Description détaillée du soudage à l'arc manuel MMA. Soudure MMA, principes fondamentaux
S'étant fixé pour objectif de devenir un soudeur qualifié, de nombreuses personnes n'ayant aucune expérience du soudage par fusion du métal ont rencontré de nombreux problèmes. Le premier d'entre eux est la technologie de soudage elle-même - la plupart des gens ne connaissent même pas les termes de base, sans parler des subtilités de l'utilisation de certaines technologies.
Sans éliminer les lacunes dans la formation théorique, il est impossible de se lancer dans la soudure des métaux, même au niveau des ménages. En plus d’obtenir un mariage franc, vous pouvez gâcher le matériel et vous blesser aux yeux et aux mains.
Le deuxième problème devient. Il existe deux extrêmes: acheter le moins cher, dans l’espoir qu’avec une expérience suffisante, vous obtiendrez quelque chose de plus intéressant, et choisissez l’appareil «bourré» le plus cher, auquel même un professionnel ne peut faire face avec toutes les fonctions.
Courir un peu en avance, je dirai - le meilleur choix, et pas seulement pour un débutant, machine à souder automatique MIG MMA. Maintenant, brièvement, qu'est-ce que le soudage MIG, qu'est-ce que le MMA et pourquoi le dispositif s'appelle-t-il semi-automatique?
Les principaux types de soudure
Le soudage est un processus complexe qui a lieu à une température légèrement supérieure au point de fusion du métal. Une des particularités de la soudure est que ce n’est pas tout le volume du produit métallique qui est chauffé, mais seulement le bord de la pièce qui sera raccordée à une autre pièce.
Le moyen le plus pratique de produire de la chaleur à l'aide d'un arc électrique. Il est créé entre un dispositif spécial - une électrode et un réseau de métal. L'électrode, dans la plupart des cas, fond comme le métal. Les deux bords des pièces de connexion forment un petit courant ou une petite flaque de métal en fusion, qui se confond en un tout et refroidit à mesure que l'électrode avance.
Souvent, le métal lui-même ne suffit pas pour obtenir une connexion solide - des matériaux supplémentaires sont utilisés, en règle générale, du fil métallique, qui fond et remplit également la zone de joint. Après refroidissement, le métal à souder, une partie de l’électrode et les additifs forment une seule bande monolithique - une soudure dont la résistance n’est pas inférieure à celle du métal lui-même.
Soudage MMA
Le type de soudure le plus courant est le MMA - soudage avec une électrode enrobée (Manual Metal Arc) dans laquelle l’électrode est entraînée par la main du soudeur. Il s'agit d'un processus assez compliqué, dans lequel le soudeur doit conserver une certaine trajectoire, la distance entre l'électrode et le métal, surveiller la température et la précision de la connexion.
Je vais essayer de vous expliquer plus en détail ce qu'est le soudage MMA. La source de courant est un transformateur ou un onduleur. Ils créent un courant alternatif ou continu qui est relié par deux fils - un à l’électrode et le second à la partie à souder. Une caractéristique du soudage au MMA, ainsi que d’autres types de soudage, est la nécessité d’un ampérage élevé (30 à 300 ampères ou plus) et d’une tension relativement faible. C'est dans ces conditions que la plus grande quantité de chaleur est dégagée.
Lors du soudage, l’électrode remplit le plus souvent les fonctions de l’additif. Il fond également et se mélange avec le métal de base, formant un alliage légèrement différent de la composition chimique du métal de base. Mais la différence ne doit pas être trop grande pour ne pas perturber les propriétés chimiques et mécaniques de la structure soudée. 
L'électrode est une tige métallique en acier faiblement allié, allié ou fortement allié, d'un diamètre de 1 à 8 mm et d'une longueur de 350 à 400 mm. Les électrodes sont marquées avec des lettres qui indiquent pour quel métal elles sont destinées. Par exemple, les électrodes d'indice «U» sont utilisées pour les aciers au carbone et «B» pour les aciers fortement alliés. Quelle électrode choisir pour souder un métal spécifique en épaisseur et composition peut être trouvée dans des tableaux spéciaux. L'un d'eux, concernant le choix du diamètre de l'électrode enrobée et l'installation du courant de soudage, est donné ci-dessous.
Les électrodes sont une structure complexe dans laquelle la partie en fusion est protégée d'en haut par une couche de composition chimique complexe, ce qui empêche l'interaction du métal en fusion avec les gaz chimiquement actifs de l'atmosphère et son oxydation. Sous l'influence d'un arc électrique, le revêtement se transforme en scories légères qui flottent dans le métal et se détachent facilement du joint.
Les revêtements d'électrodes sont divisés en:
- acide (contenant une grande quantité d'oxygène lié, par exemple des hématites, des granites, divers minerais). Utilisé pour le soudage à courant continu et alternatif.
- basique (fluorure de calcium, carbonate de calcium). Utilisé pour le soudage courant continu inversion de polarité;
- cellulose (oxycellulose, rutile, ferroalliages). Il émet beaucoup de gaz protecteur utilisé pour le soudage des tuyaux.
- rutile (carbonate de calcium, marbre, talc, magnésite, ferroalliages). Ils fonctionnent à courant continu et alternatif, ils soudent principalement des aciers faiblement alliés.
