 és 900 Celsius fok között melegítik. Ráadásul kicsi és nagy szemek is találhatók. A kristályok egyenetlen eloszlása miatt a mechanikai tulajdonságok csökkennek.
A negyedik szakasz az átkristályosítási zóna. A terület 450 és 750 Celsius fok között felmelegszik. Ez helyreállítja a korábbi mechanikai hatások által deformált szemek alakját. Ennek a szakasznak a hozzávetőleges szélessége 5-7 mm.
Az alapfémes zóna - egy olyan helyen kezdődik, amely 450 ° C-nál alacsonyabb hőmérsékletre melegszik. Itt a szerkezet hasonló az alapfémhez, de a fűtés miatt az acél elveszíti erőd tulajdonságait. A határ mentén nitridek és oxidok szabadulnak fel, amelyek gyengítik a szemek kapcsolatát. A fém egy adott helyen nagyobb erőt szerez, de kevesebb ütésállóságot és hajlékonyságot eredményez.
A hegesztések és az ízületek teljes osztályozása
A hegesztési típusok különböző kritériumok szerint több kategóriába sorolhatók. Az egyik a megjelenés különbsége. Itt vannak hozzárendelve:
- Konkáv (gyengültek);
- Konvex (erősítettek);
- Normál (lapos).
A végrehajtás típusa szerint:
- egyoldalú;
- Kétoldalú.
Az átadások száma:
- többmenetes;
- Egy passz.
A rétegek száma:
- Többrétegű (vastag fémek hegesztésekor);
- Egyoldalas.
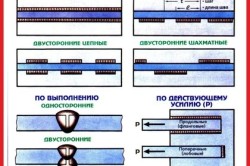
A hegesztett varratok osztályozása több hosszúságú fajtát mutat:
- Pontvarratok (a segítség segítségével jönnek létre);
- Kétoldalú sakk;
- Kétoldalú lánc;
- Egyoldalú szakaszos;
- Egyoldalú folyamatos.
Hegesztési típusok az ütközési erő irányában:
- A frontális (keresztirányú) erő merőleges;
- Szárny (hosszirányú) - az erő párhuzamos a varrattal;
- Ferde - az erő egy szögben történik;
- Kombinált - kombinálja a szárny és az elülső fajtát.
A hegesztési varratok és illesztések típusai térbeli helyzetben:
- kisebb;
- vízszintes;
- függőleges;
- mennyezet;
- Polugorizontalny;
- félig felálló;
- Polupotolochny;
- A hajón.
Funkciójuk és céljuk szerint a hegesztési varratok kategóriája:
- lezárt;
- tartós;
- Tartós sűrű.
Szélességben:
- Szélesebb - az elektróda keresztirányú oszcilláló mozgásaival történik;
- Menet - a varrás szélessége, amely gyakorlatilag nem haladja meg az átmérő méretét.
Varrás jellemzői
- csikk
Ez a leggyakoribb megoldás, amely a lapok vagy a végfelületek szokásos kombinációja. Ehhez minimális mennyiségű fém és idő szükséges. Ha a lapok vékonyak, akkor kúpos szélek nélkül is tartható. A vastag termékek esetében szükség van arra, hogy a szélek mélységét növelni kell a hegesztés mélységének növeléséhez. Ez 8 mm-es és annál nagyobb vastagságban igaz. Ha a rész vastagabb, mint 12 mm, akkor kétoldalas csuklós csatlakozás szükséges az élvágással. Az ilyen vegyületeket leggyakrabban vízszintes helyzetben végezzük.

- tee
Az ízületek és varratok típusai a "T" betű formájában jelennek meg. Lehet egy- vagy kétoldalas, és különböző vastagságú termékeket is csatlakoztathat. Ha egy kisebb rész merőlegesen van felszerelve, akkor a hegesztés során az elektródát 60 fokos szögben kell megdönteni. Itt használhatja a részeket, és a „hajó” hegesztés egyszerűbb változatát végezheti el. Ez csökkenti az alákínálás valószínűségét. A varrást általában egy menetben alkalmazzák. Számos eszköz van az automatikus Tavrovoy hegesztés megvalósítására.
- szögletes
A sarok olyan kapcsolat, amely 90 fokos szögben vagy más méretben helyezkedik el. Ilyen illesztéseknél az élek gyakran ferdeek, így a varrás a kívánt mélységre gyógyulhat a megbízhatóság biztosítása érdekében. A kétoldalas égetés erősíti a kapcsolatot.

- átfedés
Ez a módszer 1 cm-nél kisebb vastagságú hegesztési lapok hegesztésére szolgál. Átfedik egymást, és mindkét oldalon forralnak. Biztosítani kell, hogy közöttük ne kapjon nedvességet. Néha a jobb kötés érdekében egy ilyen kapcsolatot a vége óta főzünk.

Hegesztési geometria
Figyelembe véve a hegesztések típusait és alkalmazási módjait, figyelni kell az alapvető geometriai paraméterekre.
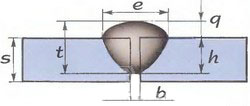
Hegesztési varrás geometria
- E a kialakított varrat szélessége;
- S a munkadarab vastagsága;
- B - a hézagok közötti hézag;
- T a hegesztés vastagsága;
- H a főtt rész mélysége;
- Q a konvex rész mérete.
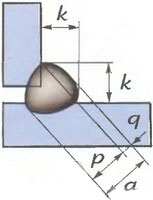
- A a sarokvarrás vastagsága. Tartalmazza a konvexitás és a tervezési magasság mennyiségét;
- P a kiszámított magasság, amely megfelel a legmélyebb olvadáspontból merőleges vonalnak a varratok külső részében feltüntetett legnagyobb egyenes háromszög hipotenézisére;
- Q a hegesztési terület domborzata;
- K - a filé lábának a távolsága az egyik vakolat felszínétől a másik sarkának határáig.
Kiválasztási funkciók
A hegesztett kötések és varratok minden típusa jelentősen különbözik tulajdonságaiktól. Ezért minden esetben a sikeres kombinációhoz saját paraméterkészletet kell választania. Először is figyelmet kell fordítani a térbeli helyzetre. Minél könnyebb a munka, annál jobb a varrás minősége. A vízszintes varratokat a legegyszerűbbnek kell tekinteni, ezért a kézművesek megpróbálják elhelyezni az üres helyeket. Néha az is szükséges, hogy ugyanazt a terméket többször elforgassuk, hogy biztosítsuk a varrat minőségét. - Fontos! Nem szabad elfelejteni, hogy az egyik menetben történő hegesztés elősegíti a jobb szilárdság elérését, mint a többszörös áthaladások. Ezért egyensúlyt kell találnia a kényelem és az átadások száma között. ”
A vastag munkadaraboknál mindig meg kell vágni a széleit, majd még a felületen is dolgoznia kell, hogy egyértelműbbé tegye. A butt opciók a legegyszerűbbek és előnyösebbek, mivel könnyebben rögzíthetők, hogy elkerüljük a kapott részek geometriájának torzulását. A varrat típusának helyes megválasztása mellett figyelmet kell fordítania a hőmérséklet-szabályozásra is, mivel azóta a hegesztési zónák mozoghatnak, és a termék egyszerűen megolvad vagy alulméretezhető.




