Électrode de tungstène rouge. Électrode de tungstène à souder. Principaux modes et nuances d'application
À catégorie:
Soudage de métaux
Soudage TIG
L'électrode de tungstène de soudage est un type très important soudage à l'arclargement utilisé dans la fabrication de produits de nouvelle technologie à partir d'aciers spéciaux, d'aluminium, de magnésium et d'alliages légers, de métaux réfractaires et de métaux actifs à forte affinité pour l'oxygène, de métaux de faible épaisseur (moins de 1 mm), etc. Le tungstène, le métal le plus réfractaire, Actuellement produit en grande quantité pour des applications industrielles étendues.
Facilement soudé dans toutes les positions, à l'exception de la verticale descendante. Il ne devrait pas être frappé fort ou touché. Trouvez toutes les fissures disponibles. Pour cela, il est conseillé d'utiliser un pénétrant. Pour éviter la propagation des fissures, percez un trou espacé de 10 mm. chacune de ses extrémités. Le diamètre doit être tel qu'il présente une face continue avec un chanfrein, qui doit être réalisé ultérieurement. Mow fissures dans toutes leurs extensions, laissant une séparation de 2 mm. entre les bords du bas du biseau.
Ne pas utiliser d'électrodes ou de torches. Éliminez soigneusement tous les résidus huileux, graisseux, colorants, humides et contaminants, de préférence à l'aide d'un brûleur ignifuge, puis nettoyez la zone. Recommandé pour les fonctions dont la teneur en soufre est supérieure à 20%. Choisissez le diamètre de vie minimum. Utilisez le courant de fonctionnement minimal de l'électrode. Dès que plusieurs cordons sont déposés, réduisez l'ampérage, si possible. Évitez les endroits d'accumulation de chaleur, en appliquant des étriers courts et des étriers.
Le tungstène est utilisé en grande quantité comme additif d'alliage dans les aciers de haute qualité, comme base de nombreux alliages durs, pour la fabrication de filaments de lampes électriques à incandescence, etc. Des tiges de tungstène d'un diamètre de 1 à 6 mm sont produites pour le soudage à l'arc.
Le tungstène est produit par des méthodes de métallurgie des poudres; L'ORE reçoit de l'oxyde de tungstène, il est réduit dans des fours sous un courant d'hydrogène; la poudre fine obtenue est comprimée, puis, par forgeage prolongé dans une atmosphère d'hydrogène, elle est transformée en un métal solide en soudant les particules de poudre en un tout. Le tungstène chauffé se combine énergiquement à l'oxygène et brûle rapidement. Par conséquent, une électrode de tungstène ne peut pas être utilisée pour le soudage à l'air; il n'est applicable que dans les gaz de protection ne contenant pas d'oxygène et continuellement soufflés dans l'arc. Il s'agit de gaz inertes tels que l'argon ou l'hélium ou l'hydrogène, parfois des mélanges de ces gaz. Arc courant continu dans l'argon à polarité directe (moins sur une électrode de tungstène), il s'enflamme facilement et brûle calmement et régulièrement; la tension de l'arc est inférieure à celle dans l'air; dans le même temps l'électrode s'échauffe un peu. La tension d’arc habituelle (10-15 in) n’augmente jusqu’à 25-30 in que pour des courants élevés.
Le métal précipité est blanc et offre une excellente maniabilité. Utilisez la technique des pas courts et alternatifs maximum. Le métal de soudure a un faible coefficient de dilatation thermique et, par conséquent, une faible compression. Il a des propriétés de dureté plus élevées que le métal soudé au nickel pur et est donc préférable pour coller de la fonte nodulaire, de la fonte ductile à noyau noir et blanc, de la fonte nodulaire austénitique ou pour fixer ces matériaux à des composants en acier, en cuivre et en nickel .
En polarité directe, l'électrode chauffe un peu et des densités de courant élevées sont acceptables. Le courant de soudage le plus faible avec une polarité normale peut être réduit à 1, tandis que l'arc est encore assez stable. Dans des conditions normales de soudage à polarité directe, la consommation de tungstène est insignifiante et ne représente en moyenne que quelques grammes par heure de travail.