Les électrodes sont fabriquées conformément aux normes GOST 9466-75, GOST 9467-75 * et autres. Il y a plus de 40 variétés. Ils sont conçus pour le transformateur et le MMA de tous les modèles.
Caractéristiques d'utilisation des appareils MMA
Le soudeur doit faire preuve d’une grande compétence lorsqu’il travaille sur des machines MMA, depuis le processus d’inflammation de l’arc jusqu’à son maintien et son câblage le long d’une trajectoire donnée. De plus, il est nécessaire de faire fondre le métal à une profondeur et une largeur prédéterminées, sans le brûler ni en autorisant les zones non digérées.
Beaucoup plus facile à utiliser pour les débutants inverseur de soudage MIG MMA est un appareil qui utilise non pas une électrode recouverte de matière, mais un fil spécial qui se connecte à la zone de soudage en mode semi-automatique. Il suffit que le soudeur appuie sur la gâchette du support. Le fil est acheminé vers la zone de soudage avec une vitesse proportionnelle à l'intensité du courant. Le soudeur ne peut conduire le brûleur que sur le trajet de l'articulation.
Le dispositif de soudage professionnel MIG MMA est le meilleur choix pour un soudeur débutant et un professionnel. Vous pouvez acheter à la fois une installation de transformateur et une installation d’onduleur, en fonction des besoins du maître. Mais, selon les soudeurs, les onduleurs sont beaucoup plus pratiques et faciles à utiliser.
L'utilisation d'onduleurs de soudage à des fins diverses a conduit à la nécessité de développer plusieurs types de soudage. Le mode le plus utilisé est le soudage avec une électrode enrobée (abréviation anglaise MMA). La variante d'arc sous argon (TIG) est utilisée moins fréquemment, mais elle est tout aussi populaire.
Pour fonctionner en mode MMA, des électrodes sont nécessaires, qui sont remplacées au fur et à mesure de la consommation. Pour soudage à l'arc sous argon sera nécessaire brûleur à gaz, ballon à argon et électrode de tungstène ignifuge.
Les avantages du soudage TIG sont la capacité de travailler pleinement avec dessins très minces et produits en métaux non ferreux. La couture qui en résulte est plus préciset que le soudage lui-même nécessite moins d’énergie.
Inconvénients liés à équipement encombrant et l'incapacité à terminer le travail avec constructions massives. La plupart des inverseurs de soudage sont combinés et incluent les deux modes.
Dispositifs n'autorisant que le soudage MMA
Dnepr-M mini MMA 250
«Mini» dans le titre indique les dimensions réduites du corps. Le coût de l’onduleur est d’environ 160 dollars - assez modestement pour de tels appareils.
Une grande réserve de puissance permet d'utiliser un appareil pour souder et couper des métaux épais (jusqu'à 8-10 mm).
- courant de soudage - 20-250 A, PN (durée de chargement) au courant maximal - 60%. Les valeurs de courant extrêmes vous permettent de travailler entièrement avec des électrodes de 1,6 à 5,0 mm;
- tension de fonctionnement - 187-253 V (220 V ± 15%). Cette gamme permet une exploitation dans la plupart des réseaux électriques domestiques, y compris suburbains;
- consommation électrique maximale - 4,2 kW. Certaines sources donnent presque le double de la valeur - les deux paramètres sont valides et les différences concernent la date de publication d'une instance particulière. Plus précisément, vous pouvez apprendre du passeport figurant sur l’équipement lors de l’achat;
- poids et dimensions - 4,8 kg et 371 × 155 × 295 mm. L'appareil est assez compact et facile à transporter.
Profi MMA 205
Il appartient à l'un des onduleurs monofonctionnels les plus coûteux. Son prix de détail moyen est de 230 $. La très grande majorité des appareils de coût similaire sont déjà équipés d'un second mode TIG.

Les avantages de l'appareil sont un travail très stable et de haute qualité.
Les inconvénients concernent le fait de fonctionner uniquement à une tension normale - une diminution à 195 V entraîne des dysfonctionnements.
Caractéristiques techniques de l'onduleur:
- courant de soudage - 10-210 A, PN - 60%. La combinaison de la classe de protection électrique IP 23S (vous permet de travailler dans des pièces humides ou dans le brouillard) et un grand monogramme applique l’appareil à un niveau professionnel;
- tension de fonctionnement - 198-242 V (220 V ± 10%). Une petite gamme ne fournit pas un travail stable dans le pays, mais convient pour la réparation urbaine et travaux de construction;
- puissance maximale - environ 4,5 kW;
- poids et dimensions - 4,7 kg et 305 × 114 × 202 mm.
Onduleurs de soudage avec une combinaison de modes MMA et TIG
La plupart des appareils dont le coût est supérieur à 200 dollars ont la possibilité de soudage à l'arc sous argon. Le brûleur et le cylindre nécessaires au fonctionnement ne sont généralement pas inclus dans l'équipement standard. Certains modèles représentatifs de périphériques sont illustrés ci-dessous.
EDON MMA-205
L'onduleur le moins cher avec fonction TIG. Le coût de l'appareil ne dépasse pas 110-120 dollars.

Le prix très bas a affecté la qualité de la production - si le travail en mode MMA est satisfaisant, alors l'argon soudage à l'arc très instable et sert de solution de secours.
- courant de soudage - 20-200 A, PN - 60%. Le maintien pratique du PN au niveau maximum conduit souvent à une protection automatique contre la surchauffe;
- tension de fonctionnement - 198-242 V (220 V ± 10%). Un intervalle étroit limite le domaine d'application. Dans les réseaux «amincis», il est nécessaire d’utiliser des régulateurs de tension puissants;
- poids et taille - 8 kg et 485 × 240 × 340 mm. Les dimensions hors tout sont une fois et demie plus élevées que celles des autres onduleurs.
RESANTA SAI 220
L'un des échantillons les plus ambigus. équipement de soudage, causant beaucoup de controverse sur la fiabilité opérationnelle. Le coût de l'appareil varie dans une large gamme, la valeur moyenne est d'environ 270 $.

Parmi les avis des utilisateurs, il y a des commentaires très négatifs et des commentaires très positifs. Cela peut être dû à la forte prévalence de l’appareil et au grand nombre de défaillances qu’il provoque.
Paramètres techniques modèles:
- courant de soudage - 10-220 A, PN - 40%;
- tension de fonctionnement - 154-242 V (220 V + 10%; - 30%). La possibilité de travailler à basse tension permet à l’onduleur de fonctionner dans presque tous les réseaux.
- consommation d'énergie - 6,6 kW;
- poids et dimensions - 4,9 kg et 310 × 130 × 190 mm. Les dimensions et le faible poids rendent le transport de l'appareil plus pratique que certains clones de puissance similaire.
Elitech MMA / TIG AIS 210
À part entière, mettant en œuvre avec succès les fonctions du soudage conventionnel et de l'arc sous argon. Un autre avantage de l'appareil réside dans les câbles d'alimentation longs (jusqu'à 3 m), qui sont rarement inclus dans l'ensemble des appareils de masse conventionnels.

Des paramètres de fiabilité accrus et la même aptitude au fonctionnement dans les deux modes permettent d’utiliser l’onduleur dans activités professionnelles propriétaires privés et grandes entreprises de construction.
Le coût de l'unité est d'environ 330 $.
Paramètres techniques de l'onduleur:
- courant de soudage - 10-200 A, PN - 60%;
- tension de fonctionnement - 187-253 V (220 V ± 15%);
- consommation d'énergie - pas plus de 9,5 kW. Une valeur plus élevée, comparée aux modèles précédents, est un prix pour la stabilité et la fiabilité;
- poids et dimensions - 7,3 kg et 415 × 135 × 240 mm. Les paramètres sont légèrement supérieurs à la moyenne, mais ils sont acceptables pour un travail long.
Résumé
Malgré les avantages supplémentaires de la méthode TIG, elle n’est pas obligatoire pour un usage domestique.
Tenant compte des coûts supplémentaires des équipements à ballon à gaz et de leur encombrement, les onduleurs dotés de fonctions combinées ne sont optimaux que par une seule station-service - aucune station-service ne peut se passer du soudage à l'arc sous argon.
Lorsque vous choisissez un appareil prenant en charge les modes MMA / TIG, vous devez étudier l'historique de fonctionnement du modèle. Les commentaires des utilisateurs sont le critère d'évaluation le plus optimal.
Matériaux similaires.
 Soudage MMA signifie Manuel Metal Arc, en russe - soudage à l'arc manuel avec une électrode en pièce revêtue. Pour la première fois, cette technologie de soudage fut appliquée à la fin du 19ème siècle en Russie par N.G. Slavyanov, qui a pris le développement et les idées de N.N. Bernados et leur a apporté des modifications importantes. Le principal consistait à utiliser une tige métallique fusible à la place d'une électrode de carbone non consommable. Quelques années plus tard, au début du XXe siècle, le Suédois O. Kjellberg développa une technologie de soudage avec une électrode enrobée. La présence d'un revêtement sur une électrode permettait d'étendre considérablement le champ d'application du soudage par électrode. L’Anglais A. Stromenger a ensuite pris le relais, ce qui lui a permis d’améliorer considérablement le revêtement des électrodes, ce qui lui a permis de protéger de manière fiable le bassin de soudure de l’air. Désormais, les électrodes revêtues étaient vouées à la popularité mondiale et devenaient le synonyme principal du procédé de soudage MMA.
Soudage MMA signifie Manuel Metal Arc, en russe - soudage à l'arc manuel avec une électrode en pièce revêtue. Pour la première fois, cette technologie de soudage fut appliquée à la fin du 19ème siècle en Russie par N.G. Slavyanov, qui a pris le développement et les idées de N.N. Bernados et leur a apporté des modifications importantes. Le principal consistait à utiliser une tige métallique fusible à la place d'une électrode de carbone non consommable. Quelques années plus tard, au début du XXe siècle, le Suédois O. Kjellberg développa une technologie de soudage avec une électrode enrobée. La présence d'un revêtement sur une électrode permettait d'étendre considérablement le champ d'application du soudage par électrode. L’Anglais A. Stromenger a ensuite pris le relais, ce qui lui a permis d’améliorer considérablement le revêtement des électrodes, ce qui lui a permis de protéger de manière fiable le bassin de soudure de l’air. Désormais, les électrodes revêtues étaient vouées à la popularité mondiale et devenaient le synonyme principal du procédé de soudage MMA.