Arc facile à démarrer, arc stable, métal soudé usiné. Grâce à un revêtement spécial sur cette électrode, il est possible de souder de la fonte grise sans fissures ni porosité. Sur les bords complexes, il sert de base à sa forte pénétration. Un revêtement spécial empêche la surchauffe de l'électrode. Procédure: couper. - Une fois que l’arc commence, poussez et tirez, comme si vous coupiez une scie, en essayant de maintenir un angle de 45 ou entre l’électrode et la pièce. Tondre. - Une fois l'arc allumé, placez l'électrode parallèlement à la rainure, comme pour un moule sur l'arbre.
En raison des différences de propriétés et de dimensions de la tige en tungstène et du produit à souder, l'arc se caractérise par une asymétrie prononcée; son apparence et ses propriétés changent considérablement lorsque inversion de polarité (plus sur une électrode de tungstène). La tension de l'arc augmente, sa stabilité diminue, le chauffage augmente de manière significative et la consommation d'une électrode de tungstène augmente, la profondeur de pénétration du métal de base diminue. L'arc a un effet de nettoyage technologique très important, qui est que les oxydes et les impuretés sont éliminés de la surface du métal de base dans la zone de soudage. Cela permet de souder l'aluminium, le magnésium et leurs alliages sans utiliser de fondant, ce qui constitue un avantage technique considérable pour la construction aéronautique et les autres industries où le soudage des métaux légers est utilisé. L’essentiel de l’action de purification de l’arc réside apparemment dans le fait qu’avec une polarité inversée, l’électrode de tungstène est bombardée par des électrons et que le métal de base est constitué d’ions lourds en argon positif. Le bombardement ionique produit une action mécanique similaire au sablage au jet, détruit et assomme le film d'oxydes et nettoie la surface du métal. Ce processus est souvent appelé pulvérisation cathodique. La difficulté de maintenir l'arc de polarité inversée et le fort échauffement de l'électrode en tungstène font qu'il est parfois conseillé d'utiliser un courant alternatif pour alimenter l'arc lors du soudage d'alliages d'aluminium et de magnésium.
La profondeur du canal dépend de l'angle spécifié pour l'électrode. Découpe, chanfreinage, rainurage et rainurage de tout métal, ferreux et non ferreux. Pour réparer les sections soudées, éliminer les dépôts anciens ou défectueux, dans l'espace entre les fissures des moteurs ou de la machinerie lourde sans qu'il soit nécessaire de le démonter. Cette tendance est due à la formation de carbures dans le cordon et les zones adjacentes. - En cas d’apport d’acier inoxydable chromé: Échauffement: Réduire la tendance à la fissuration.
L'allumage de l'arc de soudage passe par trois phases
Réchauffement ultérieur: pour donner de la plasticité à la jonction et aux zones adjacentes. L'utilisation d'électrodes en acier inoxydable austénitique ou en alliage de nickel constitue souvent la solution la plus pratique pour de tels composés. Les cordes vont et viennent contribuent à la fissuration. - Le refroidissement brutal du composé contribue à la résistance à la corrosion intergranulaire. Cette croissance de grain a un effet négatif sur les propriétés mécaniques de la liaison et est directement liée à l'apport de chaleur pendant le soudage. - Lors du soudage, maintenez le courant aussi bas que possible pour minimiser le flux de chaleur.
En raison de l’asymétrie des électrodes, l’arc a un fort effet correcteur. La conductivité électrique de l'arc est plus élevée dans la demi-période, lorsqu'il y a un moins sur l'électrode de tungstène, et nettement moins, dans le cas d'une électrode plus (Fig. 1). Lors de l'alimentation de l'arc en courant alternatif, les avantages d'un arc en courant continu de polarité directe et inverse sont combinés dans une certaine mesure, le chauffage de l'électrode en tungstène n'est pas excessif et se consomme lentement, et le métal de base est bien fondu; En même temps, l'action de nettoyage de l'arc est tout à fait suffisante pour souder des alliages d'aluminium et de magnésium sans flux.
Il a également une bonne résistance aux agents oxydants. Excellente soudabilité et aspect du cordon. Aciers inoxydables composés de chrome, à l'exception des environnements corrosifs composés de soufre. La présence de molybdène augmente sa résistance à la corrosion acide. La présence de très faibles niveaux de carbone confère une grande résistance à la corrosion intergranulaire. Sa teneur élevée en chrome-nickel permet d'obtenir des dépôts à haute résistance à la chaleur, au frottement, aux chocs, à la corrosion et à l'oxydation dans tout type d'acier allié.