Le procédé de soudage avec une électrode revêtue est le suivant: l’arc de soudure s’éclaire entre l’extrémité de l’électrode et la surface métallique de la pièce à souder, l’électrode et la surface de la pièce commencent à fondre, formant ainsi le bain de soudure. La fusion simultanée de la tige d'électrode et du revêtement forme un nuage gaz protecteur et les laitiers, qui protègent le bain de soudure de l'exposition aux gaz atmosphériques. Le laitier refroidit et durcit, puis il devrait être ébréché à la surface de la soudure. Le soudage MMA se distingue par une longueur de soudure relativement petite, qui peut être mise en un seul passage, car l’électrode fond assez rapidement et nécessite l’installation d’un autre fil dans le porte-électrode pour poursuivre le travail. Le soudage avec une électrode enrobée est considéré comme un type de soudure relativement simple, mais pour obtenir une soudure vraiment bonne, en raison de la faible profondeur de pénétration, il nécessite de sérieuses compétences du soudeur.
Types d'électrodes
La stabilité de l’arc, la profondeur de pénétration, la quantité de métal fondu et la possibilité de travailler dans différentes positions spatiales dépendent dans une très grande mesure de la composition chimique du revêtement de l’électrode. Toutes les électrodes sont divisées en trois groupes principaux:
La cellulose
Rutile
Principale
Les électrodes de cellulose contiennent une grande quantité de cellulose dans le revêtement, elles ont un arc profondément pénétrant et permettent une fusion rapide de l'électrode, ce qui assure une vitesse élevée de soudure. Ce type d'électrode peut être utilisé pour le soudage dans n'importe quelle position spatiale. Il peut parfois être difficile d'enlever les scories.
Les principales propriétés des électrodes de cellulose:
pénétration profonde dans n'importe quelle position spatiale
très bonnes propriétés mécaniques
niveaux élevés de dégagement d'hydrogène pouvant entraîner des fissures dans la zone de chauffage
Les électrodes rutiles contiennent une grande quantité de rutile (oxyde de titane - TiO2) dans le revêtement. Le rutile facilite l'allumage et le contrôle de l'arc, ainsi qu'une faible quantité de projections. Ce sont des électrodes universelles avec une bonne performance de soudage. Peut être utilisé pour travailler dans toutes les positions spatiales.
Les principales propriétés des électrodes rutiles:
propriétés mécaniques moyennes du métal fondu
bonne forme de couture
le laitier se nettoie facilement
Les électrodes principales contiennent une grande quantité de carbonate de calcium (calcaire) et de fluorure de calcium (spath fluor) dans le revêtement. Ces électrodes se distinguent par le durcissement rapide du métal fondu, ce qui en fait une excellente solution pour les travaux de soudage en position verticale et au plafond. Ce type d'électrodes est utilisé dans le soudage de structures en métal moyen et lourd avec des exigences élevées en matière de qualité de soudage, de propriétés mécaniques et de résistance à l'apparition de fissures.
Les principales propriétés des électrodes principales:
faible quantité d'hydrogène dans le métal soudé
courant de soudage élevé et vitesse de travail requise
enlèvement relativement difficile des scories
Sources de courant
Les électrodes peuvent être utilisées pour le soudage avec des appareils produisant un courant de soudage alternatif (AC) et continu (DC). Toutes les électrodes destinées au soudage au courant continu ne peuvent pas être utilisées pour le travail sur le courant alternatif, et les électrodes pour le courant alternatif sont universelles et adaptées au soudage et au courant continu. Sources de courant de soudage pour le soudage MMA - redresseurs de soudage (DC), transformateurs de soudage (AC), inverseurs de soudage (DC).
Si vous êtes intéressé
MMA - soudage à l'arc manuel électrodes en pièces revêtues utilisées pour le soudage des aciers au carbone et inoxydables. Acier au carbone peut être soudé avec du courant alternatif (AC) et du courant continu (DC), aciers inoxydables uniquement avec du courant continu.
Soudure à l'arc manuelle (en tant qu'espèce soudage à l'arc électrique) est présent dans la plupart des industries en Russie et dans le monde. Le soudage manuel (RDS) est le type de soudage électrique le plus ancien, qui est utilisé assez souvent grâce à sa polyvalence. Outre la vente des inverseurs de soudage Ewm Pico, BlueWeld Prestige, Weldo Arc, ce qui a grandement facilité la vie et le travail d'un soudeur moderne, quel que soit le niveau de ses compétences professionnelles, des centaines de variétés sont aujourd'hui vendues avec succès électrodes. Y compris les électrodes avec additifs d'alliage, ce qui augmente la durabilité de la soudure, nécessaire pour le soudage à l'arc manuel.
La technologie de soudage manuel est assez simple. Le soudage à l'arc manuel consiste à souder avec une électrode consommable revêtue. Le soudage électrique manuel est le plus souvent utilisé pour souder des alliages de fer (par exemple, dans des structures en acier), dans la construction navale et l'industrie, ainsi que pendant les réparations et la maintenance. Le soudage à l'arc électrique manuel présente plusieurs avantages. Tout d’abord, c’est une grande maniabilité due à la possibilité d’utiliser des câbles de soudure. Ceci est important lors des travaux d’installation et de construction: c’est aujourd’hui que le soudage manuel est le plus souvent utilisé. L'équipement de soudage pour le soudage électrique manuel est transportable et simple. Un grand nombre de types d'électrodes vous permet de choisir la meilleure option pour le soudage à l'arc électrique pour presque tous les types de matériaux.
Cependant, en comparaison avec le soudage par inverseur (en utilisant source d'inverseur alimentation) soudage manuel La source d'alimentation traditionnelle présente un certain nombre de défauts tangibles. Il en résulte une efficacité moindre et une dépendance directe de la qualité de la soudure sur la qualification du soudeur, ainsi que de faibles caractéristiques hygiéniques du processus. Machine à souder l'onduleur a beaucoup mieux caractéristiques techniques. Les machines à inverseur offrent la possibilité de soudage pulsé.
La vente des inverseurs de soudage est la chose la plus commune, car la demande pour eux est incroyable. La vente des inverseurs de soudage est la chose la plus commune, car la demande pour eux est tout simplement incroyable et beaucoup de consommateurs veulent acheter un onduleur de soudage. Le principal avantage de l'onduleur est sa compacité. La soudure à l’onduleur est développée depuis longtemps, mais aujourd’hui unité d'onduleur est le plus avancé technologiquement équipement de soudage. Cependant, il est aujourd'hui impossible de dire que la technologie soudage par inverseur soudage complètement remplacé par des sources d’énergie moins technologiques.
La vente d’inverseurs de soudage est devenue notre spécialité il ya plus de vingt ans. En vous offrant notre équipement, nous vous garantissons sa qualité. Nous voulons que vous sachiez que quiconque le souhaite peut acheter un onduleur de soudage EWM. La qualité, confirmée par la réputation de notre entreprise.
Description détaillée de la méthode de soudage MMA
MMA (arc métallique manuel) - soudage à l'arc manuel avec électrodes en forme de bâton. La littérature technique soviétique utilisait généralement l'abréviation RDS.
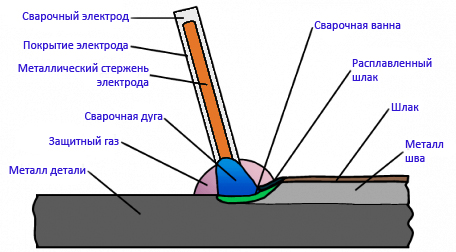
L'essence de la méthode. À l'électrode et au produit soudé pour former et maintenir arc de soudure Le courant de soudage CC ou CA provient des sources de courant de soudage (Fig. 1). L'arc fait fondre le noyau métallique de l'électrode, son revêtement et le métal de base. La tige métallique fondue de l'électrode sous forme de gouttelettes individuelles recouvertes de laitier pénètre dans le bain de soudure. Dans le bain de soudure, le métal d'électrode est mélangé au métal en fusion du produit (métal de base) et le laitier en fusion flotte à la surface.
La profondeur à laquelle le métal de base est fondu s'appelle la profondeur de pénétration. Cela dépend du mode de soudage (intensité du courant de soudage et diamètre de l'électrode), de la position spatiale du soudage, de la vitesse de l'arc à la surface du produit (le fil de l'électrode et l'arc communiquent un mouvement vers l'avant dans la direction de soudage et des oscillations transversales), de la conception du joint soudé, de la forme et des dimensions de la soudure. bords, etc. Les dimensions du bain de soudure dépendent du mode de soudage et se trouvent généralement dans les limites suivantes: profondeurs jusqu'à 7 mm, largeur 8 ... 15 mm, longueur 10 ... 30 mm. La part du métal de base dans la formation du métal de soudure est généralement de 15 ... 35%.
La distance entre le point actif sur la surface de l'électrode fondue et un autre point d'arc actif sur la surface du bain de soudure est appelée la longueur de l'arc. Le revêtement d'électrode de fusion forme une atmosphère gazeuse autour de l'arc et au-dessus de la surface du bain de soudure, ce qui, poussant l'air hors de la zone de soudure, l'empêche d'interagir avec le métal en fusion. Dans l’atmosphère gazeuse, il existe également des paires de métaux principaux et d’électrodes et d’éléments d’alliage. Les scories recouvrant les gouttes de métal de l'électrode et la surface du métal en fusion du bain de soudure aident à les protéger du contact avec l'air et participent aux interactions métallurgiques avec le métal en fusion.
La cristallisation du métal du bain de soudure au fur et à mesure que l'arc est éliminé conduit à la formation d'un cordon reliant les pièces à souder. En cas de coupure accidentelle de l'arc ou lors du changement d'électrode, la cristallisation du métal du bain de soudure conduit à la formation d'un cratère de soudure (dépression dans le cordon ayant la forme de la surface extérieure du bain de soudure). Les scories de durcissement forment une croûte de scories à la surface de la soudure.