Le faible courant requis pour son application réduit au minimum les coupures et les étirements, évitant ainsi les effets destructeurs tels que la distorsion, la déformation, les ondulations. Tuyaux, échangeurs de chaleur, réservoirs de stockage. Production et réparation d'équipements pour les mines, le pétrole et les chemins de fer. Union des aciers faiblement alliés et moyennement alliés. Aciers inoxydables au chrome composés, à l'exception des produits contenant des composés soufrés. Sa formule parfaitement équilibrée permet d'obtenir des dépôts lisses, sans pores.
Pour les métaux peu oxydés, tels que les aciers au carbone et alliés, y compris les aciers inoxydables, les alliages durs, le cuivre et alliages de cuivre, nickel et alliages de nickel, titane, molybdène, etc., il convient d’utiliser un arc à courant continu de polarité directe.
Les unités d'alimentation en courant continu conventionnelles et les redresseurs pour le soudage à l'arc conviennent tout à fait pour alimenter l'arc. Dans certains cas, des oscillateurs supplémentaires facilitant l’allumage et la combustion à arc permanent sont souhaitables. Pour l'aluminium, le magnésium et leurs alliages et certains autres alliages fortement oxydés, il est conseillé d'utiliser du courant alternatif provenant de transformateurs spéciaux à plus tension de soudage et l'utilisation obligatoire d'oscillateurs. Électrodes de tungstène habituellement utilisé avec un diamètre de 1-4 mm.
La haute qualité du métal précipité austénitique ferritique rend son utilisation indispensable pour tous les types d'acier nécessitant une résistance à la traction maximale, la corrosion, la chaleur, l'usure, les chocs et la fissuration. Aciers à outils, aciers inoxydables, aciers alliés. Idéal pour joindre des aciers dissemblables. Pour le soudage et le remplissage des axes, des matrices, des outils. Ressorts, ressorts à lames, chaînes. Réservoirs sous pression, turbines, tarière. Excellent comme revêtement pour les pièces soumises à l'abrasion, aux chocs et à la corrosion.
Idéal comme couche de transition dans les détails qui doivent être protégés par des alliages anti-usure. Soudure par adhérence d'acier, fonte, cuivre. Lors du soudage du cuivre avec du cuivre, il n’est pas nécessaire d’utiliser de flux. Une paire de cuivre avec des liaisons de bronze, de laiton et d’autres liaisons dissemblables devrait être utilisée avec le flux. Effectuez toujours un bon nettoyage de la pièce à souder. L'arc est maintenu sous une atmosphère de gaz protecteur qui empêche l'entrée d'air ambiant dans le bain de soudure, empêche la contamination de l'oxygène, de l'azote et d'autres gaz, ce qui le rend poreux et faible.
Le porte-électrode ou la torche est essentiel pour le soudage (Fig. 2). Le brûleur sert à tenir l'électrode courant de soudageet parfois de l'eau de refroidissement. Les dimensions et la conception des brûleurs sont déterminées principalement par la force du courant de soudage. Sur la polarité directe et les courants ne dépassant pas 200 et le brûleur ne nécessite pas de refroidissement par eau. Les courants supérieurs à 500-600a ne sont généralement pas appliqués en raison des projections croissantes de métal et du soufflage du métal hors du bain de soudure avec un arc.
Les gaz de protection utilisés sont actifs ou inertes. Son utilisation est limitée aux aciers doux et faiblement alliés. Gaz mélangés fournir la meilleure et la soudure en douceur. Un mélange de 80% d'argon et de 20% d'anhydride carbonique, par exemple, est souvent utilisé pour le soudage doux et aciers faiblement alliés. Ce rapport combine les meilleures caractéristiques des gaz inertes et actifs. Le coût plus élevé du gaz de protection, qui est relativement faible, est entièrement compensé par le fait que les soudures deviennent meilleures et plus rapides, la soudure a un aspect plus propre et meilleur.