 Fig. 1 Soudure à l'arc manuelle avec électrode en métal revêtu(la flèche indique le sens de la soudure): 1 - tige métallique; Revêtement à 2 électrodes; Atmosphère de gaz 3 - arc; 4 - bain de soudure; 5 - laitier solidifié; 6 - métal soudé cristallisé; 7 - métal de base; 8 - gouttes de métal d'électrode en fusion; 9 - profondeur de pénétration
Fig. 1 Soudure à l'arc manuelle avec électrode en métal revêtu(la flèche indique le sens de la soudure): 1 - tige métallique; Revêtement à 2 électrodes; Atmosphère de gaz 3 - arc; 4 - bain de soudure; 5 - laitier solidifié; 6 - métal soudé cristallisé; 7 - métal de base; 8 - gouttes de métal d'électrode en fusion; 9 - profondeur de pénétration
Étant donné que le courant de soudage provenant du conducteur de courant dans le porte-électrode traverse la tige métallique de l'électrode, celle-ci se réchauffe. Cet échauffement est d'autant plus important que le courant traversant la tige est long et que l'intensité de celle-ci est importante. Avant le début du soudage, la tige métallique a une température de l'air ambiant et, à la fin de la fusion de l'électrode, la température atteint 500 ... 600 ° C (lorsque la teneur en substances organiques du revêtement ne dépasse pas 250 ° C). Cela conduit au fait que le taux de fusion de l'électrode (la quantité de métal d'électrode en fusion) au début et à la fin est différent. La profondeur de pénétration du métal de base change également en raison de la modification des conditions de transfert de chaleur de l'arc au métal de base à travers la couche de métal liquide dans le bain de soudure. En conséquence, le rapport entre les fractions d'électrode et de métaux de base participant à la formation du métal fondu, et donc la composition et les propriétés du métal fondu obtenues par une électrode, change. C'est l'un des inconvénients du soudage à l'arc manuel avec des électrodes enrobées.
Allumage et maintenance de l'arc. Avant l'inflammation (excitation) de l'arc, il convient de déterminer l'intensité du courant de soudage, qui dépend du type d'électrode, de la position spatiale de la soudure, du type de joint soudé, etc. Vous pouvez allumer l'arc de deux manières. Dans un procédé, l’électrode est amenée verticalement à la surface du produit jusqu’à ce qu’elle touche le métal et soit rapidement tirée à la longueur requise de l’arc. De l’autre, l’électrode est parfois "frappée" sur la surface métallique. L'utilisation de l'un ou l'autre procédé d'allumage de l'arc dépend des conditions de soudage et des compétences du soudeur.
La longueur de l'arc dépend de la marque et du diamètre de l'électrode, de la position spatiale de la soudure, de la découpe des arêtes à souder, etc. L'augmentation de la longueur de l'arc réduit la qualité du métal fondu de la soudure en raison de son oxydation et de sa nitruration intenses, augmente la perte de métal par fente et éclaboussures, réduit la profondeur de pénétration du métal de base. Détériore également l'apparence de la couture.
Pendant le processus, le soudeur déplace généralement l'électrode dans au moins deux directions. Premièrement, il introduit une électrode le long de son axe dans un arc, en maintenant la longueur d'arc nécessaire en fonction de la vitesse de fusion de l'électrode. Deuxièmement, il déplace l'électrode dans la direction de superposition ou de soudage pour former un joint. Dans ce cas, un rouleau étroit est formé, dont la largeur dépend de la force du courant de soudage et de la vitesse de déplacement de l'arc le long de la surface du produit. Les rouleaux étroits sont généralement imposés lorsque la racine du joint est soudée, les feuilles minces sont soudées et des cas similaires.
Avec un diamètre d'électrode correctement sélectionné et la force du courant de soudage, la vitesse de déplacement de l'arc est d'une grande importance pour la qualité de la soudure. Avec une vitesse accrue, l'arc fait fondre le métal de base à une faible profondeur et la formation de pénétration est possible. À basse vitesse, en raison de l'apport excessivement important de la chaleur de l'arc dans le métal de base, une combustion est souvent formée et le métal en fusion s'écoule hors du bain de soudure. Dans certains cas, par exemple, lors du soudage en descente, la formation d'une couche liquide de métal d'électrode en fusion d'épaisseur accrue sous un arc peut au contraire conduire à la formation de pénétration.
Parfois, le soudeur doit déplacer l'électrode sur la soudure, ajustant ainsi la répartition de la chaleur de l'arc sur la soudure pour obtenir la profondeur de pénétration requise du métal de base et la largeur de la soudure. La profondeur de pénétration du métal de base et la formation d'une soudure dépendent principalement du type d'oscillations transversales de l'électrode, qui sont généralement effectuées à fréquence et amplitude constantes par rapport à l'axe de la soudure (Fig. 2). La trajectoire de l'extrémité de l'électrode dépend de la position spatiale de la soudure, des arêtes de coupe et des compétences du soudeur. Lors du soudage avec vibrations transversales, on obtient un cordon plus large, la forme de pénétration dépend de la trajectoire des vibrations transversales de l'extrémité de l'électrode, c'est-à-dire sur les conditions d'entrée de la chaleur de l'arc dans le métal de base. À la fin de la soudure - le bord de l'arc doit être correctement brassé.
Le cratère est la zone avec la plus grande quantité d'impuretés nocives en raison de la vitesse accrue de cristallisation du métal; par conséquent, les fissures sont les plus susceptibles de se former dans cette zone. À la fin de la soudure ne doit pas casser l’arc, retirant brusquement l’électrode du produit.
Il est nécessaire d'arrêter tous les mouvements de l'électrode et d'étendre lentement l'arc jusqu'au bord; le métal d'électrode fondant en même temps remplira le cratère. Lors du soudage d'acier à faible teneur en carbone, le cratère est parfois retiré du joint par le métal de base. S'il y a des ruptures aléatoires dans l'arc ou lorsque les électrodes changent, l'arc est excité sur le métal de base qui n'a pas encore fondu devant le cratère, puis le métal est fondu dans le cratère.
 Fig. 2. Les principales trajectoires du mouvement de l'extrémité de l'électrode lors du soudage manuel à l'arc de rouleaux élargis.
Fig. 2. Les principales trajectoires du mouvement de l'extrémité de l'électrode lors du soudage manuel à l'arc de rouleaux élargis.
En fonction de la longueur du joint, des propriétés du matériau à souder, des exigences de précision et de qualité joints soudés Le soudage est effectué de différentes manières. Sur la fig. 3 montre un tel schéma de soudage. Le plus simple est de faire des coutures courtes.
 Fig. 3. Types de points
Fig. 3. Types de points
1 - couture monocouche; 2 - couture multipass; 3 - couture multicouche.
Le mouvement est effectué - du début à la fin de la couture. Si la couture est plus longue (appelons-la une couture de longueur moyenne), la soudure va du milieu aux extrémités (façon inverse). Si une couture d'une grande longueur est brassée, elle peut être effectuée à la fois de manière inverse et de manière aléatoire. Une des caractéristiques est que, si la méthode par étapes inverses est utilisée, toute la soudure est scindée en petites sections (200-150 mm chacune) et le soudage est effectué dans chaque section dans le sens opposé au sens général du soudage.
"Colline" ou "cascade" sont utilisés lors de la réalisation de joints de structures qui supportent une charge importante et de structures d'épaisseur considérable. À des épaisseurs comprises entre 20 et 25 mm, des contraintes volumétriques apparaissent et il existe un risque de fissuration. Lors du soudage à l'aide de la glissière, la zone de soudage elle-même doit toujours être chaude, ce qui est très important pour éviter l'apparition de fissures.
Une sorte de soudure "à coulisse" est une soudure "en cascade".
Lors du soudage d'acier à faible teneur en carbone, chaque couche de soudure a une épaisseur de 3 à 5 mm, en fonction du courant de soudage. Par exemple, à un courant de 100A, l'arc fait fondre le métal sur une profondeur d'environ 1 mm, tandis que le métal de la couche inférieure est soumis à un traitement thermique sur une profondeur de 1 à 2 mm pour former une structure à grains fins. Avec courant de soudage jusqu'à 200A, l'épaisseur de la couche déposée augmente jusqu'à 4 mm et le traitement thermique de la couche inférieure a lieu à une profondeur de 2 à 3 mm.
 Fig. 4 Modèles de soudage.
Fig. 4 Modèles de soudage.
1 - passe de soudure; 2 - soudure du milieu aux bords; 3 - soudage à l'inverse; Soudure à 4 blocs; 5 - soudage en cascade; 6 - soudure à glissière
Pour obtenir la structure fine du joint de racine, il est nécessaire d’appliquer le rouleau de soudure en utilisant pour cela une électrode de 3 mm de diamètre sous un courant de 100A. Avant cela, le joint de racine doit être bien nettoyé. Une couche de recuit (décorative) est appliquée sur la couche supérieure de la couture. L'épaisseur de cette couche est de 1 à 2 mm. Cette couche peut être obtenue par une électrode de diamètre 5 - 6 mm avec un courant de 200 - 300 A.
Fin de la couture. À la fin de la soudure, la rupture de l’arc à la fin du joint doit être correctement brisée. Le cratère est la zone avec la plus grande quantité d'impuretés nocives, ce qui entraîne probablement des fissures. À la fin de la soudure ne doit pas casser l’arc, retirant brusquement l’électrode du produit. Il est nécessaire d'arrêter tous les mouvements de l'électrode et d'étendre lentement l'arc jusqu'au bord; le métal d'électrode fondant en même temps remplira le cratère.
Lors du soudage d'acier à faible teneur en carbone, le cratère est parfois retiré du joint par le métal de base. Si l'acier est soudé, il est sujet à la formation de structures de trempe, la sortie du cratère dans la direction est inacceptable en raison de la possibilité de fissures.
Lors du soudage à courant continu de polarité inversée, la profondeur de pénétration est de 40 à 50% supérieure à celle du courant continu de polarité directe, ce qui s'explique par différentes quantités de chaleur dégagée à l'anode et à la cathode. Lors du soudage avec un courant alternatif, la profondeur de pénétration est 15 à 20% plus courte que lors du soudage avec un courant continu de polarité inverse. Le diamètre de l'électrode est choisi en fonction de l'épaisseur du métal à souder, de la position dans laquelle le soudage est effectué, ainsi que du type de joint et de la forme des arêtes préparées pour le soudage. Lors du soudage bout à bout de tôles d'acier d'une épaisseur maximale de 4 mm en position basse, le diamètre de l'électrode est généralement égal à l'épaisseur du métal soudé. Lors du soudage d’aciers plus épais, des électrodes d’un diamètre de 4 à 6 mm sont utilisées, à condition que les pièces à assembler soient complètement pénétrées et que les joints soient bien formés. La contrainte détermine principalement la largeur de la couture. La contrainte de profondeur de pénétration a un très petit effet. Si la vitesse de soudage augmente avec l'augmentation de la tension, la largeur de la soudure diminue. La force du courant dépend principalement du diamètre de l'électrode, ainsi que de la longueur de sa partie active, de la composition du revêtement et de la position de la soudure. Plus le courant est élevé, plus la performance est élevée, c'est-à-dire que plus de métal est déposé. Toutefois, lorsque le courant est excessif pour un diamètre d'électrode donné, celle-ci chauffe rapidement au-dessus de la limite autorisée, ce qui entraîne une diminution de la qualité de la soudure et une augmentation des projections. La figure 5 montre le schéma de soudage pour les soudures bout à bout sur le capot, sur une garniture amovible en cuivre, avec un joint de soudure préliminaire et sur une garniture en acier.