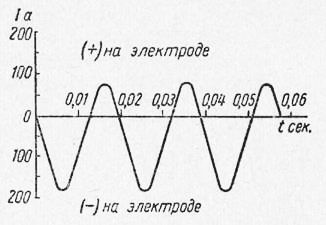
Fig. 1. Asymétrie de l'arc AC dans l'argon
Un soudage particulièrement bénéfique et productif avec une électrode en tungstène sans métal d'apport lorsque le joint est formé par fusion des bords du métal de base ou du matériau de remplissage est inséré à l'avance dans le joint. Le soudage avec une électrode en tungstène est pratique pour l'automatisation. Si du métal d'apport est nécessaire, les automates et les appareils semi-automatiques sont fournis avec un mécanisme pour alimenter le fil d'apport. La taille et la vitesse d'alimentation du fil d'apport sont similaires à celles du fil de l'électrode de fusion.
Un court-circuit est généralement utilisé pour les matériaux d’une épaisseur inférieure à 0 mm. et pour le soudage des racines et dans des positions serrées. Utilisation dans les constructions générales, les voitures, les châssis de voitures, les ponts, les quais, les tours, etc. court-circuit est utilisé pour les matériaux d’une épaisseur inférieure à 0 mm. et pour le soudage des racines et dans des positions serrées. Il est hautement résistant à la corrosion et, du fait de sa teneur extrêmement basse en carbone, la formation de carbure de chrome dans le métal fondu est minimale. Il présente une bonne résistance aux agents oxydants, une plasticité et une résistance élevée aux chocs, même à très basse température.
Le soudage avec une électrode de tungstène s'applique à une très large gamme d'épaisseurs de métal (0,1 à 60 mm), le soudage de métaux épais étant réalisé en plusieurs couches avec un courant de 1-600 a.
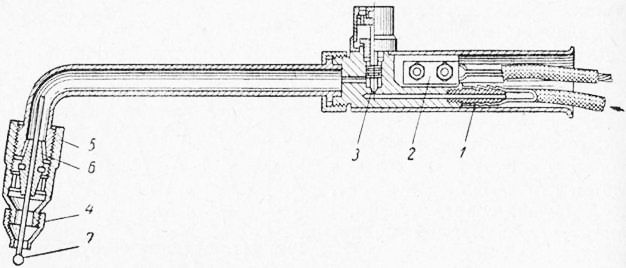
Fig. 2. Porte-électrode (torche) pour le soudage à l'arc sous argon: 1 - tétine d'alimentation en gaz; 2 - alimentation en courant; 3 - ajustement valve de gaz; 4 - buse à gaz; 5 - embout buccal; 6 - prise pour l'électrode; 7 - électrode de tungstène
Ses applications sont principalement représentées dans: - les équipements de traitement et de stockage de produits alimentaires et chimiques. La composition de ce fil est particulière, car même avec une dilution importante, le métal soudé est généralement un duplex: structure austéno-ferritique. Ce type de construction présente une résistance élevée à la traction, une ductilité élevée et une résistance aux chocs. Souvent utilisé pour le soudage d'acier inoxydable avec des aciers au carbone. La base pour le soudage des revêtements de protection.
Marquage international des baguettes de soudage au tungstène
Il contient 5% de silicium et coule facilement. Pour le soudage de l'aluminium laminé et de ses alliages. Applications typiques: Le mécanisme de carrosserie crée un équipement pour la distribution d'huile. Ce fil est utilisé dans tous les types d’aluminium de construction, pour lesquels un traitement thermique ultérieur n’est pas possible en tant que procédé permettant de produire des soudures de résistance supérieure. Les propriétés de résistance des matériaux à base d'aluminium sur le magnésium n'ont pas d'effet significatif sur la chaleur arc de soudure, ainsi que des alliages d'aluminium à haute résistance avec traitement thermique.
Consommation d'argon 0,5-1,5 m3 / h. La vitesse de soudage est inférieure à celle d’une électrode de fusion, mais dans de nombreux cas, elle est tout à fait satisfaisante.
La surface des cordons de soudure est lisse, métallique; Le volume chauffé du métal de base et sa déformation sont minimes. Presque la composition du métal d'apport et du métal soudé est la même; même les éléments les plus facilement oxydables restent inchangés. La perte de métal d'apport pour les déchets et la pulvérisation ne dépasse généralement pas 2 à 3% Lors du soudage d'acier à faible teneur en carbone, particulièrement mal désoxydé, il est nécessaire d'utiliser un fil d'alliage, tel que Sv-UGS, pour supprimer l'ébullition du métal en fusion et éliminer les pores du revêtement.
Exemples d'applications: bases du moteur diesel - châssis de camion - structures de bateau-citerne. Au fil des ans, ce processus s’est amélioré et est aujourd’hui un processus très bien établi. L'arc est formé entre l'électrode non consommable en tungstène ou en alliages de tungstène et le matériau principal. La piscine soudée et l'électrode sont protégées par un gaz, généralement de l'argon. De l'hélium ou des mélanges de ces gaz sont également utilisés. Pour la génération d'arc, on utilise un courant continu ou alternatif, le plus commun étant le courant continu avec une électrode connectée au pôle négatif de la source, car le dégagement de chaleur dans l'électrode est inférieur et par conséquent sa durée de vie utile est prolongée.
La soudure à l'argon avec une électrode en tungstène est principalement utilisée pour les métaux de faible épaisseur, jusqu'à 5-6 mm. Les métaux de grande épaisseur peuvent également être soudés, mais avec une augmentation d'épaisseur, les performances de soudage diminuent rapidement et d'autres méthodes deviennent souvent plus pratiques et économiques, tout d'abord le soudage avec une électrode consommable dans des gaz inertes.
Une électrode peut également être connectée à une électrode positive afin de détruire la couche d'oxyde en utilisant un diamètre d'électrode plus grand. Cette méthode est principalement utilisée pour le brasage métaux minces 3-4 mm d'épaisseur où une grande qualité de pureté et de propreté de surface est requise. Son utilisation dans le soudage des métaux légers dépassait de loin le soudage à l'hydroxyacétylène. Sa teneur en carbone extrêmement faible réduit la formation de charbons de chrome, réduisant ainsi la corrosion intergranulaire. Une bonne ductilité et une résistance aux chocs et à l'abrasion sont des avantages supplémentaires.
Le procédé de soudage à l'argon avec une électrode de tungstène est applicable dans toutes les positions spatiales, ce qui permet d'obtenir un métal de soudure de haute qualité. Un avantage important est la visibilité du lieu de soudage. Le soudage avec une électrode de tungstène peut être effectué non seulement dans de l'argon pur, mais également dans un mélange d'argon et de divers gaz (jusqu'à 5% d'oxygène ou jusqu'à 20% d'hydrogène); pour certains métaux, le soudage à l'hydrogène pur donne de très bons résultats, en particulier pour les métaux de faible épaisseur.
Important: les meilleures conditions pour chaque application doivent être déterminées par des tests en cours de soudage. Application: il est difficile de souder une tige spéciale pour les soudures de soudure dont l'analyse est inconnue: - acier au manganèse, acier à outils, acier traité thermiquement, etc. - Souvent utilisé pour le soudage d'acier inoxydable ou acier au carbone. - La base pour le soudage des revêtements de protection. Il est important de garder l'arc court. pour le soudage: environ à une distance égale au diamètre de l'électrode de tungstène que vous utilisez.
Caractéristiques des électrodes en tungstène et de leur soudage
Maintenir un arc court assure que gaz protecteur entoure complètement la soudure. Chauffez le métal de base à fond, en tenant compte du fait que l'aluminium peut fondre à des températures pas très élevées. Lorsque le flux atteint l’aspect vitreux, appliquez un noyau de contribution. Il est important de garder l'arc court. Approximativement à une distance égale au diamètre de l'électrode de tungstène que vous utilisez. L'humidité est le pire ennemi des électrodes de revêtement. Si le revêtement présente des signes d'humidité et n'altère pas son intégrité physique, restaurez-le conformément aux recommandations du tableau. - Si le revêtement est humide ou endommage son intégrité physique, jetez-le.
Lors du soudage avec une électrode non fondante, la chaleur est principalement utilisée, libérée à la surface du métal de base. La chaleur libérée dans la tache de cathode sur l'électrode de tungstène est principalement utilisée pour le chauffage inutile de cette électrode et le rayonnement; Le rendement thermique total d'un arc de soudage avec une électrode non consommable est nettement inférieur à celui d'une électrode de fusion et se situe en moyenne entre 50 et 60% (contre 80 à 85%).
Pour le soudage, des électrodes de différentes qualités peuvent être utilisées. Tout dépend de quoi machine à souder sera utilisé, ce qui nécessite une électrode. Electrodes de tungstène non consommables populaires, elles sont de haute qualité. Lors du choix, il est nécessaire de faire attention au type de marquage des électrodes en tungstène appliqué par le fabricant.