 Figure 5. Soudure des coutures.
Figure 5. Soudure des coutures.
1 - souder souder "sur poids"; 2 - soudage sur une doublure en cuivre (amovible); 3 - soudure sur le revêtement en acier restant; 4 - Soudure avec couture préliminaire et soudure.
Effectuer horizontal, vertical et joints de plafond certaines compétences car il existe une très forte probabilité de fuites de métal en fusion, de gouttes tombantes. Pour éviter cela, le soudage doit être effectué avec un arc très court. De plus, des oscillations transversales de l'électrode seront nécessaires.
Afin de maintenir la couche de métal en fusion dans le bain de soudure, il est nécessaire que la force de tension superficielle soit capable de retenir la masse du matériau à déposer. Et plus la masse est petite, plus il est probable que cette force (le film) la retienne. Ceci peut être réalisé par la méthode suivante: l'extrémité de l'électrode doit être périodiquement éloignée du bain, ce qui permet au métal en fusion de cristalliser partiellement. Ensuite, appliquez un courant réduit (10 ou 20%) et des électrodes de diamètre inférieur. Tout cela donnera une réduction de la largeur du cordon de soudure. Les électrodes de diamètre 4 mm sont optimales pour les joints de plafond, tandis que les électrodes de diamètre 5 mm sont utilisées pour les joints horizontaux (y compris verticaux).
Joint de plafond Le plus difficile de tous: Le soudage est effectué par des courts-circuits périodiques de l'extrémité de l'électrode sur le bain de soudure, au cours desquels le métal du bain de soudure cristallise partiellement, ce qui réduit le volume du bain de soudure. En même temps, le métal d'électrode fondu est introduit dans le bain de soudure. Lorsque l'arc est étendu, des contre-dépouilles sont formées. Lors du soudage de ces joints, des conditions défavorables sont créées pour la séparation des scories et des gaz du métal en fusion du bain de soudure.
 Fig. 6 L'angle de l'électrode pendant le soudage.
Fig. 6 L'angle de l'électrode pendant le soudage.
A est l'angle pour le soudage vertical; B - angle lors du soudage horizontal; B - angle lors du soudage au plafond.
Couture verticale. Il peut être exécuté de deux manières: en descente et en montée. Augmenter le soudage est préférable. Dans ce cas, le métal sous-jacent, déjà partiellement cristallisé, retient le métal fondu ci-dessus. Avec cette méthode, il est pratique de faire bouillir la racine de la couture et les bords. Cela s'explique par le fait que le métal en fusion de l'électrode s'écoulera dans le bain de soudure. Le seul inconvénient de cette méthode est que la surface de la couture sera recouverte d'écailles grossières. Il est plus facile de souder sur la gâchette, mais il sera plus difficile d'obtenir une pénétration de haute qualité de la jonction des pièces. Le fait est que le métal et le laitier fondus vont fuir sous l'arc et ne peuvent être retenus que par la force de tension superficielle et la force de l'arc en action. Mais ces deux forces peuvent être insuffisantes et le métal en fusion coulera.
Couture horizontale. Plus complexe en performance que verticale. La raison - le flux de métal en fusion de la piscine de soudure au bord inférieur. En conséquence, une entaille peut se former le long du bord supérieur. Lors du soudage de métal d'épaisseur accrue, il est courant de ne chanfreiner qu'un seul bord supérieur, le bord inférieur aidant à maintenir le métal en fusion dans le bain de soudure. Le soudage des soudures d'angle horizontales dans les joints de chevauchement est facile et sa technique ne diffère pas du soudage en position inférieure.
Les principaux domaines d'application du soudage à l'arc sous argon avec électrode non consommable sont les composés d'aciers alliés et de métaux non ferreux. À petites épaisseurs soudure à l'argon peut être effectué sans additifs. Le procédé de soudage assure une bonne qualité et formation des soudures, permet de maintenir avec précision la profondeur de pénétration du métal, ce qui est très important lors du soudage métal mince avec un accès à sens unique à la surface du produit. Il était largement utilisé dans le soudage de raccords de tuyaux non rotatifs, pour lesquels différentes conceptions de machines de soudage automatiques ont été développées. Sous cette forme, le soudage est parfois appelé orbital. Le soudage avec une électrode non consommable est l’une des principales méthodes de jonction d’alliages de titane et d’aluminium.
La soudure à l'électrode de fusion à l'argon est utilisée dans le soudage des aciers inoxydables et de l'aluminium. Cependant, son champ d'application est relativement petit.
Inconvénients du soudage à l'arc sous argon
Les inconvénients du soudage à l'arc sous argon sont une faible productivité lors de l'utilisation de la version manuelle. L'utilisation du soudage automatique n'est pas toujours possible pour les joints courts et à orientation multiple.