En choisissant des électrodes en tungstène, il est nécessaire de prendre en compte: le type d'électrode, le diamètre, la géométrie de la pointe de l'électrode et la qualité de l'affûtage et la dureté.
Caractéristiques des électrodes utilisées
Les électrodes en tungstène sont applicables pour le soudage à l'argon, dans l'environnement gaz inerte. Ils peuvent être utilisés comme soudeurs professionnelset débutants. Ces électrodes sont sûres, se distinguent par la plus haute qualité.
Selon les normes internationales, toutes les électrodes à base de tungstène sont spécialement étiquetées pour indiquer leur type et leur composition. La première lettre de la liste est "W", c'est-à-dire tungstène. La seconde se réfère à l'élément oxyde utilisé comme dopant. Parmi les oxydes d'alliage sont utilisés:
- oxyde de cérium, désigné par la lettre "C";
- oxyde de zirconium, indiqué sur l'étiquette par la lettre "Z";
- oxyde de lanthane - la lettre "L";
- oxyde de thorium - "T";
- le tungstène pur, qui ne contient aucun additif d'alliage, est indiqué sur le marquage par la lettre "P".
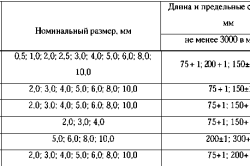
Après la deuxième lettre, un chiffre indique le pourcentage de substance ajoutée lors du dopage. Le nombre 20 indique que la composition comprend 2% du dopant. Le trait d'union est le deuxième chiffre - il s'agit de la longueur, exprimée en millimètres. La longueur la plus couramment utilisée est de 175 mm, mais il existe également des valeurs de 50, 75 et 150 mm. Le diamètre des électrodes en tungstène peut être différent de 1, 1,6, 2, 2,4, 3, 3,2, 4, 4,8, 5,6, 6,4 mm.
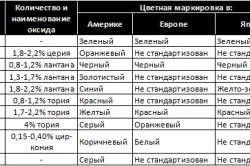
Le marquage contient toutes les informations nécessaires à l'utilisateur. Par exemple, il existe un marquage WL 15-175. Cela signifie qu'il s'agit d'une électrode avec des dopants de lanthane, dont le contenu est de 1,5%, sa longueur est de 175 mm. La désignation alphanumérique est loin de tout, il faut faire attention à la couleur du marquage. Aujourd'hui, les matériaux de soudage avec marquage de couleur sont produits:
- tungstène pur - WP vert;
- dans la composition, il y a de l'oxyde de cérium à 2% - WC gris 20;
- l'oxyde de lanthane est présent à 1,5% - WL 15 couleur or;
- l'oxyde de lanthane est présent à 2% - WL 20 bleu;
- 0,8% d’oxyde de zirconium présent - WL 8 blanc;
- l'oxyde de thorium est présent à 1% - WL 10 jaune;
- l'oxyde de thorium est présent à 2% - WL 20 est rouge;
- l'oxyde de thorium est présent à 3% - WL 30 violet;
- l’oxyde de thorium est présent à 4% - couleur orange WL 40.
![]()
L'utilisation d'une électrode marquée WT30, 40 n'est pas recommandée, car l'élément thorium est radioactif, sa teneur élevée peut être dangereuse.
Caractéristiques:
L'étiquetage vert WP est conçu pour soudage à l'arc sous argon avec courant alternatif. L'utilisation de ces métaux pour le travail comme l'aluminium et le magnésium, le nickel est possible.
Propriétés:
- l'allumage est faible;
- la durée de vie n'est pas trop longue;
- il a une excellente sécurité.
Le Wc-20 avec des marques grises est utilisé pour le soudage au courant continu avec la polarité directe de métaux tels que le cuivre, le molybdène, l'acier inoxydable, le titane, etc.
Les caractéristiques sont les suivantes:
- l'allumage est considéré comme bon;
- la durée de vie est longue;
- leur sécurité est excellente.
WL convient au soudage avec courant continu ou alternatif avec polarité directe. Convient aux pièces de faible épaisseur, pour les aciers fortement alliés.
Caractéristiques:
- l'inflammabilité est satisfaisante;
- longue durée de vie;
- la sécurité est excellente.
Il existe d'autres types, mais il est nécessaire de choisir avec soin les matériaux, car la qualité et la sécurité du travail en dépendent.
Comment choisir une électrode de tungstène?
![]()
Les électrodes WP en tungstène sont utilisées pour le soudage en courant alternatif (AC) d'alliages d'aluminium présentant une bonne stabilité à l'arc.
Dans le processus de soudage, qui est effectué dans un environnement de gaz inerte, des électrodes en tungstène sont utilisées. Cela garantit la plus haute qualité de travail, la couture est soignée et durable. Lors du choix d'un produit résistant à la chaleur et non fondant à base de tungstène, il convient de faire attention aux critères suivants:
- type d'électrode de tungstène, sa composition, la présence d'additifs d'alliage, paramètres;
- diamètre qui vous permet d'ajuster l'épaisseur de la couture de travail;
- qualité d'affûtage, densité de matériau;
- géométrie caractéristique de la pointe.
Lors de l'achat, vous pouvez compter sur l'étiquette apposée par le fabricant sur les matériaux.
Il contient des données sur les additifs entrant dans la composition, sur le domaine d’application, dans quelles conditions il peut être utilisé.
L'effet du dopage sur la qualité de l'électrode
Lors du choix, il convient de faire attention aux additifs utilisés pour le dopage. Ceci est important car l'utilisation des matériaux, leur qualité et leurs caractéristiques individuelles en dépendent. Tous les additifs d'alliage permettent d'obtenir des électrodes avec les paramètres suivants:

En raison de leurs propriétés, les électrodes en tungstène de la marque WZr 08 réduisent le risque de pénétration de tungstène dans le cordon de soudure.
- WP est un type spécial qui ne comprend aucun additif, fabriqué à partir de tungstène pur. Ils sont principalement utilisés pour le soudage en courant alternatif (AC). La stabilité à l’arc est bonne, la qualité de la couture est excellente. Les électrodes en tungstène ne peuvent pas être utilisées avec du courant continu. Pour ces matériaux, les marquages seront verts, indiqués par des symboles WP.
- E3 indique que des additifs sont utilisés à partir d'oxydes de terres rares, par exemple un mélange d'oxydes. Les électrodes ne sont pas nocives, ce qui les distingue du thorié, elles ne sont pas radioactives, elles ne sont absolument pas dangereuses pour l'environnement. La portée de ces matériaux est vaste. Ils peuvent être utilisés pour tous les processus et capacités en courant alternatif ou continu, pour les aciers fortement alliés, pour divers alliages d'aluminium, ainsi que pour le cuivre, le titane et le magnésium bien connu. Les électrodes de tungstène se caractérisent par d’excellentes qualités d’allumage. Elles constituent la solution optimale pour les processus automatisés. Leur charge actuelle est plus importante, mais la durée de vie de ces matériaux est bien supérieure à celle des matériaux toriés ordinaires. Le marquage de matériaux de ce type est désigné WLa 10/15/20.
- Electrodes en tungstène lanthanées, utilisables pour les travaux de soudage à courant continu ou alternatif. C'est ce type qui peut être utilisé pour le soudage dit à microplasma. Cela a été rendu possible par la présence dans la composition de La 2 O 3, ce qui augmente la capacité de mieux s'enflammer. L'arc est obtenu en raison de la qualité. Leur durée de vie est inférieure à celle des précédentes. La présence d'un tel additif d'alliage ne les rend pas plus solides ni plus durables, elle élargit simplement le domaine d'utilisation. Le marquage contient plusieurs couleurs: noir pour WLa 10, or pour WLa 15.
WCe 20 ou WZr 08?
Le WCe 20 est une électrode de tungstène bien connue, qui comprend des additifs d'alliage tels que l'oxyde de cérium (CEO 2). La capacité de charge est augmentée plusieurs fois, leur qualité est supérieure à celle des groupes ci-dessus, mais E3 et WL sont encore plus stables. Le domaine d'utilisation est assez large, il comprend soudure avec des alliages alliés et non alliés. Le courant continu peut être faible ou moyen, le soudage avec courant alternatif est possible.
WZr 08 sont des électrodes en tungstène comprenant du zirconium. Utilisé lorsque vous devez fournir une protection supplémentaire joint de soudure d'avoir du tungstène dedans. Ils ne conviennent pas au courant continu, bien qu’ils soient parfois utilisés. Le marquage est blanc.
Merci pour vos commentaires.




